- Технологический процесс обработки детали Вал ротора

Содержание
- 2. Чертёж детали «Вал ротора» Вал ротор — деталь машины или механизма предназначенная для передачи вращающего или
- 3. 1.1.Характеристика материала детали Сталь — железоуглеродистый сплав с содержанием углерода до 2,14%. Сталь 45 — конструкционная
- 4. 1.2.Выбор заготовки Чертёж заготовки для детали «Вал ротора» Для данной детали “Вал ротора” подойдет заготовка из
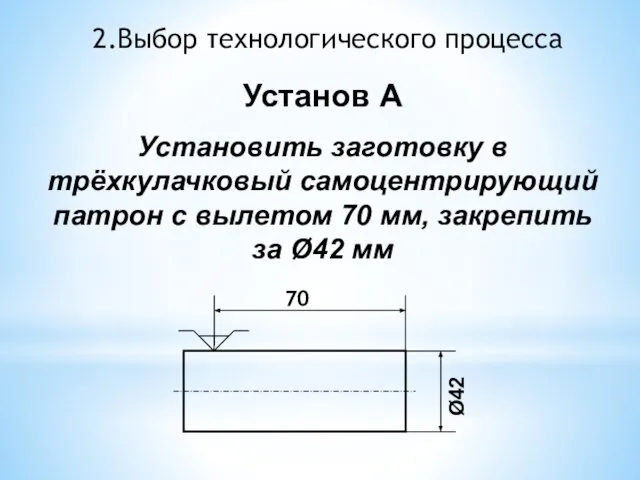
- 5. Ø42 70 Установ А Установить заготовку в трёхкулачковый самоцентрирующий патрон с вылетом 70 мм, закрепить за
- 6. Переход 1 Подрезать торец на глубину 1мм Резец: проходной отогнутый Переход 2 Точить Ø42 до Ø40
- 7. Ø30 50 Переход 3 Точить Ø40 до Ø30 мм на L = 50 мм Sпрод. Резец:
- 8. Переход 5 Точить канавку шириной 3 мм на Ø15 мм Sпоп. + 3 Ø15 2x45° Sпрод.
- 9. Нарезать резьбу М20х2 Переход 7 Sпрод. Резец: резьбовой М20х2 М- метрическая резьба 20-диаметр стержня 2- шаг
- 10. Установ Б Переустановить и закрепить заготовку за Ø30мм Ø30 100
- 11. Подрезать торец в размер готовой детали на L=160мм Ø25 + Sпоп. Переход 8 Резец: проходной отогнутый
- 12. Sпрод. Переход 9 Точить Ø42 до Ø30 на L=95мм Sпрод. Переход 10 Точить Ø30 до Ø20
- 13. 2x45° + Sпрод. Переход 11 Точить фаску 2×45° Резец: проходной отогнутый Sпрод. Переход 12 Сверлить сквозное
- 14. Переход 13 Фрезеровать 2 шпоночных паза глубиной В=7мм, шириной t=10 и 8мм, длиной L=15 и 28мм
- 15. Чертеж готовой детали: «Вал ротора»
- 16. Вертикально-фрезерный станок 6М12П Универсальный токарно-винторезный станок 16К20: 2.1.Выбор оборудования
- 17. 2.2.Выбор измерительного инструмента Штангенциркуль(ШЦ-1) Калибр кольца резьбовые Микрометр от Ø0-25;Ø25-50
- 18. 2.3.Выбор режущего инструмента Проходной отогнутый резец Проходной упорный резец Канавочный резец Резьбовой резец
- 19. Спиральное сверло Концевая фреза
- 20. 2.4.Выбор приспособлений Трехкулачковый самоцентрирующийся патрон Переходная втулка Сверлильные патроны Сверлильные патроны
- 21. Концевые оправки Резьбовой шаблон Машинные тисы
- 22. 2.5.Расчет режимов резанья 1.Определить глубину резанья при обтачивании, если D=42мм заготовки, а диаметр детали d=40мм.Обработка ведется
- 23. 2.Определить скорость резанья(v),если заготовка D=42,делает n=630 об/мин. n – число оборотов шпинделя(об/мин); V – скорость резанья(м/мин);
- 24. 3.Определить режимы резанья для нарезания резьбы М20.
