- Клёпка, пайка, притирка и доводка

Содержание
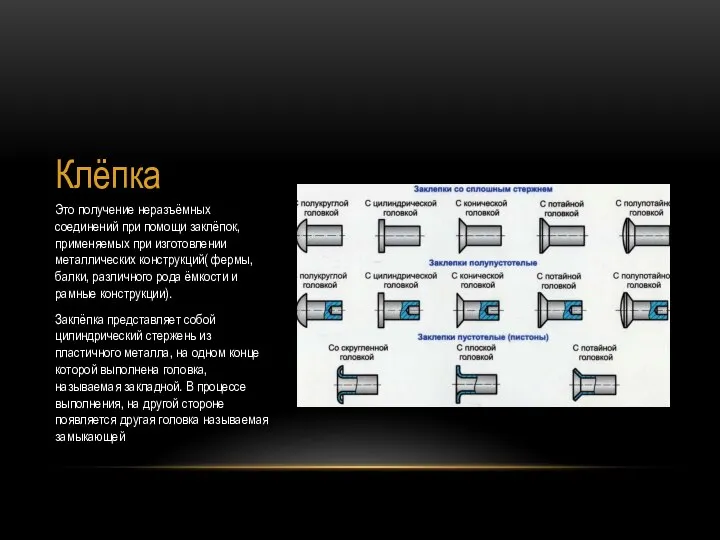
- 2. Клёпка Это получение неразъёмных соединений при помощи заклёпок, применяемых при изготовлении металлических конструкций( фермы, балки, различного
- 3. Заклёпочные соединения Применяют: В конструкциях, работающих под действием вибрационной и ударной нагрузки. При высоких требованиях к
- 4. Техника безопасности при клёпке Молоток должен быть хорошо насажен на рукоятку. Бойки молотков, а также обжимки,
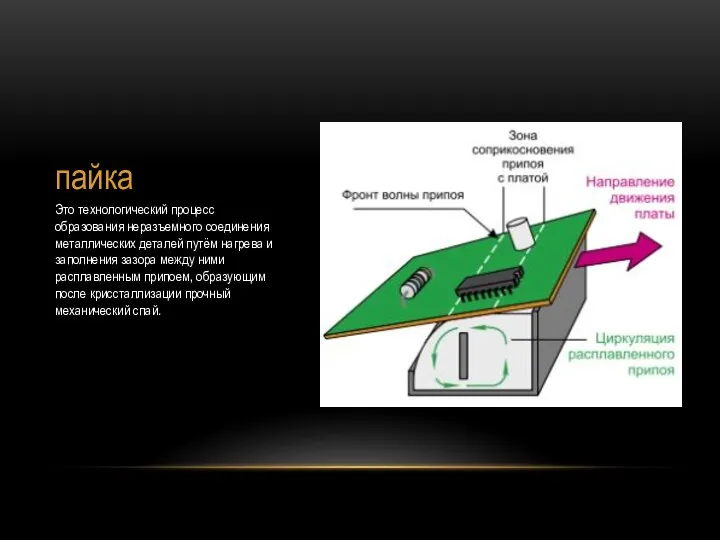
- 5. пайка Это технологический процесс образования неразъемного соединения металлических деталей путём нагрева и заполнения зазора между ними
- 6. КЛАССИФИКАЦИЯ ПАЙКИ По способу нагрева соединяемых деталей и припоя В зависимости от характера окружающей среды По
- 7. ОСНОВНЫЕ ДЕФЕКТЫ ПРИ ПАЙКЕ Наличие трещин в паяном шве в результате быстрого охлаждения деталей после пайки
- 8. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ Все работы, связанные с выделением газа, дыма, копоти, производить под вытяжным зонтом
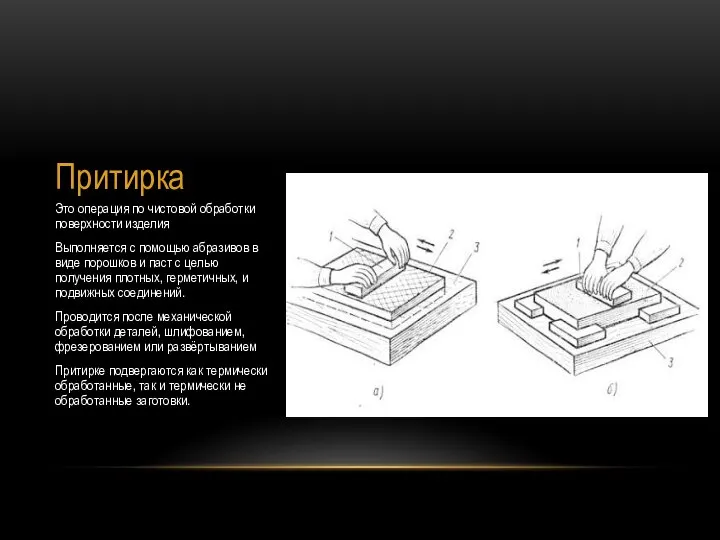
- 9. Притирка Это операция по чистовой обработки поверхности изделия Выполняется с помощью абразивов в виде порошков и
- 10. притиры Применяются главным образом для притирки несопрягаемых между собой поверхностей, доводки и отделки отверстий, внутренних и
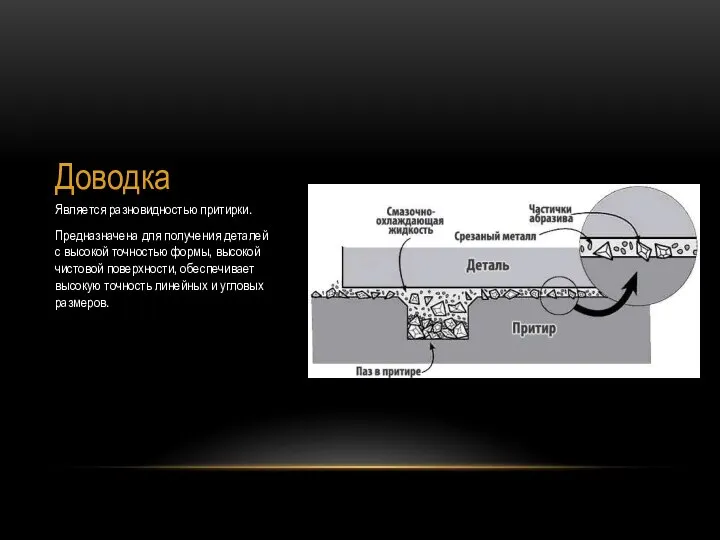
- 11. Доводка Является разновидностью притирки. Предназначена для получения деталей с высокой точностью формы, высокой чистовой поверхности, обеспечивает
- 13. Скачать презентацию
Клёпка
Это получение неразъёмных соединений при помощи заклёпок, применяемых при изготовлении металлических
Клёпка
Это получение неразъёмных соединений при помощи заклёпок, применяемых при изготовлении металлических

