- Ресурсосбережение и экология в переработке и применении пластмасс

Содержание
- 2. Ресурсосбережение – экономия ресурсов
- 4. Материалосбережение За счёт экономии полимерного сырья - Экономия полимерного сырья в многослойных изделиях (плёнки, трубы, литьевые
- 5. Этапы создания материала с заданным комплексом свойств Анализ технических требований Выбор конструкции материала и состава входящих
- 6. Принципы создания комбинированных многослойных плёнок (МКП) Широта применения МКП объясняется практически неограниченными возможностями варьирования их свойств
- 7. Тенденция снижения толщины за счет получения многослойных пленок Анализ специалистов корпорации EXXON показывает, что процесс имеет
- 8. Преимущества увеличения слоев в многослойных пленках До настоящего времени пятислойные технологии использовались по большей мере при
- 9. Блок-схема структуры способов производства многослойных плёнок
- 10. Блок-схема структуры способов производства комбинированных многослойных материалов
- 12. Схема процесса изготовления многослойных пленочных материалов методом соэкструзии с соединением слоев расплавов на выходе из головки
- 13. Схема процесса экструзионного ламинирования 1 — размоточное устройство; 2 — экструдер; 3 — прижимной валик; 4
- 14. Схема процесса сухого каширования 1 — устройство для размотки пленки основы; 2 — узел нанесения клея;
- 15. Кашировальная машина
- 16. Многослойные плёнки
- 17. Термоусадочные пленки Пленка термоусадочная – это полимерный материал, специально разработана для упаковки различных товаров. Пленки способны
- 18. Ориентация макромолекул в термоусадочных пленках Эффект ориентации макромолекул и, соответственно, термоусадочные свойства пленки, состоит в формировании
- 19. Влияние формы рукава на свойства термоусадочной пленки Возможны две крайние формы рукава – плавная (коническая) и
- 20. Технология двойного раздува рукава «дабл бабл» Можно ли повысить прочность пленки, не изменяя при этом ее
- 21. Состав линии для технологии двойного раздува В состав линии входят следующие узлы: экструзионная секциияс системой подготовки
- 22. Общая схема установки двойного раздува рукава
- 23. Классификация стретч-пленок Стретч-худ (упаковка в растягивающуюся пленку) - это одна из наиболее динамично развивающихся упаковочных технологий
- 24. Стрейч-пленки Стрейч (растягивающаяся) пленка является упаковочным материалом. Для ее производства используются сополимеры этилена с винилацетатом (СЭВА),
- 25. Схема производства стретч плёнки
- 26. Технология производства БОПП пленок Существует поочередный (двухстадийный) и одновременный (одностадийный) способ осуществления продольного и поперечного растяжения
- 27. Схема одновременной ориентации ПП пленки в двух направлениях К1 - степень вытяжки по длине, К2 -
- 28. Схема двухстадийной вытяжки ПП пленки Схема линии получения двухосно ориентированной пленки методом плоскощелевой экструзии в ширильной
- 29. Получение ориентированной пленки тройным раздувом рукава «трибл бабл» Метод «трибл бабл»- это метод «Дабл бабл», дополненный
- 30. Что такое процесс Triple Bubble? Экструзионно раздувной процесс в котором формируется три рукава в процессе экструзии
- 31. Ключевые этапы: (2) Основной рукав (первый раздув) Мгновенное охлаждение очень важно для следующего этапа ориентации!! Полимеры
- 32. Ключевые шаги: (3) Подготовка основного рукава для очередного раздува инфракрасный нагрев или ванна с горячей водой
- 33. Ключевые этапы: (4) Второй раздув - ориентация Продольное ориентирование создается за счет разности скоростей приводных валков
- 34. Ключевой этапы: (5) Third Bubble – Этап термофиксации (стабилизация) Установками контроля температуры для управления коэффициента усадки
- 35. Отличительные особенности линий тройного раздува Triple Bubble® ф. KUHNE Ширина пленки до 2 400 мм (рукав)
- 36. Отличительные особенности технологии Triple Bubble® до 6 раз выше барьер по O² EVOH, PA до 4
- 37. Многокомпонентное соединение различных пластмасс путем литья под давлением
- 38. Процесс соинжекции
- 39. Примеры применения многокомпонентного литья
- 41. Развитие в промышленности России новых технологий целенаправленного управления конструкциями изделия и структурой полимера в процессе их
- 48. Схема поперечного сечения газового канала, на которой показа заполнение полимерного расплава и газа, где доля толщины
- 51. Основные преимущества литья под давлением с подачей газа для различных типов изделий Поперечное сечение изделия в
- 52. Влияние углекислого газа на вязкость газонаполненного ABС пластика (источник Дж. Авери, К.Т.Окамото «Специальные технологии литья под
- 53. Схема литья под давлением с водой
- 57. Схема микроячеистого процесса литья (источник Дж. Авери, К.Т.Окамото «Специальные технологии литья под давлением») Подача гранулята Транспортирование
- 58. Диаграмма разброса размера детали
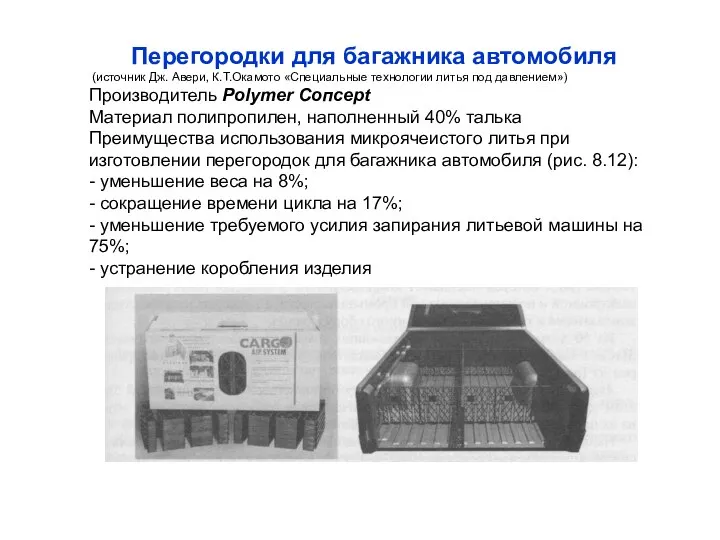
- 59. Тонкостенный контейнер (источник Дж. Авери, К.Т.Окамото «Специальные технологии литья под давлением») Материал контейнера, изображенного на рисунке
- 61. Интегрированная мягкая на ощупь поверхность. Крышка подушки безопасности KIA ‘K1’
- 62. Технологии будущего: легковесные конструкции
- 63. Реактивное литье
- 64. ПВХ-O Физический процесс, модифицирующий молекулярную структуру Молекулярная ориентация ПВХ-O Класс 500 /ПВХ-O 1135 Более выраженная слоистая
- 65. ПВХ-O класс 500 выдающиеся механические свойства ПВХ-O ПВХ-О МЕХАНИЧЕСКИЕ СВОЙСТВА Ударная вязкость Эластичность Распространение трещин Усталостная
- 66. Инженерный выбор полимерных материалов с целью материалосбережения и энергопотребления Полимерные материалы, как материалы на основе органических
- 67. Инженерный выбор полимерных материалов (продолжение) Особенности физико-химической организации пластмасс обеспечиваются введением разнообразных эмпирических коэффициентов, корректирующих величину
- 68. Основные физико-химические процессы при переработке полимерных материалов В основе всех технологических процессов переработки полимеров, в т.
- 69. При разработке технологического процесса изготовления изделия (детали) исходным пунктом являются требования к качеству изделия по: -соответствию
- 71. Алгоритм выбора полимерных материалов Промышленностью выпускается огромное количество всевозможных марок ПМ, используемых для изготовления изделий различного
- 72. Алгоритм выбора полимерных материалов Первая задача - выбор базового полимера, который основан на изучении комплекса наиболее
- 73. Алгоритм выбора полимерных материалов На втором этапе выбора ПМ нужно проанализировать возможности улучшения эксплуатационных свойств базовых
- 74. Конструкционные ПМ Модуль упругости при растяжении различных ПМ Значения характеристик реактопластов (фенопластов, аминопластов, эпок- сидных и
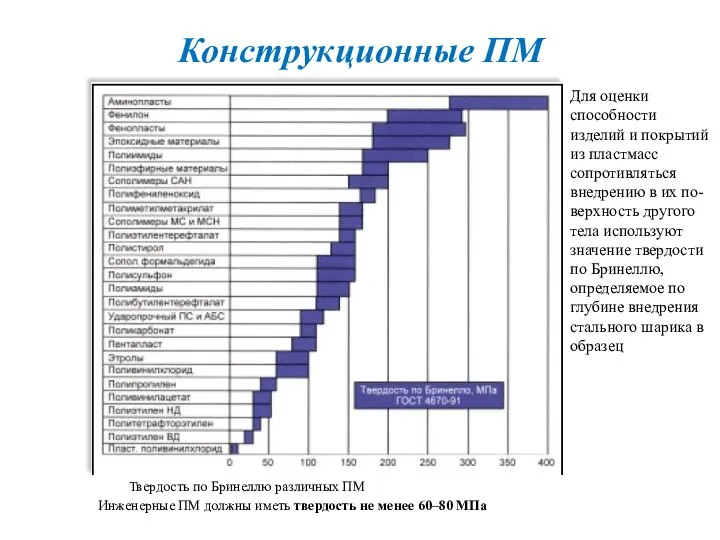
- 75. Конструкционные ПМ Твердость по Бринеллю различных ПМ Для оценки способности изделий и покрытий из пластмасс сопротивляться
- 76. Температурные характеристики
- 77. Ударопрочные ПМ Ударопрочные ПМ могут работать при воздействии ударных нагрузок. Энергия удара при хрупком разру- шении
- 78. Морозостойкие ПМ Морозостойкость различных ПМ Морозостойкие ПМ могут эксплуа- тироваться при низких температурах. Морозостойкость определяется температурной
- 79. Обобщенные данные потребительских свойств различных ПМ
- 80. Алгоритм выбора - пример
- 81. Возможности снижения себестоимости продукции в производстве литьевых изделий Уровень себестоимости является одним из важнейших факторов, определяющих
- 82. Ориентировочная структура себестоимости производства литьевых изделий из пластмасс
- 83. Себестоимость продукции, изготовленной литьём под давлением В качестве примера для разработки мероприятий по модернизации рассматривается среднее
- 84. При разработке состава мероприятий на каждом этапе проводится следующая аналитическая работа: технологический анализ производства; технико-экономическая проработка
- 85. Возможности снижения себестоимости литьевой продукции на 1 этапе
- 86. Второй этап: совершенствование технологии На 2 этапе разрабатываются мероприятия, направленные на совершенствование технологических процессов на базе
- 87. Возможности снижения себестоимости литьевой продукции на 2 этапе.
- 88. Третий этап: оптимизация технологических процессов и модернизация производства. На 3 этапе разрабатываются мероприятия, направленные на системную
- 89. В целом, на 3 этапе проводятся наиболее капиталоемкие мероприятия, обеспечивающие существенное снижение себестоимости и изменение ее
- 90. Возможности снижения себестоимости литьевой продукции по этапам
- 92. Скачать презентацию

