- Разработка технологии ремонта гильз цилиндров дизельных двигателей

Содержание
- 2. Содержание
- 3. ООО «Дизель Авто» Услуги предприятия ( вид деятельности): Авторемонт и техобслуживание (СТО), Ремонт дизельных двигателей ТО
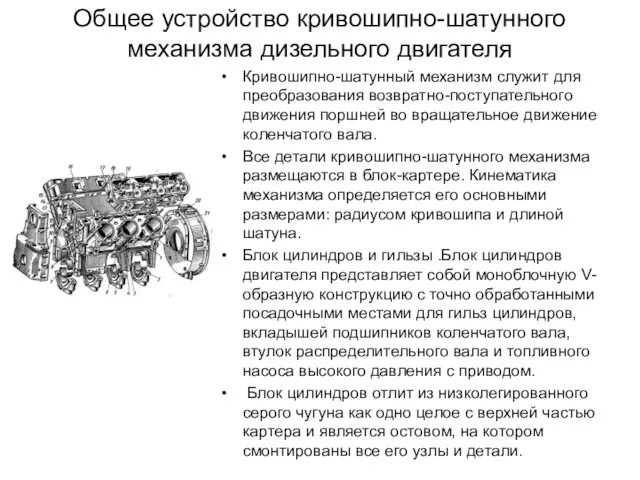
- 4. Общее устройство кривошипно-шатунного механизма дизельного двигателя Кривошипно-шатунный механизм служит для преобразования возвратно-поступательного движения поршней во вращательное
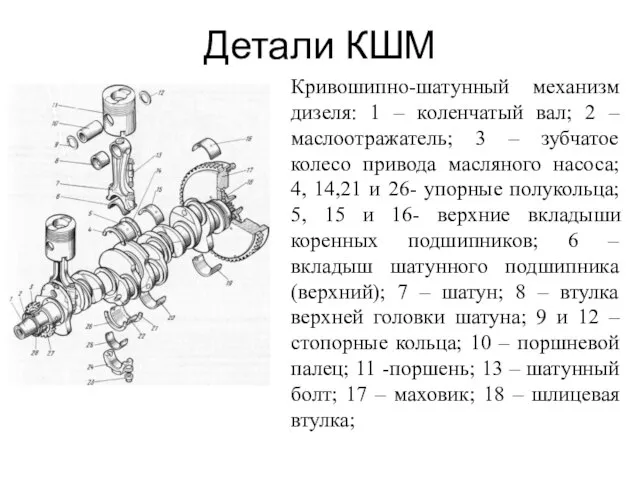
- 5. Детали КШМ Кривошипно-шатунный механизм дизеля: 1 – коленчатый вал; 2 – маслоотражатель; 3 – зубчатое колесо
- 6. Гильзы цилиндров мокрого типа, отлиты из низколегированного серого чугуна, обладающего повышенной сопротивляемостью изнашиванию и прочностью. Рабочая
- 7. Способы опирания гильзы цилиндра в блоке: а – верхним опорным поясом; б, в-нижним опорным поясом Для
- 8. Техническое обслуживание кшм дизельных двигателей 1 . Проверка технического состояния кривошипио-шатунного механизма. - Суммарный зазор в
- 9. Неисправности дизельных двигателей : износ коренных и шатунных шеек, износ вкладышей (подшипников) коренных и шатунных шеек,
- 10. Диагностика двигателя Прослушивание его работы с помощью различного типа виброакустических приборов -- от самых простых по
- 11. Компрессия в цилиндрах – прямое следствие состояния поршневых колец и гильз цилиндров. Чтобы проверить компрессию, необходимо:
- 12. Технологический процесс ремонта гильзы цилиндра Основные дефекты и причины возникновения Износ внутренней поверхности цилиндров Кавитационное изнашивание
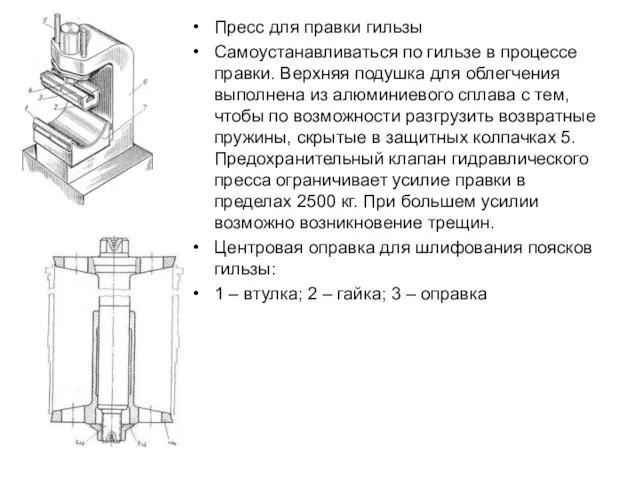
- 13. Пресс для правки гильзы Самоустанавливаться по гильзе в процессе правки. Верхняя подушка для облегчения выполнена из
- 14. Восстановление внутренней поверхности 1). восстановление изношенных деталей способом ремонтных размеров; 2). восстановление изношенных деталей наплавкой; 3).
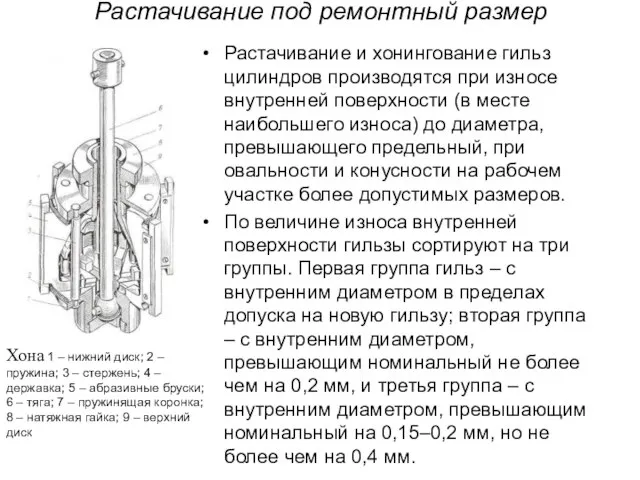
- 15. Растачивание под ремонтный размер Растачивание и хонингование гильз цилиндров производятся при износе внутренней поверхности (в месте
- 16. Электроимпульсное нанесение покрытий Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через проволоку напыляемого металла. При
- 17. Дефектация и анализ конструкции гильзы цилиндра Вначале подвергается внешнему осмотру с целью обнаружения явных дефектов (коррозия,
- 18. Перечень возможных дефектов гильз цилиндров
- 19. Возможные маршруты восстановления Гильза цилиндра Мойка Контроль качества Склад В зону ТР
- 20. Дефектовачная карта гильзы цилиндра
- 21. Технологическая карта на восстановление рабочей поверхности гильзы цилиндра
- 22. Операционная карта на расточку отверстия гильзы цилиндра
- 23. Организация деятельности коллектива исполнителей . Организация труда и роль руководителя
- 24. Организация технологического процесса зоны технического обслуживания и ремонта Основой организации работ на СТО является Положение о
- 25. Техника безопасности на моторном участке Для обеспечения безопасности работы слесаря-моториста необходимо соблюдать следующие требования: - Все
- 26. Заключение Главными задачами выпускной квалификационной работы является систематизирование и расширение теоретических и практических знаний по специальности
- 29. Скачать презентацию

