-
Абразивная обработка поверхностей вращения

Содержание
- 5. Традиция использовать абразивы уходит корнями в далекое прошлое. Индейцы майя, еще в девятом веке до нашей
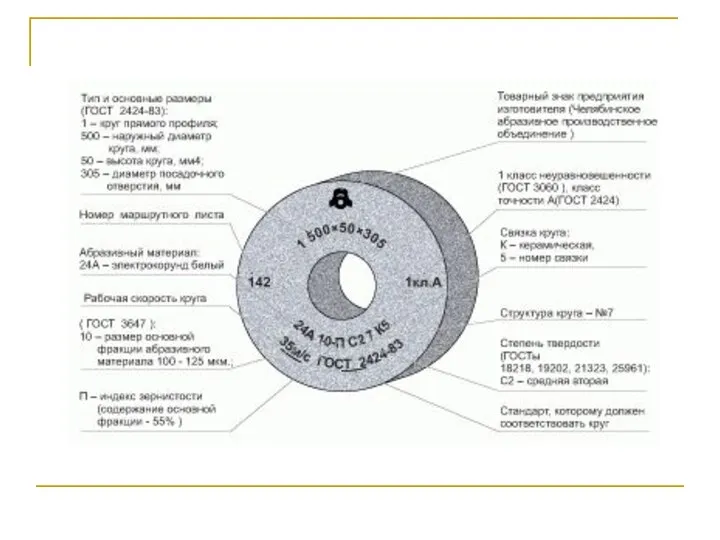
- 6. Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала.
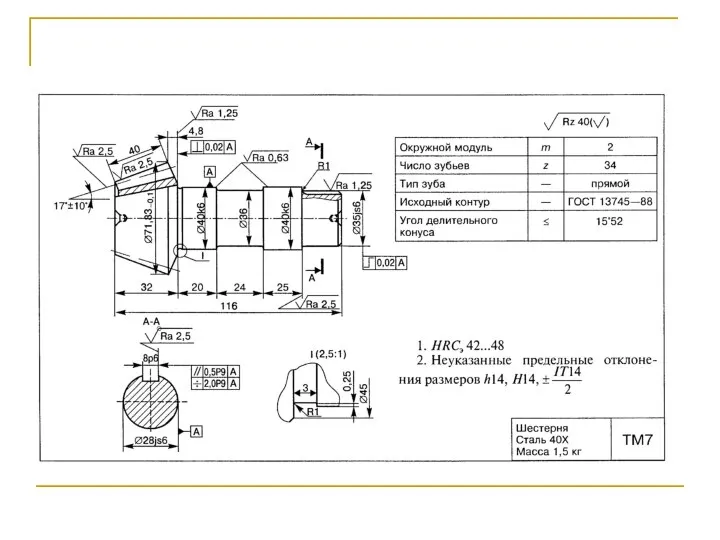
- 7. Типовые детали обрабатываемые на шлифовальных станках
- 8. Виды шлифования Обдирочное применяется в замен лезвийной обработки. Припуск от 1 мм и более на диаметр
- 9. Обдирочное шлифование При обдирочном шлифовании производится снятие больших припусков крупнозернистыми кругами прямого профиля (ПП), реже ПВ,
- 10. Виды шлифования Окончательным шлифованием достигается точность 5 —6-го квалитета и шероховатость поверхности Ra = 0,2— 1,2
- 11. Припуски на шлифование
- 12. Обработка заготовок на круглошлифовальных станках
- 13. Круглошлифовальный станок 1 станина 2 передняя бабка 3 шлифовальный круг 4 шлифовальная бабка 5 задняя бабка
- 14. Круглошлифовальный центровой полуавтомат 3М153
- 15. Круглое шлифование В процессе круглого шлифования деталь вращается в центрах или патроне. Обработка производится периферийной стороной
- 16. Приспособления для круглошлифовальных станков
- 17. Схемы установки обрабатываемых деталей
- 18. Центра Положение центровых отверстий на центрах станка а- правильное ; б-д неправильное
- 19. Мембранные патроны 1шток 2 шпиндель 3 планшайба 4 мембранный диск 5 кулачки 6 обрабатываемая деталь
- 20. Шлифовальные оправки В случае базирования по отверстию и торцу применяют жесткие оправки с упором в торец.
- 21. Люнеты При обработке длинных и гонких деталей нужна дополнительная опора в виде люнета Следящий люнет предотвращает
- 22. Люнеты С уменьшением диаметра и жесткости детали увеличивается число необходимых люнетов Двухопорный люнет
- 23. Круглое шлифование
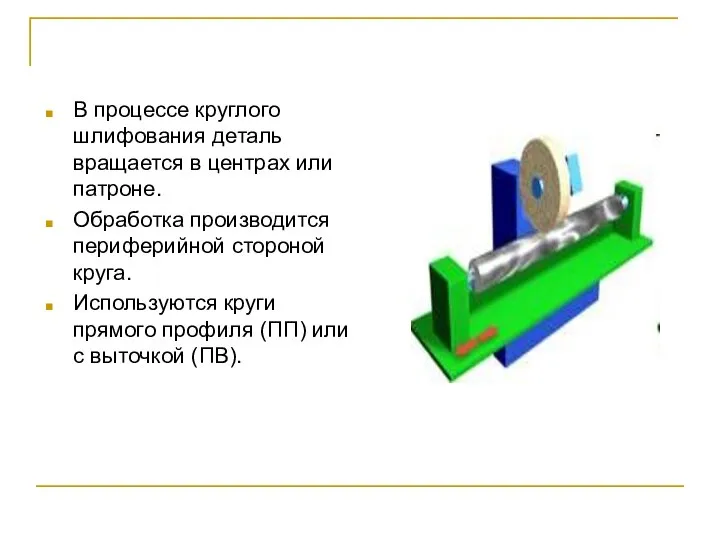
- 24. В процессе круглого шлифования деталь вращается в центрах или патроне. Обработка производится периферийной стороной круга. Используются
- 26. Схемы круглого шлифования
- 27. Шлифование с продольной подачей заготовка вращается равномерно (Sкр) и совершает возвратно-поступательное движение (Sпр). В конце хода
- 28. Врезное шлифование Применяют при обработке жестких заготовок в тех случаях, когда ширина шлифуемого участка меньше ширины
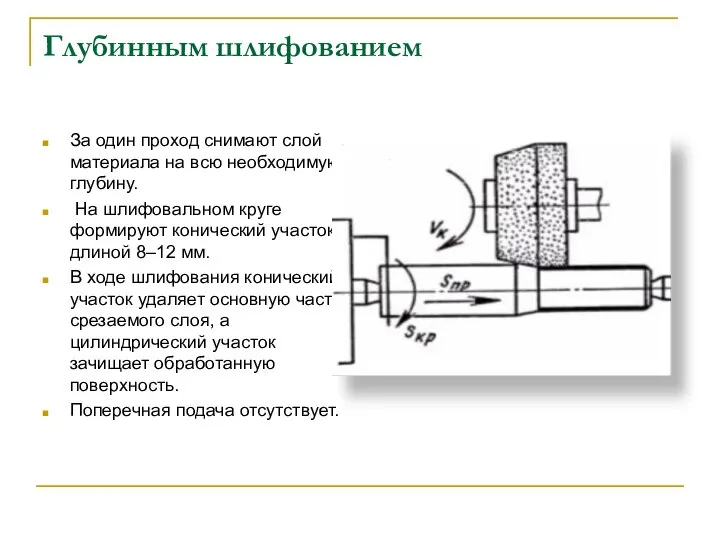
- 29. Глубинным шлифованием За один проход снимают слой материала на всю необходимую глубину. На шлифовальном круге формируют
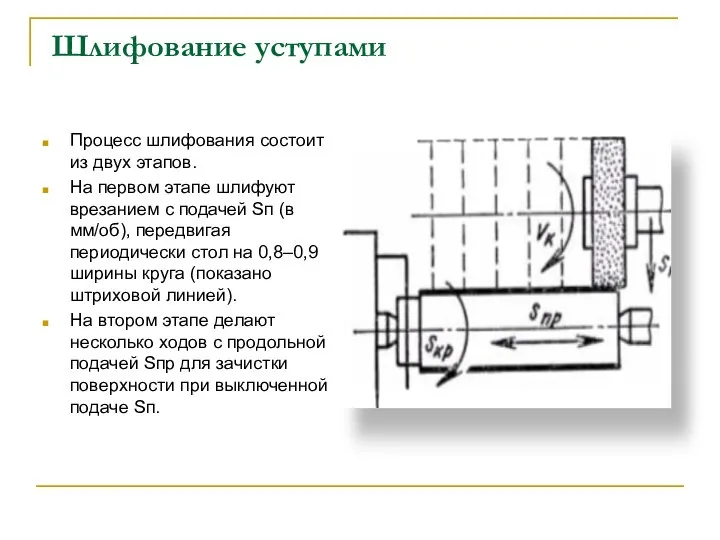
- 30. Шлифование уступами Процесс шлифования состоит из двух этапов. На первом этапе шлифуют врезанием с подачей Sп
- 31. Шлифование коническими участками круга. Применяют если необходимо обеспечить правильное взаимное расположение цилиндрических и плоских (торцовых) поверхностей.