Ресурсосбережение – экономия ресурсов
Ресурсосбережение – экономия ресурсов


Материалосбережение
За счёт экономии полимерного сырья
- Экономия полимерного сырья в многослойных
Материалосбережение
За счёт экономии полимерного сырья
- Экономия полимерного сырья в многослойных
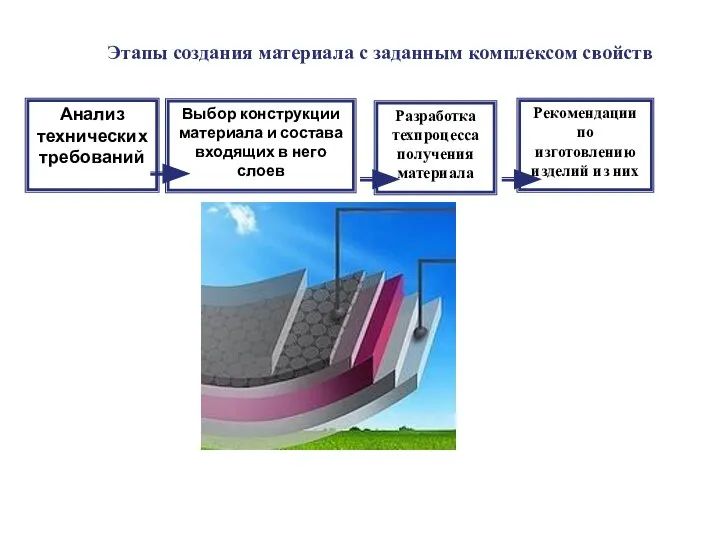
Этапы создания материала с заданным комплексом свойств
Анализ технических требований
Выбор конструкции
Этапы создания материала с заданным комплексом свойств
Анализ технических требований
Выбор конструкции
Принципы создания комбинированных многослойных плёнок (МКП)
Широта применения МКП объясняется практически неограниченными
Принципы создания комбинированных многослойных плёнок (МКП)
Широта применения МКП объясняется практически неограниченными
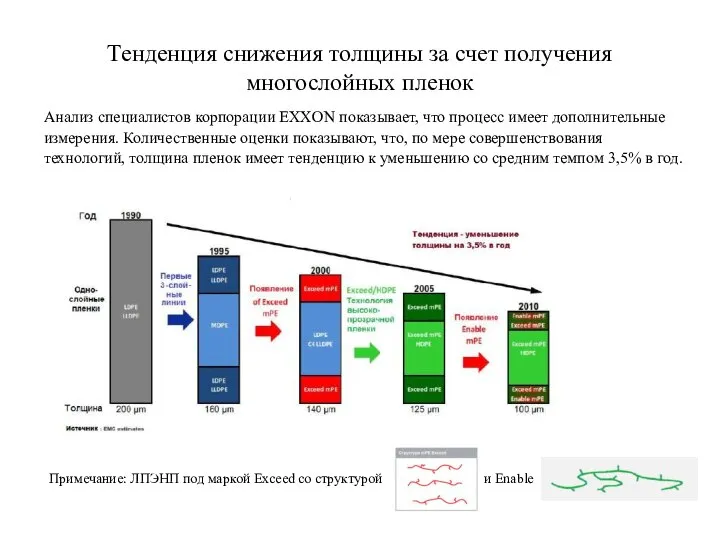
Тенденция снижения толщины за счет получения многослойных пленок
Анализ специалистов корпорации EXXON
Тенденция снижения толщины за счет получения многослойных пленок
Анализ специалистов корпорации EXXON
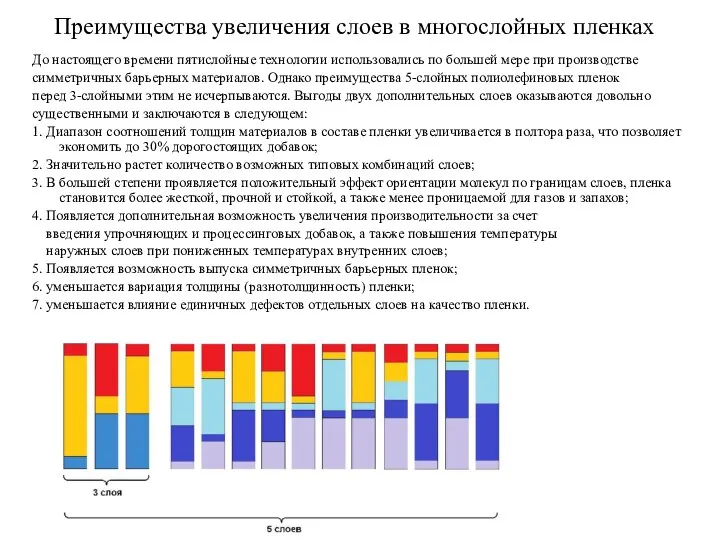
Преимущества увеличения слоев в многослойных пленках
До настоящего времени пятислойные технологии использовались
Преимущества увеличения слоев в многослойных пленках
До настоящего времени пятислойные технологии использовались
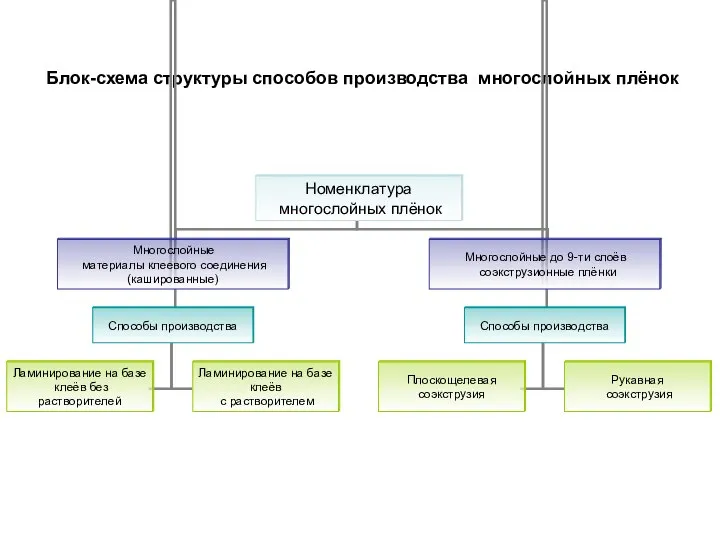
Блок-схема структуры способов производства многослойных плёнок
Блок-схема структуры способов производства многослойных плёнок
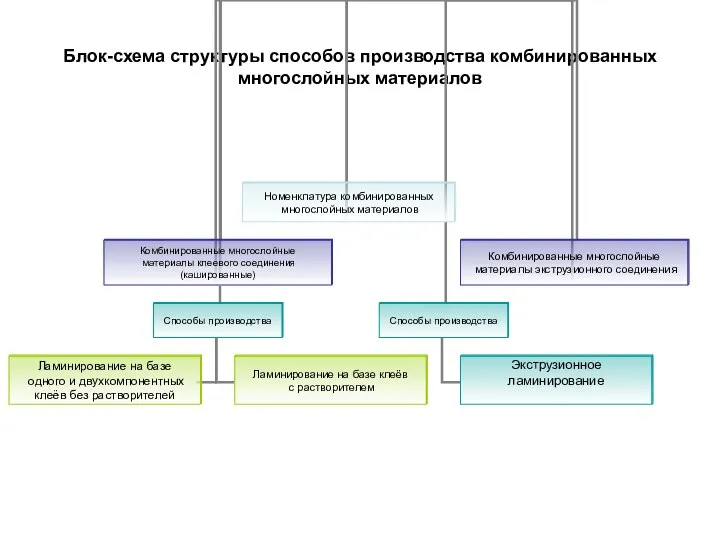
Блок-схема структуры способов производства комбинированных многослойных материалов
Блок-схема структуры способов производства комбинированных многослойных материалов
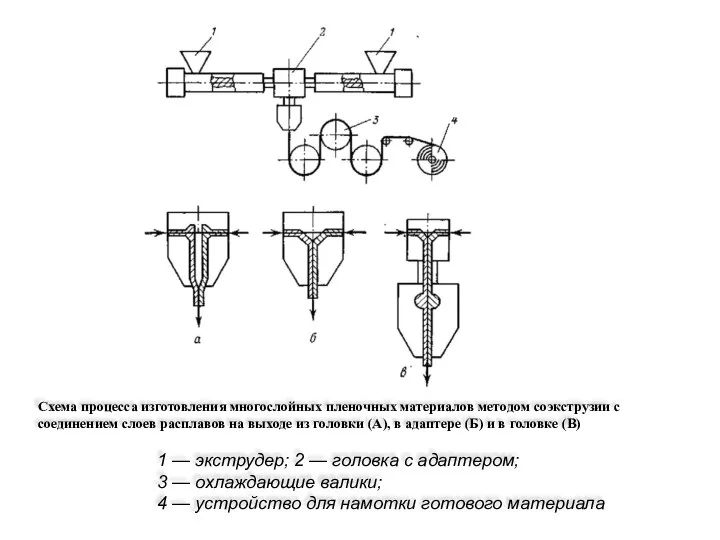
Схема процесса изготовления многослойных пленочных материалов методом соэкструзии с соединением слоев
Схема процесса изготовления многослойных пленочных материалов методом соэкструзии с соединением слоев
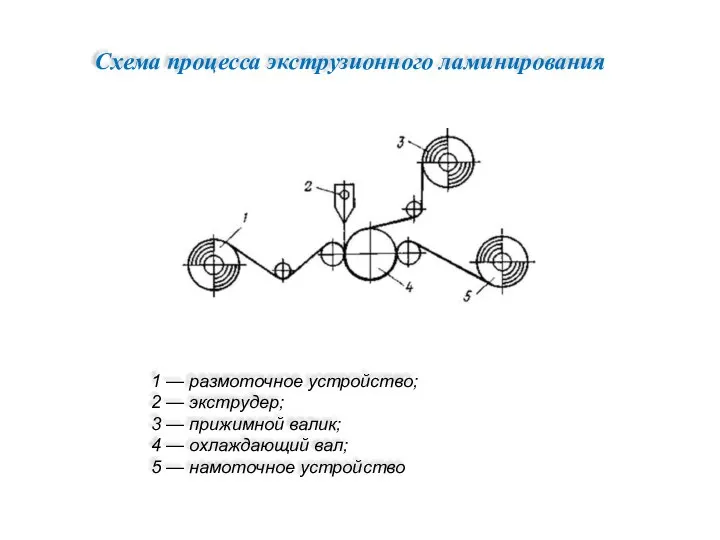
Схема процесса экструзионного ламинирования
1 — размоточное устройство;
2 — экструдер;
3 — прижимной
Схема процесса экструзионного ламинирования
1 — размоточное устройство;
2 — экструдер;
3 — прижимной
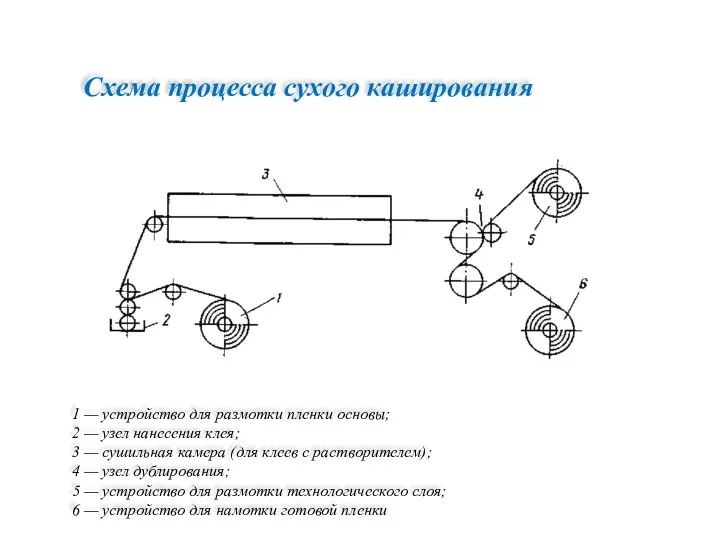
Схема процесса сухого каширования
1 — устройство для размотки пленки основы;
2 —
Схема процесса сухого каширования
1 — устройство для размотки пленки основы;
2 —

