- Подготовка управляющих программ для токарных станков, оснащенных УЧПУ класса CNC (10)

Содержание
- 2. Формируемые (составляемые) подпрограммы Формируемые (составляемые) подпрограммы используют для задания многократно повторяющихся процессов по ходу разработки основной
- 3. Вложение подпрограмм При необходимости в одну подпрограмму может быть вложена своя подпрограмма, в которую вложена еще
- 4. Схема вложения подпрограмм
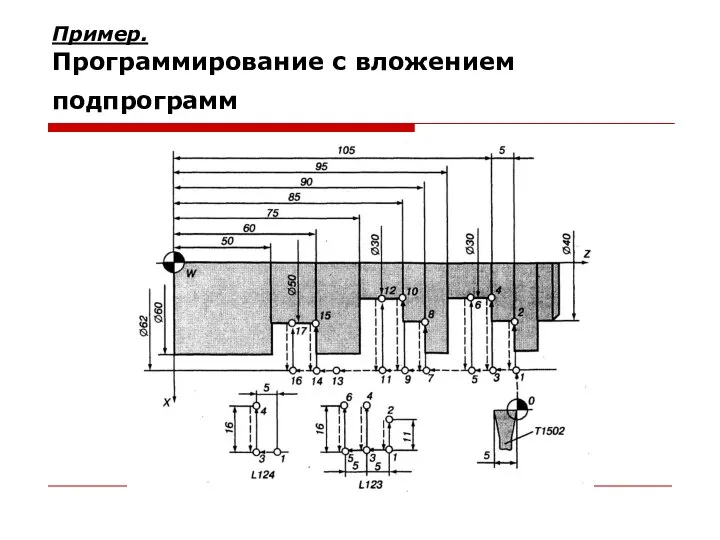
- 5. Пример. Программирование с вложением подпрограмм
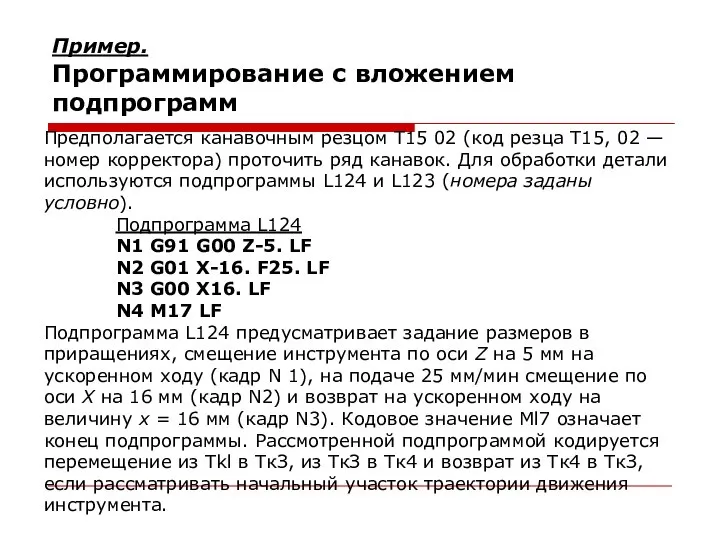
- 6. Пример. Программирование с вложением подпрограмм Предполагается канавочным резцом Т15 02 (код резца Т15, 02 — номер
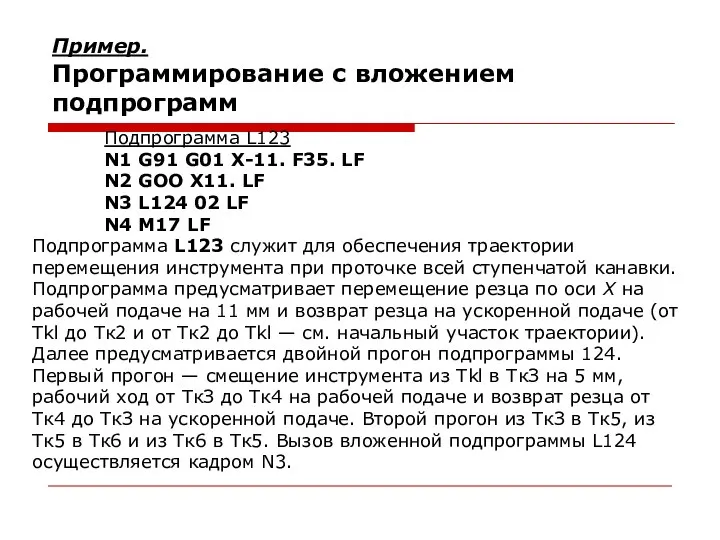
- 7. Пример. Программирование с вложением подпрограмм Подпрограмма L123 N1 G91 G01 Х-11. F35. LF N2 GOO X11.
