- Определение объёмов работ при различных методах проектирования цехов и участков

Содержание
- 2. 2.3.Определение объёмов работ при различных методах проектирования цехов и участков. Объем работ в механосборочном производстве определяется
- 3. В соответствии с принципами нормирования операций Тш — время одной станочной операции в массовом и крупносерийном
- 4. Следует учитывать также ,что расчетная программа (2.4) где ПВ - программа выпуска по заданию; КЧ -
- 5. Коэффициент приведения определяется по зависимости, полученной на основании опытно-практических формул и соотношений: (2.5) где Кв -
- 6. В расчетах для определения Кп используются экспериментальные данные, приведенные ниже, Кп ............ 0,97 1,12 1,17 1,25
- 7. 2.4 Особенности проектирования участков с многономенклатурным выпуском однотипных изделий. Особенности проектирования участков на выпуск одного нового
- 8. При проектировании участков на выпуск одного нового изделия при отсутствии нормировочных данных технологического процесса изготовления, коэффициент
- 9. В отдельных случаях вместо коэффициента приведения применяют коэффициент корректирования норм времени Ккор, который устанавливают на основании
- 10. Условный метод определения объемов работ основан на допустимом приравнивании затрат времени для изготовления заданного изделия к
- 11. Расчет выполняется в соответствии с формулами (2.10) (2.11) где П - программа выпуска заданного изделия; В
- 13. Скачать презентацию
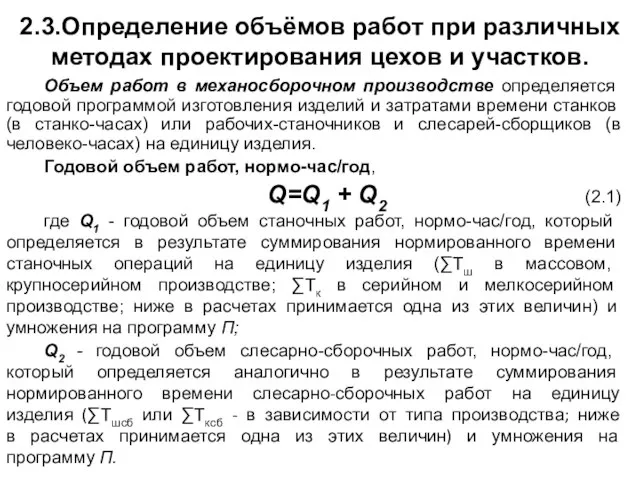
2.3.Определение объёмов работ при различных методах проектирования цехов и участков.
Объем работ
2.3.Определение объёмов работ при различных методах проектирования цехов и участков.
Объем работ
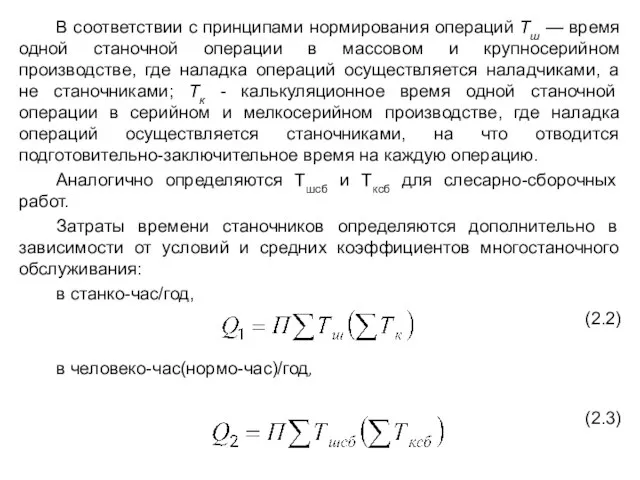
В соответствии с принципами нормирования операций Тш — время одной станочной
В соответствии с принципами нормирования операций Тш — время одной станочной
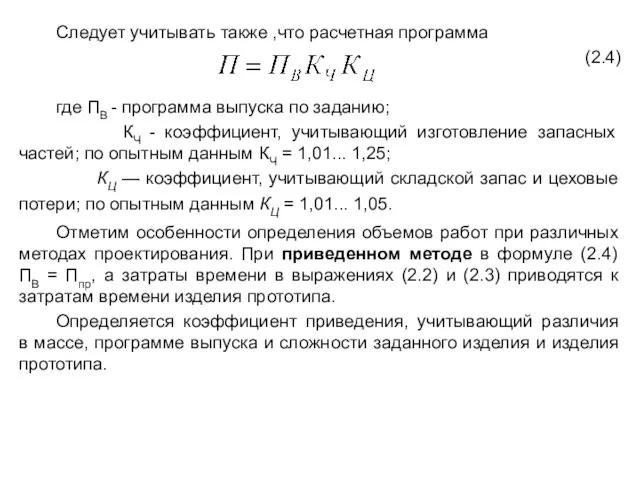
Следует учитывать также ,что расчетная программа
(2.4)
где ПВ - программа выпуска
Следует учитывать также ,что расчетная программа
(2.4)
где ПВ - программа выпуска
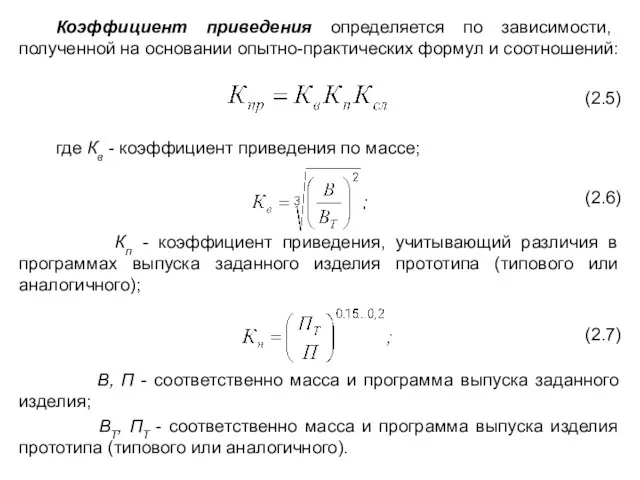
Коэффициент приведения определяется по зависимости, полученной на основании опытно-практических формул и
