- Техпроцесс изготовления и контроля лимба Ф 80 d11

Содержание
- 2. Задание: 1.Произвести анализ технологичности конструкции детали, 2. Выбрать способ изготовления и рассчитать размеры заготовки 3.Разработать маршрутный
- 3. Лимбы применяются в приборах для измерения углов в большом диапазоне
- 4. Например в нивелирах или
- 5. теодолитах и других оптических углоизмерительных приборах.
- 6. Для превращения заготовки в готовую деталь следует произвести ряд операций. Грубое шлифование ставит своей целью удалить
- 7. Блокирование заготовок на квадрат
- 8. Грубое шлифование заготовок лимба производится на станке 3Д756
- 9. Контроль толщины лимба производится индикатором
- 10. Для обработки цилиндрической поверхности заготовки лимба склеиваются в столбик.
- 11. Кругление наружной цилиндрической поверхности производится на круглошлифовальном станке
- 12. Процесс кругления
- 13. Диаметр столбика контролируется калибром-скобой
- 14. Тонкое алмазное шлифование производится на станке СДШ-200 в 2 перехода пяточковым инструментом с характе- ристиками рабочего
- 15. Станок для двустороннего полирования СДП 200 Полирование производится на станке аналогичной конструкции, только рабочая поверхность представляет
- 16. Сверление отверстия Для высверливания отверстия заготовки склеивают в пакеты и устанавливают в приспособление. Сверление производится на
- 17. Контроль диаметра отверстия производят калибром-пробкой Фаски на отверстиях изготовляют алмазно-абразивным инструментом с рабочей поверхностью в виде
- 18. Станок для фасетирования наружных цилиндрических поверхностей СД-150
- 19. В результате выполнения выпускной квалификационной работы мною: 1. Произведен анализ конструкции детали, материала из которого она
- 21. Скачать презентацию
Задание:
1.Произвести анализ технологичности конструкции детали,
2. Выбрать способ изготовления и рассчитать
Задание:
1.Произвести анализ технологичности конструкции детали,
2. Выбрать способ изготовления и рассчитать

Лимбы применяются в приборах для измерения углов в большом диапазоне
Лимбы применяются в приборах для измерения углов в большом диапазоне

Например в нивелирах или
Например в нивелирах или

теодолитах и других оптических углоизмерительных приборах.
теодолитах и других оптических углоизмерительных приборах.
Для превращения заготовки в готовую деталь следует произвести ряд операций.
Грубое шлифование
Для превращения заготовки в готовую деталь следует произвести ряд операций.
Грубое шлифование

Блокирование заготовок на квадрат
Блокирование заготовок на квадрат
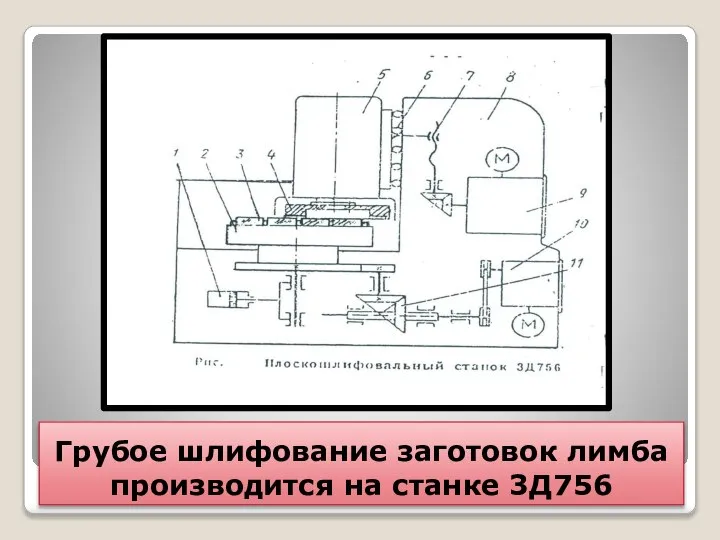
Грубое шлифование заготовок лимба производится на станке 3Д756
Грубое шлифование заготовок лимба производится на станке 3Д756
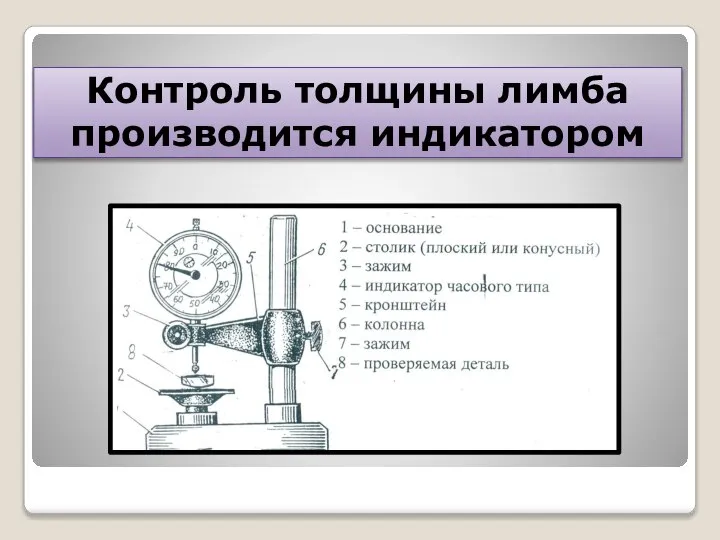
Контроль толщины лимба производится индикатором
Контроль толщины лимба производится индикатором

Для обработки цилиндрической поверхности заготовки лимба склеиваются в столбик.
Для обработки цилиндрической поверхности заготовки лимба склеиваются в столбик.

