- Шлифование и другие виды отделочной механической обработки деталей

Содержание
- 2. Абразивный инструмент Конструкция абразивного круга 1-абразивное зерно,2-связка,3-поры, 4-заготовка, 5-стружка
- 3. Точность, шероховатость и износ при шлифовании заготовок из стали Одна из основных характеристик абразивного инструмента- Стойкость
- 4. Виды шлифования Виды шлифования:плоское, круглое (наружное и внутреннее),бесцентровое. Обозначения: 1- станина, 2-стол, 3-шлифовальная бабка, 4- инструмент,
- 5. Группа тип типоразмер Классификация станков Шлифовальные станки( 3_я группа) Станок 3М152 Круглошлифовальные станки для наружного шлифования(тип
- 7. АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
- 8. Абразивные инструменты Абразивные инструменты изготавливают в виде кругов, брусков, сегментов, цилиндров. Используются также порошки, суспензии и
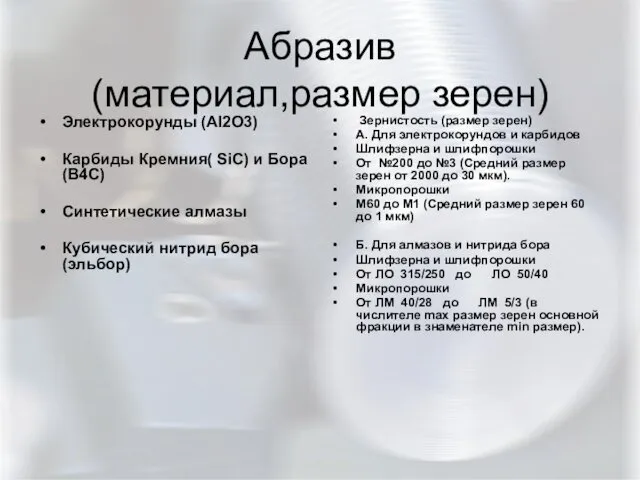
- 9. Абразив (материал,размер зерен) Электрокорунды (Al2O3) Карбиды Кремния( SiC) и Бора(B4C) Синтетические алмазы Кубический нитрид бора(эльбор) Зернистость
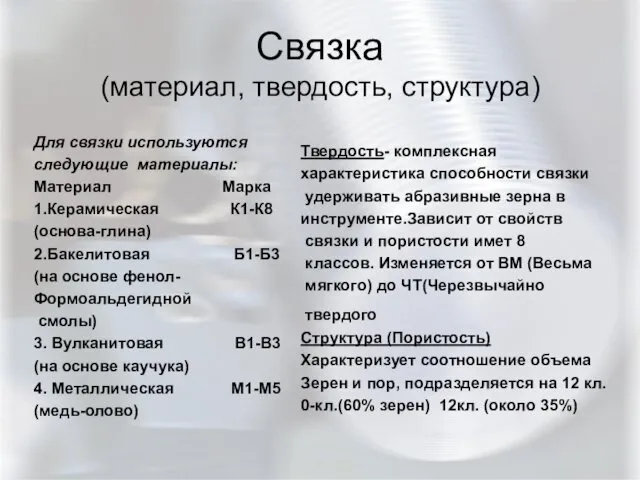
- 10. Связка (материал, твердость, структура) Для связки используются следующие материалы: Материал Марка 1.Керамическая К1-К8 (основа-глина) 2.Бакелитовая Б1-Б3
- 11. Форма инструмента Плоская прямого прфиля ПП Плоская конического прфиля 2П Плоская конического прфиля 3П Плоская с
- 12. Маркировка круга 1-24А16П 24А-материал абразива, 16П- номер и индекс зернистости, 2-С26К5 С2-группа твердости 6-номер структуры К5-вид
- 13. Схемы шлифования
- 14. Режим шлифования 1.Выбор круга осуществляется исходя из вида обработки(черновое, чистовое)и свойств обрабатываемого материала(сталь, титан) Например: при
- 15. Режим шлифования(продолжение) 2.Выбор глубины резания t На черновых проходах t= 0,05-0,1 мм/ дв. ход на чистовых
- 16. Режим шлифования(продолжение 2 ) 4. Определение скорости круговой подачи (вращение заготовки) d - диаметр заготовки, T-
- 17. Основные характеристики при отделочной обработке абразивным инструментом В триботехнике показано, что min износа и сил трения
- 18. Притирка (доводка) Обработка плоских, внутренних и внешних цилиндрических поверхностей. Устранение погрешности формы, уменьшение шероховатости До IT
- 19. Притирка Притирка цилиндрической поверхности Притирка плоской поверхности Притирка конической поверхности
- 20. Хонингование Обработка внутренних цилиндрических поверхностей. Устранение погрешности формы, уменьшение шероховатости До IT 5….6 RA =0,02 мкм.