- 32. Наружные конические поверхности а – закрепление заготовки центрах б – консольное закрепление заготовки .
- 33. Обработка заготовок на внутришлифовальных станках
- 34. Внутришлифовальный станок
- 35. Внутреннее шлифование применяют для получения высокой точности отверстий па заготовках, как правило, прошедших термическую обработку. Возможно
- 36. В серийном и массовом производстве на внутришлифовальных станках обеспечивается обработка с точностью 5—6-го квалитета и параметром
- 37. Припуск (мм) на шлифование отверстий (по диаметру)
- 38. Выбор инструмента
- 39. Установка и закрепление обрабатываемой детали.
- 40. Установка и закрепление обрабатываемой детали.
- 41. Внутришлифовальный станок 1 станина 2 передняя бабка 3 шлифовальный круг 4 шлифовальная бабка 5 стол 6
- 42. Методы внутреннего шлифования
- 43. Схема внутреннего шлифования 1 круг 2 заготовка 3 возвратно-поступательное движение 4 продольная подача 5 ведущий круг
- 44. Схемы обработки заготовок на внутришлифовальных станках: а – закрепление заготовки в патроне; б,в – планетарное шлифование
- 45. Планетарное шлифование применяется если шлифовать ранее описанными методами нерационально. Заготовки больших размеров и массы Заготовку закрепляют
- 46. Обработка заготовок на бесцентрово-шлифовальных станках
- 47. Безцентровое шлифование деталь шлифуется и получает вращение без крепления в центрах Ведущий круг придает вращение детали
- 48. Бесцентрово-шлифовальный станок: 1 – станина; 2, 4 – бабки; 3, 5 – механизмы для правки кругов;
- 49. Бесцентровошлифовальный станок 1 станина 2 бабка шлифовального круга 3 шлифовальный круг 4 бабка ведущего круга 5
- 50. Схемы бесцентрового шлифования
- 51. Методы наружного бесцентрового шлифования Шлифование методом продольной подачи С поворотом ведущего круга С поворотом направляющей линейки
- 52. Методы наружного бесцентрового шлифования Шлифование методом поперечной подачи С магнитной планшайбой С ведущим кругом и тангециальной
- 53. Методы внутреннего бесцентрового шлифования Шлифование методом продольной подачи На трех роликах На двух роликах
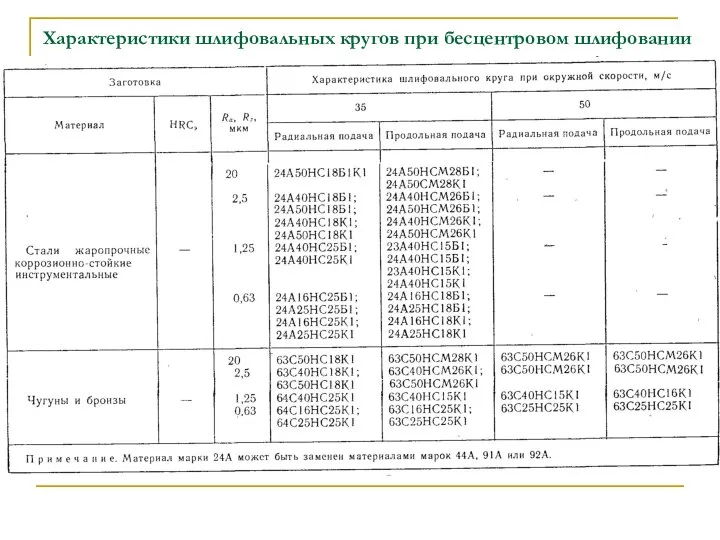
- 54. Характеристики шлифовальных кругов при бесцентровом шлифовании
- 55. Характеристики шлифовальных кругов при бесцентровом шлифовании
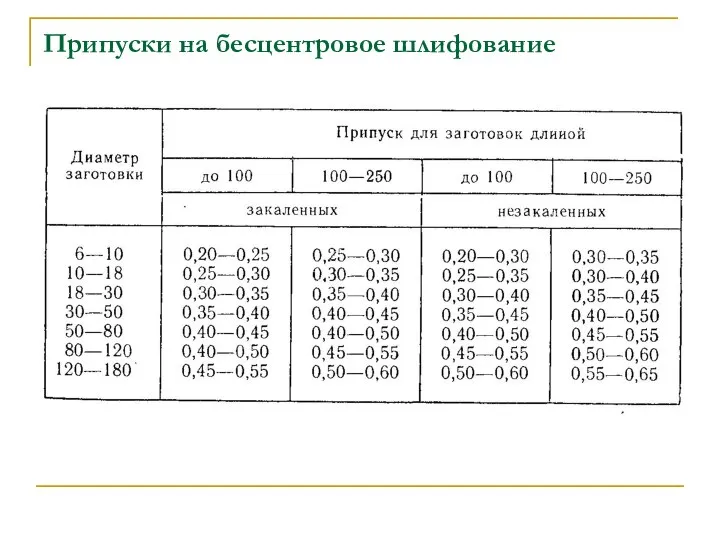
- 56. Припуски на бесцентровое шлифование
- 57. Шлифование на бесцентрово-шлифовальных станках имеет по сравнению со шлифованием на круглошлифовальных ряд преимуществ и недостатков преимущества
- 59. Методы тонкой обработки наружных поверхностей шлифованием
- 60. 1. шлифование кругами с графитовыми наполнителями – электрокорунд корунд на бакелитовой основе, М28 – зернистость (микропорошки),
