- Метрология

Содержание
- 2. Номинальный размер Действительный размер
- 9. Посадки в системе отверстия (а), посадки в системе вала (б)
- 10. Квалитет Квалитет является мерой точности. С увеличением квалитета точность понижается (допуск увеличивается). Допуск по квалитету обозначается
- 11. Значение допусков для размеров основного отверстия до 500 мм
- 12. Квалитеты 01, 0, 1 предназначены для нормирования точности размеров плоскопараллельных концевых мер длины. Квалитеты 2, 3,
- 13. Квалитеты точности, обеспечиваемые различными способами обработки древесины
- 14. ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ МАТЕРИАЛОВ ПОЛЯ ДОПУСКОВ ДЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ И ПОСАДКИ ГОСТ 6449.1-82 Устанавливается
- 15. Поля допусков и предельные отклонения отверстий, мм
- 16. Поля допусков и предельные отклонения валов, до 500мм
- 18. Виды допусков формы
- 21. Скачать презентацию
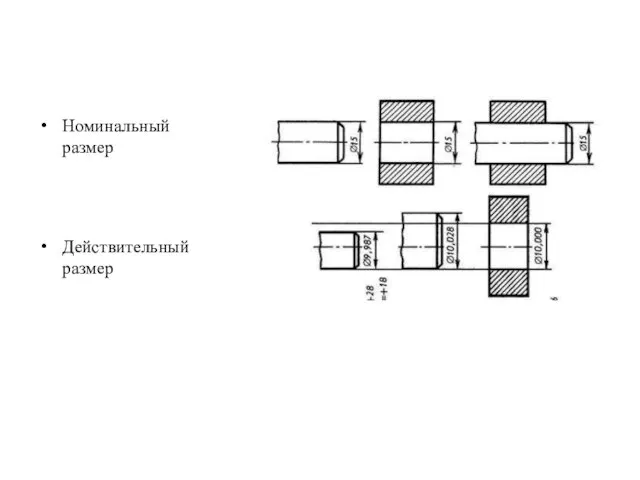
Номинальный размер
Действительный размер
Номинальный размер
Действительный размер




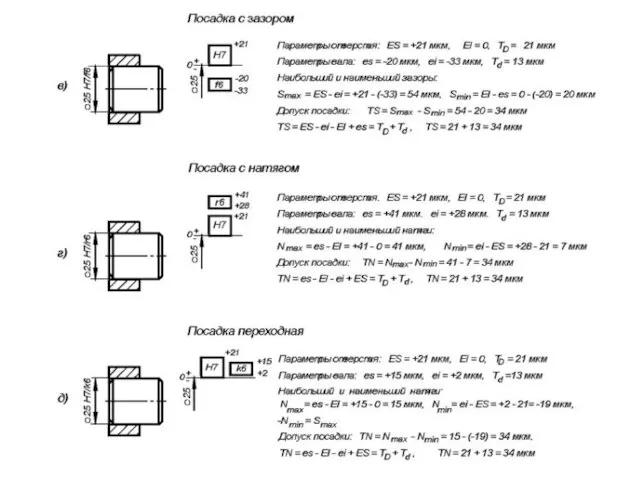

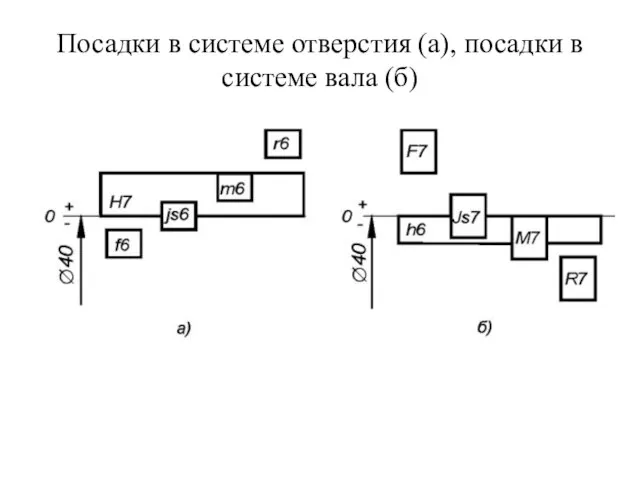
Посадки в системе отверстия (а), посадки в системе вала (б)
Посадки в системе отверстия (а), посадки в системе вала (б)
Квалитет
Квалитет является мерой точности. С увеличением квалитета точность понижается (допуск увеличивается).
Допуск
Квалитет
Квалитет является мерой точности. С увеличением квалитета точность понижается (допуск увеличивается).
Допуск