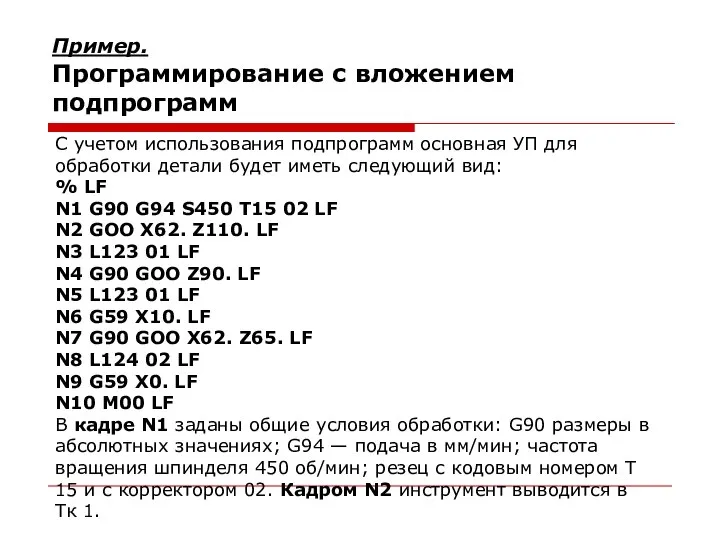
- 8. Пример. Программирование с вложением подпрограмм С учетом использования подпрограмм основная УП для обработки детали будет иметь
- 9. Пример. Программирование с вложением подпрограмм Кадр N3 вызывает подпрограмму L123 и оказывает, что она имеет один
- 10. Стандартные подпрограммы Типовые, многократно повторяющиеся при обработке разных деталей траектории инструмента в ряде УЧПУ сформированы как
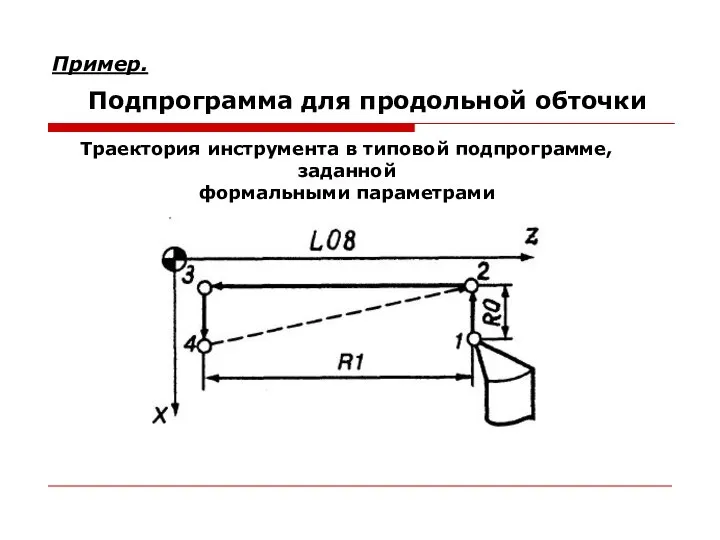
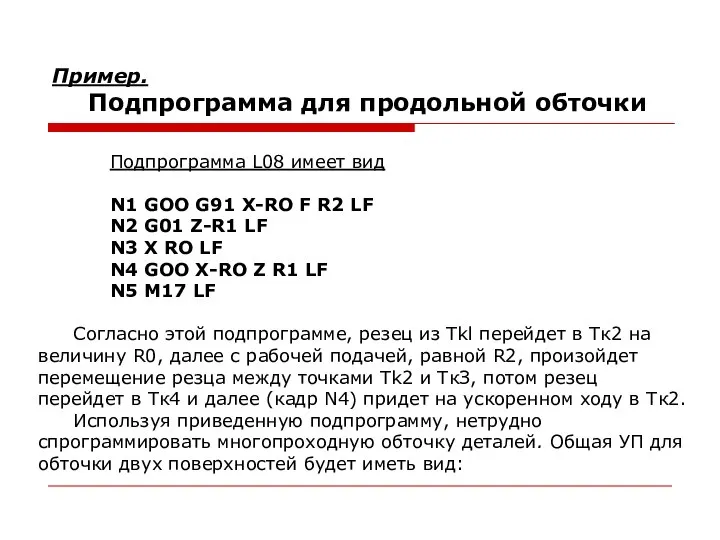
