- Восстановление деталей пайкой

Содержание
- 2. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ Пайка — нагревание и расплавление в месте соединения присадочного материала – припоя. Соединение
- 3. Преимущества: - сохранение точной формы, размеров и химического процесса; - простота и легкость последующей обработки; -
- 4. Недостатки: - снижение прочности соединения по сравнению со сваркой, - качество паяния зависит от скорости диффузии
- 5. Родственным пайке процессом является лужение, при котором поверхность металлической детали покрывают тонким слоем расплавленного припоя. Лужение
- 6. Технологические процессы паяния и лужения - механическая или химическая очистка. Следы жира или масла обрабатывают горячим
- 7. Методы паяния: - паяльником с применением мягких припоев; - ручной паяльной лампой с применением обычно твердых
- 8. При электроконтактной пайке нагревание происходит за счет тока, проходящего через контакт, соединение припоя и паяемых деталей.
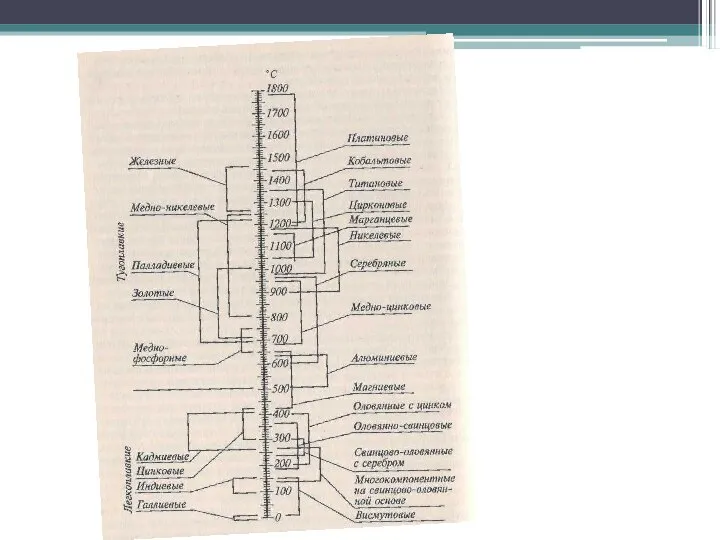
- 9. Припои и флюсы Два основных вида: легкоплавкие (мягкие) припои, (температура плавления ниже 450 °С,) тугоплавкие (твердые)
- 10. Легкоплавкие припои Оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61. Цифры показывают процентное содержание олова в
- 11. Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы. Температура плавления 6ОО...85О°С. Медно-цинковые припои марок
- 13. Флюсы при пайке используют жидкие и твердые. Для легкоплавких припоев берут жидкие флюсы, - растворы хлористого
- 14. Пайку тугоплавкими припоям ведут с твердыми флюсами, - порошки буры и ее смеси с борной кислотой
- 15. Чугун. При пайке трещин или иного дефекта в чугунной детали мягким припоем, производят: - механическую очистку
- 16. Алюминий. При пайке алюминия, образующаяся окисная пленка оседает вниз и если ее не удалить, соединения не
- 17. Для паяния алюминиевых сплавов рекомендуются припои ПОС-50 и ПОС-90. Флюсом служит минеральное масло (особенно рекомендуется оружейное).
- 18. Техника безопасности при выполнении паяльных работ Припои и флюсы - содержат вредные для здоровья работающих элементы
- 19. При пайке методом погружения, во избежание разбрызгивания расплавленного припоя детали необходимо подогревать до температуры 110...120 °С.
- 21. Скачать презентацию
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка — нагревание и расплавление в месте соединения
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка — нагревание и расплавление в месте соединения
Преимущества:
- сохранение точной формы, размеров и химического процесса;
Преимущества:
- сохранение точной формы, размеров и химического процесса;
Недостатки:
- снижение прочности соединения по сравнению со сваркой,
-
Недостатки:
- снижение прочности соединения по сравнению со сваркой,
-
Родственным пайке процессом является лужение, при котором поверхность металлической детали
Родственным пайке процессом является лужение, при котором поверхность металлической детали
Технологические процессы паяния и лужения
- механическая или химическая очистка.
Технологические процессы паяния и лужения
- механическая или химическая очистка.
