- Основные инструменты бережливого производства

Содержание
- 2. К основным инструментам БП относят: - стандартизацию работы; - организацию рабочего пространства (5S); - картирование потока
- 3. Применимость инструмента для обеспечения соответствующего принципа
- 5. 1 Стандартизация работы Стандартизация работы – точное описание каждого действия, порядка и правил осуществления производственной деятельности,
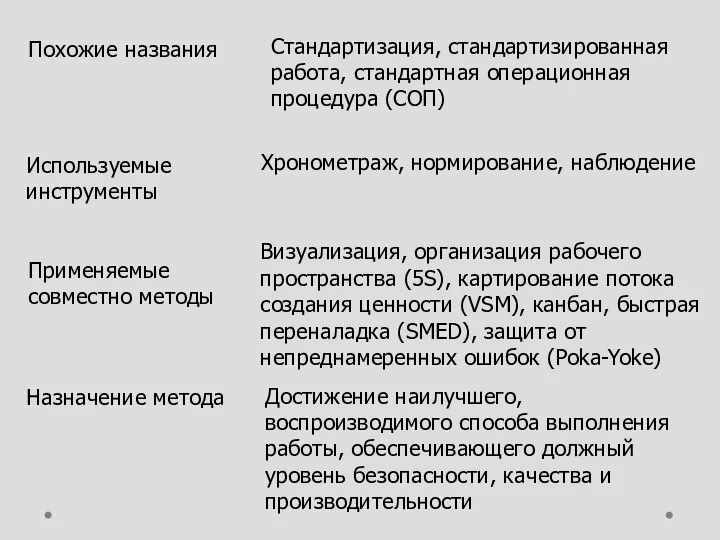
- 6. Похожие названия Стандартизация, стандартизированная работа, стандартная операционная процедура (СОП) Используемые инструменты Хронометраж, нормирование, наблюдение Применяемые совместно
- 7. Пользователи метода Все работники организации Этапы применения 1 Рассчитать время такта исходя из требуемых заказчиком объемов
- 8. Возможности Воспроизводимый результат осуществления производственной деятельности. Быстрый поиск и обнаружение отклонений от выполнения стандартов. Оперативность и
- 10. Три компонента стандартизированной работы: 1. Время такта. 2. Последовательность работ. 3. Стандартный уровень незавершенного производства (СНЗП,
- 11. 1 Время такта где Т – чистое доступное время за день; D – потребительский спрос за
- 12. Например, предприятие работает 1 смену по 8 часов 5 дней в неделю, имея 30 минут на
- 13. Время цикла где Тр – время ручной работы; Та – время автоматической работы; Ттр – время
- 14. Наблюдения показали, что каждые 10 минут станок производит 8 деталей. В данном случае время цикла составляет:
- 15. 1. Тс > ТТ – необходима перенастройка производственного процесса. 2. Тс 3. Тс = ТТ –
- 16. 2 Уровень незавершенного производства Значение SWIP >> 1 говорит о том, что производственные мощности не достаточно
- 17. Корректировка производственной линии с помощью SWIP Вариант 1. Тс
- 18. Тс
- 19. Вариант 2. Тс
- 20. Тс
- 22. 3 Последовательность работ Последовательность работ – порядок, в котором оператор выполняет ручные операции (включая хождение и
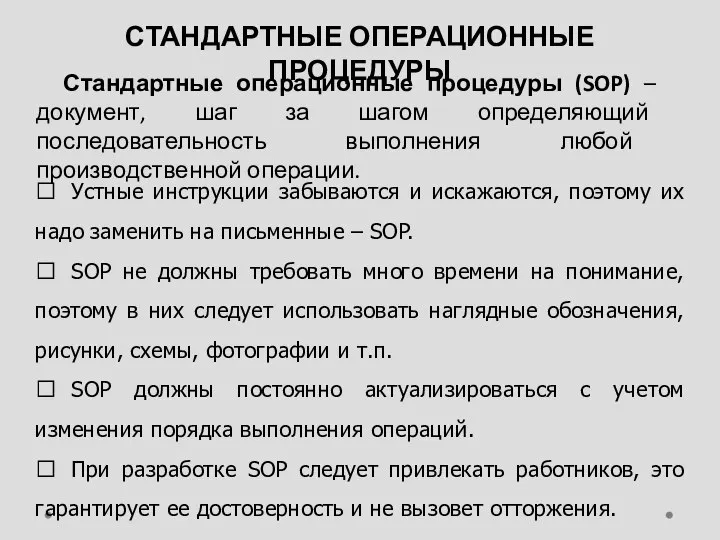
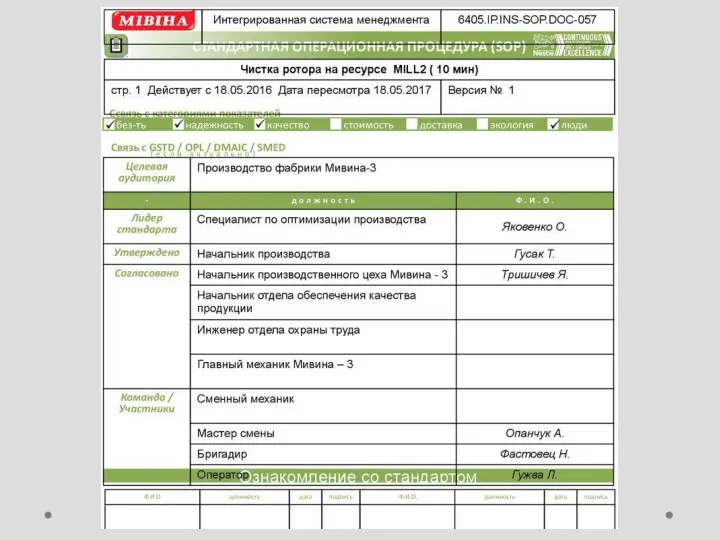
- 23. СТАНДАРТНЫЕ ОПЕРАЦИОННЫЕ ПРОЦЕДУРЫ Стандартные операционные процедуры (SOP) – документ, шаг за шагом определяющий последовательность выполнения любой
- 36. …
- 39. 2 Организация рабочего пространства (5S) Организация рабочего пространства – совокупность шагов по организации и подержанию порядка
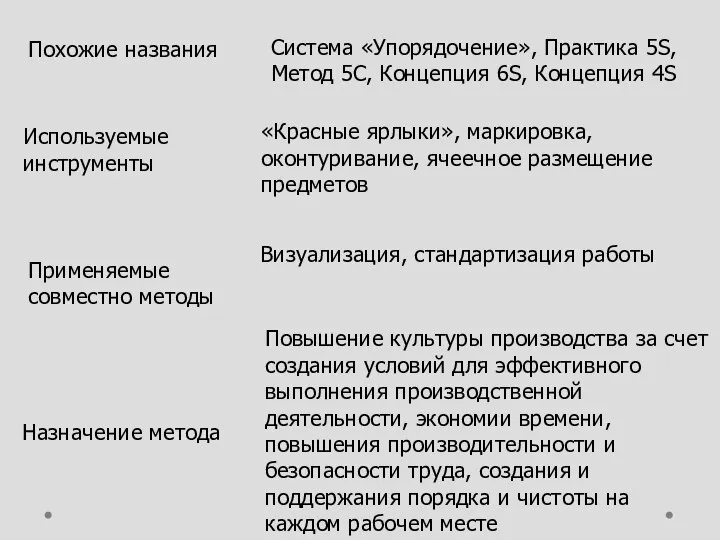
- 40. Похожие названия Система «Упорядочение», Практика 5S, Метод 5С, Концепция 6S, Концепция 4S Используемые инструменты «Красные ярлыки»,
- 41. Пользователи метода Все работники организации Этапы применения 1) сортировка, 2) самоорганизация, 3) систематическая уборка, 4) стандартизация,
- 42. Возможности Улучшение условий труда (чистота, эргономика и экономичность каждого рабочего места) и безопасности. Проявление инициативы и
- 43. Сортировка – Sort Содержание в чистоте – Shine Свои места для всего - Set to order
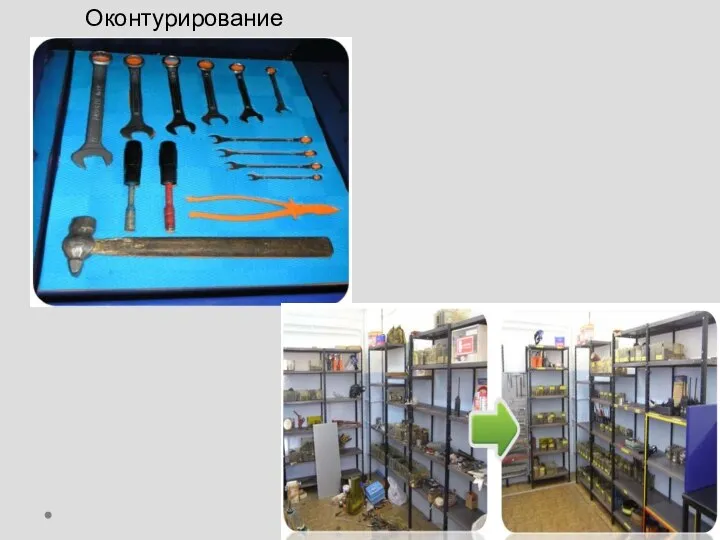