- 21. Хонинговальный станок и хон(инструмент) Хонинговальный станок Хон (абразивный инструмент) Припуск под хонингование 0,4…0,1 мм Точность обработки
- 22. P=0,3 МПа (max) a = 2…5 мм f = 500…2000 дв.х/мин Сверхтонкая абразивная обработка наружных и
- 23. Полирование Полирование уменьшает шероховатость поверхности. До обработки После нее RA 2,5…0,6 RA 1,25….0,32 Полирование используется для
- 25. Скачать презентацию
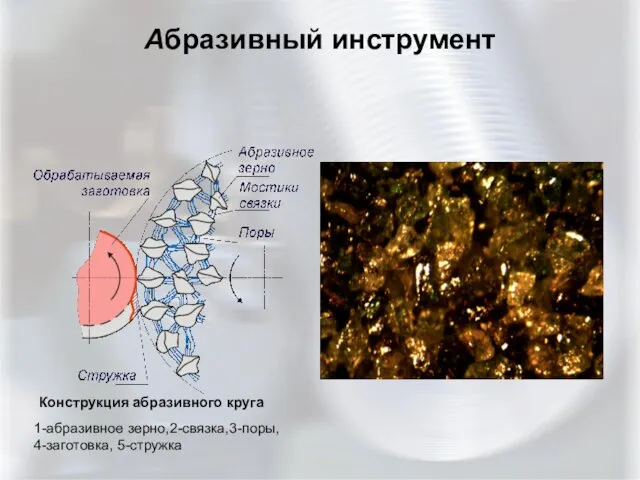
Абразивный инструмент
Конструкция абразивного круга
1-абразивное зерно,2-связка,3-поры,
4-заготовка, 5-стружка
Абразивный инструмент
Конструкция абразивного круга
1-абразивное зерно,2-связка,3-поры,
4-заготовка, 5-стружка
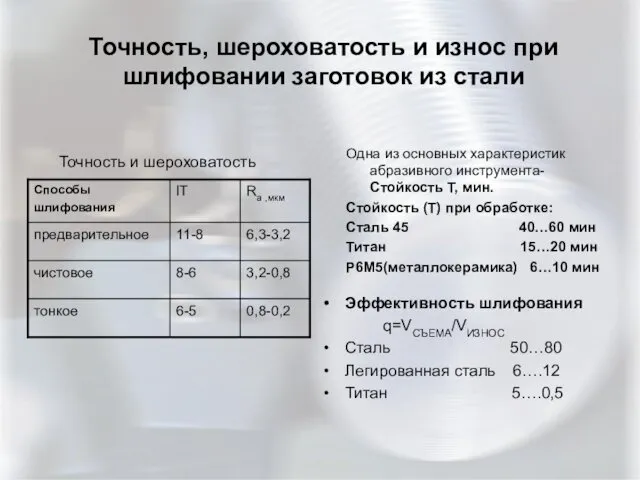
Точность, шероховатость и износ при шлифовании заготовок из стали
Одна из основных
Точность, шероховатость и износ при шлифовании заготовок из стали
Одна из основных
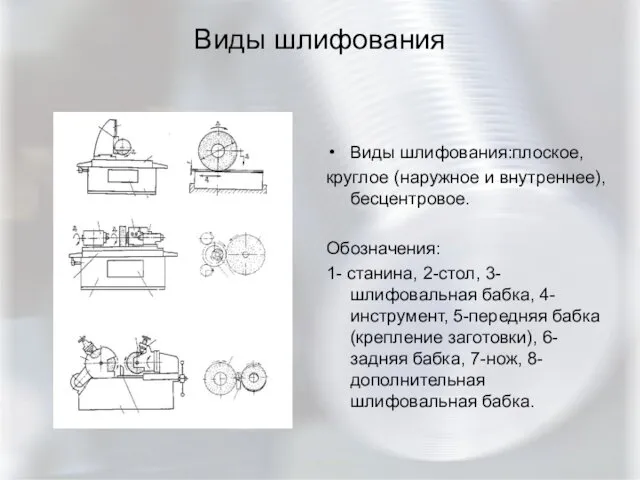
Виды шлифования
Виды шлифования:плоское,
круглое (наружное и внутреннее),бесцентровое.
