- Способы контроля качества заклепочных соединений

Содержание
- 2. Контроль качества Контроль качества – любая плановая и систематическая деятельность, проводимая на производственном предприятии (в производственной
- 3. Контроль качества заклепочных соединений В процессе изготовления клепаных агрегатов контролируют: Качество внутренних поверхностей Размеры отверстий Форму
- 4. Основные дефекты заклепочных соединений В соответствии с требованиями предъявляемыми к качеству клепаных соединений КМ, и учитывая
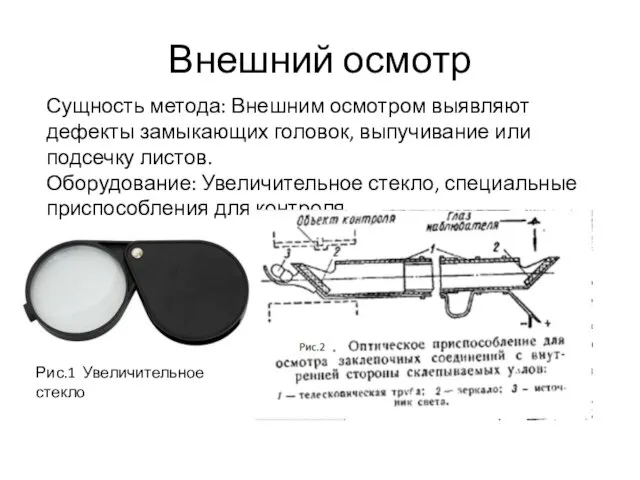
- 5. Внешний осмотр Рис.1 Увеличительное стекло Сущность метода: Внешним осмотром выявляют дефекты замыкающих головок, выпучивание или подсечку
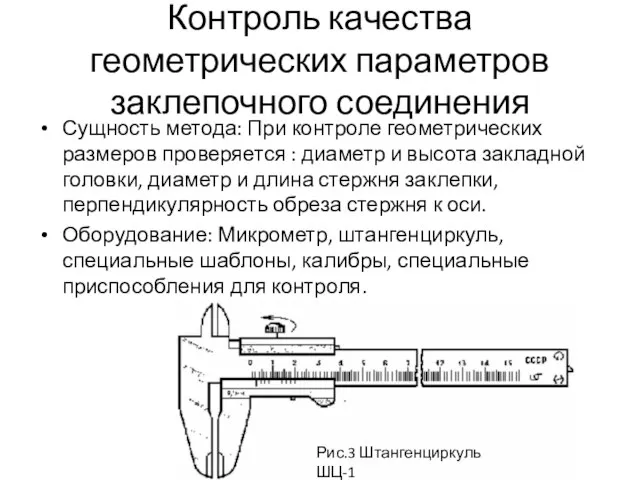
- 6. Контроль качества геометрических параметров заклепочного соединения Сущность метода: При контроле геометрических размеров проверяется : диаметр и
- 7. Контроль качества геометрических параметров заклепочного соединения
- 8. Метод простукивания заклепок Сущность метода: Простукиванием определяют слабо затянутые заклепки. Слабость заклепки определяется по звуку (слабая
- 9. Дефектоскопия методом свободных колебаний Сущность метода: Метод основан на возбуждении упругих колебаний обшивки, приеме и анализе
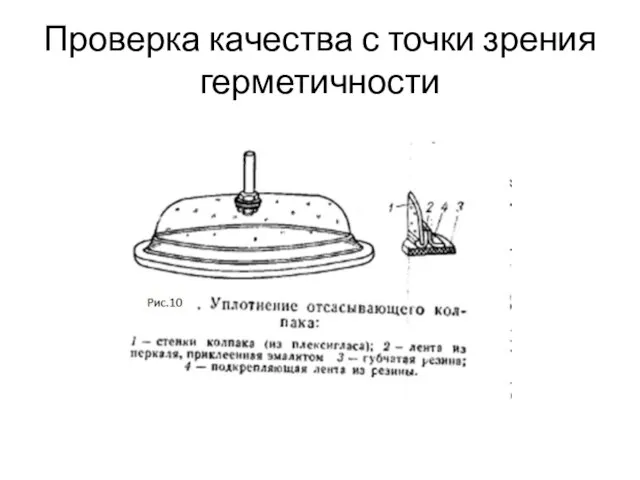
- 10. Проверка качества с точки зрения герметичности Сущность метода: Качество заклёпочных соединений с точки зрения герметичности проверяется
- 11. Проверка качества с точки зрения герметичности
- 12. Мероприятия по повышению качества заклепочных соединений Дальнейшая механизация и автоматизация процессов клепки; Создание и внедрение в
- 14. Скачать презентацию
Контроль качества
Контроль качества – любая плановая и систематическая деятельность, проводимая на
Контроль качества
Контроль качества – любая плановая и систематическая деятельность, проводимая на

Контроль качества заклепочных соединений
В процессе изготовления клепаных агрегатов контролируют:
Качество внутренних поверхностей
Размеры
Контроль качества заклепочных соединений
В процессе изготовления клепаных агрегатов контролируют:
Качество внутренних поверхностей
Размеры
Основные дефекты заклепочных соединений
В соответствии с требованиями предъявляемыми к качеству клепаных
Основные дефекты заклепочных соединений
В соответствии с требованиями предъявляемыми к качеству клепаных
Внешний осмотр