Содержание
Содержание

ООО «Дизель Авто»
Услуги предприятия ( вид деятельности): Авторемонт и техобслуживание (СТО),
ООО «Дизель Авто»
Услуги предприятия ( вид деятельности): Авторемонт и техобслуживание (СТО),
Общее устройство кривошипно-шатунного механизма дизельного двигателя
Кривошипно-шатунный механизм служит для преобразования возвратно-поступательного
Общее устройство кривошипно-шатунного механизма дизельного двигателя
Кривошипно-шатунный механизм служит для преобразования возвратно-поступательного
Детали КШМ
Кривошипно-шатунный механизм дизеля: 1 – коленчатый вал; 2 – маслоотражатель;
Детали КШМ
Кривошипно-шатунный механизм дизеля: 1 – коленчатый вал; 2 – маслоотражатель;
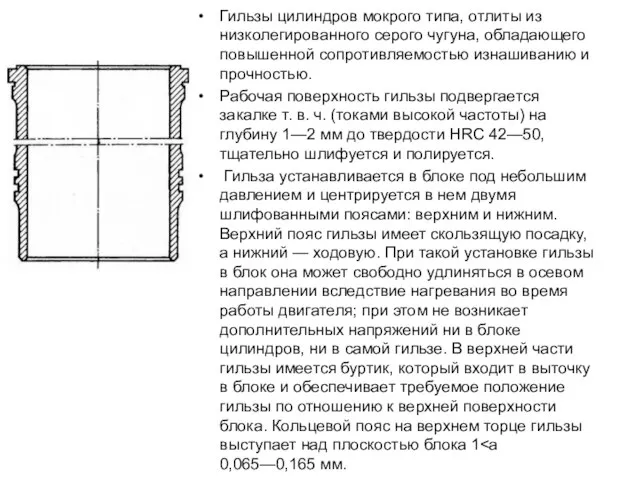
Гильзы цилиндров мокрого типа, отлиты из низколегированного серого чугуна, обладающего повышенной
Гильзы цилиндров мокрого типа, отлиты из низколегированного серого чугуна, обладающего повышенной

