- Разборка машин и агрегатов

Содержание
- 2. Тупиковый способ применяется только при частичной разборке автомобиля или на предприятиях с небольшой программой ремонтных работ.
- 3. При данном способе автомобиль разбирают на одном рабочем месте от начала до конца.
- 4. Поточный способ разборки применяется на предприятиях с большой производственной программой ремонта автомобилей одной марки.
- 5. Разборка автомобиля при поточном способе осуществляется постепенно на нескольких рабочих постах разборочной линии.
- 6. Технологический процесс разборки выполняется согласно технологической карте, что позволяет рационально организовать рабочие посты и применять специализированное
- 7. При разборочных работах используют пневматические и электрические гайковерты. Широко применяют подъемно-транспортные устройства (монорельсы с электрической талью-тельфером,
- 8. При разборке соединений с натягом используют различного рода съемники, гидравлические, рычажные и винтовые прессы.
- 9. Порядок выполнения разборочных работ зависит от конструктивных особенностей автомобиля и принятой организации выполняемых работ. Большой объем
- 10. При разборке резьбовых соединений надо широко применять механизированный инструмент. Трещоточные и коловоротные ключи являются более предпочтительными.
- 11. При разборке деталей, соединенных заклепками, осуществляют срезание или высверливание головок заклепок и последующее их выдавливание из
- 12. Разбирают соединения с натягом только на винтовых, рычажных и гидравлических прессах или с помощью съемников. Использование
- 13. Рекомендуется на разборочных участках применять специальные стенды для установки и крепления агрегатов, различные виды устройств для
- 14. На качество разборочных работ большое влияние оказывает сохранность деталей при транспортировке.
- 15. Техническими условиями на ремонт, сборку и испытание автомобилей установлен ряд соединений, которые нельзя обезличивать:
- 16. коленчатый вал с маховиком блок цилиндров с картером маховика шатун с крышкой блок цилиндров с крышками
- 17. У данных соединений при разборке следует максимально сохранять приработанные пары.
- 18. Разобранные детали перед поступлением на контроль подвергаются очистке и обезжириванию для удаления различных видов отложений в
- 20. От качества очистки и мойки автомобилей, агрегатов и деталей зависит долговечность работы отремонтированных машин, производительность труда
- 21. Контроль и сортировка деталей Очищенные и обезжиренные детали подвергаются контролю и сортировке на годные без восстановления,
- 22. К годным относятся детали, износ которых не превышает пределы допускаемого износа, позволяющего использовать детали при дальнейшей
- 23. Детали, износ которых больше допустимого, но не относящиеся к группе негодных, маркируют желтой, зеленой или голубой
- 24. Негодные детали, имеющие такие повреждения, как трещины, обломы, выкрашивание металла рабочих поверхностей и т.п., маркируют красной
- 25. Таким образом, контроль и сортировка позволяет экономить на приобретении новых деталей и узлов и не допустить
- 26. Комплектование деталей и сборка агрегатов Сложность КР заключается в том, что сборка осуществляется из деталей, имеющих
- 27. Комплектование заключается в подборе деталей данного узла, механизма по однородности их размеров, а если необходимо, то
- 28. Для повышения качества и надежности отремонтированных автомобилей, комплектовочные работы должны выполняться в строгом соответствии с техническими
- 29. Сборка автомобиля на авторемонтном предприятии слагается из сборки подгрупп, узлов и вспомогательных агрегатов.
- 30. Сборка агрегатов: Детали соединяются в подгруппы соединение подгрупп и деталей с базовой деталью образует узел или
- 31. Сборочные работы в ремонтном производстве занимают значительный процент (18-22%) общей трудоемкости капитального ремонта автомобилей.
- 32. При сборке кроме соединения деталей болтами, шпильками, винтами, с натягом, сваркой, клепкой, шлицами и шпонками осуществляют
- 33. Качество сборочных работ определяют соответствием сборочных параметров (посадок, моментов затяжки, взаимного положения деталей, характером регулировок, герметичности,
- 35. Скачать презентацию
Тупиковый способ применяется только при частичной разборке автомобиля или на предприятиях

При данном способе автомобиль разбирают на одном рабочем месте от начала
При данном способе автомобиль разбирают на одном рабочем месте от начала
Поточный способ разборки применяется на предприятиях с большой производственной программой ремонта
Поточный способ разборки применяется на предприятиях с большой производственной программой ремонта

Разборка автомобиля при поточном способе осуществляется постепенно на нескольких рабочих постах
Разборка автомобиля при поточном способе осуществляется постепенно на нескольких рабочих постах
Технологический процесс разборки выполняется согласно технологической карте, что позволяет рационально организовать
Технологический процесс разборки выполняется согласно технологической карте, что позволяет рационально организовать
При разборочных работах используют пневматические и электрические гайковерты. Широко применяют подъемно-транспортные