Коэффициент приведения определяется по зависимости, полученной на основании опытно-практических формул и
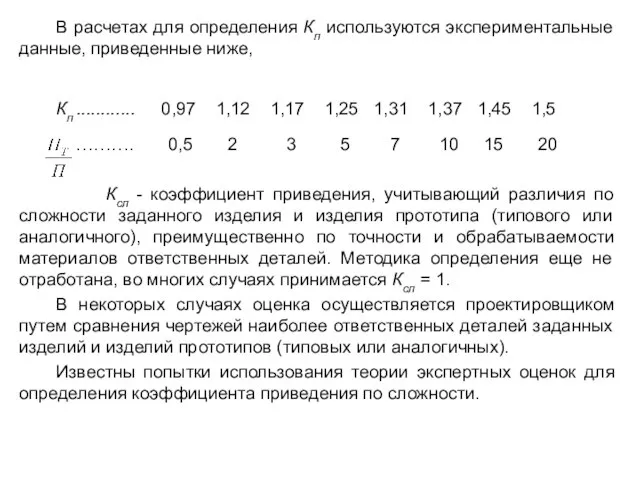
В расчетах для определения Кп используются экспериментальные данные, приведенные ниже,
Кп ............
В расчетах для определения Кп используются экспериментальные данные, приведенные ниже,
Кп ............
2.4 Особенности проектирования участков
с многономенклатурным выпуском
однотипных изделий.
Особенности проектирования
2.4 Особенности проектирования участков с многономенклатурным выпуском однотипных изделий. Особенности проектирования
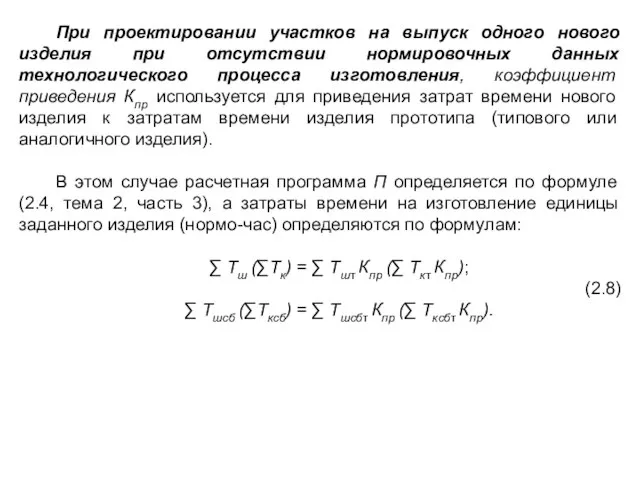
При проектировании участков на выпуск одного нового изделия при отсутствии нормировочных
При проектировании участков на выпуск одного нового изделия при отсутствии нормировочных
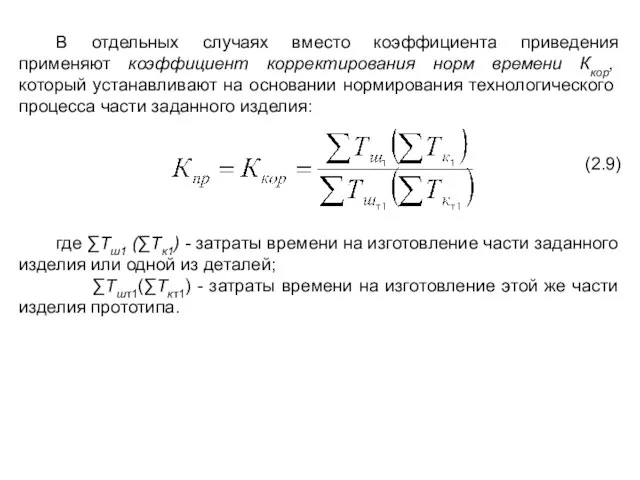
В отдельных случаях вместо коэффициента приведения применяют коэффициент корректирования норм времени
В отдельных случаях вместо коэффициента приведения применяют коэффициент корректирования норм времени
Условный метод определения объемов работ основан на допустимом приравнивании затрат времени
Условный метод определения объемов работ основан на допустимом приравнивании затрат времени
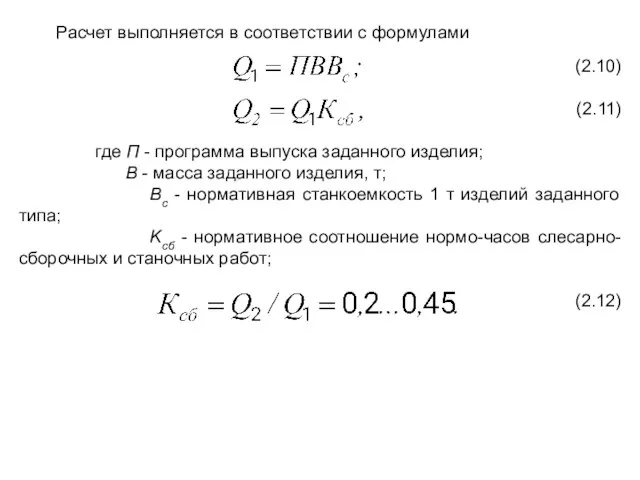
Расчет выполняется в соответствии с формулами
(2.10)
(2.11)
где П - программа выпуска
Расчет выполняется в соответствии с формулами
(2.10)
(2.11)
где П - программа выпуска
 Меншік катынастары
Меншік катынастары Введение в институциональную экономику
Введение в институциональную экономику Организация и совершенствование коммерческой деятельности торговых предприятий (на примере предприятия ИП Каменева С.В.)
Организация и совершенствование коммерческой деятельности торговых предприятий (на примере предприятия ИП Каменева С.В.) Ryanair & Aer Lingus
Ryanair & Aer Lingus Роль финансов в экономике
Роль финансов в экономике Отчет главы Нововилговского сельского поселения о проделанной работе за 2018 год
Отчет главы Нововилговского сельского поселения о проделанной работе за 2018 год Technical Analysis
Technical Analysis Издержки, как форма жизнедеятельности предприятия