Обозначения:
1- станина, 2-стол, 3-шлифовальная бабка, 4-
Виды шлифования
Виды шлифования:плоское,
круглое (наружное и внутреннее),бесцентровое.
Обозначения:
1- станина, 2-стол, 3-шлифовальная бабка, 4-
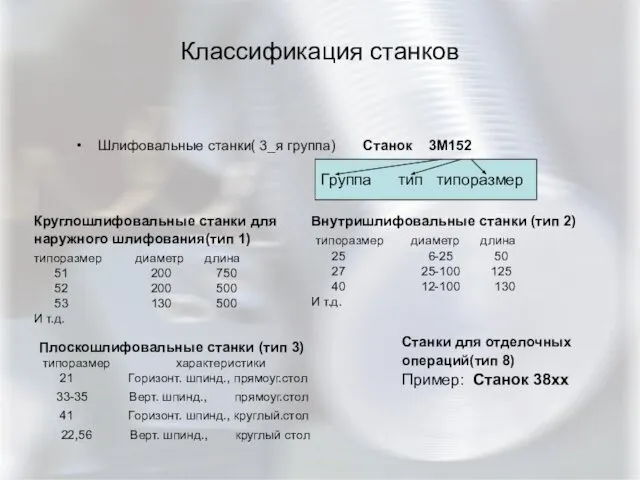
Группа тип типоразмер
Классификация станков
Шлифовальные станки( 3_я группа) Станок 3М152
Круглошлифовальные станки для
Группа тип типоразмер
Классификация станков
Шлифовальные станки( 3_я группа) Станок 3М152
Круглошлифовальные станки для


АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
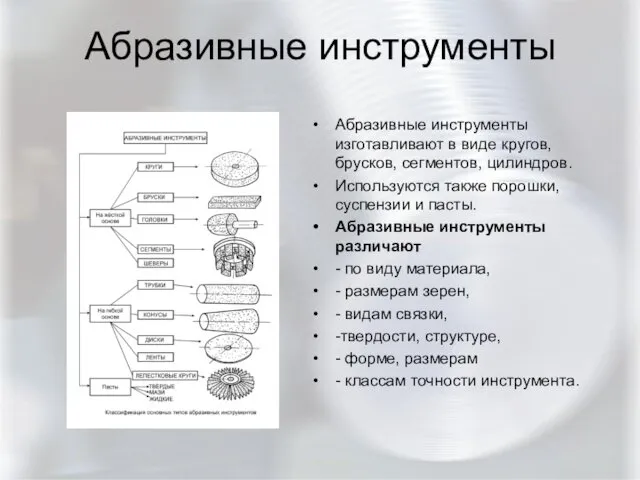
Абразивные инструменты
Абразивные инструменты изготавливают в виде кругов, брусков, сегментов, цилиндров.
Используются также
Абразивные инструменты
Абразивные инструменты изготавливают в виде кругов, брусков, сегментов, цилиндров.
