- Определение потребного количества вспомогательного оборудования

Содержание
- 2. 3.10 Определение потребного количества вспомогательного оборудования Вспомогательное оборудование, необходимое для текущих переточек инструмента, текущего ремонта основного
- 3. 3.11 Определение потребной численности работающих и размеров площадей станочных отделений цеха. Общее количество рабочих-станочников, осуществляющих механическую
- 4. Расчетное количество рабочих-станочников, выполняющих одну операцию, для участков: однодетальных (3.21) многодетальных (3.22) где в числителе—годовой объем
- 5. При пооперационном расчете общее расчетное количество рабочих-станочников на участок или цех (3.23) принятое (3.24) Км определяется
- 6. Практические данные свидетельствуют о том, что удельная площадь на один станок равна 8-10-кратному размеру площади, занимаемой
- 7. 3.12 Размещение механосборочного производства в промышленных зданиях и их параметры. Расчет энергозатрат. Основные сведения. Проектирование является
- 8. Рисунок 3.3 - Компоновочные схемы механосборочных цехов
- 9. В поточно-массовом производстве рабочие места узловой сборки предметно-специализированных цехов размещают в конце линии механообработки. Механосборочный цех
- 10. В серийном и единичном производстве применяют компоновочные схемы размещения цеха (отделения) общей сборки в отдельном пролете
- 11. С другой стороны на выбор варианта расположения участков оказывают влияние условия работы и технологические особенности используемого
- 12. При предварительной проработке компоновочной схемы общую площадь So участка и цеха определяют по показателю Sуд.о общей
- 13. Расчет энергетических затрат выполняют после разработки технологических планов в графической части проекта. В расчетной части устанавливаются.
- 15. Скачать презентацию
3.10 Определение потребного количества вспомогательного оборудования
Вспомогательное оборудование, необходимое для текущих переточек
3.10 Определение потребного количества вспомогательного оборудования
Вспомогательное оборудование, необходимое для текущих переточек
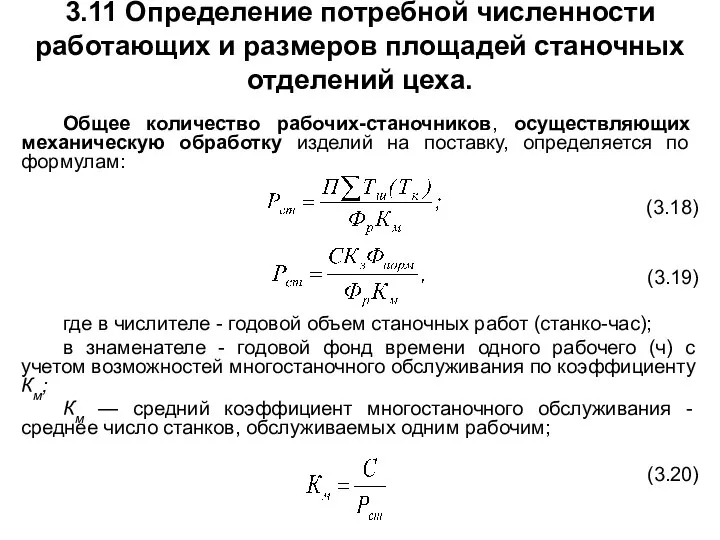
3.11 Определение потребной численности работающих и размеров площадей станочных отделений цеха.
3.11 Определение потребной численности работающих и размеров площадей станочных отделений цеха.
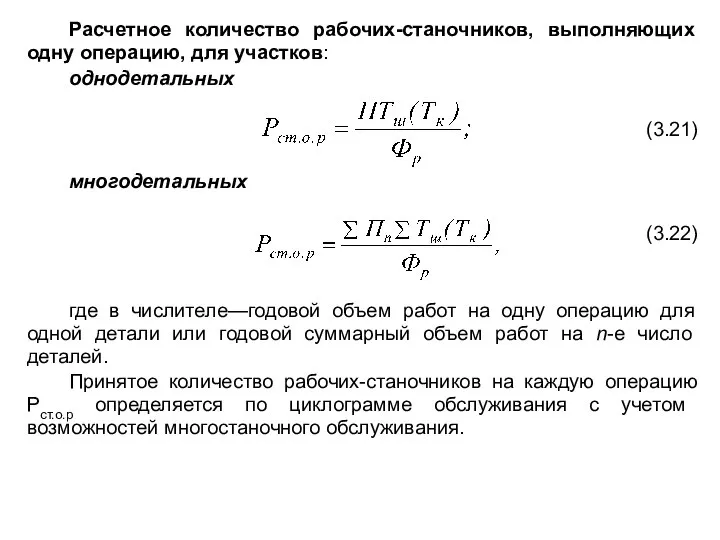
Расчетное количество рабочих-станочников, выполняющих одну операцию, для участков:
однодетальных
(3.21)
многодетальных