- 45. Оконтурирование
- 46. Результатом работ должны являться не только чистое, аккуратное рабочее место, но и безопасное и максимально эргономичное.
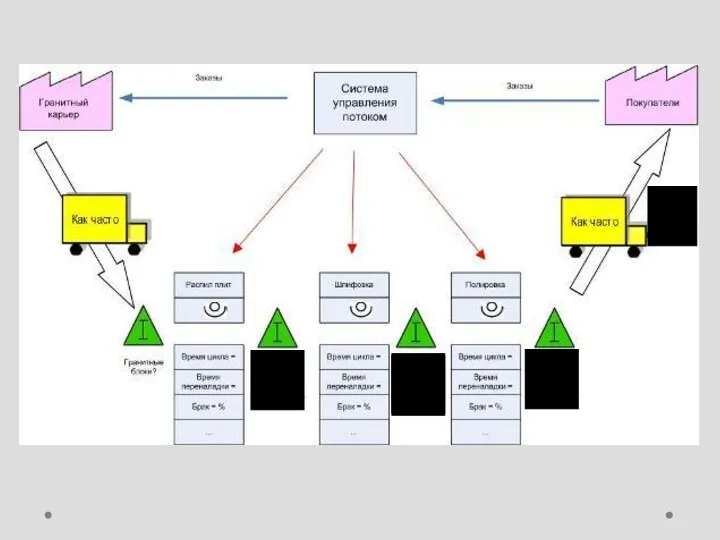
- 48. 3 Картирование потока создания ценностей (VSM, КПСЦ) Картирование потока создания ценности – метод, направленный на создание
- 49. Похожие названия Карта потока создания ценности, карта потока процесса Используемые инструменты Хронометраж Применяемые совместно методы Стандартизация
- 50. Пользователи метода Все работники организации Этапы применения а) Построить карту текущего состояния потока создания ценности. б)
- 51. Возможности Представление потока создания ценности и его характеристик на одной карте. Визуальное отображение потерь и их
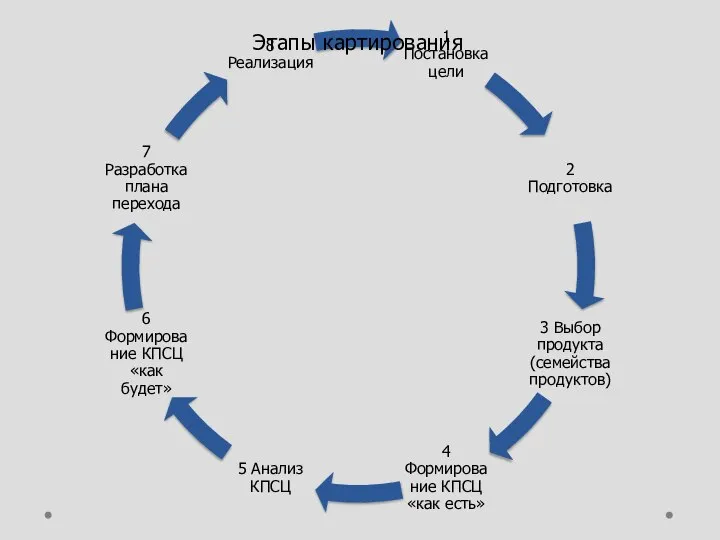
- 52. Этапы картирования
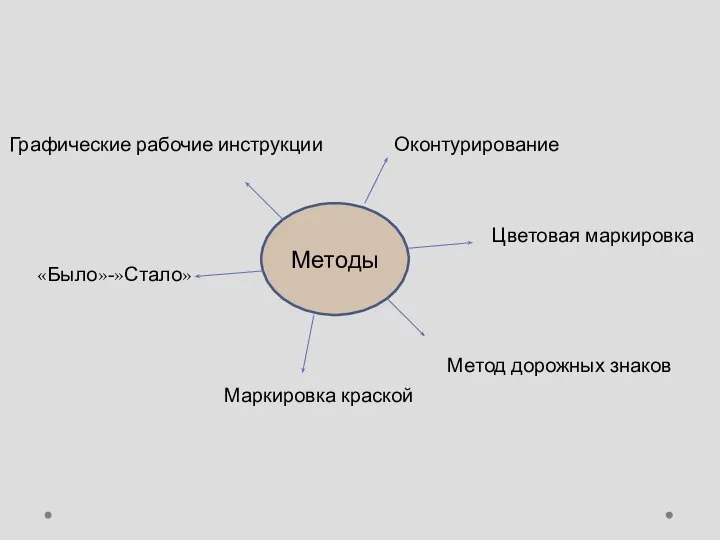
- 55. 4 Визуализация Визуализация – метод, направленный на расположение всех инструментов, материалов и информации о результативности работы
- 56. Похожие названия Визуальный менеджмент Используемые инструменты Нумерация, маркировка, оконтуривание Применяемые совместно методы Организация рабочего пространства (5S),
- 57. Пользователи метода Все работники организации Этапы применения а) Определить объекты визуализации б) определить способы визуализации в)
- 58. Возможности Наглядное восприятие и возможность анализа текущего состояния производственных процессов. Снижение уровня травматизма в ходе строительных
- 60. Оконтурирование Метод дорожных знаков
- 61. Цветовая маркировка Маркировка краской
- 62. «Было»-»Стало» Графические рабочие инструкции
- 63. 5 Быстрая переналадка (SMED) Быстрая переналадка – метод, направленный на сокращение времени переналадки оборудования за счет
- 64. Похожие названия -- Используемые инструменты Хронометраж, наблюдение Применяемые совместно методы Визуализация, стандартизация работы, организация рабочего пространства
- 65. Пользователи метода Работники производственных, технических и ремонтных подразделений Этапы применения а) Измерить длительность действий по переналадке
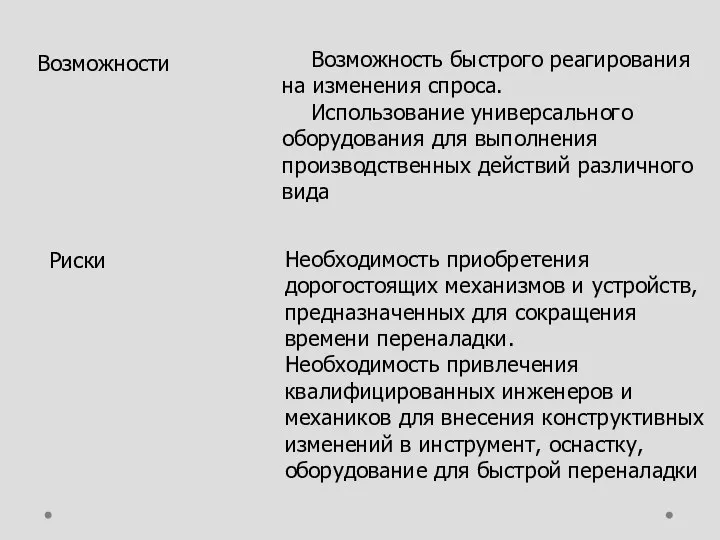
- 66. Возможности Возможность быстрого реагирования на изменения спроса. Использование универсального оборудования для выполнения производственных действий различного вида
- 68. Цели внедрения быстрой переналадки Снизить простои оборудования Сократить размеры производственных партий Сократить запасы незавершенного производства –
- 69. Операции переналадки Внешние операции переналадки: Операции, которые можно выполнять в то время, пока станок работает, выпускает
- 70. Принципы быстрой переналадки Выполнять все внешние операции до остановки станка или после его запуска Превратить внутренние
- 71. Этапы быстрой переналадки
- 72. 6 Защита от непреднамеренных ошибок (Poka-Yoke) Защита от непреднамеренных ошибок – применение в ходе осуществления производственной
