- Выбор режима сварки

Содержание
- 2. Тема урока: Выбор режима сварки
- 3. Актуализация опорных знаний Опишите сущность р.д.с. покрытыми электродами. Назовите виды сварочного оборудования. Род тока, применяемый при
- 4. Выбор режима сварки является одним из основных аспектов профессиональной деятельности квалифицированного сварщика. От этого зависит качество
- 5. Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима сварки подразделяют на
- 6. Основные параметры режима сварки при р.д.с.: - величина, род и полярность тока; - диаметр электрода; -
- 7. Дополнительные: - величина вылета электрода; - состав и толщина покрытия электрода; - начальную температуру основного металла;
- 8. Глубина провара и ширина шва зависят от всех основных параметров режима сварки.
- 9. Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара), что объясняется изменением величины погонной
- 10. Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной
- 11. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
- 12. Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь.
- 13. Ширина шва связана с напряжением на электродах прямой зависимостью - при увеличении напряжения ширина шва увеличивается.
- 14. Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва.
- 15. Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется
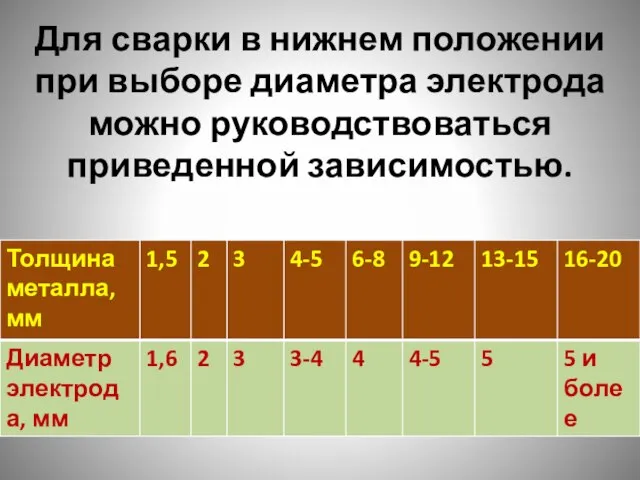
- 16. Для сварки в нижнем положении при выборе диаметра электрода можно руководствоваться приведенной зависимостью.
- 17. При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром 3-4 мм. Если имеется
- 18. Для сварки в нижнем положении силу сварочного тока подбирают по формуле I=К∙d, где I - сила
- 19. При сварке в вертикальном положении в вышеприведенную формулу вводится коэффициент 0,9, учитывающий снижение силы сварочного тока
- 20. При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения
- 21. Коэффициент К выбирают в зависимости от диаметра электрода:
- 23. Скачать презентацию
Тема урока:
Выбор режима сварки
Тема урока:
Выбор режима сварки
Актуализация опорных знаний
Опишите сущность р.д.с. покрытыми электродами.
Назовите виды сварочного оборудования.
Актуализация опорных знаний
Опишите сущность р.д.с. покрытыми электродами.
Назовите виды сварочного оборудования.
Выбор режима сварки является одним из основных аспектов профессиональной деятельности
Выбор режима сварки является одним из основных аспектов профессиональной деятельности
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса
Основные параметры режима сварки при р.д.с.:
- величина, род и
Основные параметры режима сварки при р.д.с.: - величина, род и
Дополнительные:
- величина вылета электрода;
- состав и толщина покрытия
Дополнительные: - величина вылета электрода; - состав и толщина покрытия
Глубина провара и ширина шва зависят от всех основных параметров режима
Глубина провара и ширина шва зависят от всех основных параметров режима
Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара),
Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара),
Род и полярность тока также влияют на форму и размеры шва.
Род и полярность тока также влияют на форму и размеры шва.