Кашировальная машина
Кашировальная машина
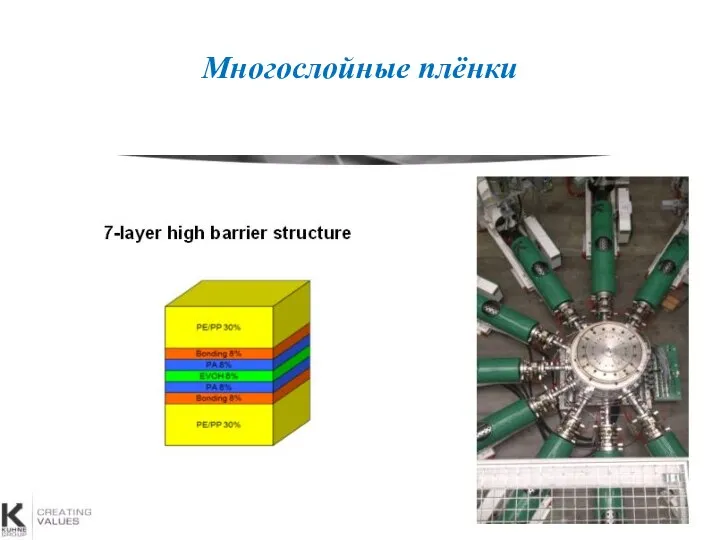
Многослойные плёнки
Многослойные плёнки
Термоусадочные пленки
Пленка термоусадочная – это полимерный материал, специально разработана для упаковки
Термоусадочные пленки
Пленка термоусадочная – это полимерный материал, специально разработана для упаковки
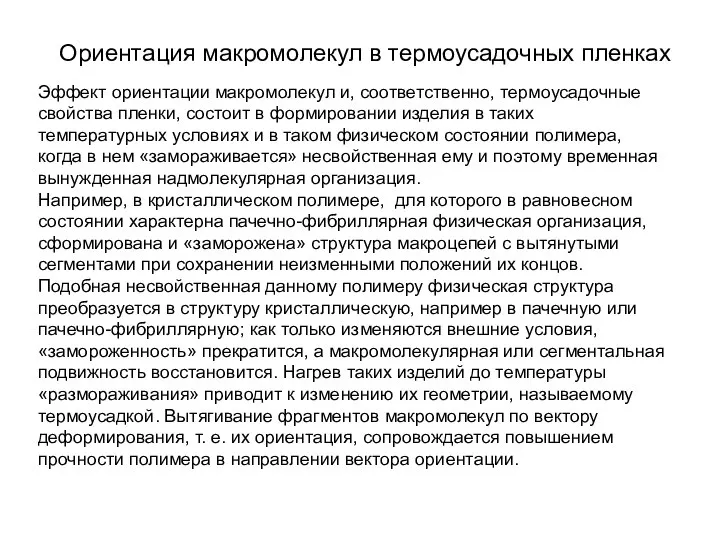
Ориентация макромолекул в термоусадочных пленках
Эффект ориентации макромолекул и, соответственно, термоусадочные свойства
Ориентация макромолекул в термоусадочных пленках
Эффект ориентации макромолекул и, соответственно, термоусадочные свойства