- 11. Пример. Подпрограмма для продольной обточки Траектория инструмента в типовой подпрограмме, заданной формальными параметрами
- 12. Пример. Подпрограмма для продольной обточки Подпрограмма L08 имеет вид N1 GOO G91 X-RO F R2 LF
- 13. Пример. Программа для продольной обточки двух поверхностей
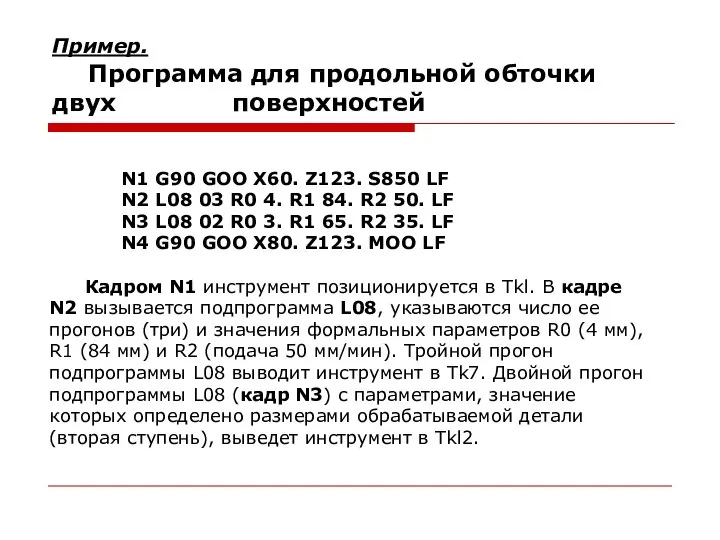
- 14. Пример. Программа для продольной обточки двух поверхностей N1 G90 GOO X60. Z123. S850 LF N2 L08
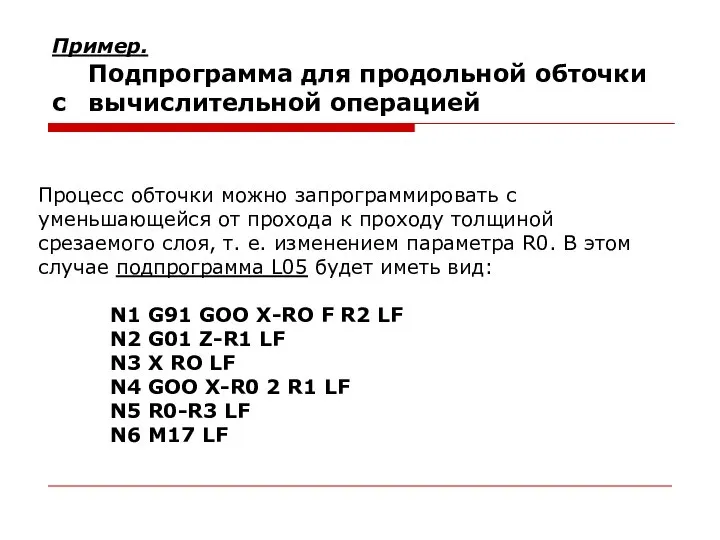