- 73. Похожие названия -- Используемые инструменты Дзидока Применяемые совместно методы Визуализация Назначение метода Предупреждение появления непреднамеренных ошибок
- 74. Пользователи метода Работники производственных, конструкторско-технологических подразделений Этапы применения а) Выявить существующие и потенциальные несоответствия; б) выявить
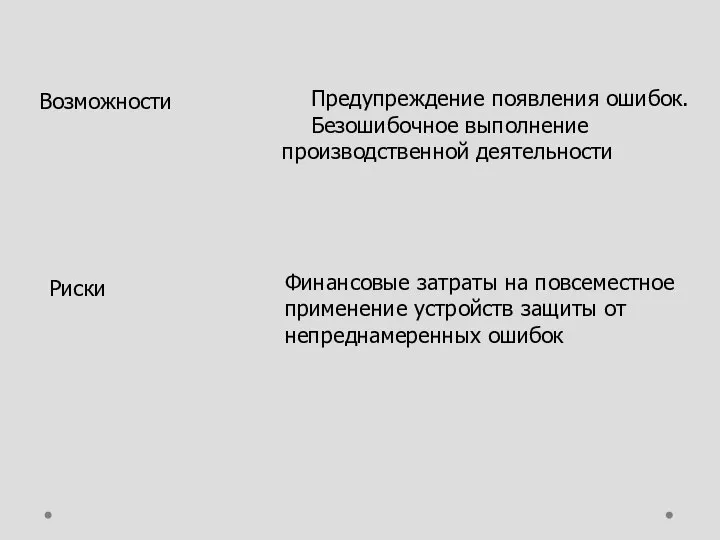
- 75. Возможности Предупреждение появления ошибок. Безошибочное выполнение производственной деятельности Риски Финансовые затраты на повсеместное применение устройств защиты
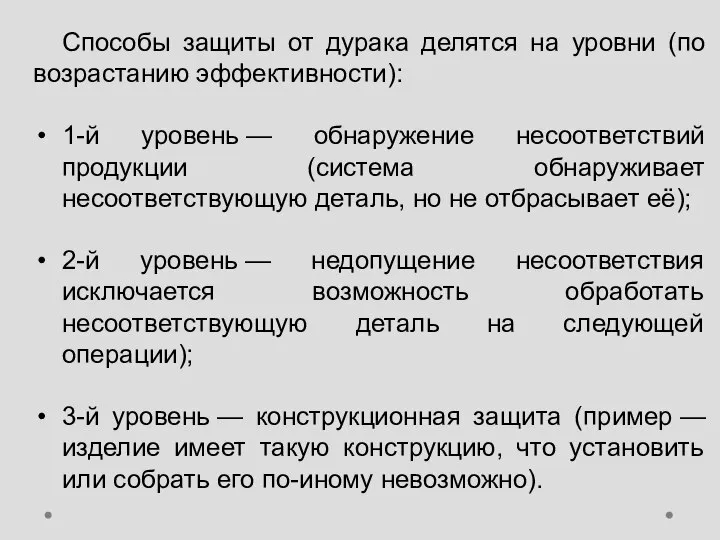
- 76. Способы защиты от дурака делятся на уровни (по возрастанию эффективности): 1-й уровень — обнаружение несоответствий продукции
- 79. 7 Канбан Канбан – информационная система, которая регулирует процессы снабжения материалами, производства и транспортирования продукции в
- 80. Похожие названия -- Используемые инструменты Карточки канбан, тарный канбан, электронный канбан Применяемые совместно методы Стандартизация работы,
- 81. Пользователи метода Работники службы производственного диспетчирования, логистических и производственных подразделений Этапы применения а) Определить объект, в
- 82. Возможности Снижение уровня запасов материалов в процессе производства. Повышение ответственности и вовлеченности работников. Исключение перепроизводства продукции
- 86. 8 Всеобщее обслуживание оборудования (TPM) Всеобщее обслуживание оборудования – система обслуживания оборудования, направленная на повышение эффективности
- 87. Похожие названия -- Используемые инструменты -- Применяемые совместно методы Организация рабочего пространства (5S), визуализация, стандартизация работы,
- 88. Пользователи метода Работники производственных, технических и ремонтных подразделений Этапы применения а) Подготовить рабочие места и оборудование
- 89. Возможности Снижение затрат на обслуживание оборудования. Повышение производительности оборудования. Улучшение взаимодействия между работниками производственных, обслуживающих и
- 101. Оценка эффективности функционирования ТРМ. Общая эффективность оборудования (OEE) Общая эффективность оборудования (OEE — Overall Equipment Effectiveness)
- 102. ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ РАСПРЕДЕЛЕНИЯ ВРЕМЕНИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ И ПОТЕРЬ
- 103. Критерии эффективности (ОЕЕ) Готовность Производительность Качество
- 104. Готовность Критерий готовности анализирует потери во времени, включающие в себя события, которые останавливают производство на соответствующий
- 105. Производительность Критерий производительности учитывает потери в скорости, включающие в себя все факторы, которые приводят к работе
- 106. Качество Критерий качества учитывает потери в качестве, которые включают в себя производство несоответствующее стандартам продукции, включая
- 107. Расчет ОЕЕ Потери (неэффективное использование оборудования, простои): 1 – непредвиденные остановки; 2 – простои; 3 –
- 110. Скачать презентацию