Влияние формы рукава на свойства термоусадочной пленки
Возможны две крайние формы рукава
Влияние формы рукава на свойства термоусадочной пленки
Возможны две крайние формы рукава
Технология двойного раздува рукава «дабл бабл»
Можно ли повысить прочность пленки, не
Технология двойного раздува рукава «дабл бабл»
Можно ли повысить прочность пленки, не
Состав линии для технологии двойного раздува
В состав линии входят следующие
Состав линии для технологии двойного раздува
В состав линии входят следующие
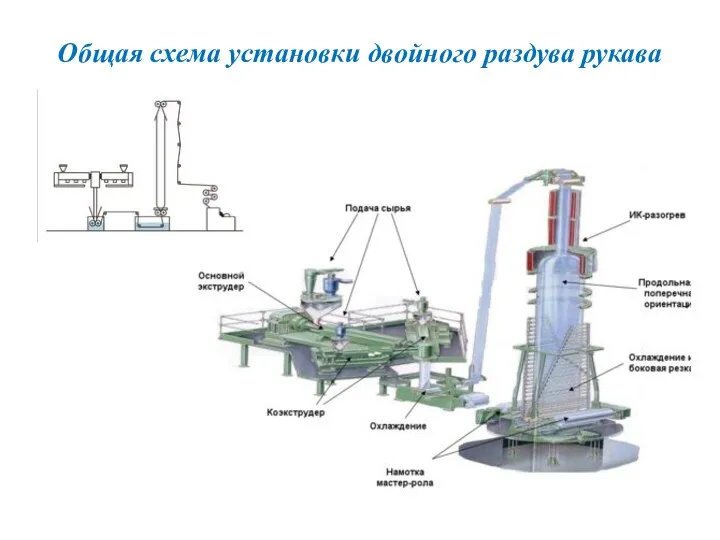
Общая схема установки двойного раздува рукава
Общая схема установки двойного раздува рукава
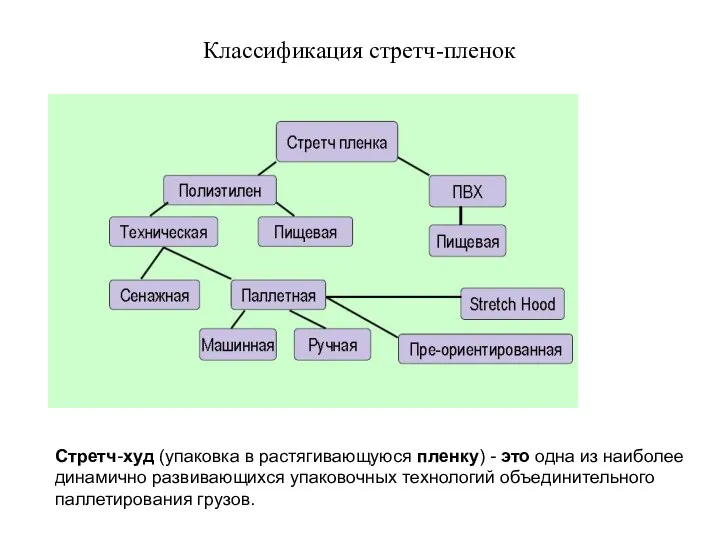
Классификация стретч-пленок
Стретч-худ (упаковка в растягивающуюся пленку) - это одна из наиболее динамично развивающихся упаковочных технологий объединительного паллетирования
Классификация стретч-пленок
Стретч-худ (упаковка в растягивающуюся пленку) - это одна из наиболее динамично развивающихся упаковочных технологий объединительного паллетирования

Стрейч-пленки
Стрейч (растягивающаяся) пленка является упаковочным материалом. Для ее производства используются сополимеры
Стрейч-пленки
Стрейч (растягивающаяся) пленка является упаковочным материалом. Для ее производства используются сополимеры

Схема производства стретч плёнки
Схема производства стретч плёнки
Технология производства БОПП пленок
Существует поочередный (двухстадийный) и одновременный (одностадийный) способ
Технология производства БОПП пленок
Существует поочередный (двухстадийный) и одновременный (одностадийный) способ
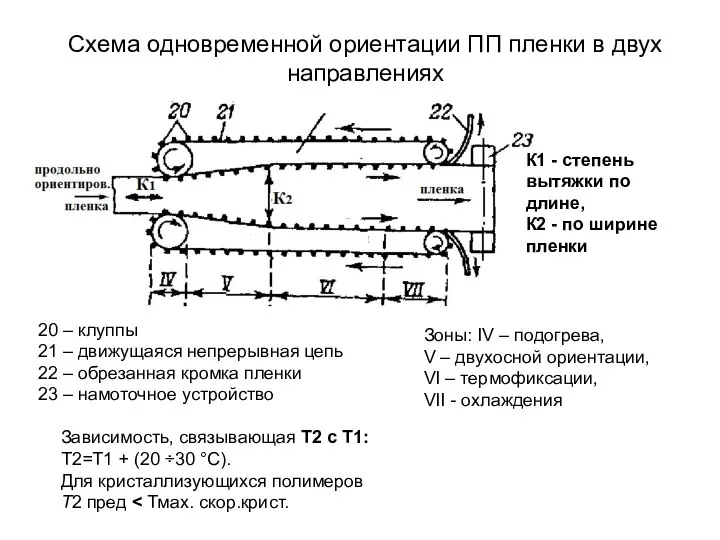
Схема одновременной ориентации ПП пленки в двух направлениях
К1 - степень
вытяжки по
Схема одновременной ориентации ПП пленки в двух направлениях
К1 - степень
вытяжки по
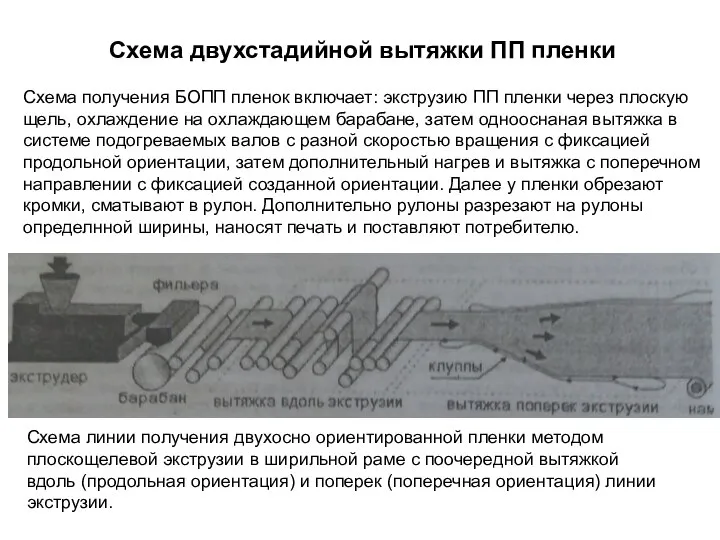
Схема двухстадийной вытяжки ПП пленки
Схема линии получения двухосно ориентированной пленки методом
Схема двухстадийной вытяжки ПП пленки
Схема линии получения двухосно ориентированной пленки методом
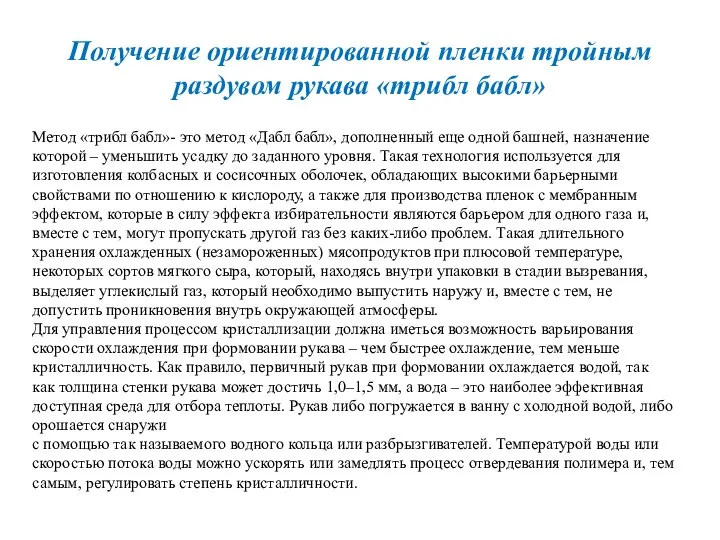
Получение ориентированной пленки тройным раздувом рукава «трибл бабл»
Метод «трибл бабл»- это
Получение ориентированной пленки тройным раздувом рукава «трибл бабл»
Метод «трибл бабл»- это