- 61. Фибровые и лепестковые круги, ленты с абразивным минералом Кубитрон идеально подходят для обработки сварочных швов на:
- 62. 3. шлифование абразивной лентой – осуществляется либо при свободном натяжении ленты, либо путем ее поджима к
- 63. Шлифование абразивными лентами дают множество возможностей при рациональной обработке поверхностей Области применения: Шлифование и полировка для
- 64. Бесцентровый ленточный шлифовальный станок GRIT GICS - именно этот станок лучше других подходит для круглого наружного
- 65. 4. шлифование алмазными кругами – для тонкого шлифования наружных поверхностей, корпус металлический, а на него нанесён
- 66. Технологические методы отделочной (финишной) обработки поверхностей деталей машин
- 67. Хонингование – отделочная (чистовая) обработка внутренних цилиндрических поверхностей абразивными мелкозернистыми брусками , закрепленными в специальных «держателях»
- 68. Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а также для создания специфического микро-профиля
- 69. Хонинговальный станок 3К83У 1 станина 2 стол 3 пульт управления 4 шпиндель 5 механизм главного движения
- 70. Суперфиниширование характеризуется очень малым съемом материала, позволяет полностью избавиться от волнистости поверхности, удалить дефектный слой металла,
- 71. Центровой суперфинишный станок 3871Б
- 72. Суперфиниш - способ обработки, позволяющий максимально эффективно и с гарантированным результатом получать строго определенную равномерную шероховатость
- 74. Обработка свободным абразивом
- 75. Полирование уменьшает шероховатость поверхности. Этим способом получают зеркальный блеск на ответственных частях деталей (дорожки качения подшипников)
- 76. Полирование можно разделить на два этапа – предварительное и зеркальное полирование. Один из способов полирования –
- 77. Притирка поверхностей операция точной обработки поверхности, выполняемая тонкими абразивными порошками или пастами в смазке, нанесенной на
- 78. Гидроабразивная обработка (абразивно – жидкостная отделка) целесообразно применять для обработки сложных поверхностей этот способ позволяет осуществить
- 79. Абразивно жидкостная обработка
- 80. Эта струя подвергается воздействию потока сжатого воздуха, который увеличивает скорость истечения суспензии из сопла. В результате
- 81. Операции очистки поверхностей металлических и неметаллических полуфабрикатов от органических и неорганических загрязнений. Ликвидировать центры будущей коррозии,
- 82. Галтовка – процесс очистки поверхности небольших заготовок и деталей от заусенцев, окалины, формовочной земли, коррозии и
- 84. Скачать презентацию
Традиция использовать абразивы уходит корнями в далекое прошлое. Индейцы майя, еще
Традиция использовать абразивы уходит корнями в далекое прошлое. Индейцы майя, еще
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих

Типовые детали обрабатываемые на шлифовальных станках
Типовые детали обрабатываемые на шлифовальных станках
Виды шлифования
Обдирочное применяется в замен лезвийной обработки. Припуск от 1 мм
Виды шлифования
Обдирочное применяется в замен лезвийной обработки. Припуск от 1 мм

Обдирочное шлифование
При обдирочном шлифовании производится снятие больших припусков крупнозернистыми кругами прямого
Обдирочное шлифование
При обдирочном шлифовании производится снятие больших припусков крупнозернистыми кругами прямого
Виды шлифования
Окончательным шлифованием достигается точность 5 —6-го квалитета и шероховатость поверхности
Виды шлифования
Окончательным шлифованием достигается точность 5 —6-го квалитета и шероховатость поверхности
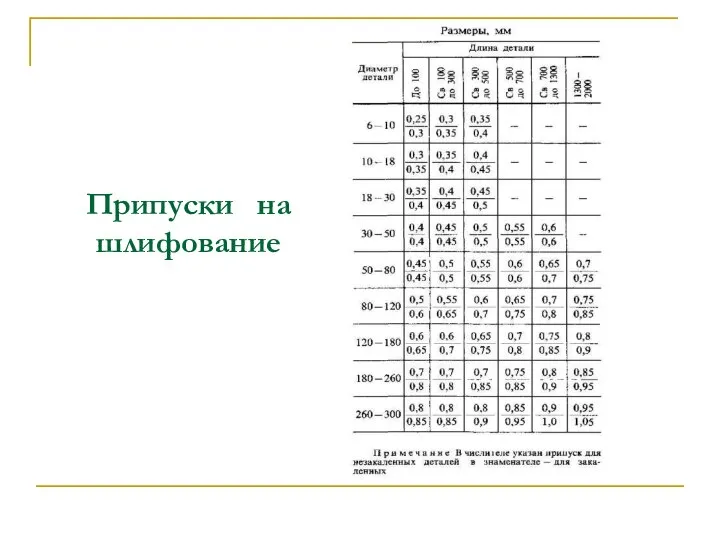
Припуски на шлифование
Припуски на шлифование

Обработка заготовок на круглошлифовальных станках
Обработка заготовок на круглошлифовальных станках

Круглошлифовальный станок
1 станина
2 передняя бабка
3 шлифовальный круг
4 шлифовальная бабка
5 задняя бабка
6
Круглошлифовальный станок
1 станина
2 передняя бабка
3 шлифовальный круг
4 шлифовальная бабка
5 задняя бабка
6

Круглошлифовальный центровой полуавтомат 3М153
Круглошлифовальный центровой полуавтомат 3М153
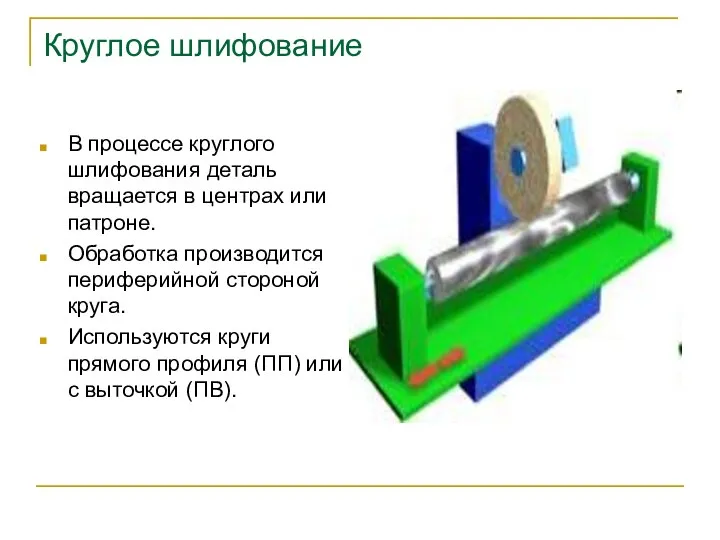
Круглое шлифование
В процессе круглого шлифования деталь вращается в центрах или патроне.
Обработка
Круглое шлифование
В процессе круглого шлифования деталь вращается в центрах или патроне.
Обработка
Приспособления для круглошлифовальных станков
Приспособления для круглошлифовальных станков
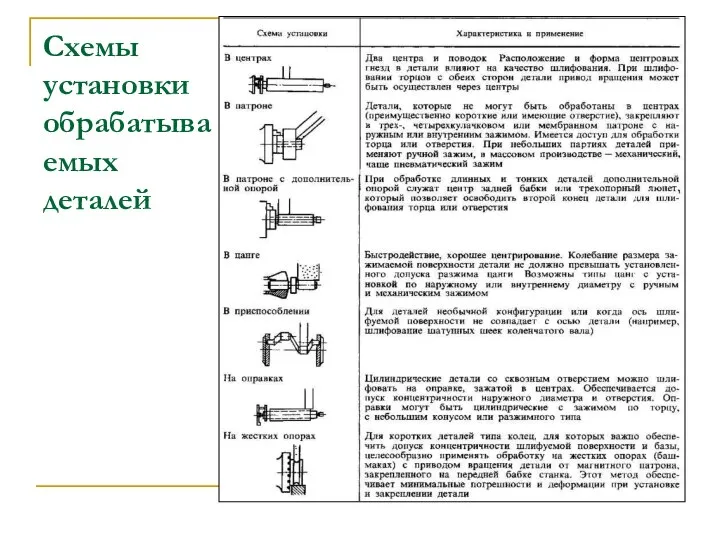
Схемы установки обрабатываемых деталей
Схемы установки обрабатываемых деталей

Центра
Положение центровых отверстий на центрах станка
а- правильное ; б-д неправильное
Центра
Положение центровых отверстий на центрах станка
а- правильное ; б-д неправильное
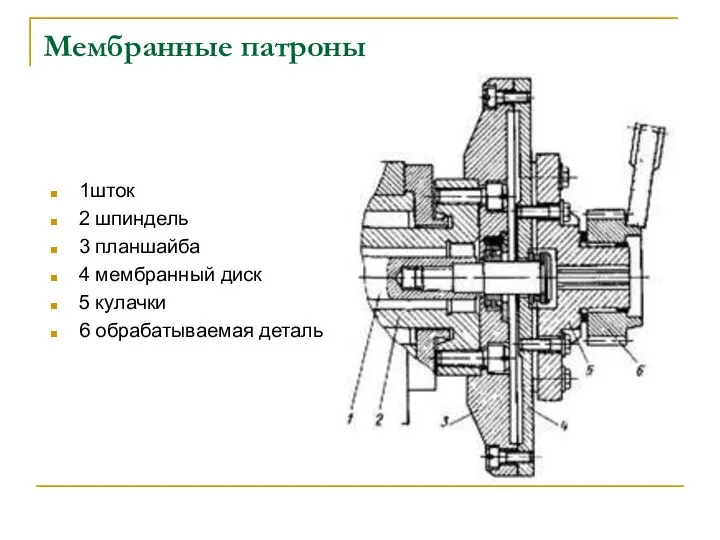
Мембранные патроны
1шток
2 шпиндель
3 планшайба
4 мембранный диск
5 кулачки
6 обрабатываемая деталь
Мембранные патроны
1шток
2 шпиндель
3 планшайба
4 мембранный диск
5 кулачки
6 обрабатываемая деталь