Используются также
Абразив
(материал,размер зерен)
Электрокорунды (Al2O3)
Карбиды Кремния( SiC) и Бора(B4C)
Синтетические алмазы
Кубический
Абразив
(материал,размер зерен)
Электрокорунды (Al2O3)
Карбиды Кремния( SiC) и Бора(B4C)
Синтетические алмазы
Кубический
Связка
(материал, твердость, структура)
Для связки используются
следующие материалы:
Материал Марка
1.Керамическая К1-К8
(основа-глина)
2.Бакелитовая Б1-Б3
(на
Связка
(материал, твердость, структура)
Для связки используются
следующие материалы:
Материал Марка
1.Керамическая К1-К8
(основа-глина)
2.Бакелитовая Б1-Б3
(на
Форма инструмента
Плоская прямого прфиля ПП
Плоская конического прфиля 2П
Плоская конического прфиля 3П
Плоская
Форма инструмента
Плоская прямого прфиля ПП
Плоская конического прфиля 2П
Плоская конического прфиля 3П
Плоская
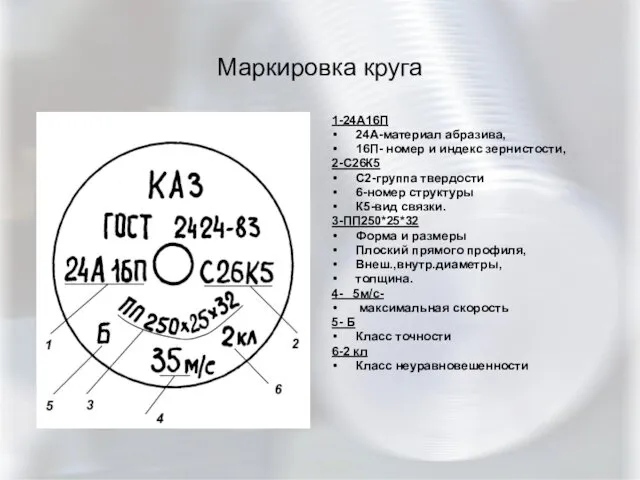
Маркировка круга
1-24А16П
24А-материал абразива,
16П- номер и индекс зернистости,
2-С26К5
С2-группа твердости
6-номер структуры
К5-вид связки.
3-ПП250*25*32
Форма и
Маркировка круга
1-24А16П
24А-материал абразива,
16П- номер и индекс зернистости,
2-С26К5
С2-группа твердости
6-номер структуры
К5-вид связки.
3-ПП250*25*32
Форма и
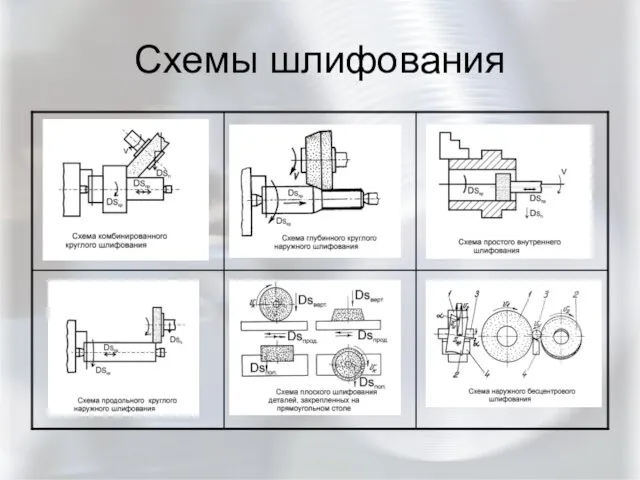