При разборке соединений с натягом используют различного рода съемники, гидравлические, рычажные
При разборке соединений с натягом используют различного рода съемники, гидравлические, рычажные
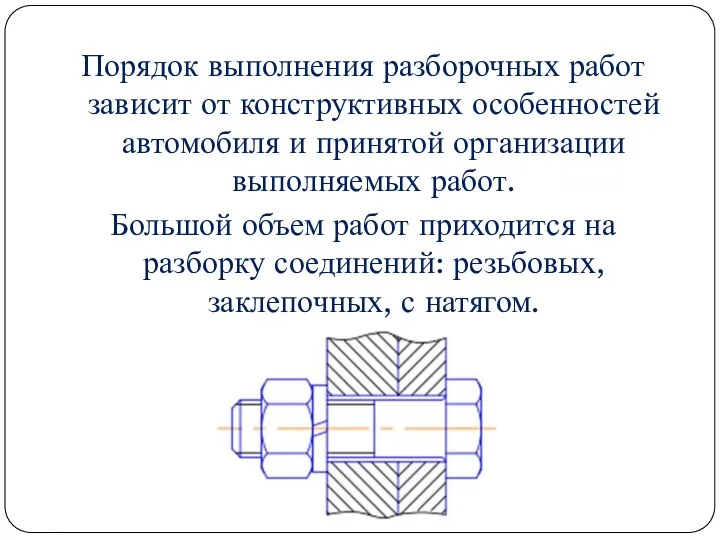
Порядок выполнения разборочных работ зависит от конструктивных особенностей автомобиля и принятой
Порядок выполнения разборочных работ зависит от конструктивных особенностей автомобиля и принятой
При разборке резьбовых соединений надо широко применять механизированный инструмент. Трещоточные и
При разборке резьбовых соединений надо широко применять механизированный инструмент. Трещоточные и
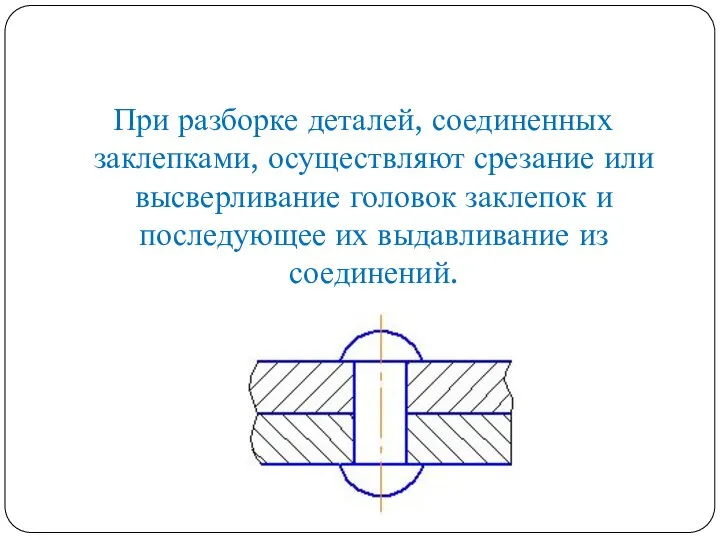
При разборке деталей, соединенных заклепками, осуществляют срезание или высверливание головок заклепок
При разборке деталей, соединенных заклепками, осуществляют срезание или высверливание головок заклепок

Разбирают соединения с натягом только на винтовых, рычажных и гидравлических прессах
Разбирают соединения с натягом только на винтовых, рычажных и гидравлических прессах

Рекомендуется на разборочных участках применять специальные стенды для установки и крепления
Рекомендуется на разборочных участках применять специальные стенды для установки и крепления
На качество разборочных работ большое влияние оказывает сохранность деталей при транспортировке.
На качество разборочных работ большое влияние оказывает сохранность деталей при транспортировке.
Техническими условиями на ремонт, сборку и испытание автомобилей установлен ряд соединений,
коленчатый вал с маховиком
блок цилиндров с картером маховика
шатун с крышкой
блок цилиндров
коленчатый вал с маховиком
блок цилиндров с картером маховика
шатун с крышкой
блок цилиндров
У данных соединений при разборке следует максимально сохранять приработанные пары.
У данных соединений при разборке следует максимально сохранять приработанные пары.
Разобранные детали перед поступлением на контроль подвергаются очистке и обезжириванию для

От качества очистки и мойки автомобилей, агрегатов и деталей зависит долговечность
От качества очистки и мойки автомобилей, агрегатов и деталей зависит долговечность
Контроль и сортировка деталей
Очищенные и обезжиренные детали подвергаются контролю и сортировке
Контроль и сортировка деталей
Очищенные и обезжиренные детали подвергаются контролю и сортировке
К годным относятся детали, износ которых не превышает пределы допускаемого износа,
Детали, износ которых больше допустимого, но не относящиеся к группе негодных,
Детали, износ которых больше допустимого, но не относящиеся к группе негодных,
Негодные детали, имеющие такие повреждения, как трещины, обломы, выкрашивание металла рабочих
Негодные детали, имеющие такие повреждения, как трещины, обломы, выкрашивание металла рабочих