Расчетное количество рабочих-станочников, выполняющих одну операцию, для участков:
однодетальных
(3.21)
многодетальных
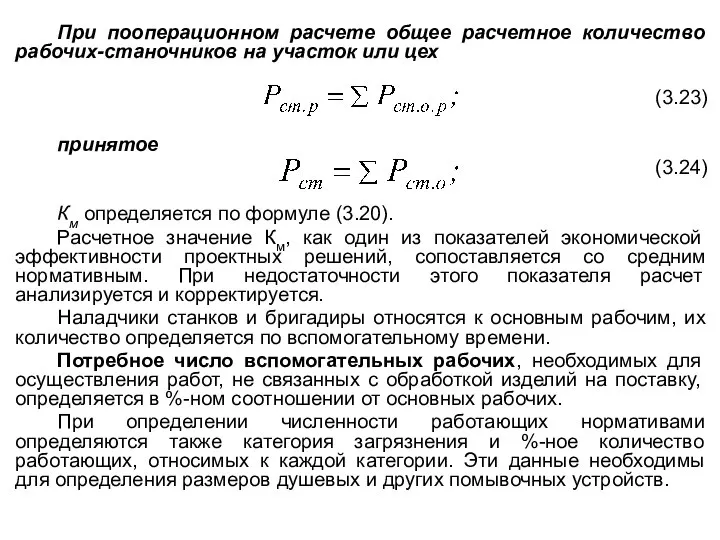
При пооперационном расчете общее расчетное количество рабочих-станочников на участок или цех
(3.23)
принятое
(3.24)
Км
При пооперационном расчете общее расчетное количество рабочих-станочников на участок или цех
(3.23)
принятое
(3.24)
Км
Практические данные свидетельствуют о том, что удельная площадь на один станок
Практические данные свидетельствуют о том, что удельная площадь на один станок
3.12 Размещение механосборочного производства в промышленных зданиях и их параметры. Расчет
3.12 Размещение механосборочного производства в промышленных зданиях и их параметры. Расчет
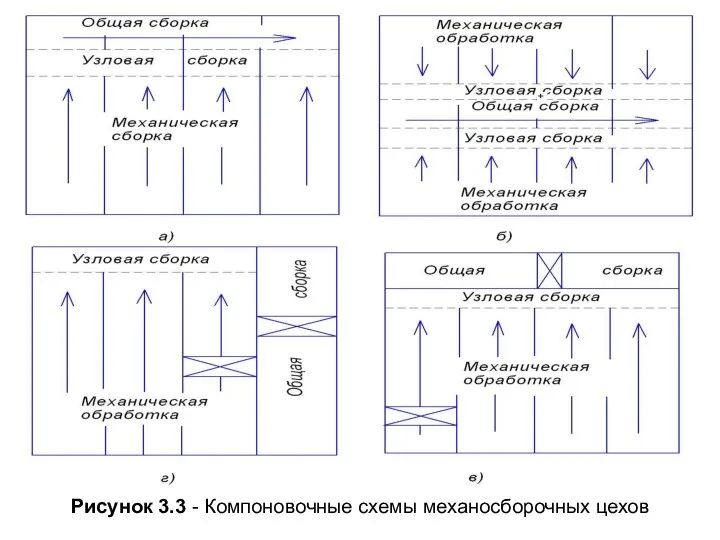
Рисунок 3.3 - Компоновочные схемы механосборочных цехов
Рисунок 3.3 - Компоновочные схемы механосборочных цехов
В поточно-массовом производстве рабочие места узловой сборки предметно-специализированных цехов размещают в
В поточно-массовом производстве рабочие места узловой сборки предметно-специализированных цехов размещают в
В серийном и единичном производстве применяют компоновочные схемы размещения цеха (отделения)
В серийном и единичном производстве применяют компоновочные схемы размещения цеха (отделения)
С другой стороны на выбор варианта расположения участков оказывают влияние условия
С другой стороны на выбор варианта расположения участков оказывают влияние условия
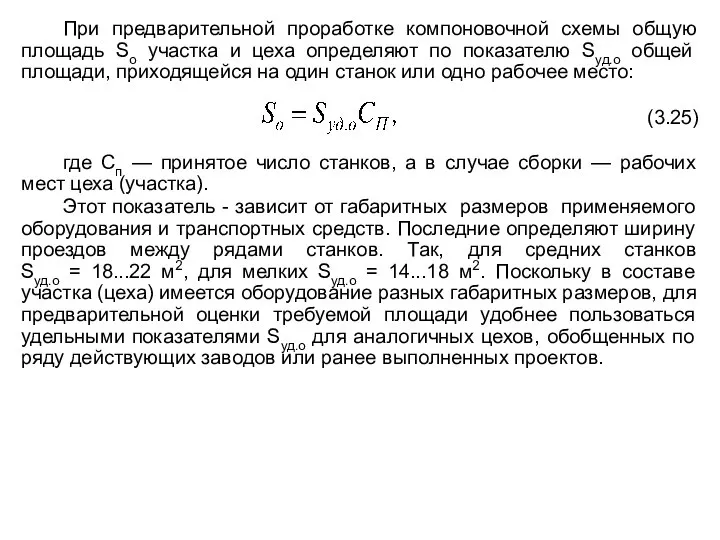
При предварительной проработке компоновочной схемы общую площадь So участка и цеха
При предварительной проработке компоновочной схемы общую площадь So участка и цеха
Расчет энергетических затрат выполняют после разработки технологических планов в графической части
Расчет энергетических затрат выполняют после разработки технологических планов в графической части
 Работа над оттоком персонала на предприятиях сельского хозяйства. Анализ оттока персонала за 2017 год
Работа над оттоком персонала на предприятиях сельского хозяйства. Анализ оттока персонала за 2017 год W gospodarce można wyodrębnić zmiany (innowacje)
W gospodarce można wyodrębnić zmiany (innowacje) Бюджетирование. Сущность бюджета и бюджетирования
Бюджетирование. Сущность бюджета и бюджетирования Безработица: сущность и виды
Безработица: сущность и виды Вводный курс. Основы экономики организации (тема 1)
Вводный курс. Основы экономики организации (тема 1) Оценка потерь благосостояния в результате деятельности монополии