Схемы шлифования
Схемы шлифования

Режим шлифования
1.Выбор круга осуществляется исходя из вида обработки(черновое, чистовое)и свойств обрабатываемого
Режим шлифования
1.Выбор круга осуществляется исходя из вида обработки(черновое, чистовое)и свойств обрабатываемого

Режим шлифования(продолжение)
2.Выбор глубины резания t
На черновых проходах
t= 0,05-0,1
Режим шлифования(продолжение)
2.Выбор глубины резания t
На черновых проходах
t= 0,05-0,1
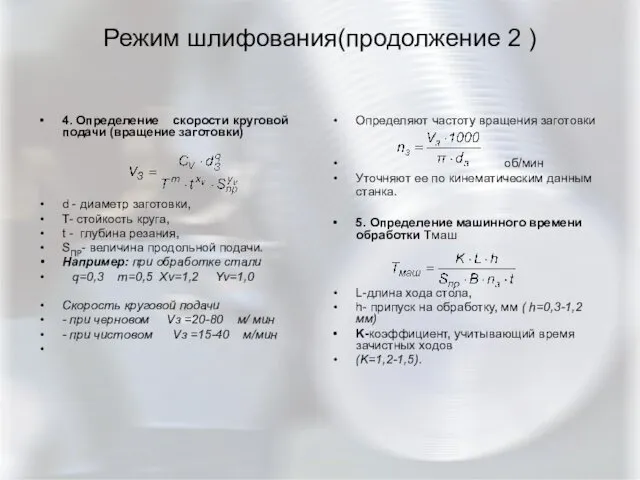
Режим шлифования(продолжение 2 )
4. Определение скорости круговой подачи (вращение заготовки)
d
Режим шлифования(продолжение 2 )
4. Определение скорости круговой подачи (вращение заготовки)
d
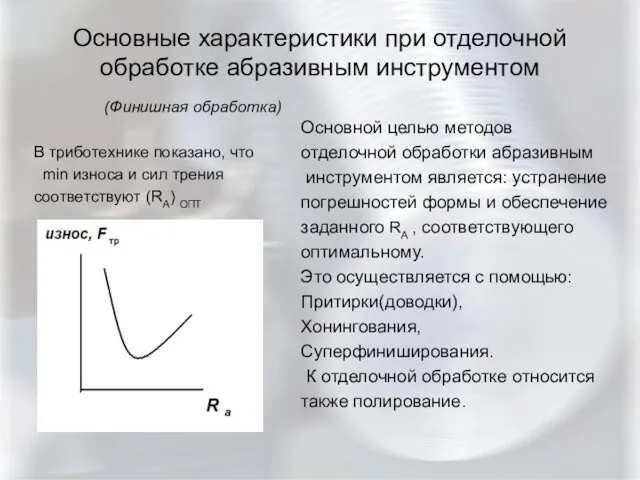
Основные характеристики при отделочной обработке абразивным инструментом
В триботехнике показано, что
min
Основные характеристики при отделочной обработке абразивным инструментом
В триботехнике показано, что
min
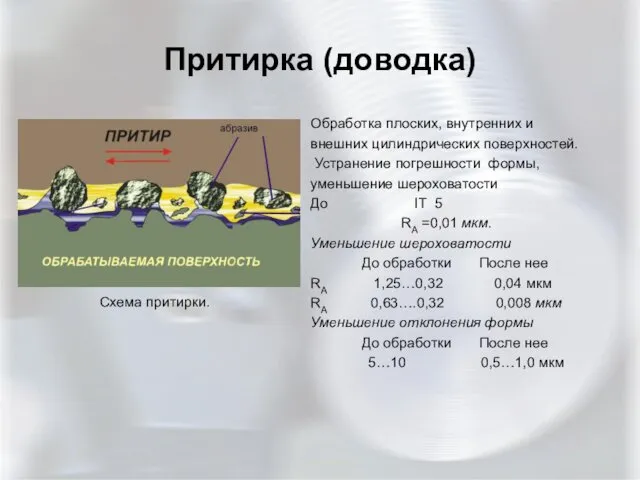
Притирка (доводка)
Обработка плоских, внутренних и
внешних цилиндрических поверхностей.
Устранение погрешности формы,
уменьшение
Притирка (доводка)
Обработка плоских, внутренних и
внешних цилиндрических поверхностей.