Что такое процесс Triple Bubble?
Экструзионно раздувной процесс в котором формируется
Что такое процесс Triple Bubble?
Экструзионно раздувной процесс в котором формируется
Ключевые этапы:
(2) Основной рукав (первый раздув)
Мгновенное охлаждение очень важно
Ключевые этапы:
(2) Основной рукав (первый раздув)
Мгновенное охлаждение очень важно
Ключевые шаги:
(3) Подготовка основного рукава для
очередного раздува
инфракрасный
Ключевые шаги:
(3) Подготовка основного рукава для
очередного раздува
инфракрасный
Ключевые этапы:
(4) Второй раздув - ориентация
Продольное ориентирование создается за счет
Ключевые этапы:
(4) Второй раздув - ориентация
Продольное ориентирование создается за счет
Ключевой этапы:
(5) Third Bubble – Этап термофиксации (стабилизация)
Установками контроля температуры
Ключевой этапы:
(5) Third Bubble – Этап термофиксации (стабилизация)
Установками контроля температуры
Отличительные особенности линий тройного раздува Triple Bubble® ф. KUHNE
Ширина пленки до
Отличительные особенности линий тройного раздува Triple Bubble® ф. KUHNE
Ширина пленки до
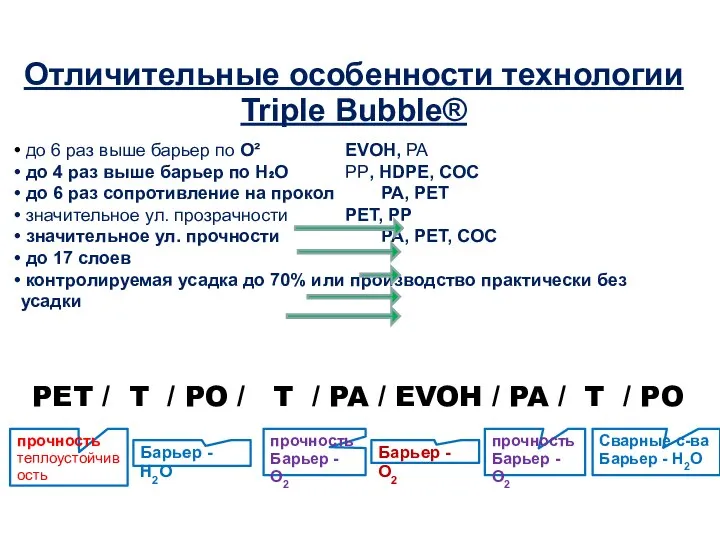
Отличительные особенности технологии Triple Bubble®
до 6 раз выше барьер
Отличительные особенности технологии Triple Bubble®
до 6 раз выше барьер
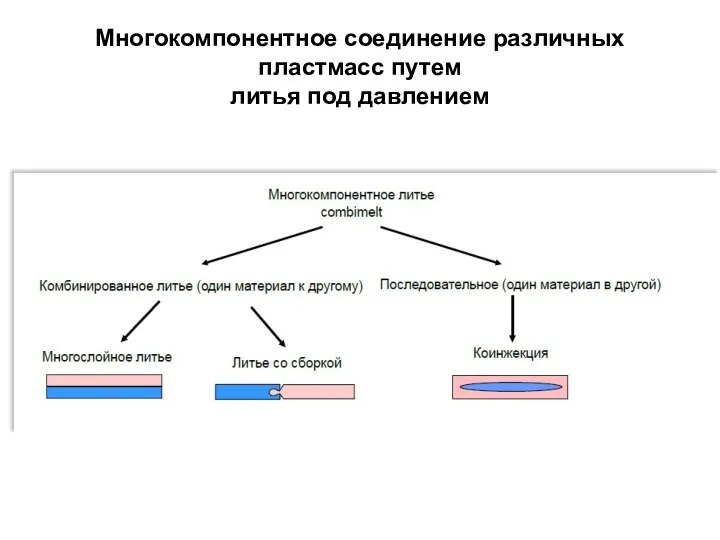
Многокомпонентное соединение различных пластмасс путем
литья под давлением
Многокомпонентное соединение различных пластмасс путем
литья под давлением
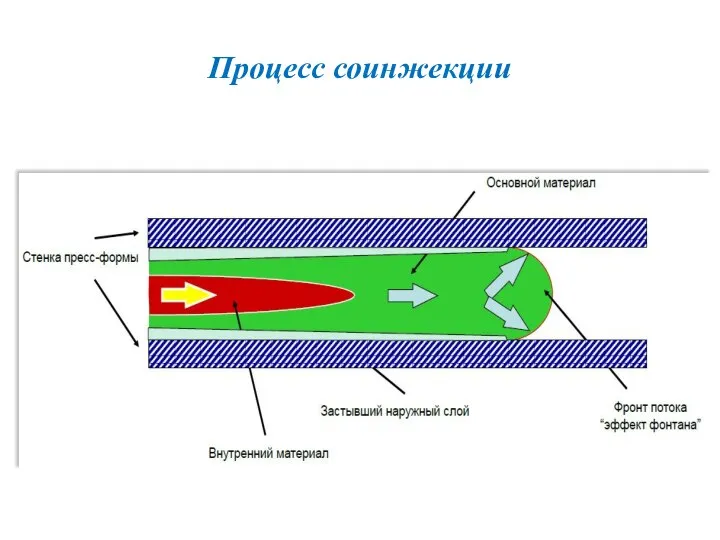
Процесс соинжекции
Процесс соинжекции

Примеры применения многокомпонентного литья
Примеры применения многокомпонентного литья

Развитие в промышленности России новых технологий целенаправленного управления конструкциями изделия и
Развитие в промышленности России новых технологий целенаправленного управления конструкциями изделия и




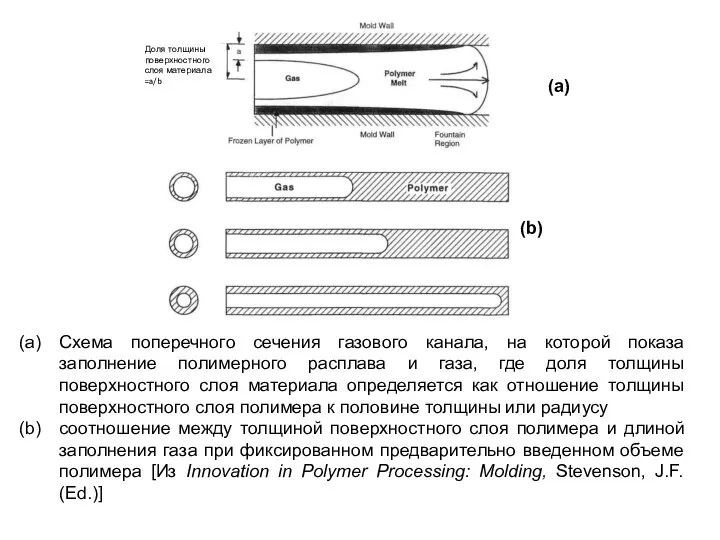
Схема поперечного сечения газового канала, на которой показа заполнение полимерного расплава
Схема поперечного сечения газового канала, на которой показа заполнение полимерного расплава