Оценка потерь благосостояния в результате деятельности монополии Қазақстан–2050 стратегиясы: қалыптасқан мемлекеттің жаңа саяси бағыты
Қазақстан–2050 стратегиясы: қалыптасқан мемлекеттің жаңа саяси бағыты Фирма және кәсіпкерлік теориясы
Фирма және кәсіпкерлік теориясы Безработица, её причины и последствия
Безработица, её причины и последствия Особенности проектирования фармацевтических предприятий. Стандарты при проектировании химико-фармацевтических предприятий
Особенности проектирования фармацевтических предприятий. Стандарты при проектировании химико-фармацевтических предприятий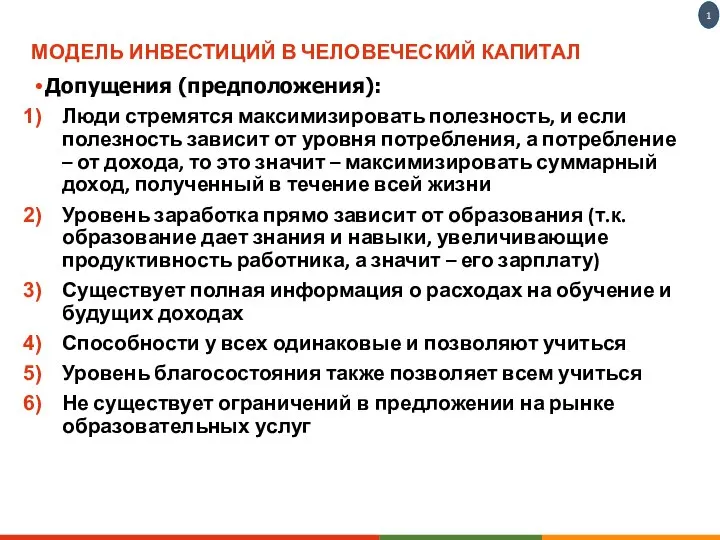 Модель инвестиций в человеческий капитал
Модель инвестиций в человеческий капитал Цифровая экономика и ее налоговые аспекты
Цифровая экономика и ее налоговые аспекты Мировая экономика
Мировая экономика Зарубежные теории региональной экономики. Закономерности размещения сельскохозяйственного производства по Й.Тюнену
Зарубежные теории региональной экономики. Закономерности размещения сельскохозяйственного производства по Й.Тюнену Советский и современный периоды
Советский и современный периоды Формирование цены. Отражение целей фирмы в политике ценообразования
Формирование цены. Отражение целей фирмы в политике ценообразования Модели общего экономического равновесия
Модели общего экономического равновесия Инновации в XXI веке
Инновации в XXI веке Экономическая и статистическая интерпретация линейной модели парной регрессии. Нелинейная регрессия. (Тема 2)
Экономическая и статистическая интерпретация линейной модели парной регрессии. Нелинейная регрессия. (Тема 2) Джон Кейнс. Кейнсианство
Джон Кейнс. Кейнсианство Рынки факторов производства. (Лекция 4)
Рынки факторов производства. (Лекция 4) Макроэкономические факторы конкурентоспособности товаров и услуг
Макроэкономические факторы конкурентоспособности товаров и услуг BRAC. General information
BRAC. General information Модернизация инженерно-технической защиты объекта (на материалах ООО «Феникс»)
Модернизация инженерно-технической защиты объекта (на материалах ООО «Феникс») Современные тенденции развития экономики и общества
Современные тенденции развития экономики и общества Типы экономических систем
Типы экономических систем Современные проблемы экономики и финансирования здравоохранения
Современные проблемы экономики и финансирования здравоохранения Понятие и сущность мирового хозяйства Гр. Т-105 Ляшков Игорь Цыпранюк Сергей
Понятие и сущность мирового хозяйства Гр. Т-105 Ляшков Игорь Цыпранюк Сергей