К основным инструментам БП относят:
- стандартизацию работы;
- организацию рабочего пространства (5S);
- картирование потока создания
К основным инструментам БП относят:
- стандартизацию работы;
- организацию рабочего пространства (5S);
- картирование потока создания
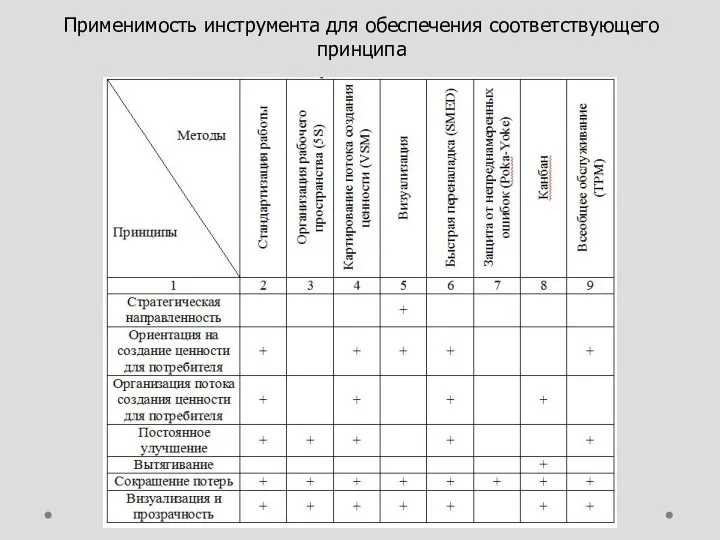
Применимость инструмента для обеспечения соответствующего принципа
Применимость инструмента для обеспечения соответствующего принципа