- 25. 2.6.Виды возможного брака и меры его устранения 1.Повышенная шероховатость обработки детали. Способ устранения:Переточить резец и довести
- 26. 3.Организация рабочего места станочника Рабочее место станочника — это участок производственной площади цеха, на котором расположен
- 28. Скачать презентацию
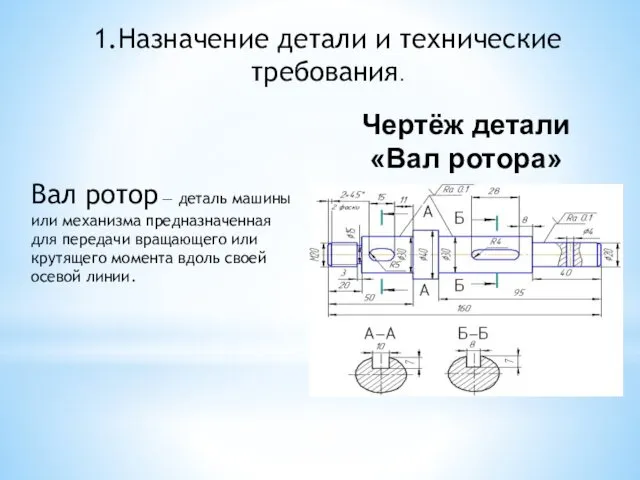
Чертёж детали «Вал ротора»
Вал ротор — деталь машины или механизма предназначенная для
Чертёж детали «Вал ротора»
Вал ротор — деталь машины или механизма предназначенная для
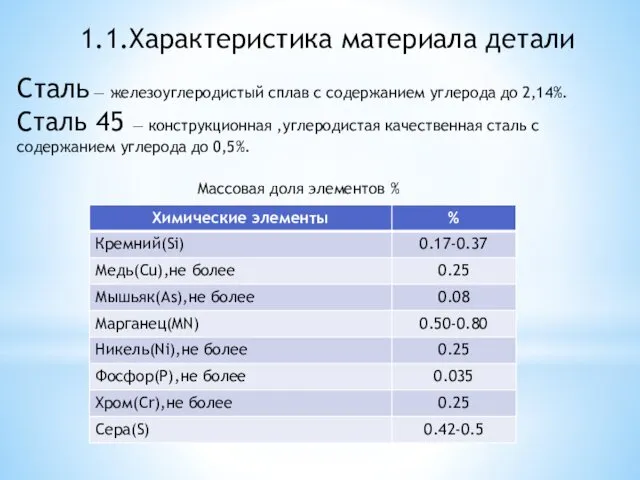
1.1.Характеристика материала детали
Сталь — железоуглеродистый сплав с содержанием углерода до 2,14%.
Сталь 45
1.1.Характеристика материала детали
Сталь — железоуглеродистый сплав с содержанием углерода до 2,14%.