Кругление наружной цилиндрической поверхности производится на круглошлифовальном станке
Кругление наружной цилиндрической поверхности производится на круглошлифовальном станке
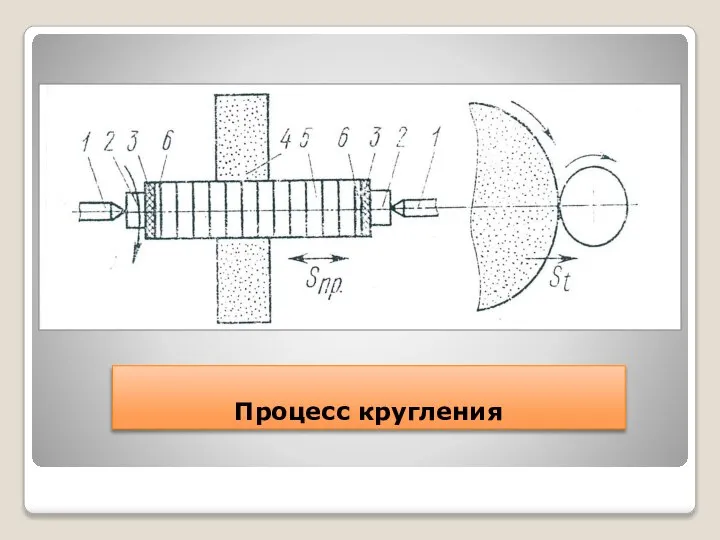
Процесс кругления
Процесс кругления
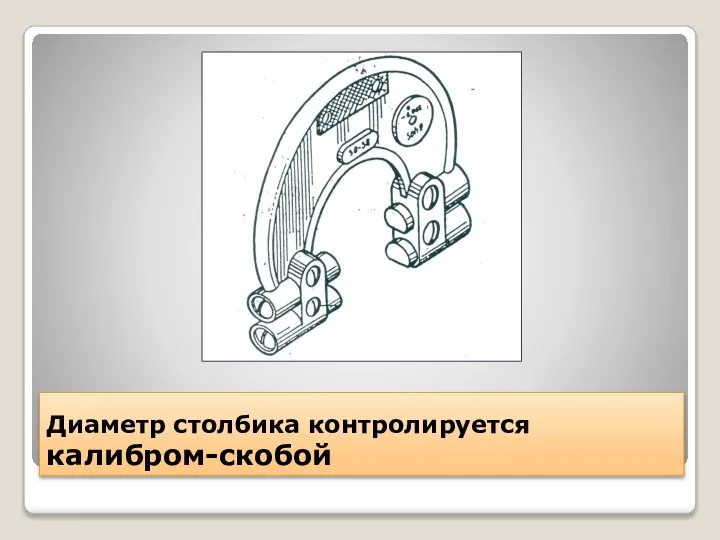
Диаметр столбика контролируется калибром-скобой
Диаметр столбика контролируется калибром-скобой