Шлифовальные оправки
В случае базирования по отверстию и торцу применяют жесткие
Шлифовальные оправки В случае базирования по отверстию и торцу применяют жесткие

Люнеты
При обработке длинных и гонких деталей нужна дополнительная опора в виде
Люнеты При обработке длинных и гонких деталей нужна дополнительная опора в виде

Люнеты
С уменьшением диаметра и жесткости детали увеличивается число необходимых люнетов
Двухопорный люнет
Люнеты
С уменьшением диаметра и жесткости детали увеличивается число необходимых люнетов
Двухопорный люнет
Круглое шлифование
Круглое шлифование
В процессе круглого шлифования деталь вращается в центрах или патроне.
Обработка производится
Обработка производится

Схемы круглого шлифования
Схемы круглого шлифования

Шлифование с продольной подачей
заготовка вращается равномерно (Sкр) и совершает возвратно-поступательное движение
Шлифование с продольной подачей
заготовка вращается равномерно (Sкр) и совершает возвратно-поступательное движение

Врезное шлифование
Применяют при обработке жестких заготовок в тех случаях, когда
Врезное шлифование
Применяют при обработке жестких заготовок в тех случаях, когда
Глубинным шлифованием
За один проход снимают слой материала на всю необходимую
Глубинным шлифованием
За один проход снимают слой материала на всю необходимую
Шлифование уступами
Процесс шлифования состоит из двух этапов.
На первом этапе
Шлифование уступами
Процесс шлифования состоит из двух этапов.
На первом этапе

Шлифование коническими участками круга.
Применяют если необходимо обеспечить правильное взаимное расположение
Шлифование коническими участками круга.
Применяют если необходимо обеспечить правильное взаимное расположение
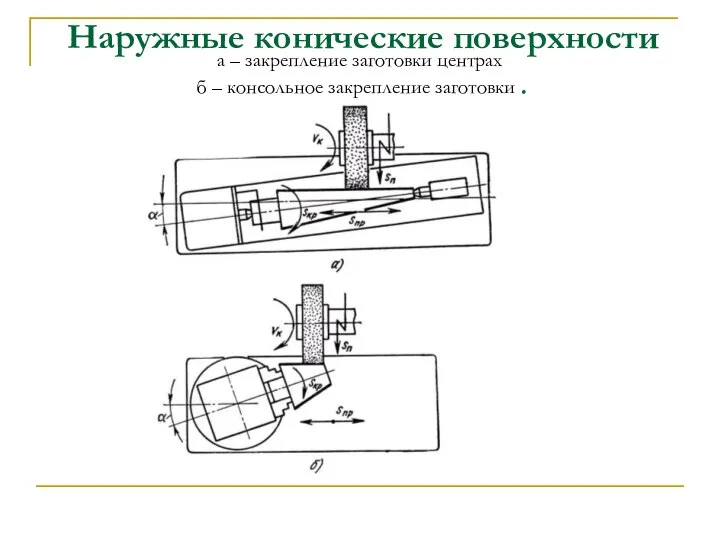
Наружные конические поверхности
а – закрепление заготовки центрах
б – консольное
Наружные конические поверхности а – закрепление заготовки центрах б – консольное
Обработка заготовок на внутришлифовальных станках
Обработка заготовок на внутришлифовальных станках
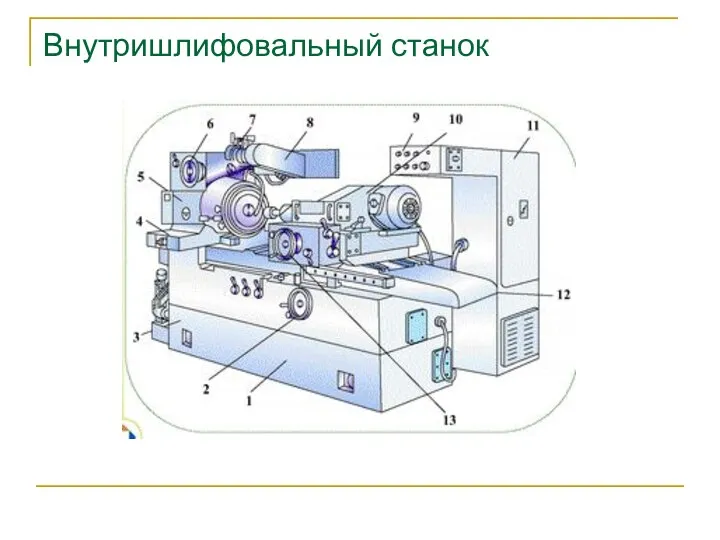
Внутришлифовальный станок
Внутришлифовальный станок