Устранение погрешности формы,
уменьшение
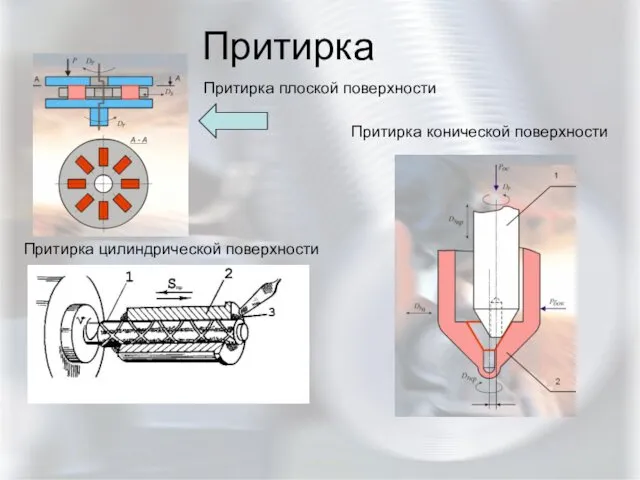
Притирка
Притирка цилиндрической поверхности
Притирка плоской поверхности
Притирка конической поверхности
Притирка
Притирка цилиндрической поверхности
Притирка плоской поверхности
Притирка конической поверхности

Хонингование
Обработка внутренних цилиндрических
поверхностей. Устранение погрешности
формы, уменьшение шероховатости
До
Хонингование
Обработка внутренних цилиндрических
поверхностей. Устранение погрешности
формы, уменьшение шероховатости
До

Хонинговальный станок и хон(инструмент)
Хонинговальный станок
Хон (абразивный инструмент)
Припуск под хонингование
0,4…0,1 мм
Точность обработки
Хонинговальный станок и хон(инструмент)
Хонинговальный станок
Хон (абразивный инструмент)
Припуск под хонингование
0,4…0,1 мм
Точность обработки

P=0,3 МПа (max)
a = 2…5 мм
f = 500…2000 дв.х/мин
Сверхтонкая абразивная обработка
P=0,3 МПа (max)
a = 2…5 мм
f = 500…2000 дв.х/мин
Сверхтонкая абразивная обработка
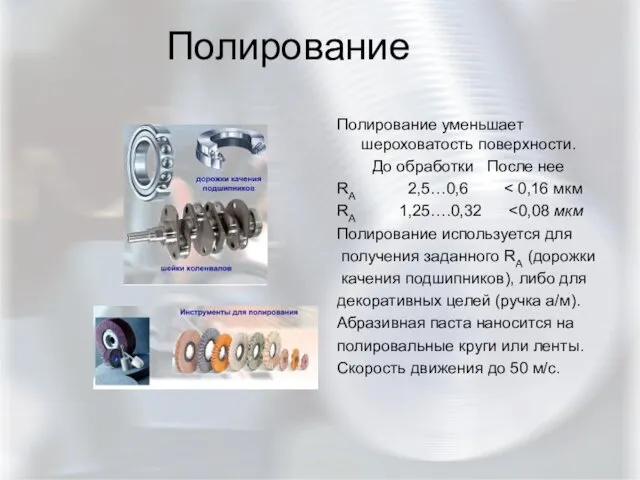
Полирование
Полирование уменьшает шероховатость поверхности.
До обработки После нее
RA 2,5…0,6 < 0,16
Полирование
Полирование уменьшает шероховатость поверхности.
До обработки После нее
RA 2,5…0,6 < 0,16
 Формулы и условные обозначения для электрических схем
Формулы и условные обозначения для электрических схем Электрокинетические явления
Электрокинетические явления Гальваническое покрытие
Гальваническое покрытие Тема урока: Работа и мощность электрического тока. Решение задач.
Тема урока: Работа и мощность электрического тока. Решение задач.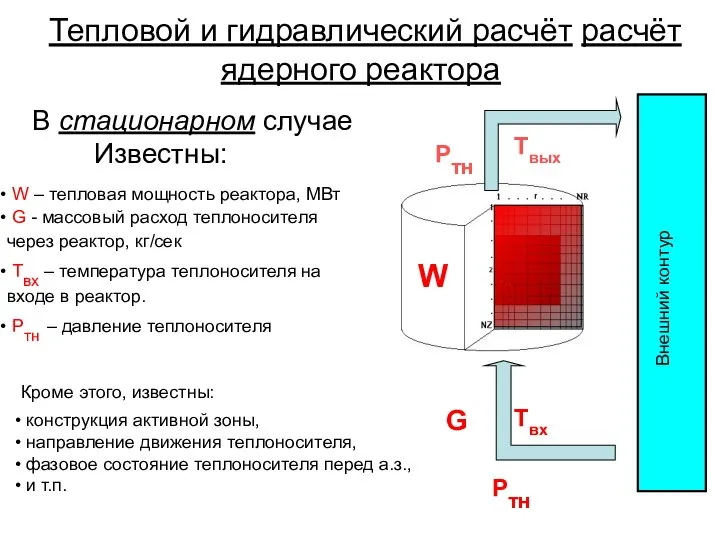 Тепловой и гидравлический расчёт ядерного реактора
Тепловой и гидравлический расчёт ядерного реактора Презентация по физике "Испарение Конденсация" - скачать
Презентация по физике "Испарение Конденсация" - скачать  Машина – это техническое устройство, состоящее из механизмов
Машина – это техническое устройство, состоящее из механизмов Понятие,свойства, предстваители, отличие от парагамнетиков диамагнетиков, в технике
Понятие,свойства, предстваители, отличие от парагамнетиков диамагнетиков, в технике Взаємодія тіл. Сила