Методы паяния:
- паяльником с применением мягких припоев;
- ручной паяльной
Методы паяния:
- паяльником с применением мягких припоев;
- ручной паяльной
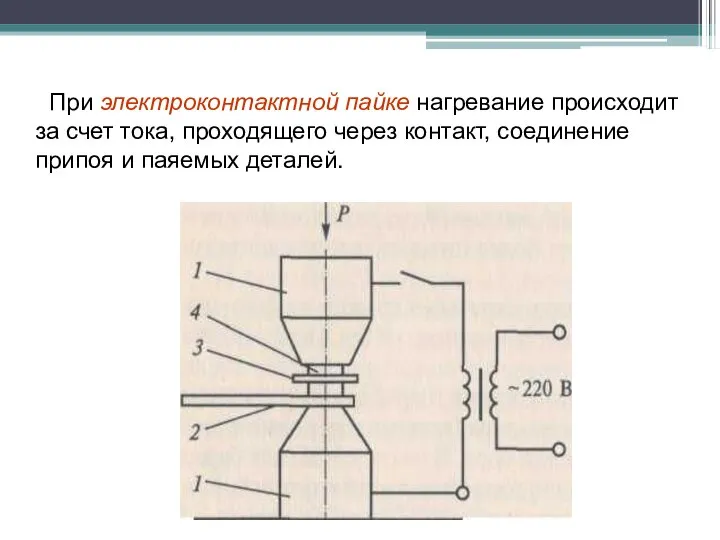
При электроконтактной пайке нагревание происходит за счет тока, проходящего через контакт,
При электроконтактной пайке нагревание происходит за счет тока, проходящего через контакт,
Припои и флюсы
Два основных вида:
легкоплавкие (мягкие) припои, (температура плавления ниже 450
Припои и флюсы
Два основных вида:
легкоплавкие (мягкие) припои, (температура плавления ниже 450
Легкоплавкие припои
Оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61.
Цифры показывают
Легкоплавкие припои
Оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61.
Цифры показывают
Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы.
Температура
Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы.
Температура
Флюсы при пайке используют жидкие и твердые.
Для легкоплавких припоев берут
Флюсы при пайке используют жидкие и твердые.
Для легкоплавких припоев берут
Пайку тугоплавкими припоям ведут с твердыми флюсами,
- порошки буры и
Пайку тугоплавкими припоям ведут с твердыми флюсами,
- порошки буры и
Чугун.
При пайке трещин или иного дефекта в чугунной детали мягким
Чугун.
При пайке трещин или иного дефекта в чугунной детали мягким
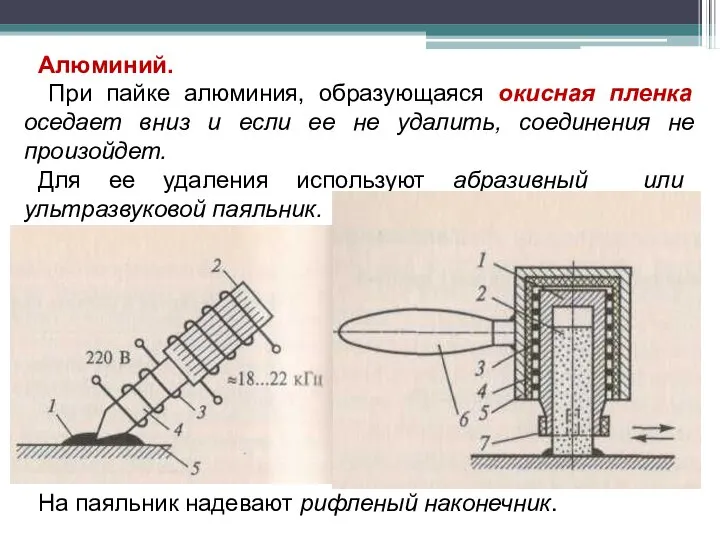
Алюминий.
При пайке алюминия, образующаяся окисная пленка оседает вниз и если
Алюминий.
При пайке алюминия, образующаяся окисная пленка оседает вниз и если
Для паяния алюминиевых сплавов рекомендуются припои ПОС-50 и ПОС-90.
Флюсом служит
Для паяния алюминиевых сплавов рекомендуются припои ПОС-50 и ПОС-90.
