- Прижимы: схемы и расчет

Содержание
- 2. Клиновой прижим c – зазор; Р1 – усилие заколачивания клина, Н; Р2 – усилие выколачивания клина,
- 3. Условие: имеются два клиновых стальных прижима (Ст. 3) с односторонним клином, при помощи которых необходимо осуществить
- 4. Эксцентриковый прижим D – диаметр кулачка, см; d – диаметр пальца, см; е – эксцентриситет, см;
- 5. Условие: имеется быстродействующий эксцентриковый прижим, поджимающий стальной свариваемый лист к стальному основанию приспособления при сварке. Пример
- 6. Винтовой прижим Q – усилие, обеспечиваемое винтовым прижимом приспособления, кгс; L – длина рукоятки, см; d0
- 7. Условие: имеется винтовой прижим приспособления для сборки–сварки стальных рам Пример расчета винтового прижима
- 8. Пневматический прижим D – диаметр цилиндра (поршня), см; d – диаметр штока, см; Pв – давление
- 10. Скачать презентацию
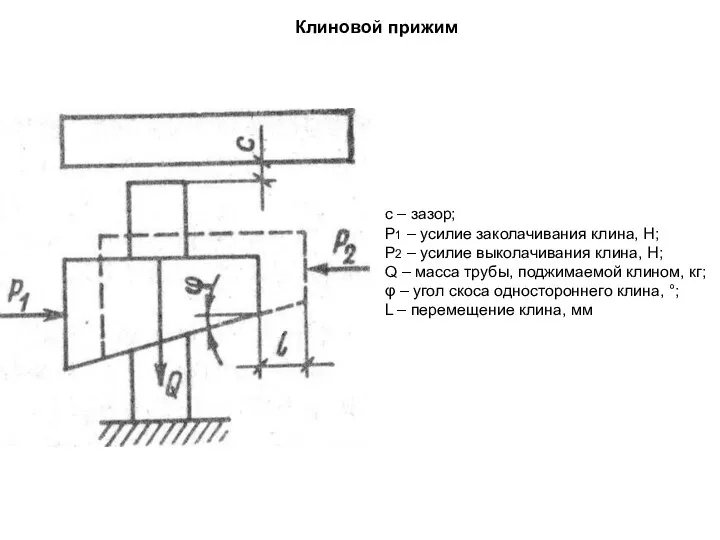
Клиновой прижим
c – зазор;
Р1 – усилие заколачивания клина, Н;
Р2
Клиновой прижим
c – зазор;
Р1 – усилие заколачивания клина, Н;
Р2
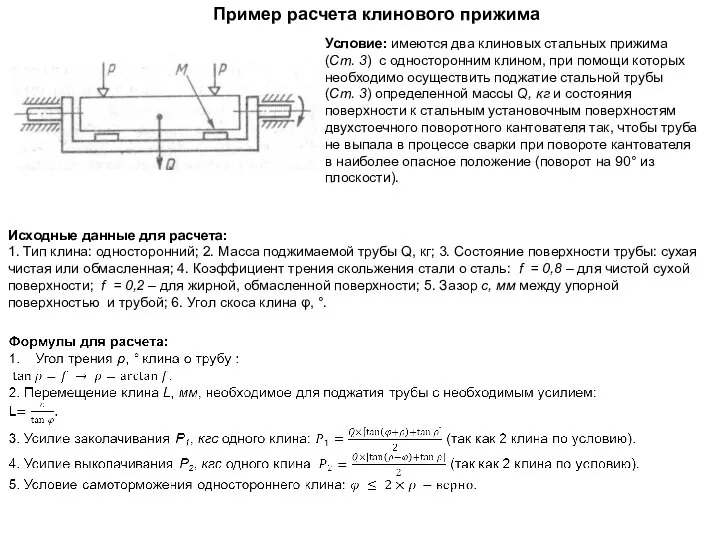
Условие: имеются два клиновых стальных прижима (Ст. 3) с односторонним клином,
Условие: имеются два клиновых стальных прижима (Ст. 3) с односторонним клином,
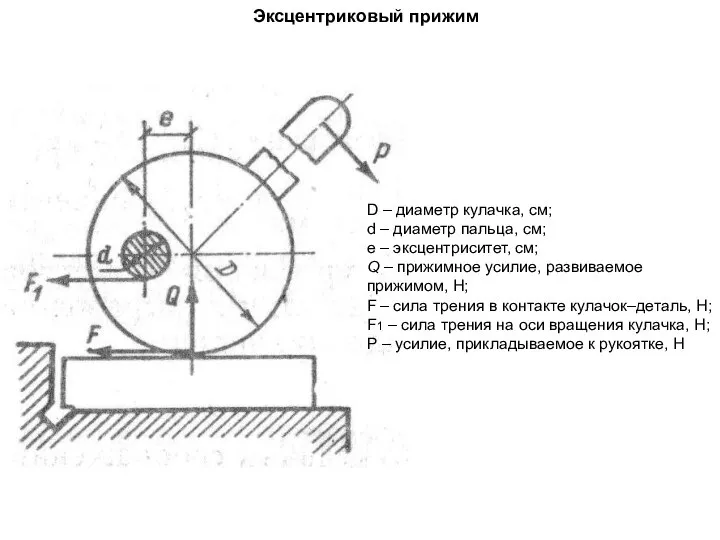
Эксцентриковый прижим
D – диаметр кулачка, см;
d – диаметр пальца, см;
е
Эксцентриковый прижим
D – диаметр кулачка, см;
d – диаметр пальца, см;
е
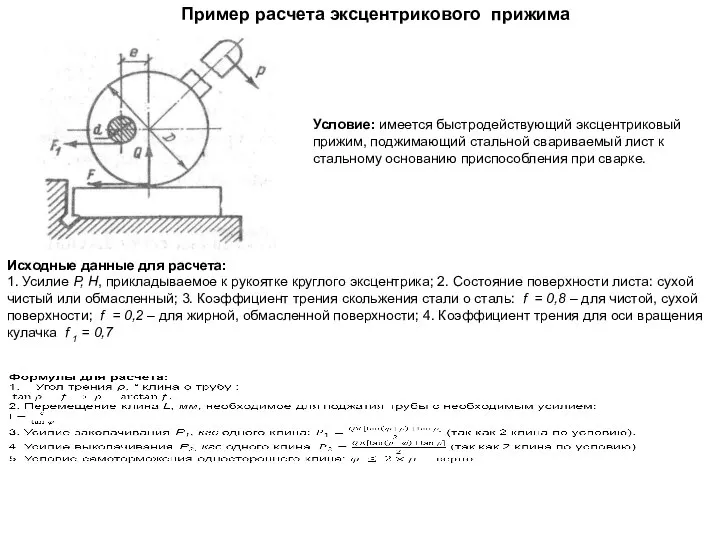
Условие: имеется быстродействующий эксцентриковый прижим, поджимающий стальной свариваемый лист к стальному
Условие: имеется быстродействующий эксцентриковый прижим, поджимающий стальной свариваемый лист к стальному