Значение допусков для размеров основного отверстия до 500 мм
Значение допусков для размеров основного отверстия до 500 мм
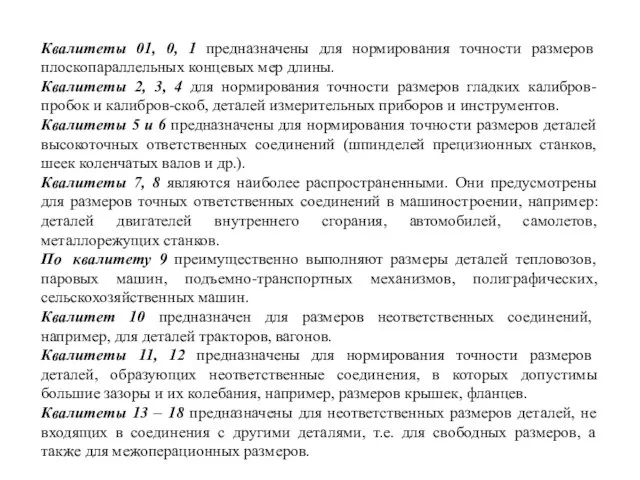
Квалитеты 01, 0, 1 предназначены для нормирования точности размеров плоскопараллельных концевых
Квалитеты 01, 0, 1 предназначены для нормирования точности размеров плоскопараллельных концевых
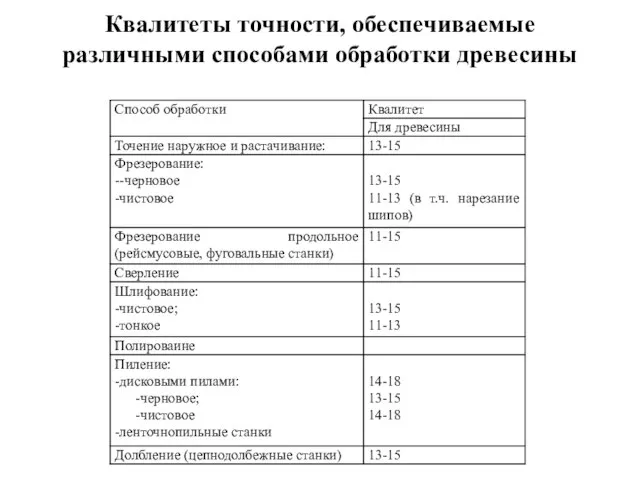
Квалитеты точности, обеспечиваемые различными способами обработки древесины
Квалитеты точности, обеспечиваемые различными способами обработки древесины
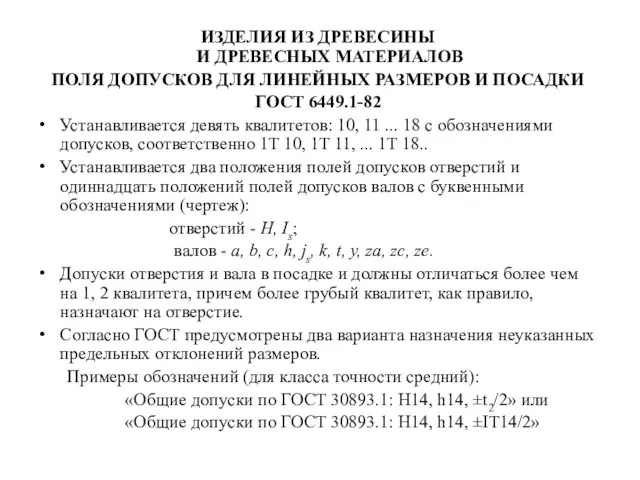
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ
И ДРЕВЕСНЫХ МАТЕРИАЛОВ
ПОЛЯ ДОПУСКОВ ДЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ И
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ
И ДРЕВЕСНЫХ МАТЕРИАЛОВ
ПОЛЯ ДОПУСКОВ ДЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ И
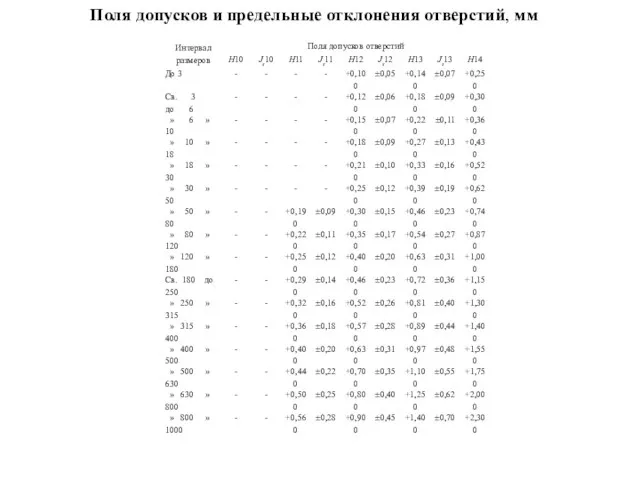
Поля допусков и предельные отклонения отверстий, мм
Поля допусков и предельные отклонения отверстий, мм
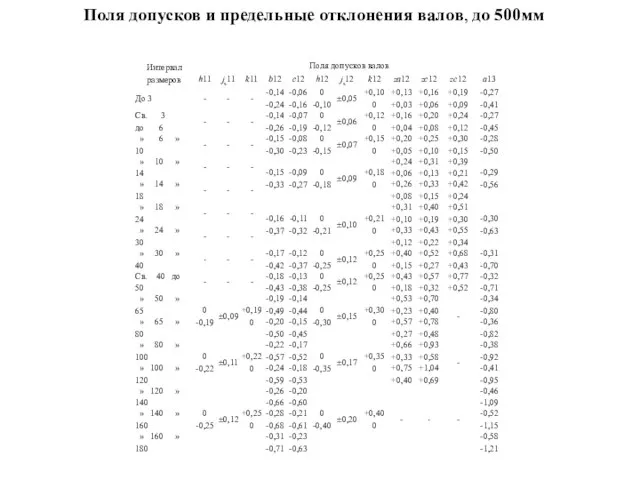
Поля допусков и предельные отклонения валов, до 500мм
Поля допусков и предельные отклонения валов, до 500мм