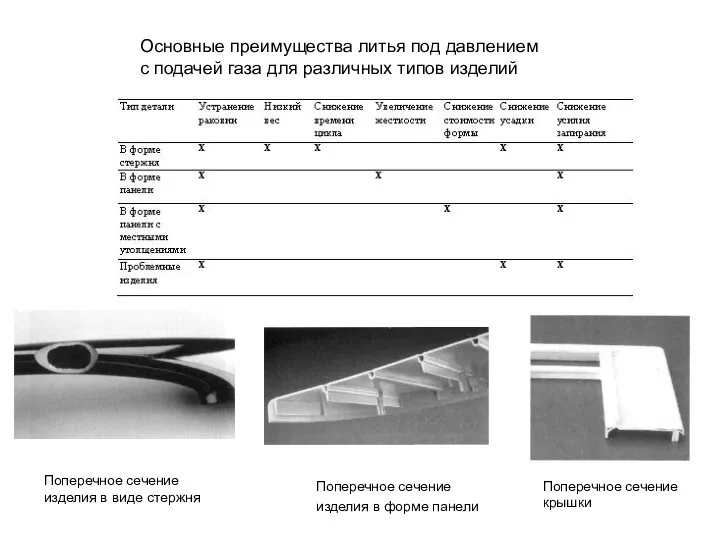
Основные преимущества литья под давлением
с подачей газа для различных типов
Основные преимущества литья под давлением
с подачей газа для различных типов
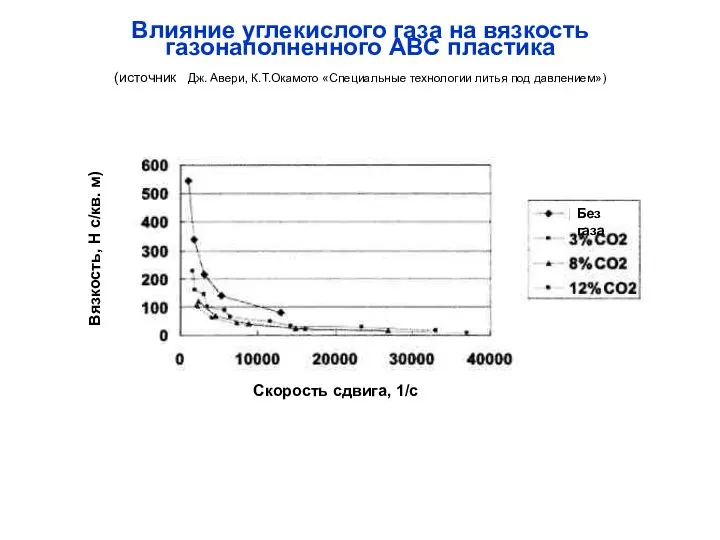
Влияние углекислого газа на вязкость газонаполненного ABС пластика
(источник Дж. Авери, К.Т.Окамото
Влияние углекислого газа на вязкость газонаполненного ABС пластика (источник Дж. Авери, К.Т.Окамото

Схема литья под давлением с водой
Схема литья под давлением с водой


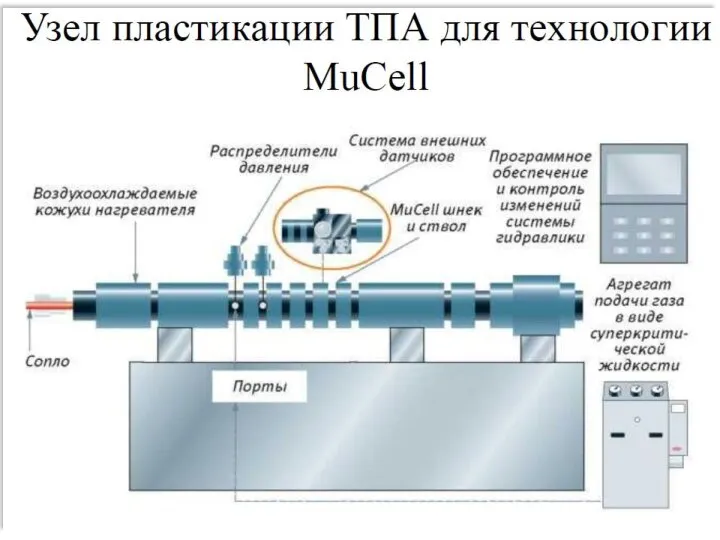

Схема микроячеистого процесса литья
(источник Дж. Авери, К.Т.Окамото «Специальные технологии литья под
Схема микроячеистого процесса литья (источник Дж. Авери, К.Т.Окамото «Специальные технологии литья под
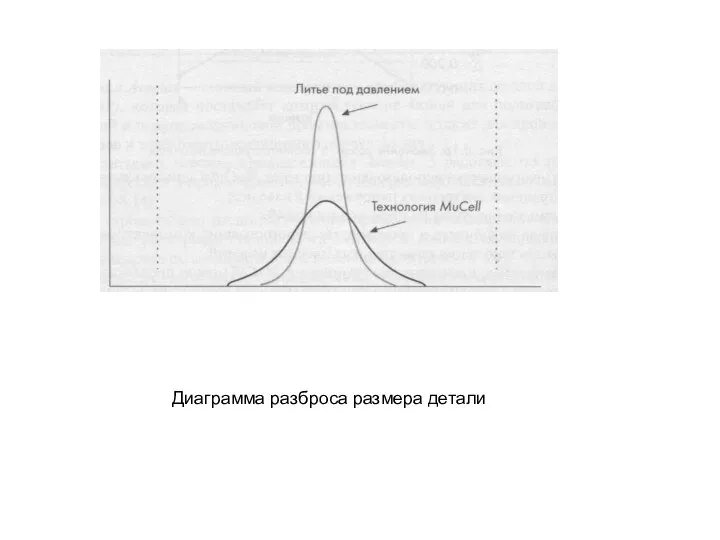
Диаграмма разброса размера детали
Диаграмма разброса размера детали

Тонкостенный контейнер
(источник Дж. Авери, К.Т.Окамото «Специальные технологии литья под давлением»)
Материал контейнера,
Тонкостенный контейнер
(источник Дж. Авери, К.Т.Окамото «Специальные технологии литья под давлением»)
Материал контейнера,

Интегрированная мягкая на ощупь поверхность.
Крышка подушки безопасности KIA ‘K1’
Интегрированная мягкая на ощупь поверхность.
Крышка подушки безопасности KIA ‘K1’

Технологии будущего: легковесные конструкции
Технологии будущего: легковесные конструкции

Реактивное литье
Реактивное литье
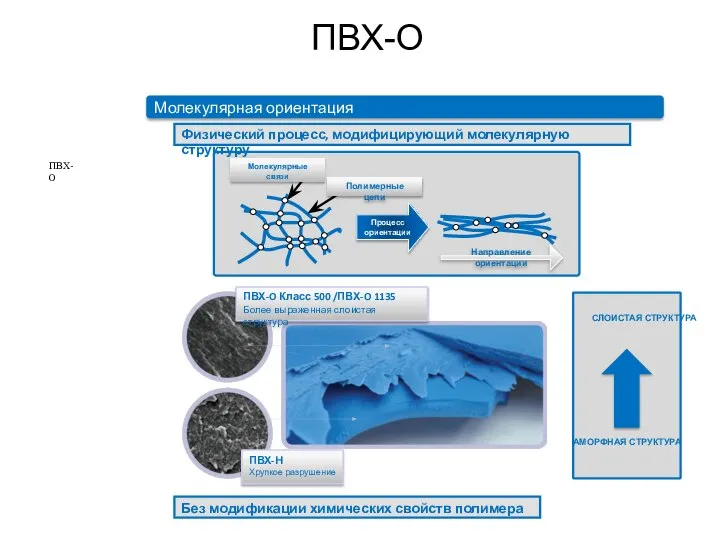
ПВХ-O
Физический процесс, модифицирующий молекулярную структуру
Молекулярная ориентация
ПВХ-O Класс 500 /ПВХ-O 1135
Более выраженная
ПВХ-O
Физический процесс, модифицирующий молекулярную структуру
Молекулярная ориентация
ПВХ-O Класс 500 /ПВХ-O 1135
Более выраженная
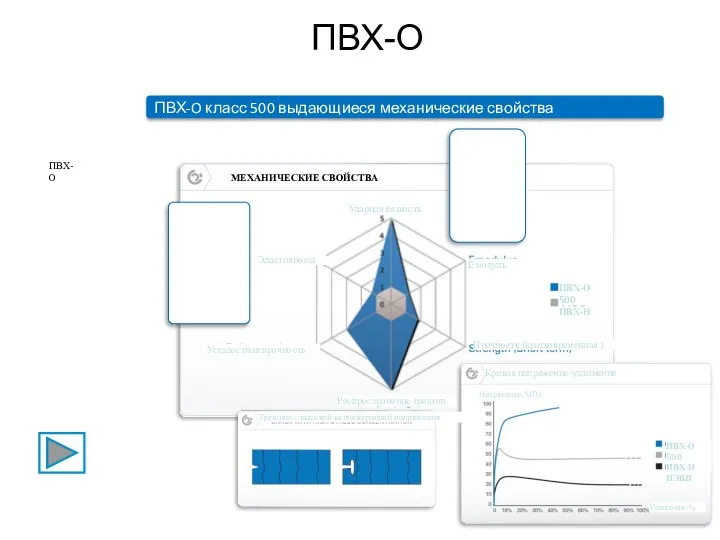
ПВХ-O класс 500 выдающиеся механические свойства
ПВХ-O
ПВХ-О
МЕХАНИЧЕСКИЕ СВОЙСТВА
Ударная вязкость
Эластичность
Распространение трещин
Усталостная прочность
Прочность (кратковременная
ПВХ-O класс 500 выдающиеся механические свойства
ПВХ-O
ПВХ-О
МЕХАНИЧЕСКИЕ СВОЙСТВА
Ударная вязкость
Эластичность
Распространение трещин
Усталостная прочность
Прочность (кратковременная
Инженерный выбор полимерных материалов с целью материалосбережения и энергопотребления
Полимерные материалы, как
Инженерный выбор полимерных материалов с целью материалосбережения и энергопотребления
Полимерные материалы, как
Инженерный выбор полимерных материалов (продолжение)
Особенности физико-химической организации пластмасс обеспечиваются введением
Инженерный выбор полимерных материалов (продолжение)
Особенности физико-химической организации пластмасс обеспечиваются введением
Основные физико-химические процессы
при переработке полимерных материалов
В основе всех технологических процессов
Основные физико-химические процессы
при переработке полимерных материалов
В основе всех технологических процессов
При разработке технологического процесса изготовления изделия (детали) исходным пунктом являются требования
При разработке технологического процесса изготовления изделия (детали) исходным пунктом являются требования