Сталь 45
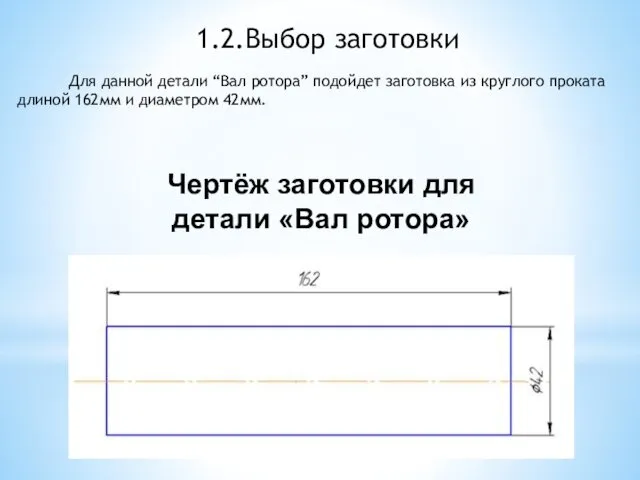
1.2.Выбор заготовки
Чертёж заготовки для детали «Вал ротора»
Для данной детали “Вал
1.2.Выбор заготовки
Чертёж заготовки для детали «Вал ротора»
Для данной детали “Вал
Ø42
70
Установ А
Установить заготовку в трёхкулачковый самоцентрирующий патрон с вылетом 70
Ø42
70
Установ А
Установить заготовку в трёхкулачковый самоцентрирующий патрон с вылетом 70
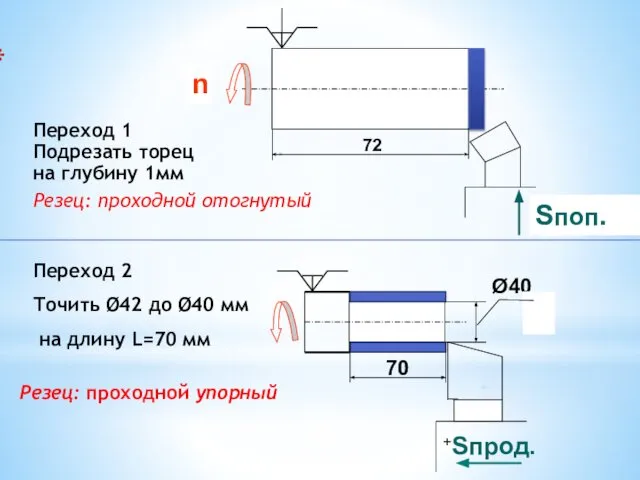
Переход 1
Подрезать торец
на глубину 1мм
Резец: проходной отогнутый
Переход 2
Точить
Переход 1
Подрезать торец
на глубину 1мм
Резец: проходной отогнутый
Переход 2
Точить
Ø30
50
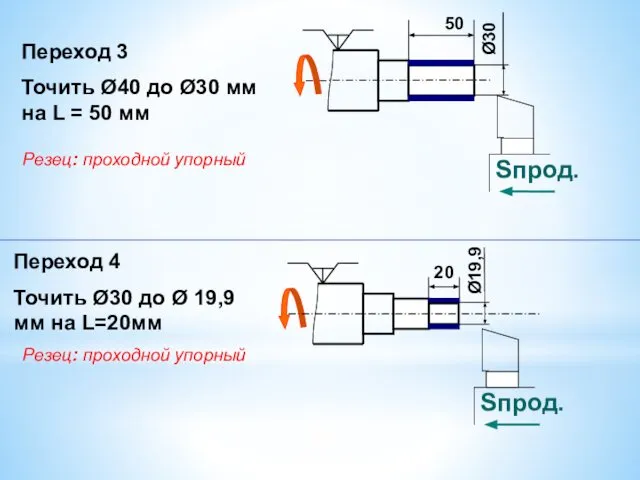
Переход 3
Точить Ø40 до Ø30 мм на L = 50 мм
Sпрод.
Резец:
Ø30
50
Переход 3
Точить Ø40 до Ø30 мм на L = 50 мм
Sпрод.
Резец:
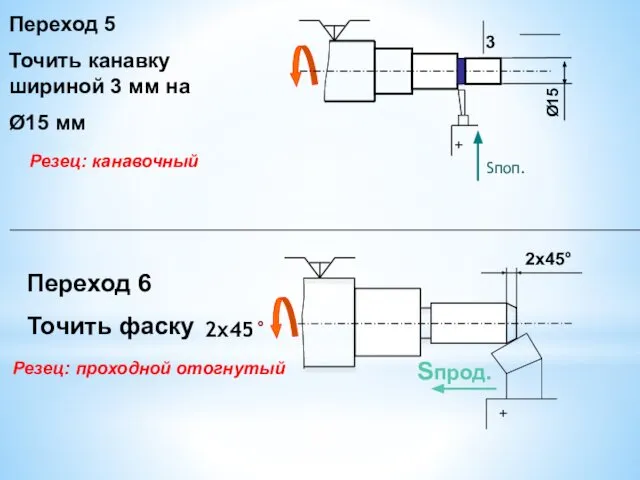
Переход 5
Точить канавку шириной 3 мм на
Ø15 мм
Sпоп.