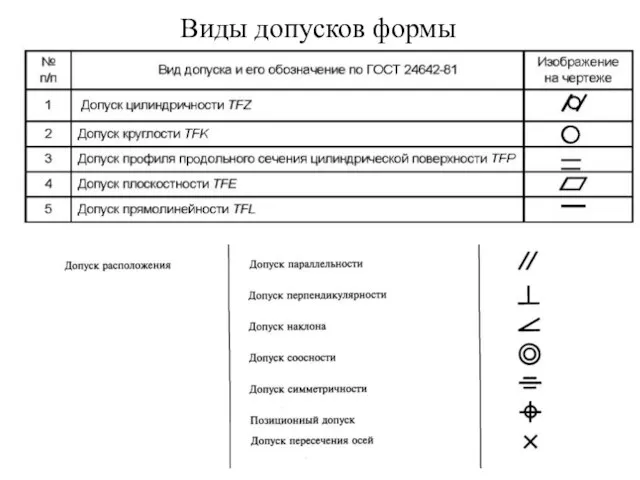
Виды допусков формы
Виды допусков формы

 Осмотр и проверка документов
Осмотр и проверка документов Международное публичное право. Занятие 2. Источники МПП
Международное публичное право. Занятие 2. Источники МПП Права ребенка
Права ребенка 1 марта – день борьбы с наркоманией и наркобизнесом
1 марта – день борьбы с наркоманией и наркобизнесом Индивидуальное предпринимательство
Индивидуальное предпринимательство Индивидуальный проект Защита медицинской информации
Индивидуальный проект Защита медицинской информации Собственность. Формы собствености
Собственность. Формы собствености Новый порядок обучения по охране труда и проверки знания требований охраны труда
Новый порядок обучения по охране труда и проверки знания требований охраны труда Основной закон государства
Основной закон государства Отчёт О проделанной работе и работе Администрации Харлуского сельского поселения за 2020 год
Отчёт О проделанной работе и работе Администрации Харлуского сельского поселения за 2020 год Формирование правовой компетенции
Формирование правовой компетенции Особенности уголовной ответственности и наказания несовершеннолетних
Особенности уголовной ответственности и наказания несовершеннолетних Использование материалов инвентаризации в оперативно-следственной практике
Использование материалов инвентаризации в оперативно-следственной практике Уголовная ответственность
Уголовная ответственность Общие понятия об уголовном праве
Общие понятия об уголовном праве Документооборот в профессиональной юридической деятельности
Документооборот в профессиональной юридической деятельности Процессуальное право. Гражданский процесс
Процессуальное право. Гражданский процесс Защита права собственности и иных вещных прав
Защита права собственности и иных вещных прав Нотариат и его функции
Нотариат и его функции История юриспруденции. Основные юридические профессии. История Финансового университета
История юриспруденции. Основные юридические профессии. История Финансового университета Молодежная политика в республике башкортостан
Молодежная политика в республике башкортостан Осуществление правовых основ народовластия местного самоуправления при проведении местного референдума. Тема: № 7
Осуществление правовых основ народовластия местного самоуправления при проведении местного референдума. Тема: № 7 Правовые основы составления и оформления документов. Бланк документа. (Тема 2)
Правовые основы составления и оформления документов. Бланк документа. (Тема 2) Граница испрашиваемых земельных участков. Генеральный план сельского поселения Захаровское
Граница испрашиваемых земельных участков. Генеральный план сельского поселения Захаровское Кандидат в общественную палату Наро-Фоминского района Миняйло Татьяна Ивановна
Кандидат в общественную палату Наро-Фоминского района Миняйло Татьяна Ивановна Основы оценки соответствия требованиям технических нормативных правовых актов
Основы оценки соответствия требованиям технических нормативных правовых актов Юридические конструкции и правовые аксиомы
Юридические конструкции и правовые аксиомы Наша Родина - Россия
Наша Родина - Россия