Взаємодія тіл. Сила Силовые линии электрического поля. Напряженность заряженного шара
Силовые линии электрического поля. Напряженность заряженного шара Определение коэффициента внутреннего трения по методу Стокса
Определение коэффициента внутреннего трения по методу Стокса Электричество. Электростатика
Электричество. Электростатика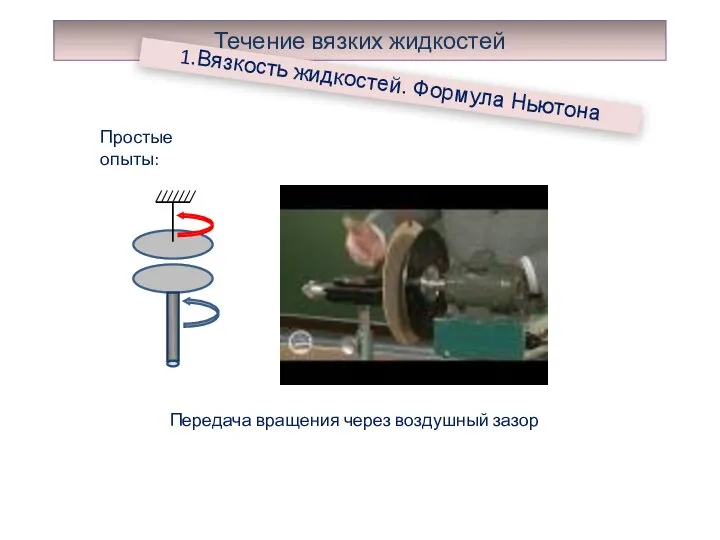 Течение вязких жидкостей
Течение вязких жидкостей Опыт Франка и Герца (1914)
Опыт Франка и Герца (1914) Приборы электростатической, индукционной систем: конструкция, особенности, обозначения на шкалах
Приборы электростатической, индукционной систем: конструкция, особенности, обозначения на шкалах Интерференция и дифракция
Интерференция и дифракция Физика твердого тела
Физика твердого тела Механічний рух. Відносність руху. Система відліку. Матеріальна точка. Траєкторія. Шлях. Переміщення
Механічний рух. Відносність руху. Система відліку. Матеріальна точка. Траєкторія. Шлях. Переміщення Электрический ток
Электрический ток Простые механизмы в технике, в быту и в природе
Простые механизмы в технике, в быту и в природе Механика твердого тела
Механика твердого тела Переходная функция. Импульсная характеристика. ТАУ 2
Переходная функция. Импульсная характеристика. ТАУ 2 Парогенераторы и теплообменники 1
Парогенераторы и теплообменники 1 Теплопроводность через плоскую и цилиндрическую стенки при граничных условиях третьего рода (теплопередача)
Теплопроводность через плоскую и цилиндрическую стенки при граничных условиях третьего рода (теплопередача) Закон вращательного движения абсолютно твердого тела. Гироскоп
Закон вращательного движения абсолютно твердого тела. Гироскоп Презентация по физике "Влажность воздуха. Способы определения влажности воздуха" - скачать бесплатно
Презентация по физике "Влажность воздуха. Способы определения влажности воздуха" - скачать бесплатно Оборудование для изготовления швейных изделий
Оборудование для изготовления швейных изделий Контрольная работа №2 по теме:«Изменение агрегатных состояний вещества» Подготовила учитель физики МКОУ «СОШ а.Али-Бердуковский
Контрольная работа №2 по теме:«Изменение агрегатных состояний вещества» Подготовила учитель физики МКОУ «СОШ а.Али-Бердуковский