Внутреннее шлифование применяют для получения высокой точности отверстий па заготовках, как
Внутреннее шлифование применяют для получения высокой точности отверстий па заготовках, как
В серийном и массовом производстве на внутришлифовальных станках обеспечивается обработка с
В серийном и массовом производстве на внутришлифовальных станках обеспечивается обработка с
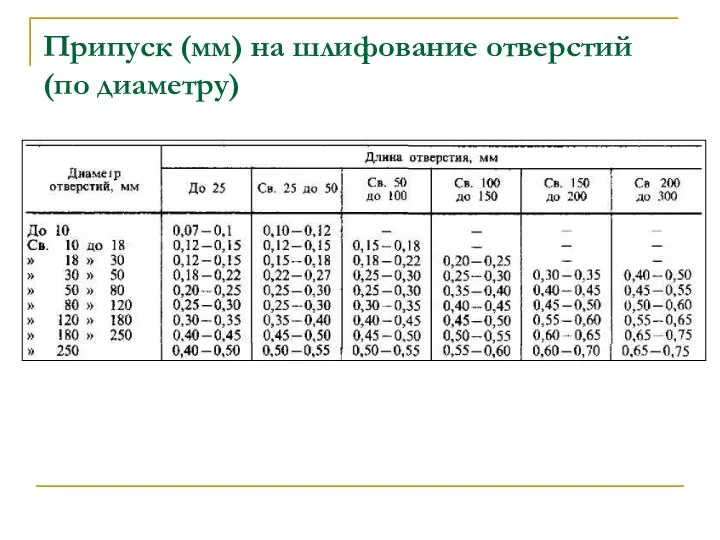
Припуск (мм) на шлифование отверстий (по диаметру)
Припуск (мм) на шлифование отверстий (по диаметру)
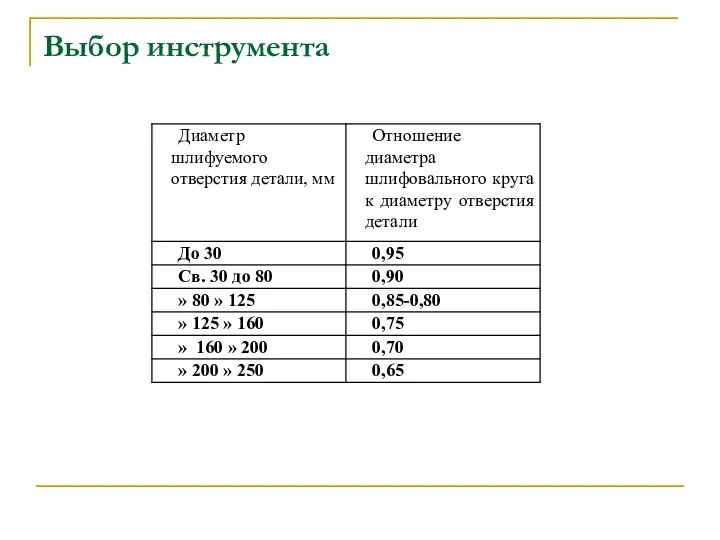
Выбор инструмента
Выбор инструмента
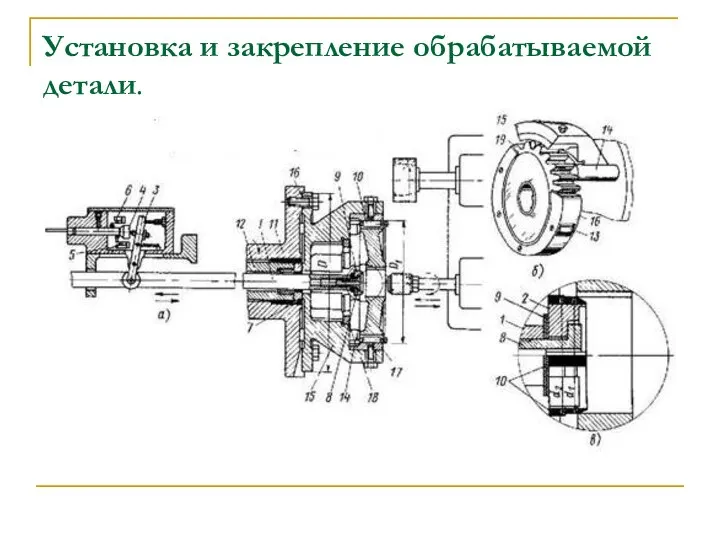
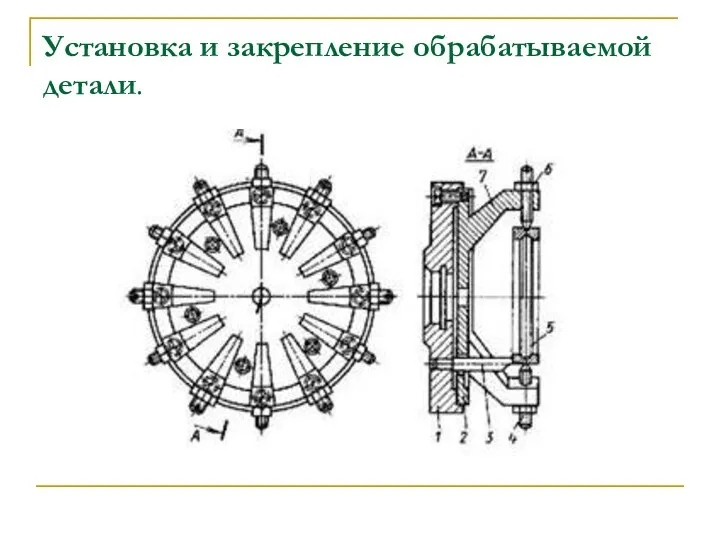
Установка и закрепление обрабатываемой детали.
Установка и закрепление обрабатываемой детали.
Установка и закрепление обрабатываемой детали.
Установка и закрепление обрабатываемой детали.

Внутришлифовальный станок
1 станина
2 передняя бабка
3 шлифовальный круг
4 шлифовальная бабка
5 стол
Внутришлифовальный станок
1 станина
2 передняя бабка
3 шлифовальный круг
4 шлифовальная бабка
5 стол
Методы внутреннего шлифования
Методы внутреннего шлифования

Схема внутреннего шлифования
1 круг
2 заготовка
3 возвратно-поступательное движение
4 продольная подача
5 ведущий круг
6
Схема внутреннего шлифования
1 круг
2 заготовка
3 возвратно-поступательное движение
4 продольная подача
5 ведущий круг
6
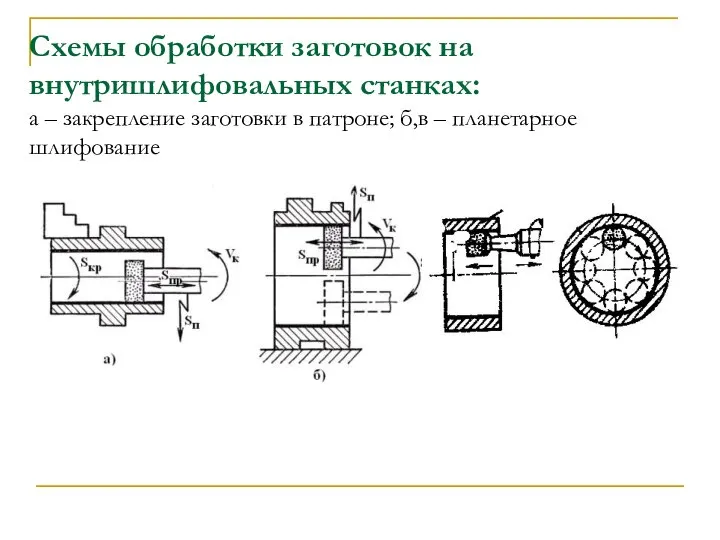
Схемы обработки заготовок на внутришлифовальных станках:
а – закрепление заготовки в
Схемы обработки заготовок на внутришлифовальных станках: а – закрепление заготовки в