+
3
Ø15
2x45°
Sпрод.
Переход 6
Точить фаску
2x45°
+
Резец:
Переход 5
Точить канавку шириной 3 мм на
Ø15 мм
Sпоп.
+
3
Ø15
2x45°
Sпрод.
Переход 6
Точить фаску
2x45°
+
Резец:
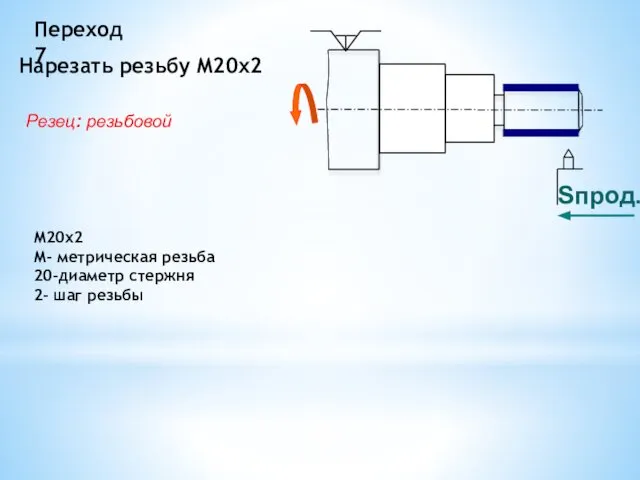
Нарезать резьбу М20х2
Переход 7
Sпрод.
Резец: резьбовой
М20х2
М- метрическая резьба
20-диаметр стержня
2- шаг резьбы
Нарезать резьбу М20х2
Переход 7
Sпрод.
Резец: резьбовой
М20х2
М- метрическая резьба
20-диаметр стержня
2- шаг резьбы

Установ Б
Переустановить и закрепить заготовку за Ø30мм
Ø30
100
Установ Б
Переустановить и закрепить заготовку за Ø30мм
Ø30
100
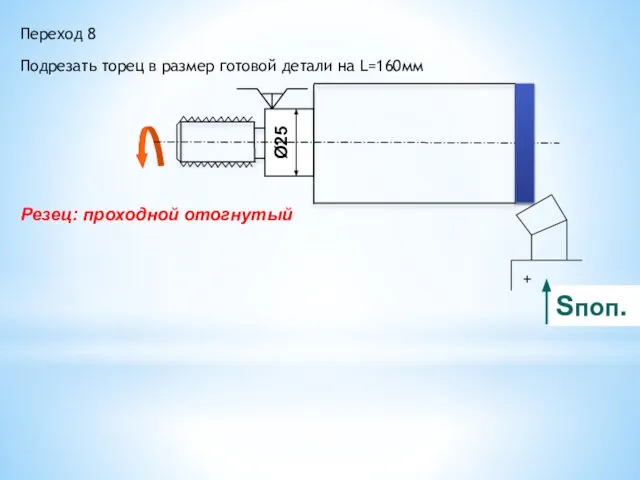
Подрезать торец в размер готовой детали на L=160мм
Ø25
+
Sпоп.
Переход 8
Резец: проходной
Подрезать торец в размер готовой детали на L=160мм
Ø25
+
Sпоп.