Флюсом служит
Техника безопасности при выполнении паяльных работ
Припои и флюсы - содержат вредные
Техника безопасности при выполнении паяльных работ
Припои и флюсы - содержат вредные
При пайке методом погружения, во избежание разбрызгивания расплавленного припоя детали необходимо
При пайке методом погружения, во избежание разбрызгивания расплавленного припоя детали необходимо
 Специфика обеспечения безопасности Чемпионата мира по футболу FIFA 2018 года
Специфика обеспечения безопасности Чемпионата мира по футболу FIFA 2018 года Вычерчивание контуров детали кронштейн
Вычерчивание контуров детали кронштейн Організаційна структура
Організаційна структура Широкая Масленица
Широкая Масленица я лекция ХИМИОТЕРАПИЯ
я лекция ХИМИОТЕРАПИЯ Особенности государственных образовательных стандартов второго поколения
Особенности государственных образовательных стандартов второго поколения Организационные структуры управления проектами
Организационные структуры управления проектами  Чиркин Пётр Иванович
Чиркин Пётр Иванович Компьютерное зрение в MATLAB
Компьютерное зрение в MATLAB  Космические тропинки - презентация для начальной школы_
Космические тропинки - презентация для начальной школы_ Региональные конфликты
Региональные конфликты Порядковые числмтельные
Порядковые числмтельные Материальные потоки при производстве аммиака из природного газа
Материальные потоки при производстве аммиака из природного газа  Волновая оптика
Волновая оптика История кино Презентацию представляет Сайт помощи вундеркиндам
История кино Презентацию представляет Сайт помощи вундеркиндам ПЛАН. Сущность рынка, условия его успешного функционирования. Основные функции рынка. Плюсы и минусы рыночного механизма. О
ПЛАН. Сущность рынка, условия его успешного функционирования. Основные функции рынка. Плюсы и минусы рыночного механизма. О Принципы и понятия системы размещения заказов для государственных и муниципальных нужд. Субъекты правоотношений
Принципы и понятия системы размещения заказов для государственных и муниципальных нужд. Субъекты правоотношений Репка - презентация для начальной школы
Репка - презентация для начальной школы Презентация Эволюционистская концепция происхождения культуры
Презентация Эволюционистская концепция происхождения культуры Порядок планирования и организация текущего ремонта
Порядок планирования и организация текущего ремонта Презентация Гарантии при заключении трудового договора
Презентация Гарантии при заключении трудового договора  Страшный суд
Страшный суд Подшипники. Общие сведения, назначение и классификация
Подшипники. Общие сведения, назначение и классификация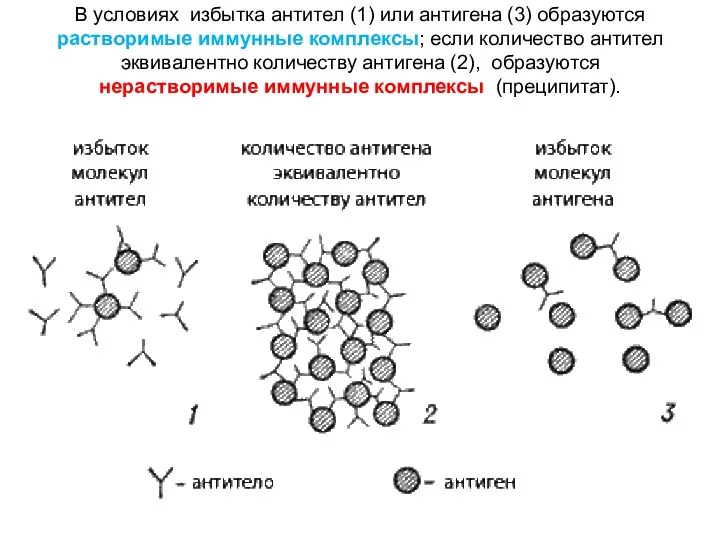 занятие антитела
занятие антитела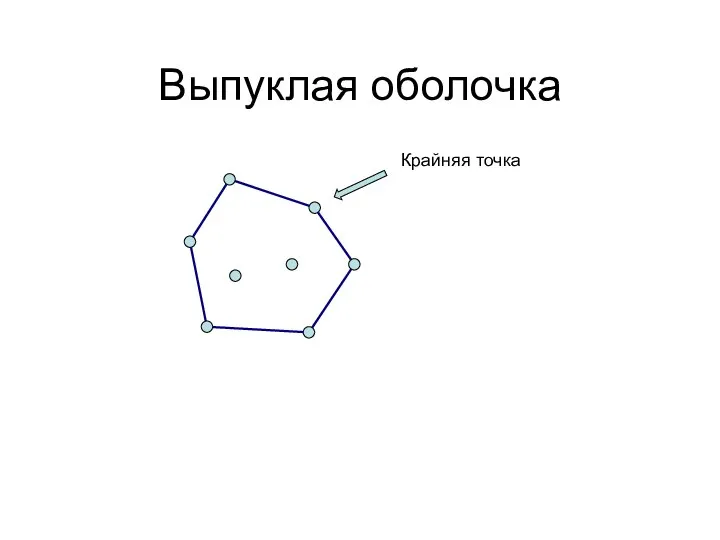 Выпуклая оболочка
Выпуклая оболочка  Пневмонии у детей: этиология, диагностика, лечение Доцент Быков В.О.
Пневмонии у детей: этиология, диагностика, лечение Доцент Быков В.О. История стиля: брасс
История стиля: брасс Гильбертово пространство. Основные понятия.
Гильбертово пространство. Основные понятия.