- 15. Пример. Подпрограмма для продольной обточки с вычислительной операцией Процесс обточки можно запрограммировать с уменьшающейся от прохода
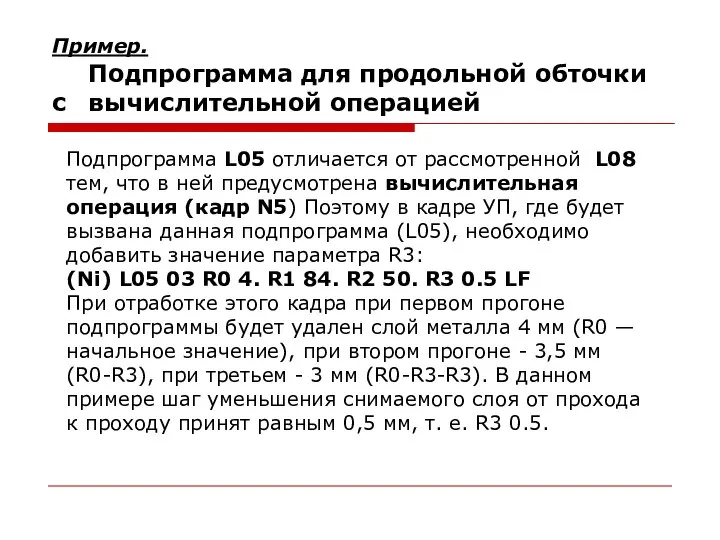
- 16. Пример. Подпрограмма для продольной обточки с вычислительной операцией Подпрограмма L05 отличается от рассмотренной L08 тем, что
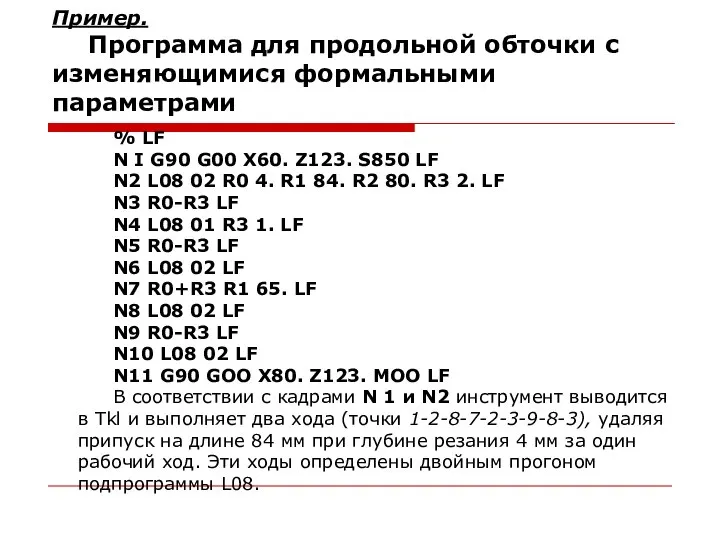
- 17. Пример. Программа для продольной обточки с изменяющимися формальными параметрами
- 18. Пример. Программа для продольной обточки с изменяющимися формальными параметрами % LF N I G90 G00 Х60.