Планетарное шлифование
применяется если шлифовать ранее описанными методами нерационально. Заготовки больших
Планетарное шлифование применяется если шлифовать ранее описанными методами нерационально. Заготовки больших
Обработка заготовок на бесцентрово-шлифовальных станках
Обработка заготовок на бесцентрово-шлифовальных станках

Безцентровое шлифование
деталь шлифуется и получает вращение без крепления в центрах
Ведущий
Безцентровое шлифование
деталь шлифуется и получает вращение без крепления в центрах
Ведущий
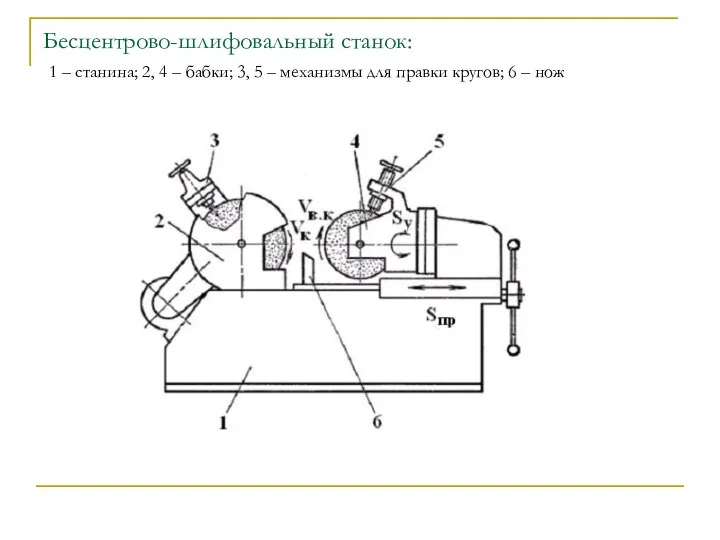
Бесцентрово-шлифовальный станок:
1 – станина; 2, 4 – бабки; 3, 5
Бесцентрово-шлифовальный станок: 1 – станина; 2, 4 – бабки; 3, 5

Бесцентровошлифовальный станок
1 станина
2 бабка шлифовального круга
3 шлифовальный круг
4 бабка ведущего
Бесцентровошлифовальный станок
1 станина
2 бабка шлифовального круга
3 шлифовальный круг
4 бабка ведущего
Схемы бесцентрового шлифования
Схемы бесцентрового шлифования

Методы наружного бесцентрового шлифования
Шлифование методом продольной подачи
С поворотом ведущего круга
С поворотом
Методы наружного бесцентрового шлифования
Шлифование методом продольной подачи
С поворотом ведущего круга
С поворотом
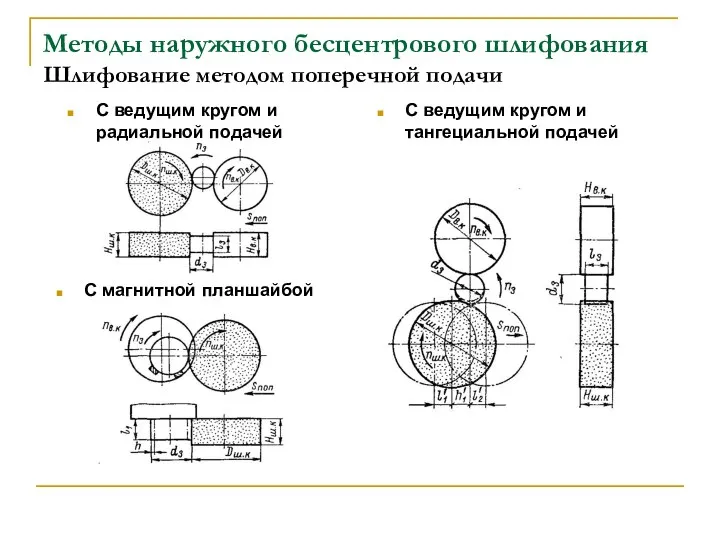
Методы наружного бесцентрового шлифования
Шлифование методом поперечной подачи
С магнитной планшайбой
С ведущим кругом
Методы наружного бесцентрового шлифования
Шлифование методом поперечной подачи
С магнитной планшайбой
С ведущим кругом