1 Стандартизация работы
Стандартизация работы – точное описание каждого действия, порядка и
1 Стандартизация работы
Стандартизация работы – точное описание каждого действия, порядка и
Похожие названия
Стандартизация, стандартизированная работа, стандартная операционная процедура (СОП)
Используемые инструменты
Похожие названия
Стандартизация, стандартизированная работа, стандартная операционная процедура (СОП)
Используемые инструменты

Пользователи метода
Все работники организации
Этапы применения
1 Рассчитать время такта
Пользователи метода
Все работники организации
Этапы применения
1 Рассчитать время такта

Возможности
Воспроизводимый результат осуществления производственной деятельности.
Быстрый поиск и обнаружение отклонений от
Возможности
Воспроизводимый результат осуществления производственной деятельности.
Быстрый поиск и обнаружение отклонений от

Три компонента стандартизированной работы:
1. Время такта.
2. Последовательность работ.
3. Стандартный уровень незавершенного
Три компонента стандартизированной работы:
1. Время такта.
2. Последовательность работ.
3. Стандартный уровень незавершенного

1 Время такта
где Т – чистое доступное время за день;
D –
1 Время такта
где Т – чистое доступное время за день;
D –
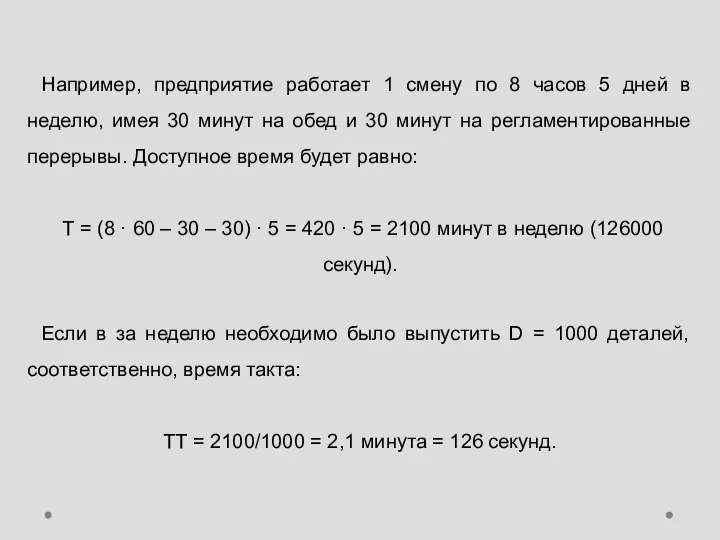
Например, предприятие работает 1 смену по 8 часов 5 дней в
Например, предприятие работает 1 смену по 8 часов 5 дней в
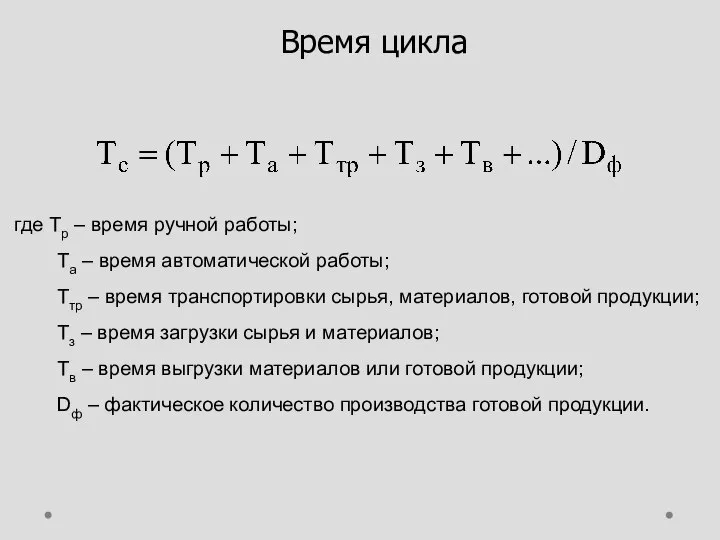
Время цикла
где Тр – время ручной работы;
Та – время автоматической работы;
Ттр
Время цикла
где Тр – время ручной работы;
Та – время автоматической работы;
Ттр

Наблюдения показали, что каждые 10 минут станок производит 8 деталей. В
Наблюдения показали, что каждые 10 минут станок производит 8 деталей. В
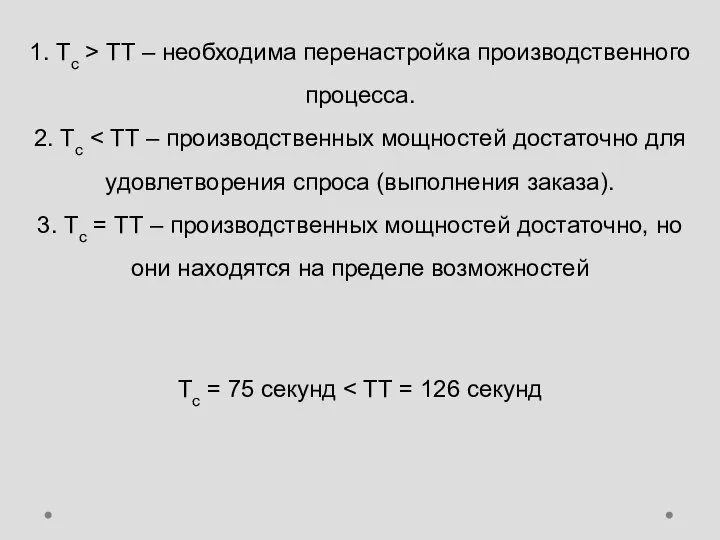
1. Тс > ТТ – необходима перенастройка производственного процесса.
2. Тс <
1. Тс > ТТ – необходима перенастройка производственного процесса.
2. Тс <

2 Уровень незавершенного производства
Значение SWIP >> 1 говорит о том, что
2 Уровень незавершенного производства
Значение SWIP >> 1 говорит о том, что
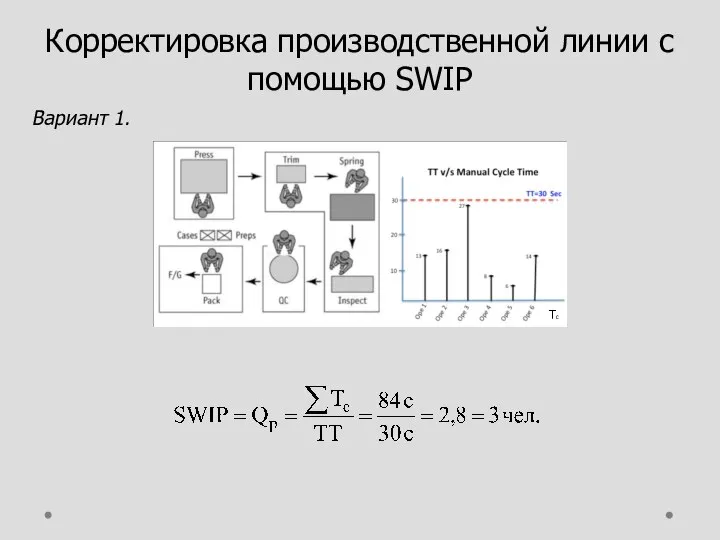
Корректировка производственной линии с помощью SWIP
Вариант 1.
Тс
Корректировка производственной линии с помощью SWIP
Вариант 1.
Тс
Тс
Тс