Заклёпочные соединения
Применяют:
В конструкциях, работающих под действием вибрационной и ударной нагрузки.
При высоких
Заклёпочные соединения
Применяют:
В конструкциях, работающих под действием вибрационной и ударной нагрузки.
При высоких

Техника безопасности при клёпке
Молоток должен быть хорошо насажен на рукоятку.
Бойки молотков,
Техника безопасности при клёпке
Молоток должен быть хорошо насажен на рукоятку.
Бойки молотков,
пайка
Это технологический процесс образования неразъемного соединения металлических деталей путём нагрева и
пайка
Это технологический процесс образования неразъемного соединения металлических деталей путём нагрева и
КЛАССИФИКАЦИЯ ПАЙКИ
По способу нагрева соединяемых деталей и припоя
В зависимости от характера
КЛАССИФИКАЦИЯ ПАЙКИ
По способу нагрева соединяемых деталей и припоя
В зависимости от характера
ОСНОВНЫЕ ДЕФЕКТЫ ПРИ ПАЙКЕ
Наличие трещин в паяном шве в результате быстрого
ОСНОВНЫЕ ДЕФЕКТЫ ПРИ ПАЙКЕ
Наличие трещин в паяном шве в результате быстрого
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ
Все работы, связанные с выделением газа, дыма, копоти,
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ
Все работы, связанные с выделением газа, дыма, копоти,
Притирка
Это операция по чистовой обработки поверхности изделия
Выполняется с помощью абразивов в
Притирка
Это операция по чистовой обработки поверхности изделия
Выполняется с помощью абразивов в

притиры
Применяются главным образом для притирки несопрягаемых между собой поверхностей, доводки и
притиры
Применяются главным образом для притирки несопрягаемых между собой поверхностей, доводки и
Доводка
Является разновидностью притирки.
Предназначена для получения деталей с высокой точностью формы,
Доводка
Является разновидностью притирки.