Способы опирания гильзы цилиндра в блоке:
а – верхним опорным поясом; б,
Способы опирания гильзы цилиндра в блоке:
а – верхним опорным поясом; б,

Техническое обслуживание кшм дизельных двигателей
1 . Проверка технического состояния кривошипио-шатунного механизма.
- Суммарный
Техническое обслуживание кшм дизельных двигателей
1 . Проверка технического состояния кривошипио-шатунного механизма.
- Суммарный

Неисправности дизельных двигателей
: износ коренных и шатунных шеек,
износ вкладышей (подшипников)
Неисправности дизельных двигателей
: износ коренных и шатунных шеек,
износ вкладышей (подшипников)

Диагностика двигателя
Прослушивание его работы с помощью различного типа виброакустических приборов --
Диагностика двигателя
Прослушивание его работы с помощью различного типа виброакустических приборов --
Компрессия в цилиндрах – прямое следствие состояния поршневых колец и гильз
Технологический процесс ремонта гильзы цилиндра
Основные дефекты и причины возникновения
Износ внутренней поверхности
Технологический процесс ремонта гильзы цилиндра
Основные дефекты и причины возникновения
Износ внутренней поверхности
Пресс для правки гильзы
Самоустанавливаться по гильзе в процессе правки. Верхняя подушка
Пресс для правки гильзы
Самоустанавливаться по гильзе в процессе правки. Верхняя подушка
Восстановление внутренней поверхности
1). восстановление изношенных деталей способом ремонтных размеров;
2). восстановление изношенных
Восстановление внутренней поверхности
1). восстановление изношенных деталей способом ремонтных размеров;
2). восстановление изношенных
Растачивание под ремонтный размер
Растачивание и хонингование гильз цилиндров производятся при износе
Растачивание под ремонтный размер
Растачивание и хонингование гильз цилиндров производятся при износе
Электроимпульсное нанесение покрытий
Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через
Электроимпульсное нанесение покрытий
Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через

Дефектация и анализ конструкции гильзы цилиндра
Вначале подвергается внешнему осмотру с
Дефектация и анализ конструкции гильзы цилиндра
Вначале подвергается внешнему осмотру с

Перечень возможных дефектов гильз цилиндров
Перечень возможных дефектов гильз цилиндров