- 19. Пример. Программа для продольной обточки с изменяющимися формальными параметрами В кадре N3 задается вычислительная операция с
- 20. Пример. Использование подпрограммы для обточки по контуру % LF N1 GOO X62. Z-15. T03 03 LF
- 21. Пример. Использование подпрограммы для обточки по контуру В кадре N1 резец T0303 с кодовым (03) номером
- 22. Пример. Использование подпрограммы для нарезания наружной цилиндрической резьбы резцом
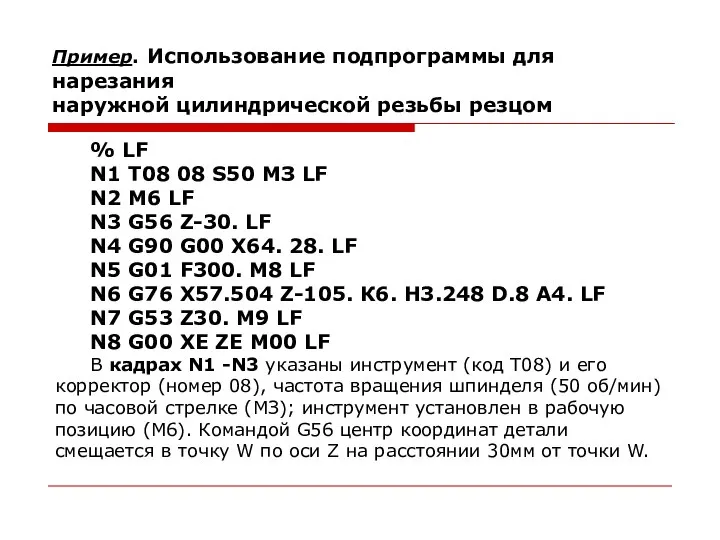
- 23. Пример. Использование подпрограммы для нарезания наружной цилиндрической резьбы резцом % LF N1 Т08 08 S50 МЗ
- 24. Пример. Использование подпрограммы для нарезания наружной цилиндрической резьбы резцом Кадром N4 инструмент в абсолютных размерах (G90)
- 25. Подпрограммы для проточки фасок (угол 45°) и скруглений угла 90° Форматы кадров для обработки фаски и
- 26. Подпрограммы для проточки фасок (угол 45°) и скруглений угла 90°
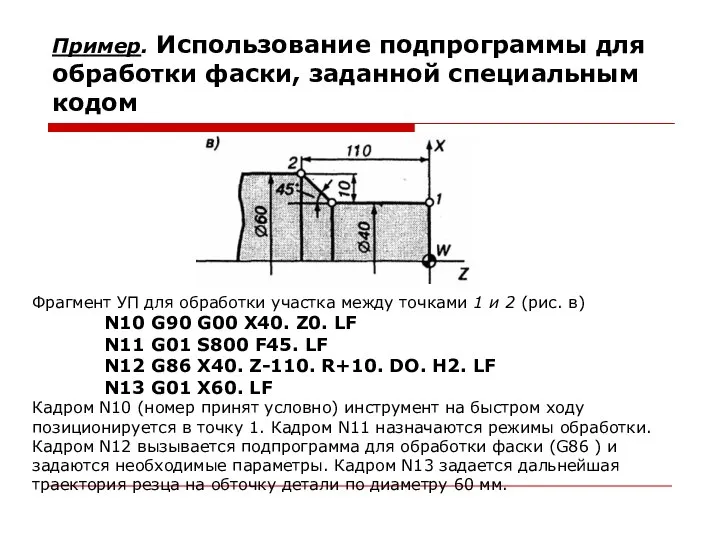
- 27. Пример. Использование подпрограммы для обработки фаски, заданной специальным кодом Фрагмент УП для обработки участка между точками
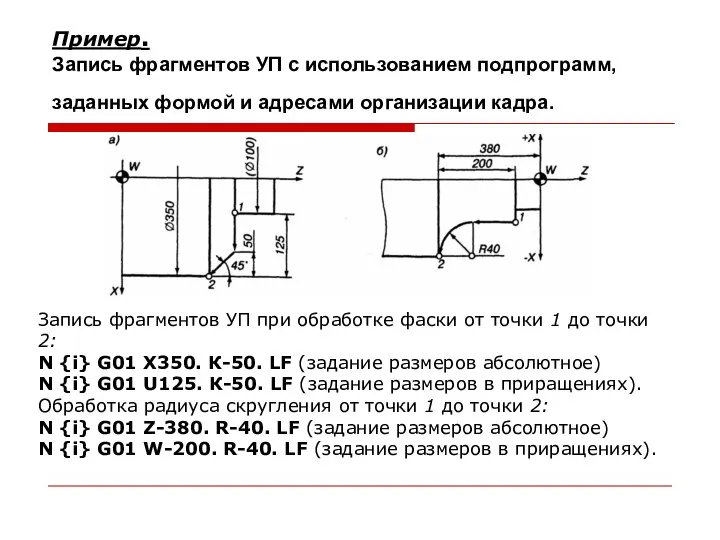
- 28. Пример. Запись фрагментов УП с использованием подпрограмм, заданных формой и адресами организации кадра. Запись фрагментов УП
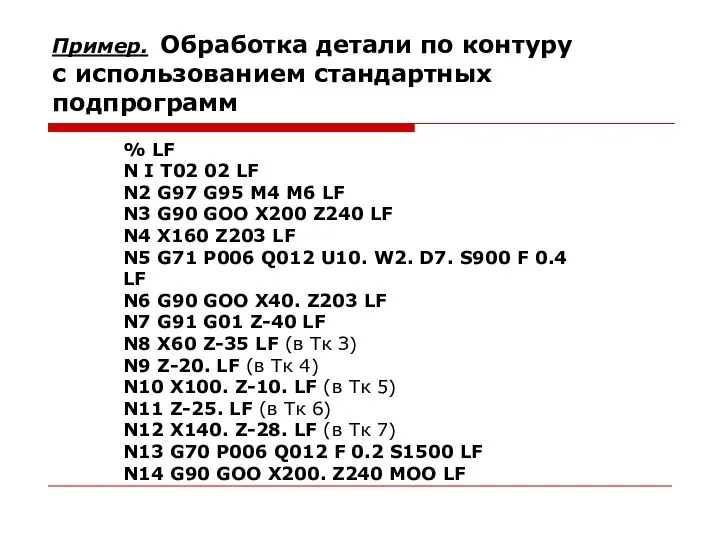
- 29. Пример. Обработка детали по контуру с использованием стандартных подпрограмм Программа обработки детали, предусматривает применение двух стандартных
- 30. Пример. Обработка детали по контуру с использованием стандартных подпрограмм % LF N I T02 02 LF
- 32. Скачать презентацию
Формируемые (составляемые) подпрограммы
Формируемые (составляемые) подпрограммы используют для задания многократно повторяющихся процессов
Формируемые (составляемые) подпрограммы
Формируемые (составляемые) подпрограммы используют для задания многократно повторяющихся процессов