Рис.1 Увеличительное стекло
Сущность метода: Внешним осмотром выявляют дефекты замыкающих головок,
Внешний осмотр
Рис.1 Увеличительное стекло
Сущность метода: Внешним осмотром выявляют дефекты замыкающих головок,
Контроль качества геометрических параметров заклепочного соединения
Сущность метода: При контроле геометрических размеров
Контроль качества геометрических параметров заклепочного соединения
Сущность метода: При контроле геометрических размеров

Контроль качества геометрических параметров заклепочного соединения
Контроль качества геометрических параметров заклепочного соединения
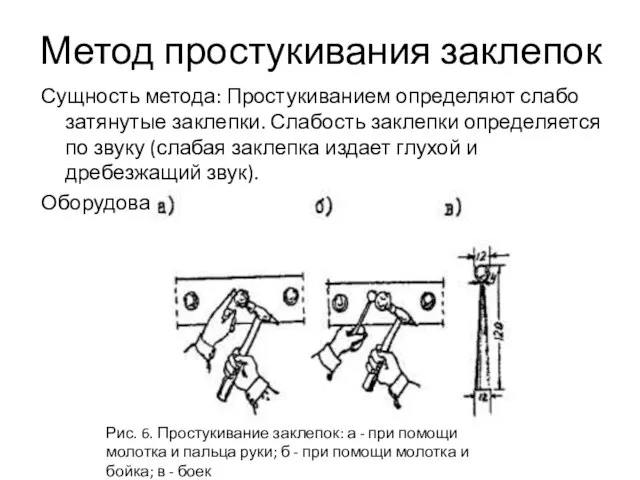
Метод простукивания заклепок
Сущность метода: Простукиванием определяют слабо затянутые заклепки. Слабость заклепки определяется
Метод простукивания заклепок
Сущность метода: Простукиванием определяют слабо затянутые заклепки. Слабость заклепки определяется

Дефектоскопия методом свободных колебаний
Сущность метода: Метод основан на возбуждении упругих колебаний
Дефектоскопия методом свободных колебаний
Сущность метода: Метод основан на возбуждении упругих колебаний
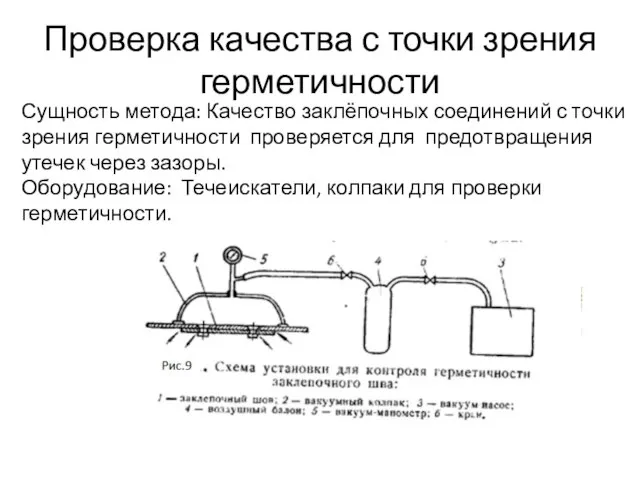
Проверка качества с точки зрения герметичности
Сущность метода: Качество заклёпочных соединений с
Проверка качества с точки зрения герметичности
Сущность метода: Качество заклёпочных соединений с
Проверка качества с точки зрения герметичности
Проверка качества с точки зрения герметичности
Мероприятия по повышению качества заклепочных соединений
Дальнейшая механизация и автоматизация процессов клепки;
Создание
Мероприятия по повышению качества заклепочных соединений
Дальнейшая механизация и автоматизация процессов клепки;
Создание
 Закон Паскаля
Закон Паскаля  Ионизация воздуха
Ионизация воздуха Дисколёты - часть 2
Дисколёты - часть 2 Типы ракетных двигателей
Типы ракетных двигателей Двигатели внутреннего сгорания. Эксплуатация и ремонт базовых машин бронетанковой техники
Двигатели внутреннего сгорания. Эксплуатация и ремонт базовых машин бронетанковой техники Науковий образ світу
Науковий образ світу Реактивний двигун, прямоточний повітряно-реактивний двигун, галузь застосування Підготувала учениця 10-Ф класу Семененкр Анна
Реактивний двигун, прямоточний повітряно-реактивний двигун, галузь застосування Підготувала учениця 10-Ф класу Семененкр Анна  1. Законы соединений. 2. Задачи.