Возможные маршруты восстановления
Гильза цилиндра
Мойка
Контроль качества
Склад
В зону ТР
Возможные маршруты восстановления
Гильза цилиндра
Мойка
Контроль качества
Склад
В зону ТР
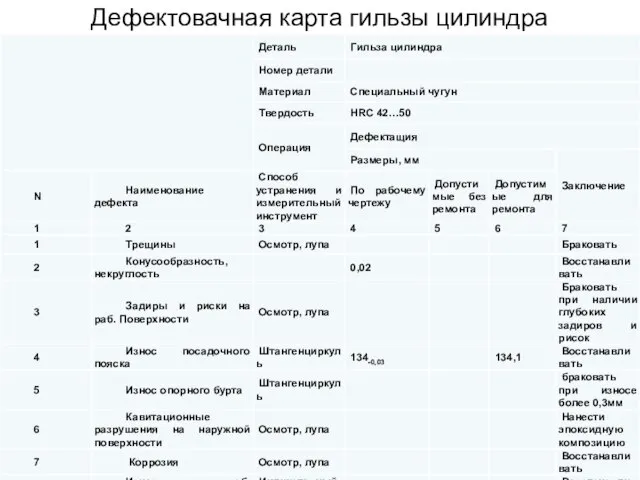
Дефектовачная карта гильзы цилиндра
Дефектовачная карта гильзы цилиндра
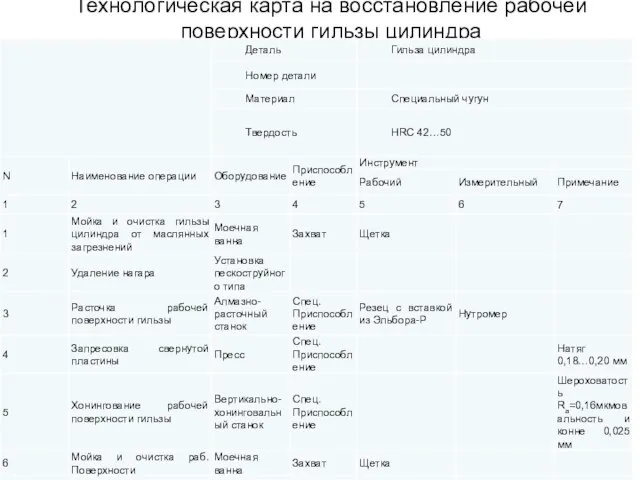
Технологическая карта на восстановление рабочей поверхности гильзы цилиндра
Технологическая карта на восстановление рабочей поверхности гильзы цилиндра
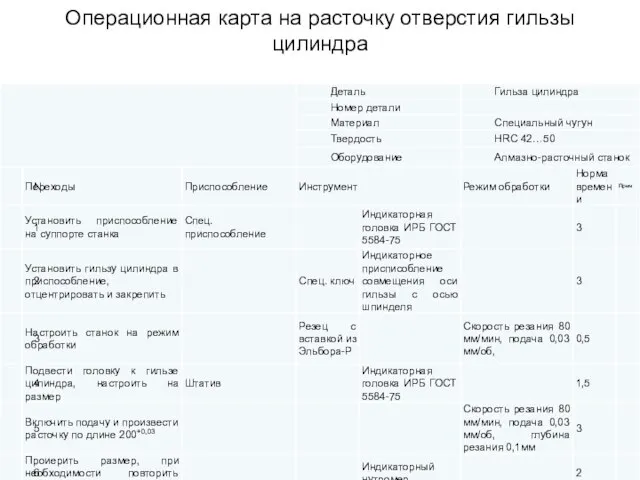
Операционная карта на расточку отверстия гильзы цилиндра
Операционная карта на расточку отверстия гильзы цилиндра
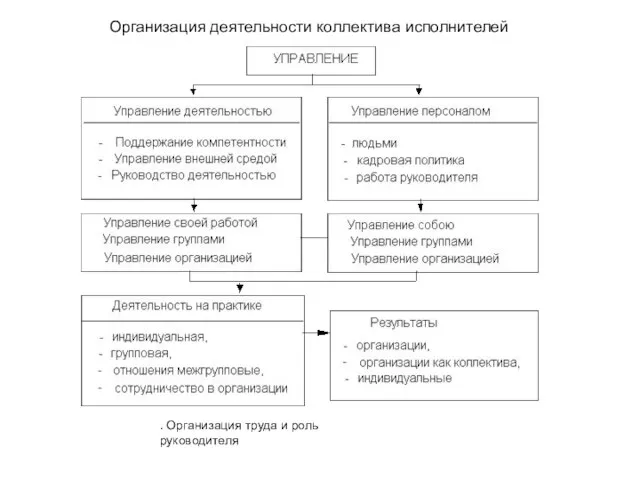
Организация деятельности коллектива исполнителей
. Организация труда и роль руководителя
Организация деятельности коллектива исполнителей
. Организация труда и роль руководителя

Организация технологического процесса зоны технического обслуживания и ремонта
Основой организации работ
Организация технологического процесса зоны технического обслуживания и ремонта
Основой организации работ
Техника безопасности на моторном участке
Для обеспечения безопасности работы слесаря-моториста необходимо соблюдать
Техника безопасности на моторном участке
Для обеспечения безопасности работы слесаря-моториста необходимо соблюдать
Заключение
Главными задачами выпускной квалификационной работы является систематизирование и расширение теоретических и
Заключение
Главными задачами выпускной квалификационной работы является систематизирование и расширение теоретических и