Вложение подпрограмм
При необходимости в одну подпрограмму может быть вложена
Вложение подпрограмм
При необходимости в одну подпрограмму может быть вложена

Схема вложения подпрограмм
Схема вложения подпрограмм
Пример.
Программирование с вложением подпрограмм
Пример.
Программирование с вложением подпрограмм
Пример.
Программирование с вложением подпрограмм
Предполагается канавочным резцом Т15 02 (код резца
Пример.
Программирование с вложением подпрограмм
Предполагается канавочным резцом Т15 02 (код резца
Пример.
Программирование с вложением подпрограмм
Подпрограмма L123
N1 G91 G01 Х-11. F35. LF
N2
Пример.
Программирование с вложением подпрограмм
Подпрограмма L123
N1 G91 G01 Х-11. F35. LF
N2
Пример.
Программирование с вложением подпрограмм
С учетом использования подпрограмм основная УП для
Пример.
Программирование с вложением подпрограмм
С учетом использования подпрограмм основная УП для
Пример.
Программирование с вложением подпрограмм
Кадр N3 вызывает подпрограмму L123 и оказывает,
Пример.
Программирование с вложением подпрограмм
Кадр N3 вызывает подпрограмму L123 и оказывает,
Стандартные подпрограммы
Типовые, многократно повторяющиеся при обработке разных деталей траектории инструмента
Стандартные подпрограммы
Типовые, многократно повторяющиеся при обработке разных деталей траектории инструмента
Пример.
Подпрограмма для продольной обточки
Траектория инструмента в типовой подпрограмме, заданной
Пример.
Подпрограмма для продольной обточки
Траектория инструмента в типовой подпрограмме, заданной
Пример.
Подпрограмма для продольной обточки
Подпрограмма L08 имеет вид
N1 GOO G91 X-RO
Пример.
Подпрограмма для продольной обточки
Подпрограмма L08 имеет вид
N1 GOO G91 X-RO

Пример.
Программа для продольной обточки двух поверхностей
Пример.
Программа для продольной обточки двух поверхностей
Пример.
