- Бесцентровое шлифование наружных поверхностей тел вращения

Содержание
- 2. Преимущества способа: более производительный метод обработки, чем круглое наружное шлифование в центрах или патроне. Процесс бесцентрового
- 3. Способы бесцентрового шлифования: сквозной подачей (на проход) с продольной подачей до упора с поперечной подачей (врезанием)
- 4. Схемы бесцентрового шлифования: а, б — с продольной подачей заготовки; в, г — модель гиперболоида и
- 5. Бесцентровое шлифование с продольной подачей Ведущий круг касается шлифуемой заготовки по всей ширине круга, а не
- 6. Высокой точности при шлифовании на проход достигают несколькими переходами шлифования. Глубина резания 0,04...0,4 мм в зависимости
- 7. Для полной автоматизации процесса шлифования применяют автоматические подналадчики, которые поддерживают постоянный размер диаметра шлифуемой заготовки. Основную
- 9. Скачать презентацию
Преимущества способа:
более производительный метод обработки, чем круглое наружное шлифование в
Преимущества способа:
более производительный метод обработки, чем круглое наружное шлифование в
Способы бесцентрового шлифования:
сквозной подачей (на проход)
с продольной подачей до упора
с
Способы бесцентрового шлифования:
сквозной подачей (на проход)
с продольной подачей до упора
с
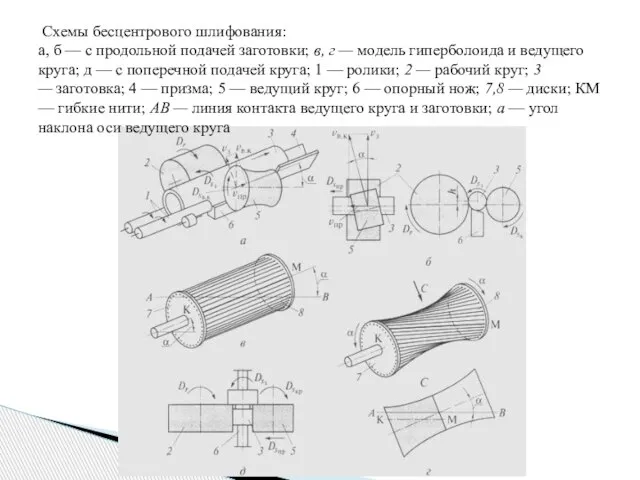
Схемы бесцентрового шлифования:
а, б — с продольной подачей заготовки; в, г
Схемы бесцентрового шлифования: а, б — с продольной подачей заготовки; в, г
Бесцентровое шлифование с продольной подачей
Ведущий круг касается шлифуемой заготовки по
Бесцентровое шлифование с продольной подачей
Ведущий круг касается шлифуемой заготовки по
Высокой точности при шлифовании на проход достигают несколькими переходами шлифования.
Высокой точности при шлифовании на проход достигают несколькими переходами шлифования.
Для полной автоматизации процесса шлифования применяют автоматические подналадчики, которые поддерживают
Для полной автоматизации процесса шлифования применяют автоматические подналадчики, которые поддерживают
 Атомное ядро
Атомное ядро Аттестационная работа. Исследовательская деятельность школьников по физике
Аттестационная работа. Исследовательская деятельность школьников по физике Презентация Энергосберегающие лампы.
Презентация Энергосберегающие лампы. Электродинамика. Электростатика
Электродинамика. Электростатика Mechanika płynów
Mechanika płynów Подготовила учитель физики МОУ СОШ №1 р.п. Степное Бейбулатова Е.А.
Подготовила учитель физики МОУ СОШ №1 р.п. Степное Бейбулатова Е.А. Аттестационная работа. Образовательная программа элективного курса Физика и экология
Аттестационная работа. Образовательная программа элективного курса Физика и экология Виконали : Рожко Вікторія Марченко Крістіна
Виконали : Рожко Вікторія Марченко Крістіна  Лупа
Лупа Электрическое поле, заряд. Напряженность
Электрическое поле, заряд. Напряженность Количество теплоты.
Количество теплоты. Движение под действием силы тяжести
Движение под действием силы тяжести Ядерна модель атома. Квантові постулати Бора .
Ядерна модель атома. Квантові постулати Бора .  Звук. Звуковая шкала
Звук. Звуковая шкала Великие физики
Великие физики Закон сохранения импульса
Закон сохранения импульса Механическая работа. Единицы работы
Механическая работа. Единицы работы Устройство токарно-револьверного станка 1Г340П
Устройство токарно-револьверного станка 1Г340П Презентация по физике "Курс лекций по молекулярной физике" - скачать бесплатно
Презентация по физике "Курс лекций по молекулярной физике" - скачать бесплатно Необходимость разработки и строительства в Республике Беларусь исследовательского ядерного реактора
Необходимость разработки и строительства в Республике Беларусь исследовательского ядерного реактора Электромагнитная индукция. Опыты Фарадея Подготовка к ГИА Учитель: Попова И.А. МБНОУ гимназия № 1 г. Белово Белово 2013
Электромагнитная индукция. Опыты Фарадея Подготовка к ГИА Учитель: Попова И.А. МБНОУ гимназия № 1 г. Белово Белово 2013 Электромагнитные излучения
Электромагнитные излучения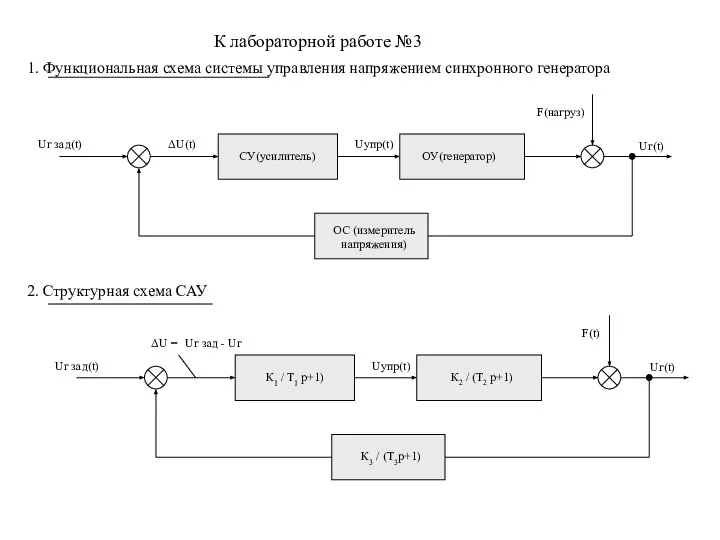 Функциональная схема системы управления напряжением синхронного генератора. (Лабораторная работа 3)
Функциональная схема системы управления напряжением синхронного генератора. (Лабораторная работа 3) Магнитное поле
Магнитное поле Модель
Модель Презентация Законы геометрической оптики Урок повторения и отработки умений
Презентация Законы геометрической оптики Урок повторения и отработки умений  Электро-магнитные волны. Лекция 7
Электро-магнитные волны. Лекция 7 Жылу алмасу үдерістері
Жылу алмасу үдерістері