Переход 8
Резец: проходной
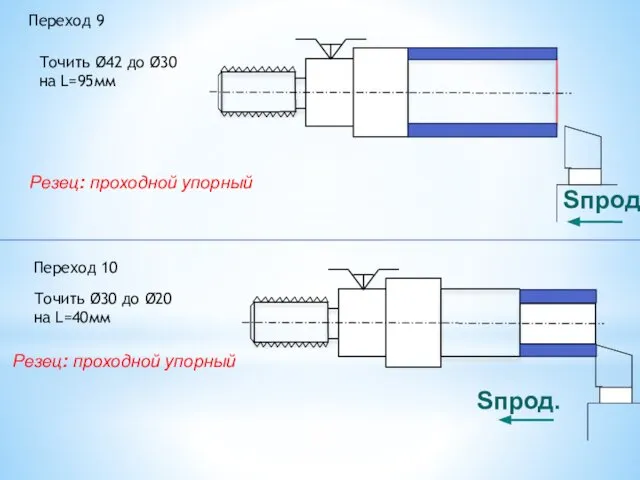
Sпрод.
Переход 9
Точить Ø42 до Ø30
на L=95мм
Sпрод.
Переход 10
Точить Ø30 до Ø20
Sпрод.
Переход 9
Точить Ø42 до Ø30
на L=95мм
Sпрод.
Переход 10
Точить Ø30 до Ø20
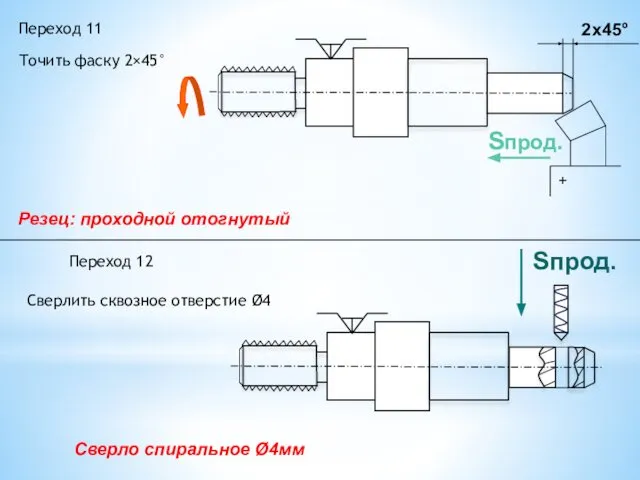
2x45°
+
Sпрод.
Переход 11
Точить фаску 2×45°
Резец: проходной отогнутый
Sпрод.
Переход 12
Сверлить сквозное отверстие Ø4
Сверло спиральное
2x45°
+
Sпрод.
Переход 11
Точить фаску 2×45°
Резец: проходной отогнутый
Sпрод.
Переход 12
Сверлить сквозное отверстие Ø4
Сверло спиральное
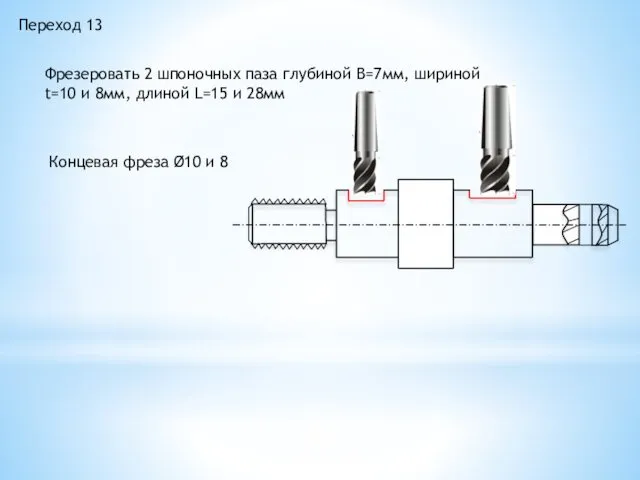
Переход 13
Фрезеровать 2 шпоночных паза глубиной В=7мм, шириной t=10 и 8мм,
Переход 13
Фрезеровать 2 шпоночных паза глубиной В=7мм, шириной t=10 и 8мм,
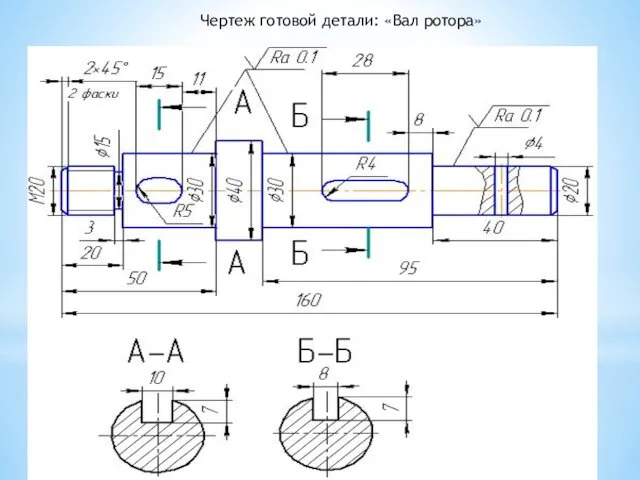
Чертеж готовой детали: «Вал ротора»
Чертеж готовой детали: «Вал ротора»

Вертикально-фрезерный станок 6М12П
Универсальный токарно-винторезный станок 16К20:
2.1.Выбор оборудования
Вертикально-фрезерный станок 6М12П
Универсальный токарно-винторезный станок 16К20:
2.1.Выбор оборудования

2.2.Выбор измерительного инструмента
Штангенциркуль(ШЦ-1)
Калибр кольца резьбовые
Микрометр от Ø0-25;Ø25-50
2.2.Выбор измерительного инструмента
Штангенциркуль(ШЦ-1)
Калибр кольца резьбовые
Микрометр от Ø0-25;Ø25-50
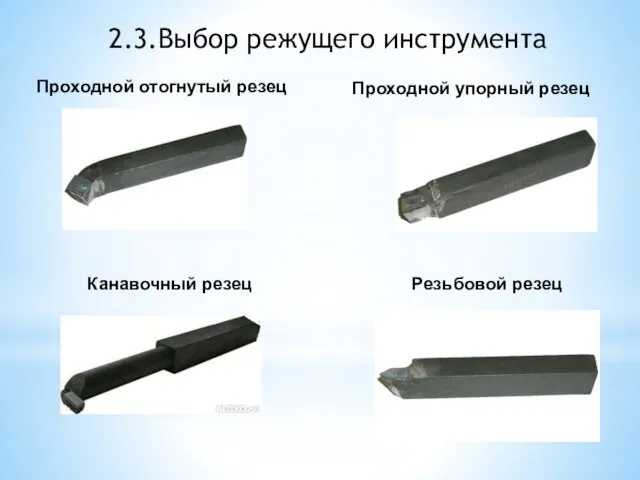
2.3.Выбор режущего инструмента
Проходной отогнутый резец
Проходной упорный резец
Канавочный резец
Резьбовой резец