Программа для продольной обточки двух поверхностей
N1 G90 GOO X60. Z123.
Пример.
Программа для продольной обточки двух поверхностей
N1 G90 GOO X60. Z123.
Пример.
Подпрограмма для продольной обточки с вычислительной операцией
Процесс обточки можно запрограммировать
Пример.
Подпрограмма для продольной обточки с вычислительной операцией
Процесс обточки можно запрограммировать
Пример.
Подпрограмма для продольной обточки с вычислительной операцией
Подпрограмма L05 отличается от
Пример.
Подпрограмма для продольной обточки с вычислительной операцией
Подпрограмма L05 отличается от

Пример.
Программа для продольной обточки с изменяющимися формальными параметрами
Пример.
Программа для продольной обточки с изменяющимися формальными параметрами
Пример.
Программа для продольной обточки с изменяющимися формальными параметрами
% LF
N I
Пример.
Программа для продольной обточки с изменяющимися формальными параметрами
% LF
N I
Пример.
Программа для продольной обточки с изменяющимися формальными параметрами
В кадре N3
Пример.
Программа для продольной обточки с изменяющимися формальными параметрами
В кадре N3

Пример.
Использование подпрограммы для обточки по контуру
% LF
N1 GOO X62.
Пример.
Использование подпрограммы для обточки по контуру
% LF
N1 GOO X62.
Пример.
Использование подпрограммы для обточки по контуру
В кадре N1 резец T0303
Пример.
Использование подпрограммы для обточки по контуру
В кадре N1 резец T0303

Пример. Использование подпрограммы для нарезания наружной цилиндрической резьбы резцом
Пример. Использование подпрограммы для нарезания наружной цилиндрической резьбы резцом
Пример. Использование подпрограммы для нарезания
наружной цилиндрической резьбы резцом
% LF
N1 Т08 08
Пример. Использование подпрограммы для нарезания
наружной цилиндрической резьбы резцом
% LF
N1 Т08 08
Пример. Использование подпрограммы для нарезания
наружной цилиндрической резьбы резцом
Кадром N4 инструмент в
Пример. Использование подпрограммы для нарезания
наружной цилиндрической резьбы резцом
Кадром N4 инструмент в
Подпрограммы для проточки фасок (угол 45°) и скруглений угла 90°
Форматы кадров
Подпрограммы для проточки фасок (угол 45°) и скруглений угла 90°
Форматы кадров

Подпрограммы для проточки фасок (угол 45°) и скруглений угла 90°
Подпрограммы для проточки фасок (угол 45°) и скруглений угла 90°
Пример. Использование подпрограммы для обработки фаски, заданной специальным кодом
Фрагмент УП для
Пример. Использование подпрограммы для обработки фаски, заданной специальным кодом
Фрагмент УП для
Пример.
Запись фрагментов УП с использованием подпрограмм, заданных формой и адресами
Пример. Запись фрагментов УП с использованием подпрограмм, заданных формой и адресами

Пример. Обработка детали по контуру
с использованием стандартных подпрограмм
Программа обработки детали,
Пример. Обработка детали по контуру
с использованием стандартных подпрограмм
Программа обработки детали,
Пример. Обработка детали по контуру
с использованием стандартных подпрограмм
% LF
N I
Пример. Обработка детали по контуру
с использованием стандартных подпрограмм
% LF
N I
 Проектная работа. Футбол – мой любимый вид спорта