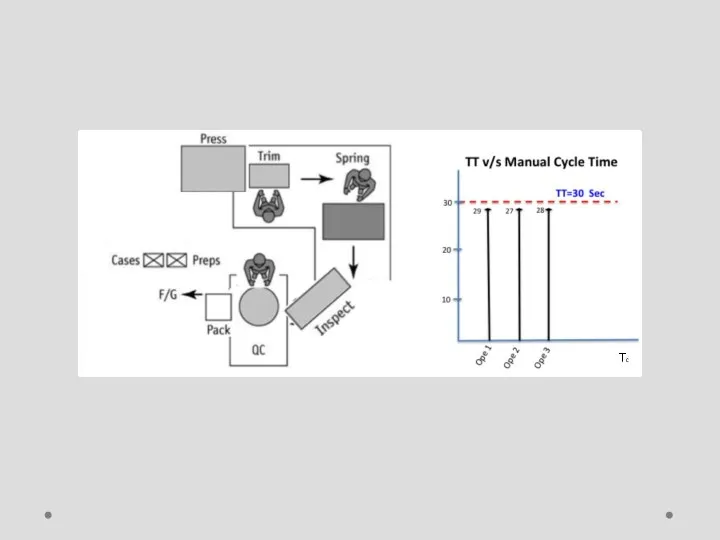
Вариант 2.
Тс
Вариант 2.
Тс

Тс
Тс


3 Последовательность работ
Последовательность работ – порядок, в котором оператор выполняет ручные
3 Последовательность работ
Последовательность работ – порядок, в котором оператор выполняет ручные
СТАНДАРТНЫЕ ОПЕРАЦИОННЫЕ ПРОЦЕДУРЫ
Стандартные операционные процедуры (SOP) – документ, шаг за шагом
СТАНДАРТНЫЕ ОПЕРАЦИОННЫЕ ПРОЦЕДУРЫ
Стандартные операционные процедуры (SOP) – документ, шаг за шагом











…
…



2 Организация рабочего пространства (5S)
Организация рабочего пространства – совокупность шагов по
2 Организация рабочего пространства (5S)
Организация рабочего пространства – совокупность шагов по
Похожие названия
Система «Упорядочение», Практика 5S, Метод 5С, Концепция 6S, Концепция
Похожие названия
Система «Упорядочение», Практика 5S, Метод 5С, Концепция 6S, Концепция
Пользователи метода
Все работники организации
Этапы применения
1) сортировка,
2) самоорганизация,
Пользователи метода
Все работники организации
Этапы применения
1) сортировка,
2) самоорганизация,

Возможности
Улучшение условий труда (чистота, эргономика и экономичность каждого рабочего места)
Возможности
Улучшение условий труда (чистота, эргономика и экономичность каждого рабочего места)

Сортировка – Sort Содержание в чистоте – Shine
Свои места для всего -
Сортировка – Sort Содержание в чистоте – Shine
Свои места для всего -

Оконтурирование
Оконтурирование
Результатом работ должны являться не только чистое, аккуратное рабочее место, но
Результатом работ должны являться не только чистое, аккуратное рабочее место, но


3 Картирование потока создания ценностей (VSM, КПСЦ)
Картирование потока создания ценности –
3 Картирование потока создания ценностей (VSM, КПСЦ)
Картирование потока создания ценности –

Похожие названия
Карта потока создания ценности, карта потока процесса
Используемые инструменты
Хронометраж
Применяемые
Похожие названия
Карта потока создания ценности, карта потока процесса
Используемые инструменты
Хронометраж
Применяемые

Пользователи метода
Все работники организации
Этапы применения
а) Построить карту текущего состояния
Пользователи метода
Все работники организации
Этапы применения
а) Построить карту текущего состояния

Возможности
Представление потока создания ценности и его характеристик на одной карте.
Визуальное
Возможности
Представление потока создания ценности и его характеристик на одной карте.
Визуальное
Этапы картирования
Этапы картирования

4 Визуализация
Визуализация – метод, направленный на расположение всех инструментов, материалов и
4 Визуализация
Визуализация – метод, направленный на расположение всех инструментов, материалов и
Похожие названия
Визуальный менеджмент
Используемые инструменты
Нумерация, маркировка, оконтуривание
Применяемые совместно методы
Организация
Похожие названия
Визуальный менеджмент
Используемые инструменты
Нумерация, маркировка, оконтуривание
Применяемые совместно методы
Организация
Пользователи метода
Все работники организации
Этапы применения
а) Определить объекты визуализации
Пользователи метода
Все работники организации
Этапы применения
а) Определить объекты визуализации

Возможности
Наглядное восприятие и возможность анализа текущего состояния производственных процессов.
Снижение уровня
Возможности
Наглядное восприятие и возможность анализа текущего состояния производственных процессов.
Снижение уровня

Оконтурирование
Метод дорожных знаков
Оконтурирование
Метод дорожных знаков

Цветовая маркировка
Маркировка краской
Цветовая маркировка
Маркировка краской

«Было»-»Стало»
Графические рабочие инструкции
«Было»-»Стало»
Графические рабочие инструкции

5 Быстрая переналадка (SMED)
Быстрая переналадка – метод, направленный на сокращение времени
5 Быстрая переналадка (SMED)
Быстрая переналадка – метод, направленный на сокращение времени

Похожие названия
--
Используемые инструменты
Хронометраж, наблюдение
Применяемые совместно методы
Визуализация, стандартизация работы,
Похожие названия
--
Используемые инструменты
Хронометраж, наблюдение
Применяемые совместно методы
Визуализация, стандартизация работы,

Пользователи метода
Работники производственных, технических и ремонтных подразделений
Этапы применения
а) Измерить длительность
Пользователи метода
Работники производственных, технических и ремонтных подразделений
Этапы применения
а) Измерить длительность
Возможности
Возможность быстрого реагирования на изменения спроса.
Использование универсального оборудования для выполнения
Возможности
Возможность быстрого реагирования на изменения спроса.
Использование универсального оборудования для выполнения


Цели внедрения быстрой переналадки
Снизить простои оборудования
Сократить размеры производственных партий
Сократить запасы незавершенного
Цели внедрения быстрой переналадки
Снизить простои оборудования
Сократить размеры производственных партий
Сократить запасы незавершенного

Операции переналадки
Внешние операции
переналадки:
Операции, которые можно выполнять в то время, пока
Операции переналадки
Внешние операции
переналадки:
Операции, которые можно выполнять в то время, пока

Принципы быстрой переналадки
Выполнять все внешние
операции до остановки станка
или после
Принципы быстрой переналадки
Выполнять все внешние операции до остановки станка или после