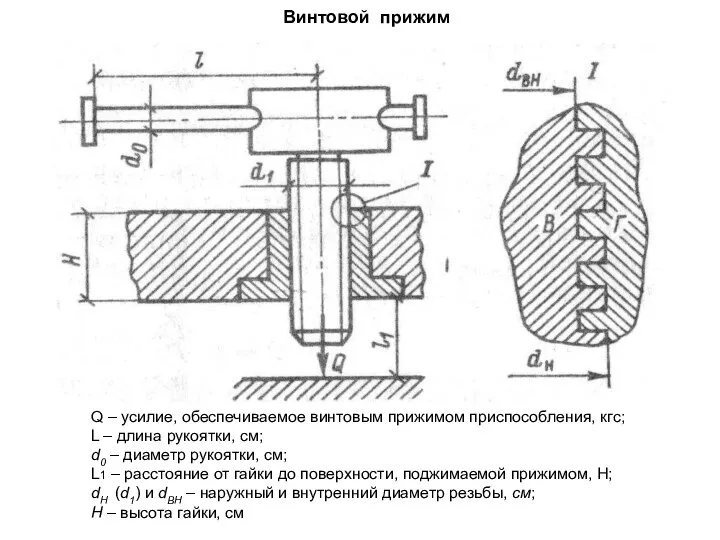
Винтовой прижим
Q – усилие, обеспечиваемое винтовым прижимом приспособления, кгс;
L –
Винтовой прижим
Q – усилие, обеспечиваемое винтовым прижимом приспособления, кгс;
L –
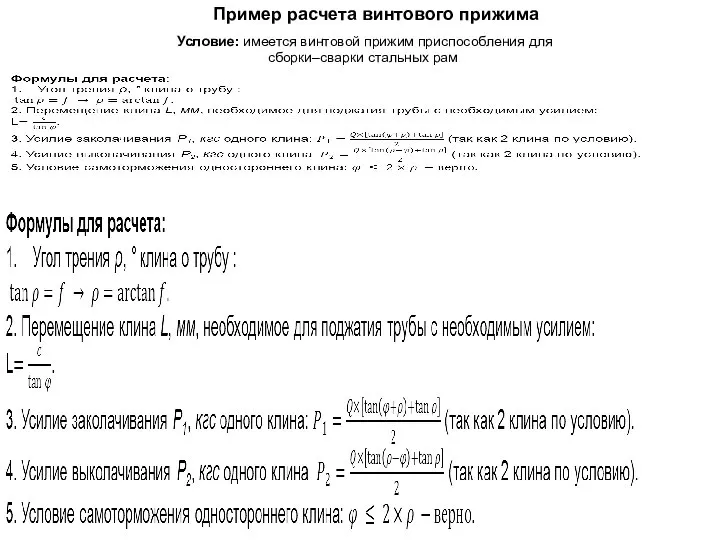
Условие: имеется винтовой прижим приспособления для сборки–сварки стальных рам
Пример расчета винтового
Условие: имеется винтовой прижим приспособления для сборки–сварки стальных рам
Пример расчета винтового
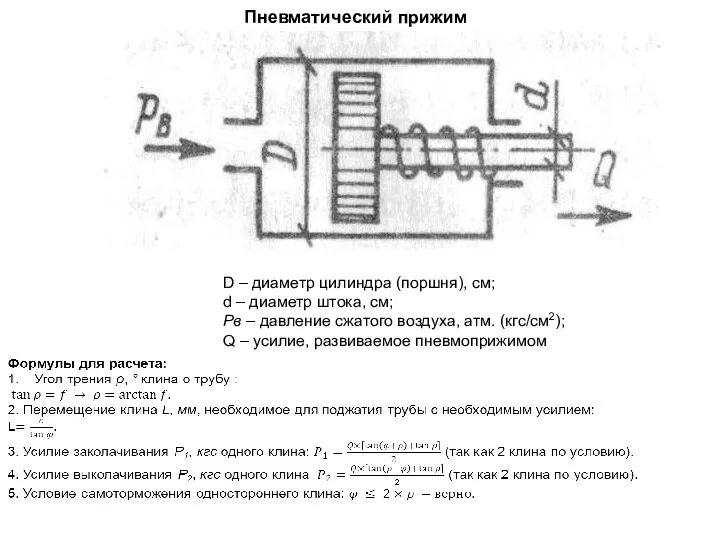
Пневматический прижим
D – диаметр цилиндра (поршня), см;
d – диаметр штока,
Пневматический прижим
D – диаметр цилиндра (поршня), см;
d – диаметр штока,
 Диаграмма вариантов использования
Диаграмма вариантов использования Воздухопроницаемость – свойство ОК пропускать воздух
Воздухопроницаемость – свойство ОК пропускать воздух Управление организационной культурой
Управление организационной культурой Презентация по продукту Мобильное приложение для ЮЛ и ИП
Презентация по продукту Мобильное приложение для ЮЛ и ИП Financing of the terrorist organization islamic state of iraq and the levant
Financing of the terrorist organization islamic state of iraq and the levant Менеджмент и управление как взаимосвязанные понятия. Базовая модель управления.
Менеджмент и управление как взаимосвязанные понятия. Базовая модель управления. Стратегия развития мариупольской городской организации
Стратегия развития мариупольской городской организации МУФТЫ
МУФТЫ нагрузка зубьев
нагрузка зубьев  Факторы, влияющие на потребность организации в персонале. Планирование потребности в персонале