 Назначение передвижной электролаборатории
Назначение передвижной электролаборатории Электрический заряд, электризация тел, проводники и диэлектрики. 8 класс
Электрический заряд, электризация тел, проводники и диэлектрики. 8 класс Химические сдвиги ядер
Химические сдвиги ядер 01_02.09.2022_Кинематика
01_02.09.2022_Кинематика Световые явления
Световые явления Фотографии вышедшей из строя ШВП и фотографии обрабатываемой детали на обрабатывающем центре NHX5000
Фотографии вышедшей из строя ШВП и фотографии обрабатываемой детали на обрабатывающем центре NHX5000 Второй закон термодинамики и работоспособность термодинамических систем. (Лекция 6)
Второй закон термодинамики и работоспособность термодинамических систем. (Лекция 6) Тензорезисторлар
Тензорезисторлар Архимедова
Архимедова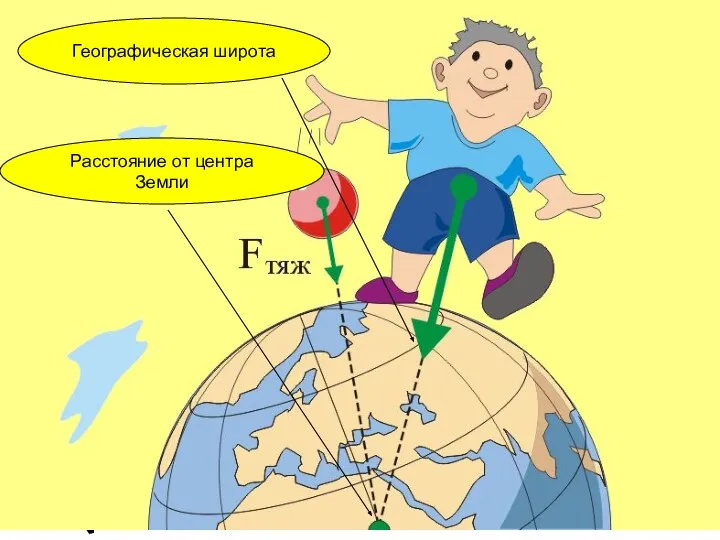 Закон всемирного тяготения
Закон всемирного тяготения Силы в природе. Гравитационные силы
Силы в природе. Гравитационные силы Обучение основам работы в программе Геокор-2
Обучение основам работы в программе Геокор-2 Основы слесарно-сборочных и электромонтажных работ. Правила эксплуатации и безопасности обслуживания электроустановок
Основы слесарно-сборочных и электромонтажных работ. Правила эксплуатации и безопасности обслуживания электроустановок Изготавливаем аналог “Скандинавского безмена”
Изготавливаем аналог “Скандинавского безмена” Датчики дроссельной заслонки АВ120
Датчики дроссельной заслонки АВ120 Основные принципы современного естетсвозанния. Происхождение и структура Вселенной. Уровень элементарных частиц
Основные принципы современного естетсвозанния. Происхождение и структура Вселенной. Уровень элементарных частиц Плотность. Пример оформления задач
Плотность. Пример оформления задач Проводники в электростатическом поле
Проводники в электростатическом поле Элементы атомной физики. (Лекция 9)
Элементы атомной физики. (Лекция 9) Гипотеза образования галактик
Гипотеза образования галактик Теплотехника 190603 Сервис транспортных и технологических машин и оборудования (Автомобильный транспорт) Презентация учебного
Теплотехника 190603 Сервис транспортных и технологических машин и оборудования (Автомобильный транспорт) Презентация учебного  Безпека людини під час роботи з електричними приладами і пристроями Підготували: Учениці 9-А СЗШ №90 Зимницька Людмила Смолій
Безпека людини під час роботи з електричними приладами і пристроями Підготували: Учениці 9-А СЗШ №90 Зимницька Людмила Смолій Графіки залежності кінематичних величин від часу для рівноприскореного прямолінійного руху
Графіки залежності кінематичних величин від часу для рівноприскореного прямолінійного руху Определение разрешающей способности оптических систем. Контроль качества изображения точки
Определение разрешающей способности оптических систем. Контроль качества изображения точки Факторы влияющие на форму частотного отклика излучения лазера: Нелинейное усиление
Факторы влияющие на форму частотного отклика излучения лазера: Нелинейное усиление Поляриметрия. Оптически активные вещества, природа оптической активности
Поляриметрия. Оптически активные вещества, природа оптической активности Поляризация света. Лекция 17
Поляризация света. Лекция 17 Волны в упругих средах. Волновое уравнение. Продольные и поперечные волны. Вектор Умова
Волны в упругих средах. Волновое уравнение. Продольные и поперечные волны. Вектор Умова