2.3.Выбор режущего инструмента
Проходной отогнутый резец
Проходной упорный резец
Канавочный резец
Резьбовой резец

Спиральное сверло
Концевая фреза
Спиральное сверло
Концевая фреза

2.4.Выбор приспособлений
Трехкулачковый самоцентрирующийся патрон
Переходная втулка
Сверлильные патроны
Сверлильные патроны
2.4.Выбор приспособлений
Трехкулачковый самоцентрирующийся патрон
Переходная втулка
Сверлильные патроны
Сверлильные патроны

Концевые оправки
Резьбовой шаблон
Машинные тисы
Концевые оправки
Резьбовой шаблон
Машинные тисы
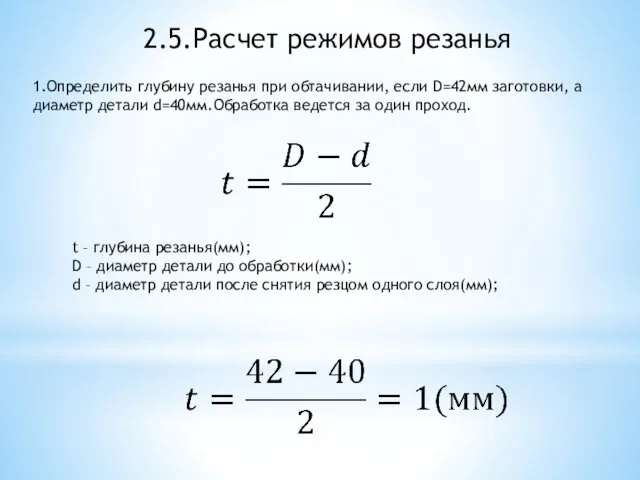
2.5.Расчет режимов резанья
1.Определить глубину резанья при обтачивании, если D=42мм заготовки, а
2.5.Расчет режимов резанья
1.Определить глубину резанья при обтачивании, если D=42мм заготовки, а
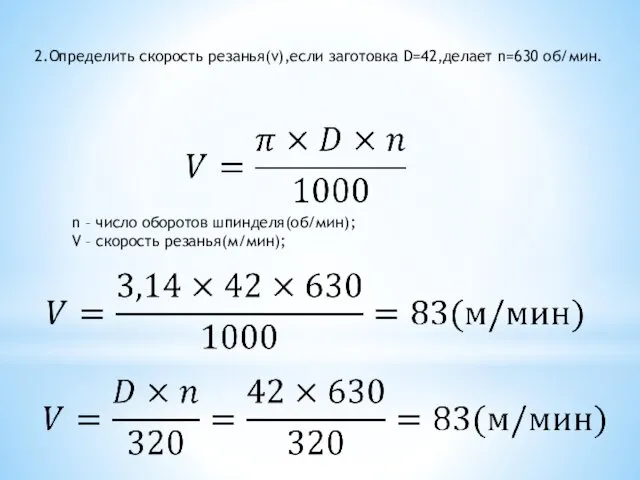
2.Определить скорость резанья(v),если заготовка D=42,делает n=630 об/мин.
n – число оборотов шпинделя(об/мин);
V
2.Определить скорость резанья(v),если заготовка D=42,делает n=630 об/мин.
n – число оборотов шпинделя(об/мин);
V
3.Определить режимы резанья для нарезания резьбы М20.
3.Определить режимы резанья для нарезания резьбы М20.
2.6.Виды возможного брака
и меры его устранения
1.Повышенная шероховатость обработки детали.
Способ
2.6.Виды возможного брака
и меры его устранения
1.Повышенная шероховатость обработки детали.
Способ
3.Организация рабочего места станочника
Рабочее место станочника — это участок производственной площади цеха,