Проектная работа. Футбол – мой любимый вид спорта Деловые подарки и сувениры
Деловые подарки и сувениры Время отдыха
Время отдыха Direkt Subjekt + Prädikat + Nebenglieder Ich lerne Deutsch nicht lange
Direkt Subjekt + Prädikat + Nebenglieder Ich lerne Deutsch nicht lange ООО «ПСТ». Комплексный подход к застройке, малоэтажное индивидуальное строительство
ООО «ПСТ». Комплексный подход к застройке, малоэтажное индивидуальное строительство Татаро-монгольское нашествие, его социально-экономические и политические последствия Подготовили: Крочак Виолетта, Дорожко Кон
Татаро-монгольское нашествие, его социально-экономические и политические последствия Подготовили: Крочак Виолетта, Дорожко Кон Лоббизм как объект корпоративного управления
Лоббизм как объект корпоративного управления Введение в наносети
Введение в наносети Устройство автоматического повторного включения(АПВ)
Устройство автоматического повторного включения(АПВ) Презентация "Организация охраны труда" - скачать презентации по Экономике
Презентация "Организация охраны труда" - скачать презентации по Экономике Реализация норм конституционного права
Реализация норм конституционного права Празници и обичаи на българските граждани Празници и обичаи на българските граждани Човекът и обществото трети клас Човекът и общ
Празници и обичаи на българските граждани Празници и обичаи на българските граждани Човекът и обществото трети клас Човекът и общ Психологическая подготовка вратарей
Психологическая подготовка вратарей Презентация на тему "Содержание ГИА и специфика проведения экзамена" - скачать презентации по Педагогике
Презентация на тему "Содержание ГИА и специфика проведения экзамена" - скачать презентации по Педагогике Зачем человеку нужен язык? - презентация для начальной школы_
Зачем человеку нужен язык? - презентация для начальной школы_ Политика. Происхождение власти
Политика. Происхождение власти Программирование на C#. Часть 2
Программирование на C#. Часть 2 Соединение элементов в срубе
Соединение элементов в срубе МАГНИТОФОН ПРИХОДИТ НА ПОМОЩЬ
МАГНИТОФОН ПРИХОДИТ НА ПОМОЩЬ Капила-шикшамрита
Капила-шикшамрита Быстрая сортировка (Quicksort). Повторяющиеся ключи. Применение сортировок
Быстрая сортировка (Quicksort). Повторяющиеся ключи. Применение сортировок Медико-тактическая характеристика поражающих факторов современных видов оружия
Медико-тактическая характеристика поражающих факторов современных видов оружия МОДЕЛЬ РАБОТЫ С «ТРУДНЫМИ» УЧАЩИМИСЯ Автор: Куличкина Н.Н. классный руководитель 9 «б» класса
МОДЕЛЬ РАБОТЫ С «ТРУДНЫМИ» УЧАЩИМИСЯ Автор: Куличкина Н.Н. классный руководитель 9 «б» класса  Сыртқы еске сақтау құрылғылары. Процессорлық құрылғылар. Компьютерлік желілер
Сыртқы еске сақтау құрылғылары. Процессорлық құрылғылар. Компьютерлік желілер Заказники Чувашии
Заказники Чувашии Датчики перемещения и угла поворота реостатного типа
Датчики перемещения и угла поворота реостатного типа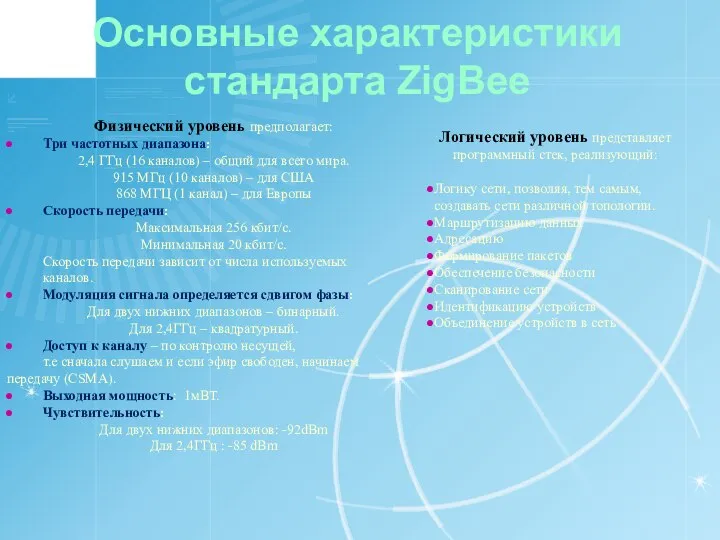 Основные характеристики стандарта ZigBee
Основные характеристики стандарта ZigBee Глава 4. Экономика государства 27. Финансовая система
Глава 4. Экономика государства 27. Финансовая система