Издержки, как форма жизнедеятельности предприятия Итоги социально-экономического развития Краснодарского края за январь-декабрь 2016 года
Итоги социально-экономического развития Краснодарского края за январь-декабрь 2016 года Факторы производства и факторные доходы
Факторы производства и факторные доходы Модель экономического человека в классической политэкономии
Модель экономического человека в классической политэкономии Спрос и предложение на рынке труда
Спрос и предложение на рынке труда Технологии измерения общественного производства
Технологии измерения общественного производства Воспроизводство. Понятие воспроизводства
Воспроизводство. Понятие воспроизводства Коллективизация и индустриализация: советская экономика в 1930-х годов. (Лекции 17-18)
Коллективизация и индустриализация: советская экономика в 1930-х годов. (Лекции 17-18) Лесное хозяйство
Лесное хозяйство Aggregated supply and demand
Aggregated supply and demand Структура рыночного хозяйства, условия его возникновения
Структура рыночного хозяйства, условия его возникновения Проблемы регулирования и внедрения конкуренции на регулируемые рынки естественных монополий
Проблемы регулирования и внедрения конкуренции на регулируемые рынки естественных монополий Что такое экономика?
Что такое экономика? Государственная программа Yokoso Japan – Посетите Японию
Государственная программа Yokoso Japan – Посетите Японию Доллар- глобальная проблема мировой экономики Дисциплина: Мировая экономика Специальность: Таможенное дело Сергеева И.Ю., проф
Доллар- глобальная проблема мировой экономики Дисциплина: Мировая экономика Специальность: Таможенное дело Сергеева И.Ю., проф Государственное управление в сфере экономики
Государственное управление в сфере экономики Цифровая экономика
Цифровая экономика Презентация Сущность функции управления таможенной деятельности
Презентация Сущность функции управления таможенной деятельности Энергосбережение в сушильных установках
Энергосбережение в сушильных установках Сутність, завдання та рівні товарної політики підприємства
Сутність, завдання та рівні товарної політики підприємства Метод полного попарного сопоставления
Метод полного попарного сопоставления