Этапы быстрой переналадки
Этапы быстрой переналадки

6 Защита от непреднамеренных ошибок (Poka-Yoke)
Защита от непреднамеренных ошибок – применение
6 Защита от непреднамеренных ошибок (Poka-Yoke)
Защита от непреднамеренных ошибок – применение

Похожие названия
--
Используемые инструменты
Дзидока
Применяемые совместно методы
Визуализация
Назначение метода
Предупреждение появления
Похожие названия
--
Используемые инструменты
Дзидока
Применяемые совместно методы
Визуализация
Назначение метода
Предупреждение появления

Пользователи метода
Работники производственных, конструкторско-технологических подразделений
Этапы применения
а) Выявить существующие и потенциальные
Пользователи метода
Работники производственных, конструкторско-технологических подразделений
Этапы применения
а) Выявить существующие и потенциальные
Возможности
Предупреждение появления ошибок.
Безошибочное выполнение производственной деятельности
Риски
Финансовые затраты на повсеместное
Возможности
Предупреждение появления ошибок.
Безошибочное выполнение производственной деятельности
Риски
Финансовые затраты на повсеместное
Способы защиты от дурака делятся на уровни (по возрастанию эффективности):
1-й уровень —
Способы защиты от дурака делятся на уровни (по возрастанию эффективности):
1-й уровень —



7 Канбан
Канбан – информационная система, которая регулирует процессы снабжения материалами, производства
7 Канбан
Канбан – информационная система, которая регулирует процессы снабжения материалами, производства
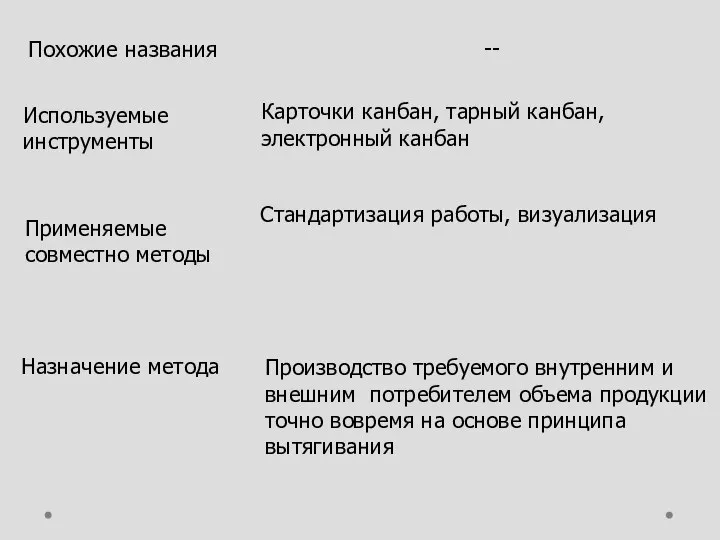
Похожие названия
--
Используемые инструменты
Карточки канбан, тарный канбан, электронный канбан
Применяемые совместно
Похожие названия
--
Используемые инструменты
Карточки канбан, тарный канбан, электронный канбан
Применяемые совместно

Пользователи метода
Работники службы производственного диспетчирования, логистических и производственных подразделений
Этапы применения
Пользователи метода
Работники службы производственного диспетчирования, логистических и производственных подразделений
Этапы применения
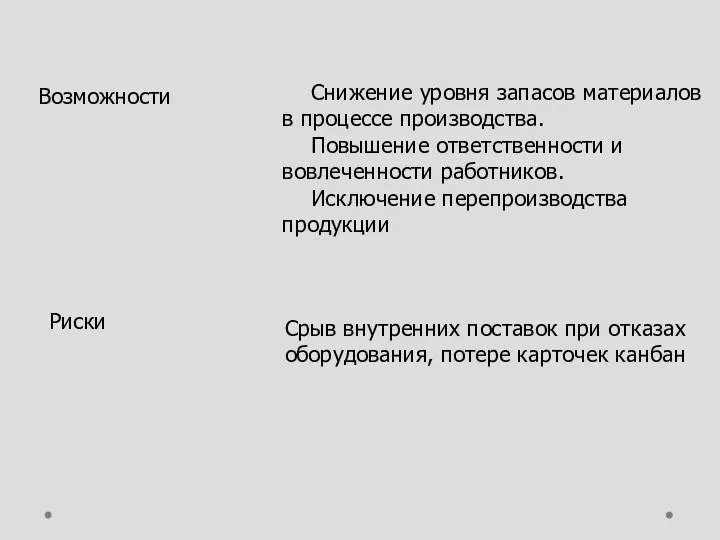
Возможности
Снижение уровня запасов материалов в процессе производства.
Повышение ответственности и вовлеченности
Возможности
Снижение уровня запасов материалов в процессе производства.
Повышение ответственности и вовлеченности




8 Всеобщее обслуживание оборудования (TPM)
Всеобщее обслуживание оборудования – система обслуживания оборудования,
8 Всеобщее обслуживание оборудования (TPM)
Всеобщее обслуживание оборудования – система обслуживания оборудования,

Похожие названия
--
Используемые инструменты
--
Применяемые совместно методы
Организация рабочего пространства (5S),
Похожие названия
--
Используемые инструменты
--
Применяемые совместно методы
Организация рабочего пространства (5S),

