- Ультразвуковая дефектоскопия

Содержание
- 2. Ультразвуковая дефектоскопия – способ неразрушающего контроля, основанный на исследовании процесса распространения в контролируемом изделии ультразвуковых волн
- 3. Оборудование настройки Проведение контроля
- 4. Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических волн происходит от раздела сред
- 5. Сущность метода ультразвуковой дефектоскопии Включения в металле обычно содержат газ или смесь газов, возникающих в следствии
- 6. Сущность метода ультразвуковой дефектоскопии Разрешающая способность акустического исследования, т.е. способность выявлять мелкие дефекты раздельно друг от
- 7. Используется с целью выявления скрытых дефектов в изделиях из стали, например, нарушение однородности структуры, трещины, непровары,
- 8. В основе работы прибора – обследования материалов методом эхолокации, т.е. излучения волн с дальнейшим их приемом
- 9. Металлургия (контроль сварных швов) Химическая промышленность Нефтегазовая промышленность Строительство Машиностроение Область применения:
- 10. Позволяет не только выявить трещины, раковины, полости, уже образовавшиеся в детали, но и определить «усталость» металла.
- 11. Не разрушает и не повреждает исследуемый образец. Возможно проводить контроль изделий из разнообразных материалов, как металлов,
- 12. Подготовка поверхности для ввода ультразвука в металл. Малейший воздушный зазор может стать неодолимой преградой для ультразвуковых
- 14. Скачать презентацию
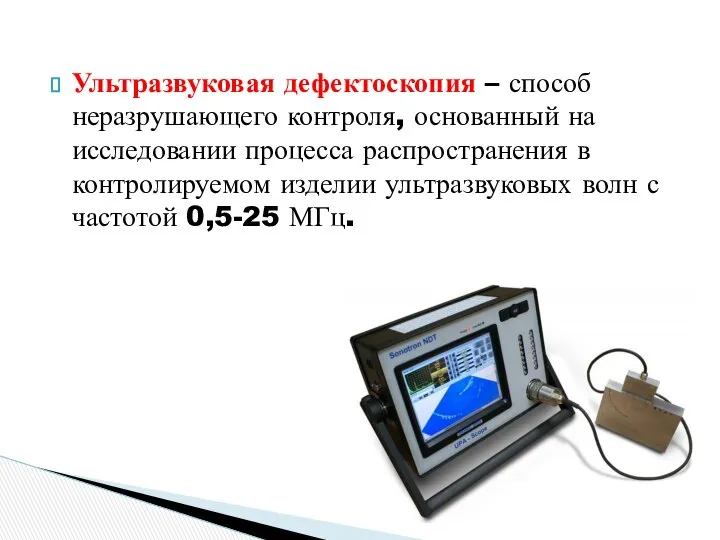
Ультразвуковая дефектоскопия – способ неразрушающего контроля, основанный на исследовании процесса распространения в
Ультразвуковая дефектоскопия – способ неразрушающего контроля, основанный на исследовании процесса распространения в
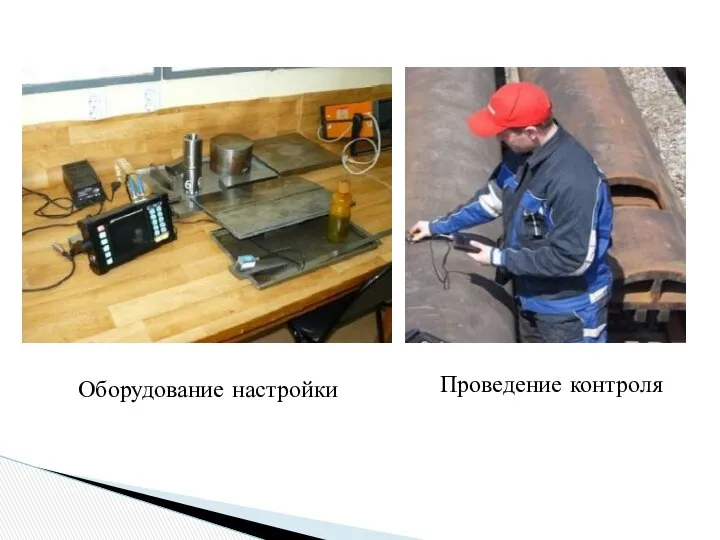
Оборудование настройки
Проведение контроля
Оборудование настройки
Проведение контроля
Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических
Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических
Сущность метода ультразвуковой дефектоскопии
Включения в металле обычно содержат газ или смесь
Сущность метода ультразвуковой дефектоскопии
Включения в металле обычно содержат газ или смесь
Сущность метода ультразвуковой дефектоскопии
Разрешающая способность акустического исследования, т.е. способность выявлять мелкие
Сущность метода ультразвуковой дефектоскопии
Разрешающая способность акустического исследования, т.е. способность выявлять мелкие
Используется с целью выявления скрытых дефектов в изделиях из стали, например,
Используется с целью выявления скрытых дефектов в изделиях из стали, например,

В основе работы прибора – обследования материалов методом эхолокации, т.е. излучения
В основе работы прибора – обследования материалов методом эхолокации, т.е. излучения
Металлургия (контроль сварных швов)
Химическая промышленность
Нефтегазовая промышленность
Строительство
Машиностроение
Область применения:
Металлургия (контроль сварных швов)
Химическая промышленность
Нефтегазовая промышленность
Строительство
Машиностроение
Область применения:

Позволяет не только выявить трещины, раковины, полости, уже образовавшиеся в детали,
Позволяет не только выявить трещины, раковины, полости, уже образовавшиеся в детали,
Не разрушает и не повреждает исследуемый образец.
Возможно проводить контроль изделий из
Не разрушает и не повреждает исследуемый образец.
Возможно проводить контроль изделий из
Подготовка поверхности для ввода ультразвука в металл.
Малейший воздушный зазор может стать
Подготовка поверхности для ввода ультразвука в металл.
Малейший воздушный зазор может стать
 Классическая термодинамика
Классическая термодинамика Аэродинамические характеристики самолета
Аэродинамические характеристики самолета Атомные электростанции (АЭС)
Атомные электростанции (АЭС)  История изобретения и развития тепловых двигателей Корнева Н.А. Учитель физики МОУ «Гимназия №5»
История изобретения и развития тепловых двигателей Корнева Н.А. Учитель физики МОУ «Гимназия №5» Анализ ЭМВ Н- И Е--типов в круглом волноводе
Анализ ЭМВ Н- И Е--типов в круглом волноводе Пространственная система сил
Пространственная система сил Основы электронной теории магнетизма
Основы электронной теории магнетизма Основоположники динамического электричества Батарейка. Гальванический элемент.
Основоположники динамического электричества Батарейка. Гальванический элемент. Электростатика. Электрическое поле
Электростатика. Электрическое поле Введение в магнитостатику. Опыт Эрстеда. (Лекция 5)
Введение в магнитостатику. Опыт Эрстеда. (Лекция 5) Динамика. Законы Ньютона
Динамика. Законы Ньютона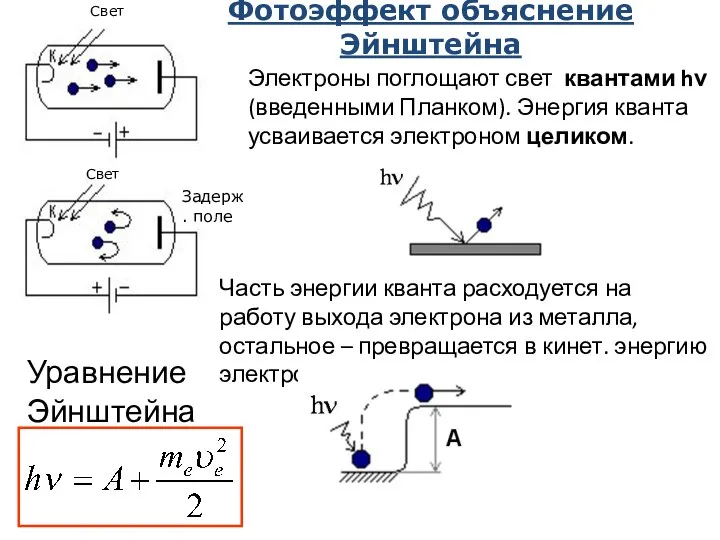 Фотоэффект объяснение Эйнштейна
Фотоэффект объяснение Эйнштейна Методы уменьшения потерь мощности в питающих сетях
Методы уменьшения потерь мощности в питающих сетях Уравнение сохранения количества движения. Уравнения движения сплошной среды. Тензор напряжений
Уравнение сохранения количества движения. Уравнения движения сплошной среды. Тензор напряжений Досліди Д. Франка і Г. Герца
Досліди Д. Франка і Г. Герца Преломление света
Преломление света Инжекторная система впрыска K-Jetronic
Инжекторная система впрыска K-Jetronic Расчет центрально-сжатого стержня параметрического сеченияр на устойчвость в прогамме Mathcad
Расчет центрально-сжатого стержня параметрического сеченияр на устойчвость в прогамме Mathcad Автор: Колесников Сергей, 8 класс Руководитель: Леонтьева Ольга Александровна МОУ Усть-Донецкая СОШ № 2
Автор: Колесников Сергей, 8 класс Руководитель: Леонтьева Ольга Александровна МОУ Усть-Донецкая СОШ № 2 Основные физические (объективные) характеристики звукового поля
Основные физические (объективные) характеристики звукового поля Векторлар өрісі және оның сипаттамалары
Векторлар өрісі және оның сипаттамалары Модель двигателя Стирлинга
Модель двигателя Стирлинга Презентация по физике ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ НА ОРГАНИЗМ ЧЕЛОВЕКА. ФИЗИОТЕРАПИЯ
Презентация по физике ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ НА ОРГАНИЗМ ЧЕЛОВЕКА. ФИЗИОТЕРАПИЯ  Порівняння швидкостей рухів тварин, техніки тощо. Фізична величина швидкості руху та одиниці її вимірювання
Порівняння швидкостей рухів тварин, техніки тощо. Фізична величина швидкості руху та одиниці її вимірювання Плотность тела. Билет 4
Плотность тела. Билет 4 Причины не включения компрессора на электропоезде ЭТ2М
Причины не включения компрессора на электропоезде ЭТ2М Оптические иллюзии
Оптические иллюзии Леонид Исаакович Мандельштам
Леонид Исаакович Мандельштам