Тонкое алмазное шлифование
производится на станке СДШ-200 в 2 перехода
пяточковым
Тонкое алмазное шлифование
производится на станке СДШ-200 в 2 перехода
пяточковым
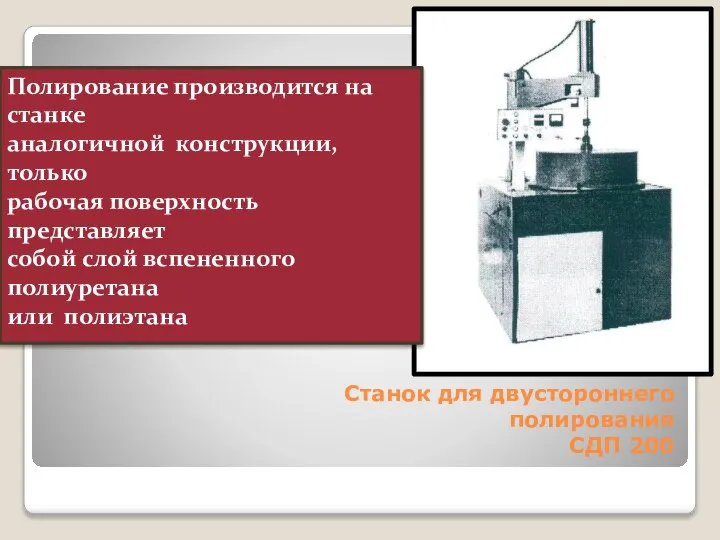
Станок для двустороннего полирования
СДП 200
Полирование производится на станке
аналогичной конструкции, только
рабочая
Станок для двустороннего полирования
СДП 200
Полирование производится на станке
аналогичной конструкции, только
рабочая
Сверление отверстия
Для высверливания отверстия заготовки склеивают в пакеты и устанавливают в
Сверление отверстия
Для высверливания отверстия заготовки склеивают в пакеты и устанавливают в
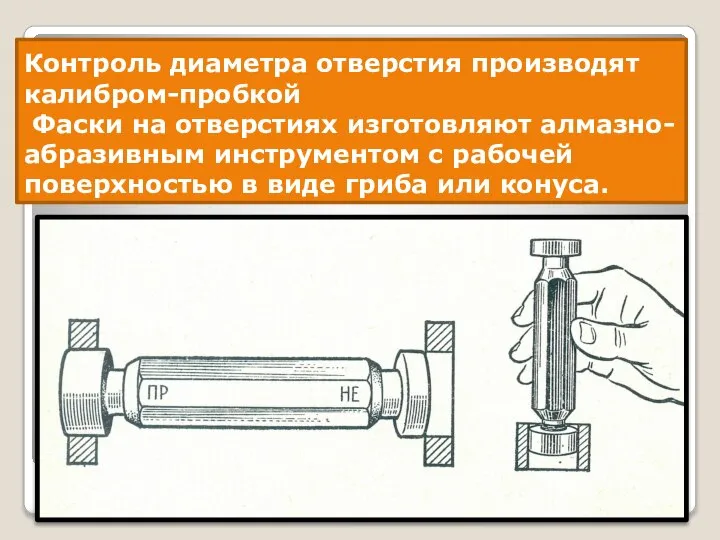
Контроль диаметра отверстия производят калибром-пробкой
Фаски на отверстиях изготовляют алмазно-абразивным инструментом
Контроль диаметра отверстия производят калибром-пробкой Фаски на отверстиях изготовляют алмазно-абразивным инструментом

Станок для фасетирования наружных цилиндрических поверхностей СД-150
Станок для фасетирования наружных цилиндрических поверхностей СД-150
В результате выполнения выпускной квалификационной работы мною:
1. Произведен анализ конструкции детали,
В результате выполнения выпускной квалификационной работы мною:
1. Произведен анализ конструкции детали,
 Административно-правовое регулирование в административно-политической сфере
Административно-правовое регулирование в административно-политической сфере Page Cache
Page Cache Развитие спортивного волонтёрства в Туле
Развитие спортивного волонтёрства в Туле Политические организации и политические движения
Политические организации и политические движения . Чесотка
. Чесотка Презентация "Сфера обслуживания" - скачать презентации по Экономике
Презентация "Сфера обслуживания" - скачать презентации по Экономике Культура Западной Европы в XI-XV веках
Культура Западной Европы в XI-XV веках ПРЕЗЕНТАЦИЯ
ПРЕЗЕНТАЦИЯ Презентация на тему: «Рентгенологические методы исследования» ГБОУ СПО «Ейский медицинский колледж»
Презентация на тему: «Рентгенологические методы исследования» ГБОУ СПО «Ейский медицинский колледж» основная информация по кубку России 2019
основная информация по кубку России 2019 Гнойные заболевания
Гнойные заболевания Робототехніка на основі Arduino
Робототехніка на основі Arduino VCT- проект VCT- проект
VCT- проект VCT- проект Город богини Афины
Город богини Афины Европа в эпоху раннего средневековья. Арабский халифат
Европа в эпоху раннего средневековья. Арабский халифат 12 предметов
12 предметов  Гимнастика. Виды гимнастики
Гимнастика. Виды гимнастики Технологический процесс проведения опрессовки форсунок судового двигателя
Технологический процесс проведения опрессовки форсунок судового двигателя А если одного предложения мало? - презентация для начальной школы_
А если одного предложения мало? - презентация для начальной школы_ Художественная культура 19- 20 века
Художественная культура 19- 20 века сексологичее проблемы и их консультирование
сексологичее проблемы и их консультирование  Деисус. Первая треть XIII в. Из Успенского собора Московского Кремля. Государственная Третьяковская галерея
Деисус. Первая треть XIII в. Из Успенского собора Московского Кремля. Государственная Третьяковская галерея Специальные вопросы микротехнологий и нанотехнологий
Специальные вопросы микротехнологий и нанотехнологий The political system of Russia
The political system of Russia Спорт. Спортивное мероприятие, которое можно провести в школе
Спорт. Спортивное мероприятие, которое можно провести в школе Ева 25. Перевоплощение
Ева 25. Перевоплощение Ребятам о зверятах - презентация для начальной школы_
Ребятам о зверятах - презентация для начальной школы_ Криминалистика
Криминалистика