Пользователи метода
Работники производственных, технических и ремонтных подразделений
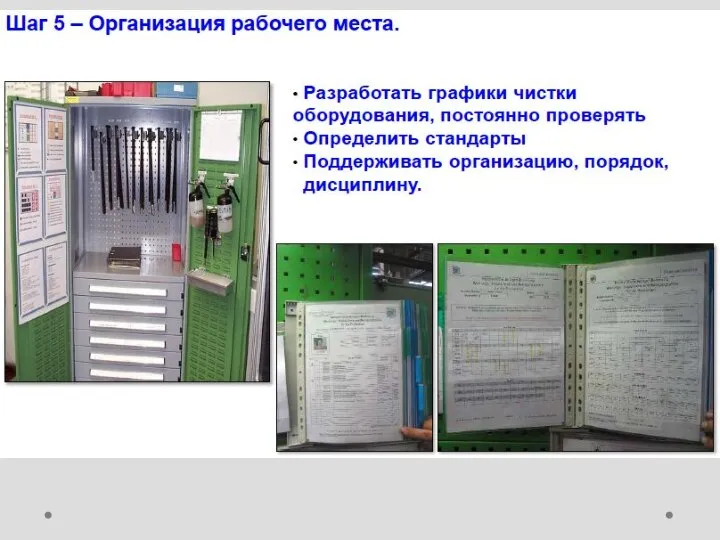
Этапы применения
а) Подготовить рабочие
Пользователи метода
Работники производственных, технических и ремонтных подразделений
Этапы применения
а) Подготовить рабочие
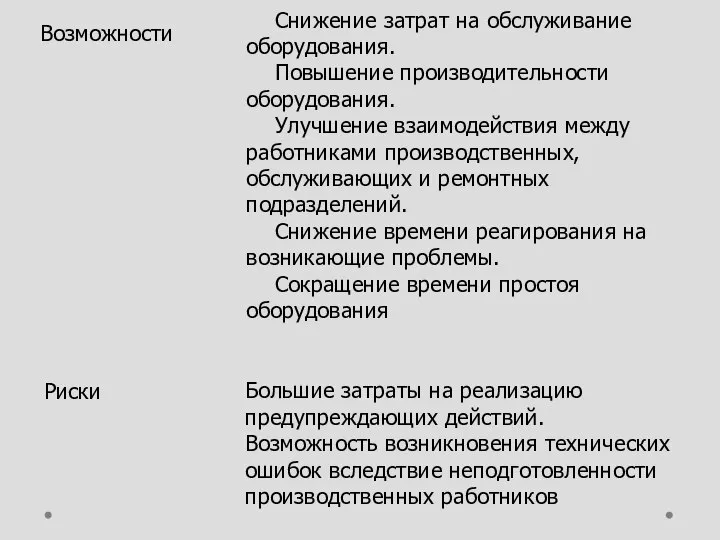
Возможности
Снижение затрат на обслуживание оборудования.
Повышение производительности оборудования.
Улучшение взаимодействия между работниками
Возможности
Снижение затрат на обслуживание оборудования.
Повышение производительности оборудования.
Улучшение взаимодействия между работниками











Оценка эффективности функционирования ТРМ. Общая эффективность оборудования (OEE)
Общая эффективность оборудования (OEE
Оценка эффективности функционирования ТРМ. Общая эффективность оборудования (OEE)
Общая эффективность оборудования (OEE

ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ РАСПРЕДЕЛЕНИЯ ВРЕМЕНИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ И ПОТЕРЬ
ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ РАСПРЕДЕЛЕНИЯ ВРЕМЕНИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ И ПОТЕРЬ

Критерии эффективности (ОЕЕ)
Готовность
Производительность
Качество
Критерии эффективности (ОЕЕ)
Готовность
Производительность
Качество
Готовность
Критерий готовности анализирует потери во времени, включающие в себя события, которые
Готовность
Критерий готовности анализирует потери во времени, включающие в себя события, которые
Производительность
Критерий производительности учитывает потери в скорости, включающие в себя все факторы, которые
Производительность
Критерий производительности учитывает потери в скорости, включающие в себя все факторы, которые

Качество
Критерий качества учитывает потери в качестве, которые включают в себя производство несоответствующее
Качество
Критерий качества учитывает потери в качестве, которые включают в себя производство несоответствующее

Расчет ОЕЕ
Потери (неэффективное использование оборудования, простои):
1 – непредвиденные остановки;
2 – простои;
3
Расчет ОЕЕ
Потери (неэффективное использование оборудования, простои):
1 – непредвиденные остановки;
2 – простои;
3

 Ринок цінних паперів. (Тема 6)
Ринок цінних паперів. (Тема 6) Повышение конкурентоспособности и устойчивого развития АПК в современных условиях
Повышение конкурентоспособности и устойчивого развития АПК в современных условиях Popyt turystyczny
Popyt turystyczny Казахстанская модель экономического развития
Казахстанская модель экономического развития Экономическое обоснование. Тема №3
Экономическое обоснование. Тема №3 «ЭнергоГород». Решение для реализации «умного города» на уровне Региона
«ЭнергоГород». Решение для реализации «умного города» на уровне Региона Использование механизмов государственно-частное партнерство в развития инфраструктуры здравоохранения
Использование механизмов государственно-частное партнерство в развития инфраструктуры здравоохранения Спрос и предложение. Деловая игра
Спрос и предложение. Деловая игра Регулювання торгівлі фінансовими активами. (Тема 4)
Регулювання торгівлі фінансовими активами. (Тема 4) Семья и семейное хозяйство (для школьников)
Семья и семейное хозяйство (для школьников) Конкурентоспособность продукции и факторы, ее определяющие
Конкурентоспособность продукции и факторы, ее определяющие Убинский сельсовет Убинского района Новосибирской области. Формирование комфортной городской среды
Убинский сельсовет Убинского района Новосибирской области. Формирование комфортной городской среды Система инноваций деятельности в организациях сферы услуг
Система инноваций деятельности в организациях сферы услуг Организация деятельности производственного подразделения электромонтажной организации
Организация деятельности производственного подразделения электромонтажной организации Методы разработки стратегических планов развития региона
Методы разработки стратегических планов развития региона Презентация Индексы NASDAQ (США)
Презентация Индексы NASDAQ (США) Характеристика группы 92 ТНВЭД
Характеристика группы 92 ТНВЭД Кредит. Задания для выполнения
Кредит. Задания для выполнения Меркантилизм. (Занятие 4)
Меркантилизм. (Занятие 4) Процесс систематизации экономических знаний. (Лекция 2)
Процесс систематизации экономических знаний. (Лекция 2) Теория потребительского выбора
Теория потребительского выбора Classical, neoclassical and modern theories of international trade
Classical, neoclassical and modern theories of international trade Формирование функциональных требований к информационной системе для предприятия (на примере ООО Asia Pro)
Формирование функциональных требований к информационной системе для предприятия (на примере ООО Asia Pro) Задания ЕГЭ. Варианты В1
Задания ЕГЭ. Варианты В1 Нестационарные временные ряды
Нестационарные временные ряды Основные показатели эффективности проекта освоения месторождения
Основные показатели эффективности проекта освоения месторождения Об организации территориального общественного самоуправления
Об организации территориального общественного самоуправления The economics of innovation. Lecture 1: Introduction to the economics of innovation
The economics of innovation. Lecture 1: Introduction to the economics of innovation