Алгоритм выбора полимерных материалов
Промышленностью выпускается огромное количество всевозможных марок ПМ, используемых
Алгоритм выбора полимерных материалов
Промышленностью выпускается огромное количество всевозможных марок ПМ, используемых
Алгоритм выбора полимерных материалов
Первая задача - выбор базового полимера, который основан
Алгоритм выбора полимерных материалов
Первая задача - выбор базового полимера, который основан
Алгоритм выбора полимерных материалов
На втором этапе выбора ПМ нужно проанализировать возможности
Алгоритм выбора полимерных материалов
На втором этапе выбора ПМ нужно проанализировать возможности

Конструкционные ПМ
Модуль упругости при растяжении различных ПМ
Значения характеристик реактопластов
(фенопластов, аминопластов, эпок-
сидных
Конструкционные ПМ
Модуль упругости при растяжении различных ПМ
Значения характеристик реактопластов
(фенопластов, аминопластов, эпок-
сидных
Конструкционные ПМ
Твердость по Бринеллю различных ПМ
Для оценки способности изделий и покрытий
Конструкционные ПМ
Твердость по Бринеллю различных ПМ
Для оценки способности изделий и покрытий

Температурные характеристики
Температурные характеристики

Ударопрочные ПМ
Ударопрочные ПМ могут работать
при воздействии ударных нагрузок.
Энергия удара при хрупком
Ударопрочные ПМ
Ударопрочные ПМ могут работать
при воздействии ударных нагрузок.
Энергия удара при хрупком
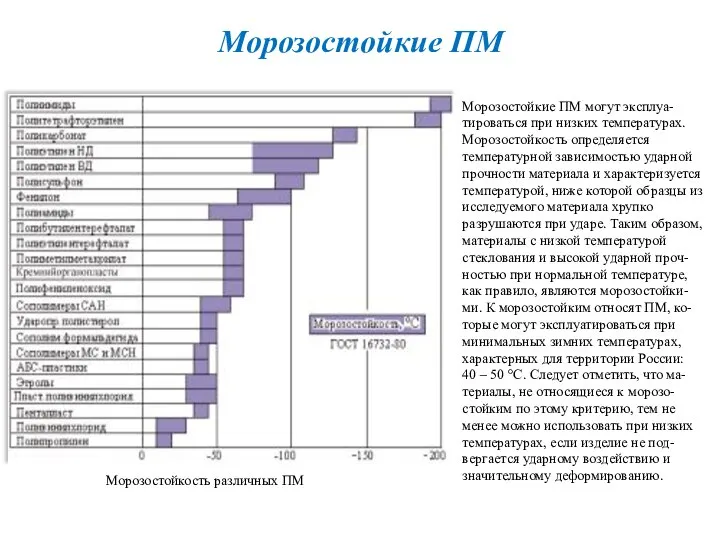
Морозостойкие ПМ
Морозостойкость различных ПМ
Морозостойкие ПМ могут эксплуа-
тироваться при низких температурах.
Морозостойкость определяется
температурной
Морозостойкие ПМ
Морозостойкость различных ПМ
Морозостойкие ПМ могут эксплуа-
тироваться при низких температурах.
Морозостойкость определяется
температурной

Обобщенные данные потребительских свойств различных ПМ
Обобщенные данные потребительских свойств различных ПМ
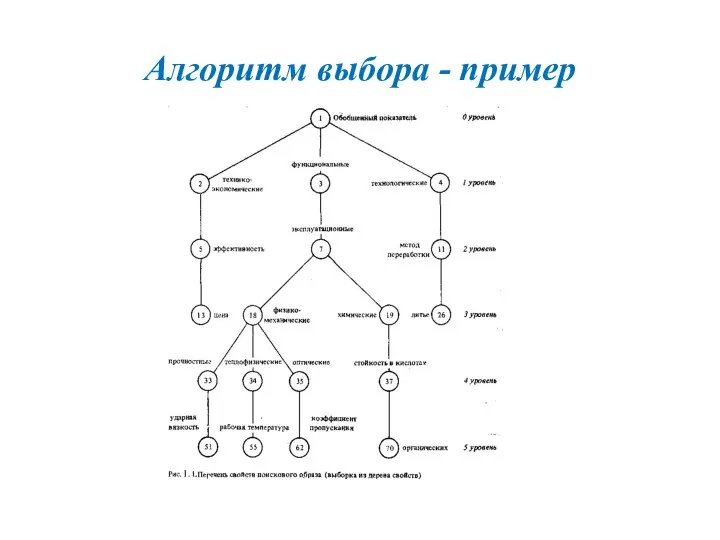
Алгоритм выбора - пример
Алгоритм выбора - пример
Возможности снижения себестоимости продукции в производстве литьевых изделий
Уровень себестоимости является одним
Возможности снижения себестоимости продукции в производстве литьевых изделий
Уровень себестоимости является одним
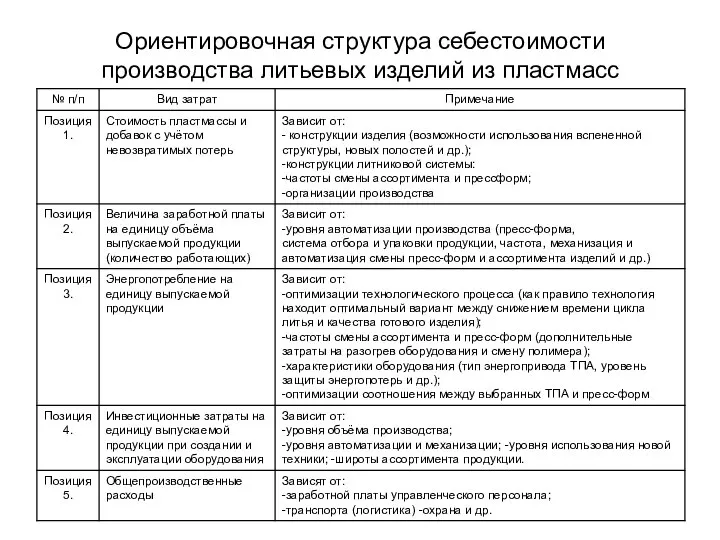
Ориентировочная структура себестоимости производства литьевых изделий из пластмасс
Ориентировочная структура себестоимости производства литьевых изделий из пластмасс
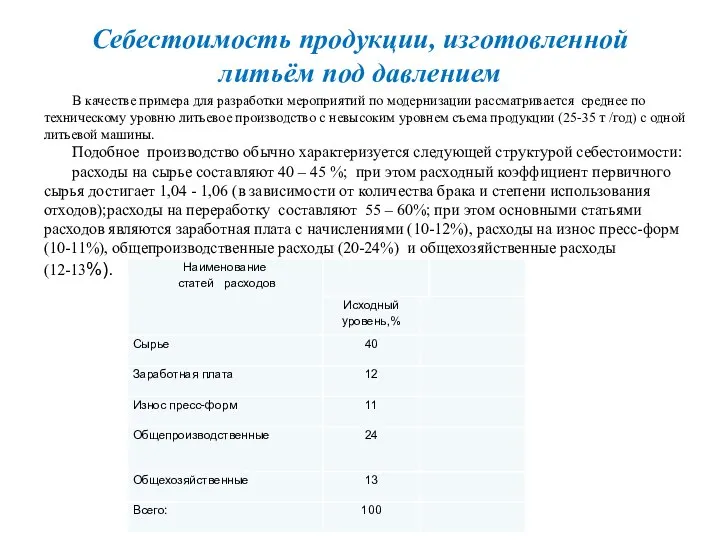
Себестоимость продукции, изготовленной литьём под давлением
В качестве примера для разработки мероприятий
Себестоимость продукции, изготовленной литьём под давлением
В качестве примера для разработки мероприятий
При разработке состава мероприятий на каждом этапе проводится следующая аналитическая работа:
технологический
При разработке состава мероприятий на каждом этапе проводится следующая аналитическая работа:
технологический
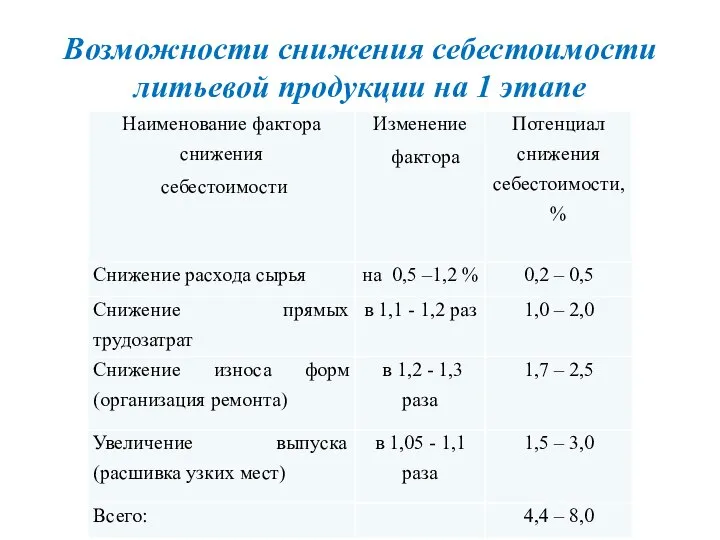
Возможности снижения себестоимости литьевой продукции на 1 этапе
Возможности снижения себестоимости литьевой продукции на 1 этапе