1. Законы соединений. 2. Задачи. Образование линий. Квантовая теория излучения. (Тема 11)
Образование линий. Квантовая теория излучения. (Тема 11) Деление ядер урана. Цепная реакция
Деление ядер урана. Цепная реакция Аттестационная работа. Определение средней скорости черепахи. физика. 7 класс
Аттестационная работа. Определение средней скорости черепахи. физика. 7 класс Технология формирования тестовых заданий по дисциплине «Механика сплошной среды»
Технология формирования тестовых заданий по дисциплине «Механика сплошной среды» Циклотрон
Циклотрон Статика. «Дайте мне точку опоры, и я подниму Землю!»
Статика. «Дайте мне точку опоры, и я подниму Землю!» Явление электромагнитной индукции. Магнитный поток
Явление электромагнитной индукции. Магнитный поток Расчет теплообменных аппаратов
Расчет теплообменных аппаратов Обработка экспериментальных данных. Часть 1
Обработка экспериментальных данных. Часть 1 Сложное движение точки
Сложное движение точки Источники света. Распространение света
Источники света. Распространение света Механические колебания. (9 класс)
Механические колебания. (9 класс) Три состояния мембраны
Три состояния мембраны Сила Лоренца
Сила Лоренца Зубчатые передачи
Зубчатые передачи Отражение и преломление электромагнитных волн на границе раздела сред
Отражение и преломление электромагнитных волн на границе раздела сред Урок физики 7 класс Учитель физики МОУ СОШ №4 г.Миньяра УСКОВА СВЕТЛАНА
Урок физики 7 класс Учитель физики МОУ СОШ №4 г.Миньяра УСКОВА СВЕТЛАНА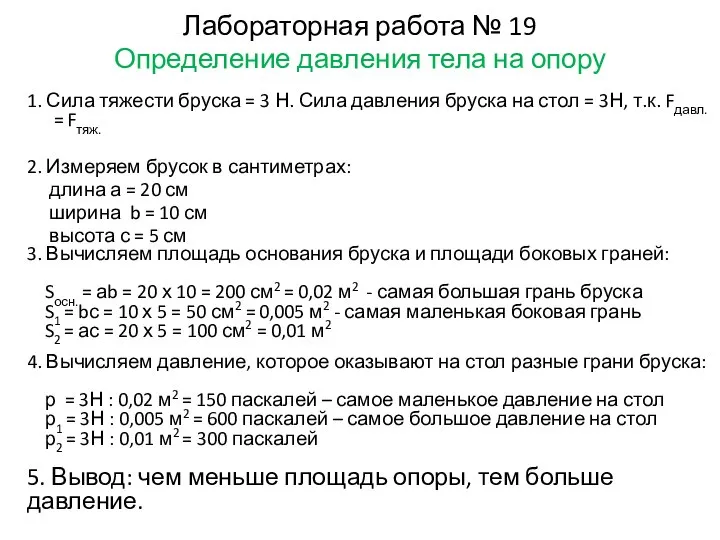 Определение давления тела на опору
Определение давления тела на опору Излучение Хокинга
Излучение Хокинга Курс лекций. Электрический привод
Курс лекций. Электрический привод