При сварке переменным током глубина провара на 15-20% меньше, чем при
При сварке переменным током глубина провара на 15-20% меньше, чем при
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние,
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние,
Ширина шва связана с напряжением на электродах прямой зависимостью - при
Ширина шва связана с напряжением на электродах прямой зависимостью - при
Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину
Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину

Выбор диаметра электрода.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла,
Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла,
Для сварки в нижнем положении при выборе диаметра электрода можно руководствоваться
Для сварки в нижнем положении при выборе диаметра электрода можно руководствоваться
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды
Для сварки в нижнем положении силу сварочного тока подбирают по формуле
Для сварки в нижнем положении силу сварочного тока подбирают по формуле
При сварке в вертикальном положении в вышеприведенную формулу вводится коэффициент 0,9,
При сварке в вертикальном положении в вышеприведенную формулу вводится коэффициент 0,9,
При сварке в потолочном положении в связи с трудностью формирования шва
При сварке в потолочном положении в связи с трудностью формирования шва
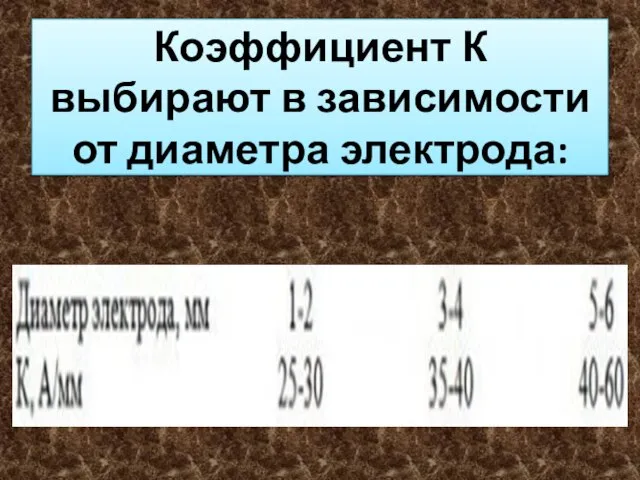
Коэффициент К выбирают в зависимости от диаметра электрода:
Коэффициент К выбирают в зависимости от диаметра электрода:
 Знакомьтесь, наш новый сотрудник
Знакомьтесь, наш новый сотрудник 20131110_prezentatsiya22
20131110_prezentatsiya22 Литье в песчаные формы
Литье в песчаные формы Система зажигания
Система зажигания Архитектор
Архитектор Modern mobile phones addiction: reasons and consequences
Modern mobile phones addiction: reasons and consequences Исследовательская работа. Роботы в нашей жизни
Исследовательская работа. Роботы в нашей жизни Наша история любви
Наша история любви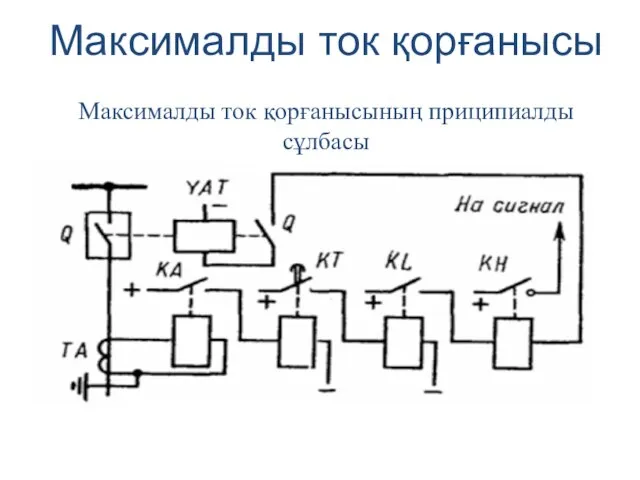 Максималды ток қорғанысы
Максималды ток қорғанысы Православные праздники
Православные праздники Экспресс-доставка грузов по России
Экспресс-доставка грузов по России Учителя первых классов на 2015-2016 учебный год
Учителя первых классов на 2015-2016 учебный год Дорожная карта
Дорожная карта Опасная ловушка
Опасная ловушка Взвейтесь кострами
Взвейтесь кострами Технологическая документация для изготовления изделий на станках
Технологическая документация для изготовления изделий на станках ЗиОБЖ_Режим питания. Ужин. Обобщение
ЗиОБЖ_Режим питания. Ужин. Обобщение Red Hot Chili Peppers
Red Hot Chili Peppers Рекомендации по подбору индивидуального стиля
Рекомендации по подбору индивидуального стиля Параллельное соединение элементов в цепи синусоидального тока
Параллельное соединение элементов в цепи синусоидального тока Македония - 2015
Македония - 2015 Моя школа вчера, сегодня, завтра
Моя школа вчера, сегодня, завтра Металургія сталі. Виробництво сталі в мартенівських печах
Металургія сталі. Виробництво сталі в мартенівських печах Основы литейного производства
Основы литейного производства Сюжетно-ролевая игра Путешествие на самолете группа Звездочка
Сюжетно-ролевая игра Путешествие на самолете группа Звездочка 20120427_urok_muzyki_3_klass
20120427_urok_muzyki_3_klass Поиск по картинке вариант 3 (3)_0_1649428572
Поиск по картинке вариант 3 (3)_0_1649428572 Упрощение выражений (подготовка к к/р)
Упрощение выражений (подготовка к к/р)