Второй этап: совершенствование технологии
На 2 этапе разрабатываются мероприятия, направленные на совершенствование
Второй этап: совершенствование технологии
На 2 этапе разрабатываются мероприятия, направленные на совершенствование
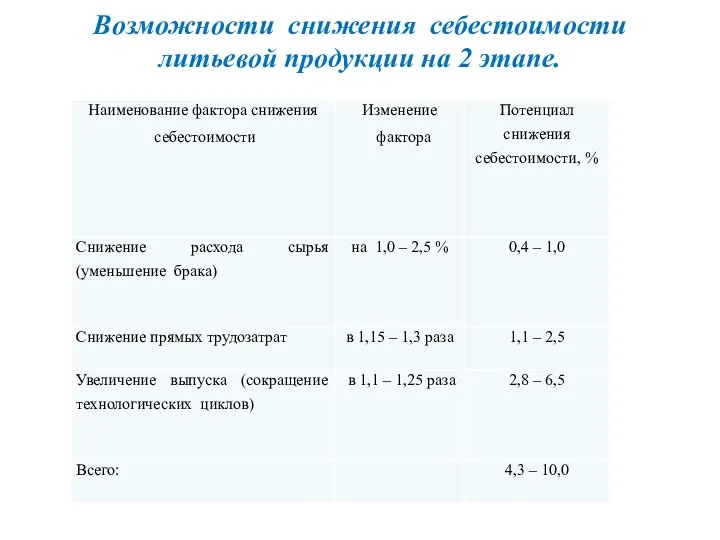
Возможности снижения себестоимости литьевой продукции на 2 этапе.
Возможности снижения себестоимости литьевой продукции на 2 этапе.
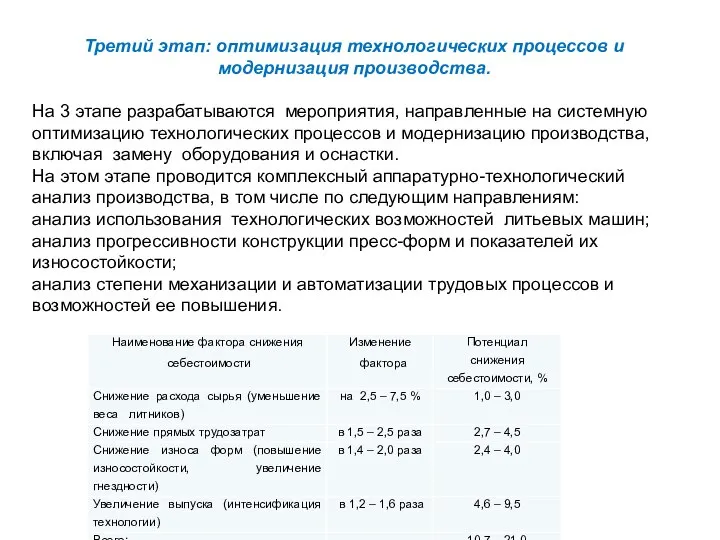
Третий этап: оптимизация технологических процессов и модернизация производства.
На 3 этапе
Третий этап: оптимизация технологических процессов и модернизация производства.
На 3 этапе

В целом, на 3 этапе проводятся наиболее капиталоемкие мероприятия, обеспечивающие существенное
В целом, на 3 этапе проводятся наиболее капиталоемкие мероприятия, обеспечивающие существенное

Возможности снижения себестоимости литьевой продукции по этапам
Возможности снижения себестоимости литьевой продукции по этапам
 Фенолы Простые эфиры
Фенолы Простые эфиры Н2, NaCl, Ca, HCl
Н2, NaCl, Ca, HCl A laboratory examination of double replacement reaction
A laboratory examination of double replacement reaction Кремнийдің құрамы, құрылысы және қасиеттері
Кремнийдің құрамы, құрылысы және қасиеттері Химиялык байланыстар
Химиялык байланыстар Аттестационная работа. Химические опыты с лекарственными веществами и лабораторный практикум
Аттестационная работа. Химические опыты с лекарственными веществами и лабораторный практикум Основы органической химии. Кислородсодержащие органические соединения
Основы органической химии. Кислородсодержащие органические соединения Химия гетероциклических соединений
Химия гетероциклических соединений Ленгмюр адсорбциясының мономолекулярлық теориясы. Дәріс 11
Ленгмюр адсорбциясының мономолекулярлық теориясы. Дәріс 11 Химия в быту
Химия в быту Химическая картина мира
Химическая картина мира Особенности решения практикоориентированного задания №26 ГИА-11
Особенности решения практикоориентированного задания №26 ГИА-11 Азот в природе
Азот в природе Аттестационная работа. Мини-проекты на уроках химии. 8 класс
Аттестационная работа. Мини-проекты на уроках химии. 8 класс Характеристика высших гидроксидов по положению в ПСХЭ
Характеристика высших гидроксидов по положению в ПСХЭ Органические соединения и их классификация
Органические соединения и их классификация Тема урока Железо Цель урока: Рассмотреть электронное строение атома железа, дать общую характеристику его. Изучить основные
Тема урока Железо Цель урока: Рассмотреть электронное строение атома железа, дать общую характеристику его. Изучить основные  Классификация химических реакций в органической и неорганической химии
Классификация химических реакций в органической и неорганической химии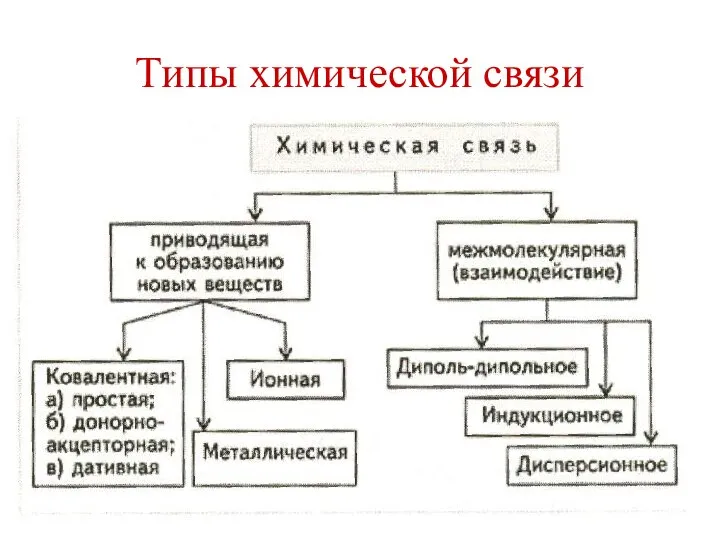 Типы химической связи
Типы химической связи  Общая фармакопейная статья
Общая фармакопейная статья Сероводород. Сульфиды
Сероводород. Сульфиды Строение и химические свойства кислот
Строение и химические свойства кислот Весь смысл жизни заключается в бесконечном завоевании неизвестного, в вечном усилии познать больше Эмиль Золя
Весь смысл жизни заключается в бесконечном завоевании неизвестного, в вечном усилии познать больше Эмиль Золя  Воздух- разделение на компоненты
Воздух- разделение на компоненты Галогены. Фтор, хлор, бром, йод, астат
Галогены. Фтор, хлор, бром, йод, астат Выращивание кристалла медного купороса CuSO4*5Н2О в разных условиях
Выращивание кристалла медного купороса CuSO4*5Н2О в разных условиях Лекарственное растительное сырье, содержащее витамины
Лекарственное растительное сырье, содержащее витамины ПРЕЗЕНТАЦИЯ КАБИНЕТА ХИМИИ
ПРЕЗЕНТАЦИЯ КАБИНЕТА ХИМИИ