3.Организация рабочего места станочника
Рабочее место станочника — это участок производственной площади цеха,
 Кинетика ферментативного катализа
Кинетика ферментативного катализа Презентация по физике "Введение в физику" - скачать
Презентация по физике "Введение в физику" - скачать  Измерители напряжений на корпусе судна
Измерители напряжений на корпусе судна Испарение и конденсация. Насыщенные и ненасыщенные пары. Влажность воздуха
Испарение и конденсация. Насыщенные и ненасыщенные пары. Влажность воздуха Анализ предельных возможностей и свойств исследуемой модели подводного аппарата (ПА), как объекта оптимального управления
Анализ предельных возможностей и свойств исследуемой модели подводного аппарата (ПА), как объекта оптимального управления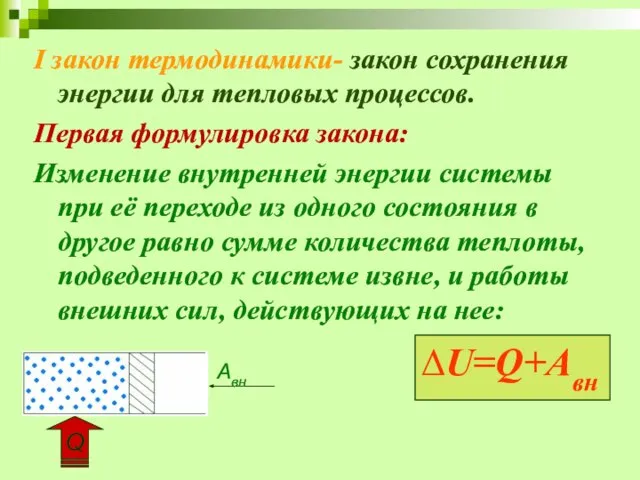 Первое начало термодинамики
Первое начало термодинамики Өзара ауыстырымдылық шақтама және қондыру білік және қуыс жүйелері. (дәріс 6)
Өзара ауыстырымдылық шақтама және қондыру білік және қуыс жүйелері. (дәріс 6) Постоянный ток
Постоянный ток Газовые законы
Газовые законы Эффект Зеебека
Эффект Зеебека Мария Кюри
Мария Кюри Опорный конспект по теме Телескопы
Опорный конспект по теме Телескопы Магнит и его свойства
Магнит и его свойства Давление газа. Уравнение состояния идеального газа. Изопроцессы
Давление газа. Уравнение состояния идеального газа. Изопроцессы Нейтронный цикл в ядерном реакторе