Предназначена для получения деталей с высокой точностью формы,
 Прикладная механика. Часть II. Механика деформируемого твердого тела
Прикладная механика. Часть II. Механика деформируемого твердого тела Электрические явления в атмосфере
Электрические явления в атмосфере  Формула Ляме
Формула Ляме Развитие теоретических принципов лазерной техники. Вклад А.М. Прохорова и Н.Г. Басова
Развитие теоретических принципов лазерной техники. Вклад А.М. Прохорова и Н.Г. Басова Второй закон термодинамики и работоспособность термодинамических систем. (Лекция 6)
Второй закон термодинамики и работоспособность термодинамических систем. (Лекция 6) Комплексные методы анализа ГХ-МС и ВЭЖХ-МС
Комплексные методы анализа ГХ-МС и ВЭЖХ-МС Оптика. Геометрическая оптика
Оптика. Геометрическая оптика Свободные колебания системы с несколькими степенями свободы
Свободные колебания системы с несколькими степенями свободы Магнитное поле и его характеристики
Магнитное поле и его характеристики Молекулярно-кинетическая теория газов. (Лекция 2)
Молекулярно-кинетическая теория газов. (Лекция 2) Великий инженер Василий Григорьевич Шухов Авторы: учащиеся 8 «Б» класса МОУ «Киришский лицей» Ленинградская область г. Кириши
Великий инженер Василий Григорьевич Шухов Авторы: учащиеся 8 «Б» класса МОУ «Киришский лицей» Ленинградская область г. Кириши  Повторение темы: Тепловые явления
Повторение темы: Тепловые явления Трение в природе, технике, быту Интегрированный урок физика + биология + история Форма: деловая игра Класс: 6 б Дата: 18.03.2009 Учите
Трение в природе, технике, быту Интегрированный урок физика + биология + история Форма: деловая игра Класс: 6 б Дата: 18.03.2009 Учите Частицы и взаимодействия. Ускорители частиц. Элементарные частицы. Экспериментальное исследование структуры частиц. (Лекция 9)
Частицы и взаимодействия. Ускорители частиц. Элементарные частицы. Экспериментальное исследование структуры частиц. (Лекция 9)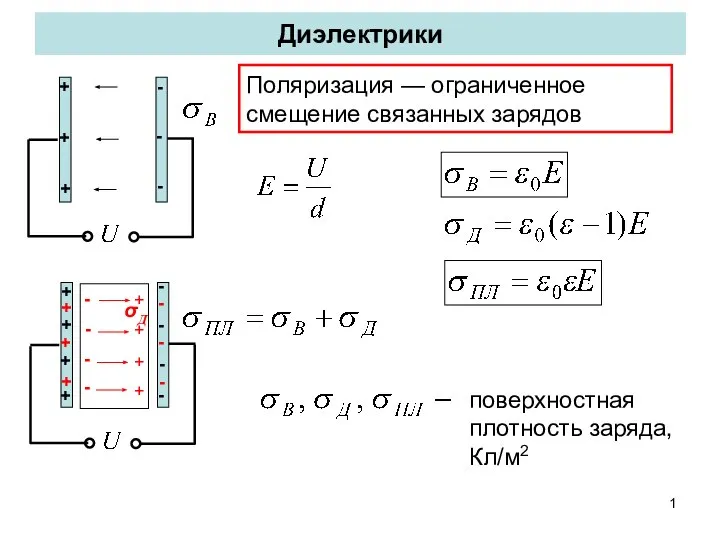 Диэлектрики
Диэлектрики Шкала електромагнітних хвиль
Шкала електромагнітних хвиль Твердые тела и их свойства
Твердые тела и их свойства Вакуумная базука
Вакуумная базука Теплообмен при кипении и конденсации
Теплообмен при кипении и конденсации II Закон термодинамики. Энтропия “S”- термодинамическая функция состояния [Дж/моль К] (Клаузиус)
II Закон термодинамики. Энтропия “S”- термодинамическая функция состояния [Дж/моль К] (Клаузиус) Газовые законы
Газовые законы Организация внеклассной работы по физике в условиях модернизации образования
Организация внеклассной работы по физике в условиях модернизации образования Контрольная работа по теме РЫЧАГ БЛОК
Контрольная работа по теме РЫЧАГ БЛОК  Ядерные реакции. Энергия связи атомного ядра
Ядерные реакции. Энергия связи атомного ядра Электромагнитная индукция. Ханс Кристиан Эрстед – датский ученый (14.VIII.1777–9.III.1851)
Электромагнитная индукция. Ханс Кристиан Эрстед – датский ученый (14.VIII.1777–9.III.1851) Фильтры / кондиционеры охлаждающей жидкости
Фильтры / кондиционеры охлаждающей жидкости Конструкционные материалы на основе легких металлов: сплавы бериллия
Конструкционные материалы на основе легких металлов: сплавы бериллия Тепловое движение. Модель идеального газа
Тепловое движение. Модель идеального газа