Факторы, влияющие на потребность организации в персонале. Планирование потребности в персонале Глава 3. Модульное программирование (ассемблер)
Глава 3. Модульное программирование (ассемблер) Базовая основа гардероба
Базовая основа гардероба Методы. Модификаторы. Тип. Название метода. Тело метода
Методы. Модификаторы. Тип. Название метода. Тело метода Здоровье
Здоровье Презентация Судебно-психологическая экспертиза; требования, разновидности.
Презентация Судебно-психологическая экспертиза; требования, разновидности. Презентация Анализ неметаллических ресурсов мира
Презентация Анализ неметаллических ресурсов мира  Жизнь патриархов Исаака, Иакова и Иосифа. Поселение евреев в Египте
Жизнь патриархов Исаака, Иакова и Иосифа. Поселение евреев в Египте Ветеринарно-санітарні вимоги, обов’язкові для виконання в галузі бджільництва
Ветеринарно-санітарні вимоги, обов’язкові для виконання в галузі бджільництва Конструкторы.Деструктор
Конструкторы.Деструктор  С октивной нагрузкой
С октивной нагрузкой  КАМПИЛОБАКТЕРИОЗЫ СПбГУ 2015г.
КАМПИЛОБАКТЕРИОЗЫ СПбГУ 2015г.  Історія становлення й розвитку туристичного краєзнавства в Україні. (Тема 1)
Історія становлення й розвитку туристичного краєзнавства в Україні. (Тема 1) ФОРМЫ И МЕТОДЫ РАБОТЫ С РОДИТЕЛЯМИ Формы и методы работы с родителями должны быть направлены на повышение педагогической культур
ФОРМЫ И МЕТОДЫ РАБОТЫ С РОДИТЕЛЯМИ Формы и методы работы с родителями должны быть направлены на повышение педагогической культур Выпрямительный диод и стабилитрон
Выпрямительный диод и стабилитрон Protei_SB
Protei_SB Культурное пространство Европы и культура Руси
Культурное пространство Европы и культура Руси Vorgangspassiv
Vorgangspassiv Flash Cards
Flash Cards