Таким образом, контроль и сортировка позволяет экономить на приобретении новых деталей
Таким образом, контроль и сортировка позволяет экономить на приобретении новых деталей
Комплектование деталей и сборка агрегатов
Сложность КР заключается в том, что сборка
Комплектование деталей и сборка агрегатов
Сложность КР заключается в том, что сборка

Комплектование заключается в подборе деталей данного узла, механизма по однородности их
Комплектование заключается в подборе деталей данного узла, механизма по однородности их
Для повышения качества и надежности отремонтированных автомобилей, комплектовочные работы должны выполняться
Сборка автомобиля на авторемонтном предприятии слагается из сборки подгрупп, узлов и
Сборка автомобиля на авторемонтном предприятии слагается из сборки подгрупп, узлов и
Сборка агрегатов:
Детали соединяются в подгруппы
соединение подгрупп и деталей с базовой деталью
Сборка агрегатов:
Детали соединяются в подгруппы
соединение подгрупп и деталей с базовой деталью

Сборочные работы в ремонтном производстве занимают значительный процент (18-22%) общей трудоемкости
Сборочные работы в ремонтном производстве занимают значительный процент (18-22%) общей трудоемкости
При сборке кроме соединения деталей болтами, шпильками, винтами, с натягом, сваркой,
При сборке кроме соединения деталей болтами, шпильками, винтами, с натягом, сваркой,
Качество сборочных работ определяют соответствием сборочных параметров (посадок, моментов затяжки, взаимного
Качество сборочных работ определяют соответствием сборочных параметров (посадок, моментов затяжки, взаимного
 Метод ядерного магнитного резонанса (ЯМР)
Метод ядерного магнитного резонанса (ЯМР) Опыт Франка и Герца (1914)
Опыт Франка и Герца (1914) Роботизированные машины для выполнения интеллектуальных технологий в растениеводстве
Роботизированные машины для выполнения интеллектуальных технологий в растениеводстве Под геофизическими полями понимают физические поля образованные планетой ЗЕМЛЯ
Под геофизическими полями понимают физические поля образованные планетой ЗЕМЛЯ  Дифракция механических волн
Дифракция механических волн  Импульс и энергия. (Energy & Momentum)
Импульс и энергия. (Energy & Momentum) Своя игра по теме «Электрические явления». Для учащихся 8 классов
Своя игра по теме «Электрические явления». Для учащихся 8 классов Электромагнитные излучения
Электромагнитные излучения РЕГУЛЯРНЫЕ ИЗМЕНЕНИЯ ГРАВИТАЦИОННОГО ПОЛЯ КАК РИТМОЗАДАЮЩИЙ ФАКТОР ФИЗИКО-ХИМИЧЕСКИХ И БИОЛОГИЧЕСКИХ ПРОЦЕССОВ (Арктическ
РЕГУЛЯРНЫЕ ИЗМЕНЕНИЯ ГРАВИТАЦИОННОГО ПОЛЯ КАК РИТМОЗАДАЮЩИЙ ФАКТОР ФИЗИКО-ХИМИЧЕСКИХ И БИОЛОГИЧЕСКИХ ПРОЦЕССОВ (Арктическ Выращивание бездефектных кристаллов
Выращивание бездефектных кристаллов Презентация по физике "Оптика optics" - скачать
Презентация по физике "Оптика optics" - скачать  Похибки вимірювань
Похибки вимірювань Явище поляризація світла. Оптична активність речовин
Явище поляризація світла. Оптична активність речовин Система газ-твердое. Лекция 24
Система газ-твердое. Лекция 24 Конвективный теплообмен. Свойства жидкостей
Конвективный теплообмен. Свойства жидкостей Интегрированный (физика + музыка) повторительно-обобщающий урок по теме: «Звуковые волны»
Интегрированный (физика + музыка) повторительно-обобщающий урок по теме: «Звуковые волны» Решение задач. Силы в природе, законы Ньютона
Решение задач. Силы в природе, законы Ньютона ТЕПЛОВЫЕ ДВИГАТЕЛИ. КПД ТЕПЛОВЫХ ДВИГАТЕЛЕЙ
ТЕПЛОВЫЕ ДВИГАТЕЛИ. КПД ТЕПЛОВЫХ ДВИГАТЕЛЕЙ Молекулярная динамика. Вчера, сегодня, завтра
Молекулярная динамика. Вчера, сегодня, завтра Световые явления. Урок – обобщение 8 класс
Световые явления. Урок – обобщение 8 класс Звуковые волны в различных средах
Звуковые волны в различных средах Свободное движение твердого тела. (Лекция 5, Кафедра теоретической механики)
Свободное движение твердого тела. (Лекция 5, Кафедра теоретической механики) Опиливание металла
Опиливание металла Деталі машин. Лекція 1
Деталі машин. Лекція 1 Линейные антенные решетки
Линейные антенные решетки Презентация Майкл Фарадей
Презентация Майкл Фарадей  Давление газа. Закон Паскаля
Давление газа. Закон Паскаля Развитие представлений о материи и взаимодействии в контексте развития исследовательских программ и картин мира
Развитие представлений о материи и взаимодействии в контексте развития исследовательских программ и картин мира