Нейтронный цикл в ядерном реакторе Явление электромагнитной индукции
Явление электромагнитной индукции «Период радиоактивного распада. Решение задач.» Интегрированный урок физика+математика 11 класс
«Период радиоактивного распада. Решение задач.» Интегрированный урок физика+математика 11 класс Защита картера и КПП CHERY T19
Защита картера и КПП CHERY T19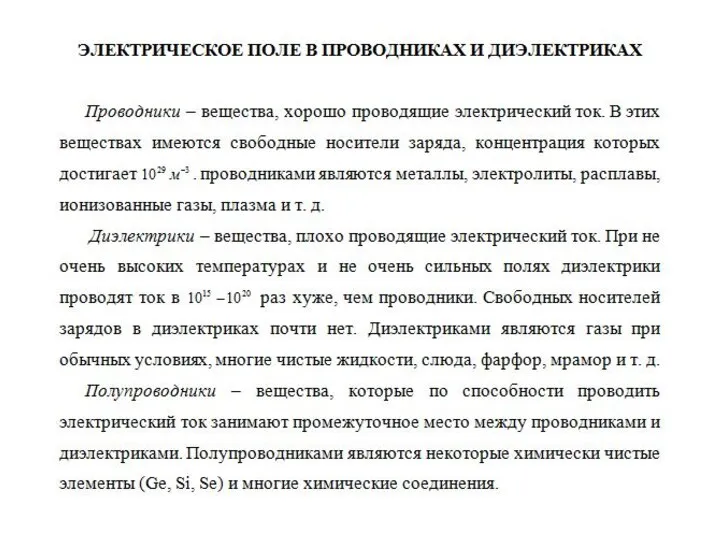 Электрическое поле в проводниках и дилектриках
Электрическое поле в проводниках и дилектриках Электрический ток
Электрический ток  Викторина по физике Выполнила : Морозова Л. В-учитель физики школы №18, г. Кемерово
Викторина по физике Выполнила : Морозова Л. В-учитель физики школы №18, г. Кемерово  Исследование электрогидродинамических и электрофизических свойств диэлектрических жидкостей
Исследование электрогидродинамических и электрофизических свойств диэлектрических жидкостей Электрический ток в различных средах. 10 класс
Электрический ток в различных средах. 10 класс Реологические свойства биологических объектов. Гемодинамика
Реологические свойства биологических объектов. Гемодинамика Деление ядер урана. Цепная реакция
Деление ядер урана. Цепная реакция Линза. Построение изображения в линзе. Формула тонкой линзы
Линза. Построение изображения в линзе. Формула тонкой линзы Комплекты экспериментальных заданий ОГЭ по физике
Комплекты экспериментальных заданий ОГЭ по физике Количественный хроматографический анализ
Количественный хроматографический анализ