Методы внутреннего бесцентрового шлифования
Шлифование методом продольной подачи
На трех роликах
На двух роликах
Методы внутреннего бесцентрового шлифования
Шлифование методом продольной подачи
На трех роликах
На двух роликах
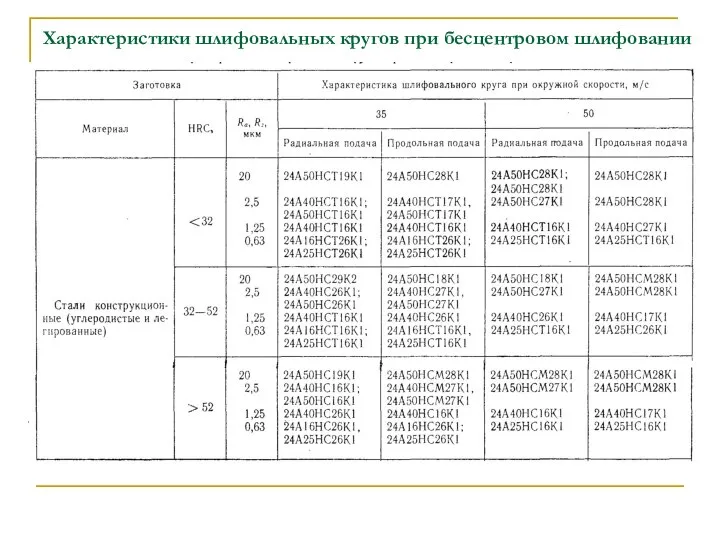
Характеристики шлифовальных кругов при бесцентровом шлифовании
Характеристики шлифовальных кругов при бесцентровом шлифовании
Характеристики шлифовальных кругов при бесцентровом шлифовании
Характеристики шлифовальных кругов при бесцентровом шлифовании
Припуски на бесцентровое шлифование
Припуски на бесцентровое шлифование
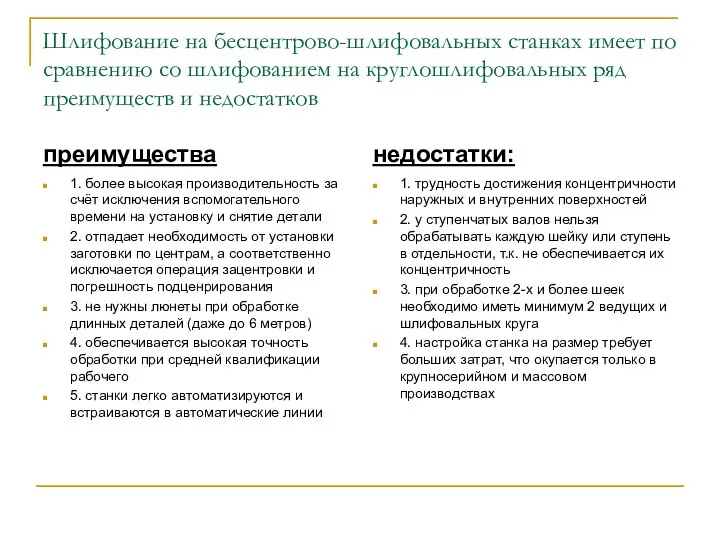
Шлифование на бесцентрово-шлифовальных станках имеет по сравнению со шлифованием на круглошлифовальных
Шлифование на бесцентрово-шлифовальных станках имеет по сравнению со шлифованием на круглошлифовальных

Методы тонкой обработки наружных поверхностей шлифованием
Методы тонкой обработки наружных поверхностей шлифованием
1. шлифование кругами с графитовыми наполнителями – электрокорунд корунд на бакелитовой
1. шлифование кругами с графитовыми наполнителями – электрокорунд корунд на бакелитовой
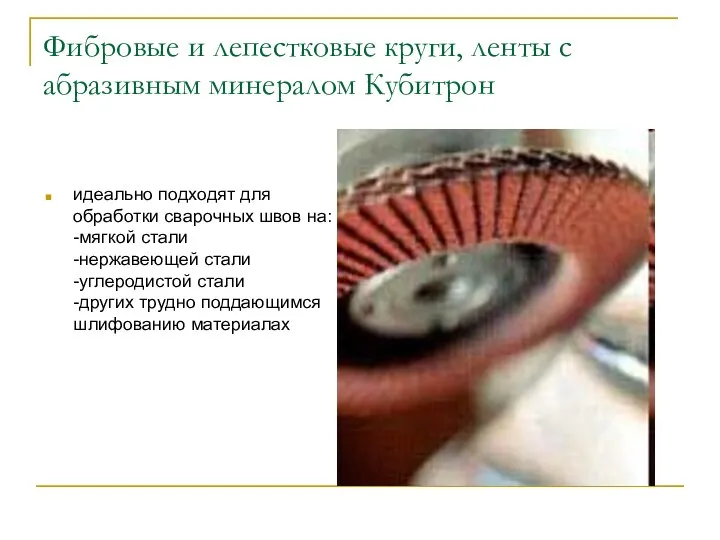
Фибровые и лепестковые круги, ленты с абразивным минералом Кубитрон
идеально подходят для
Фибровые и лепестковые круги, ленты с абразивным минералом Кубитрон
идеально подходят для
3. шлифование абразивной лентой – осуществляется либо при свободном натяжении ленты,
3. шлифование абразивной лентой – осуществляется либо при свободном натяжении ленты,
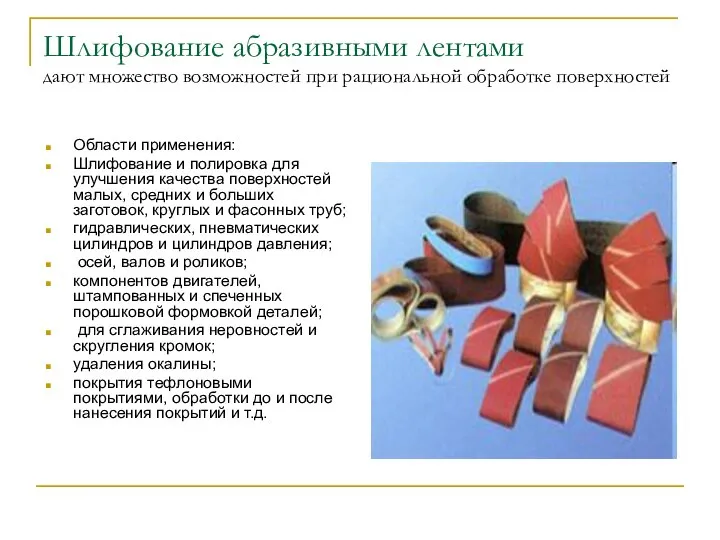
Шлифование абразивными лентами
дают множество возможностей при рациональной обработке поверхностей
Области применения:
Шлифование
Шлифование абразивными лентами
дают множество возможностей при рациональной обработке поверхностей
Области применения:
Шлифование

Бесцентровый ленточный шлифовальный станок GRIT GICS - именно этот станок лучше
Бесцентровый ленточный шлифовальный станок GRIT GICS - именно этот станок лучше
4. шлифование алмазными кругами – для тонкого шлифования наружных поверхностей, корпус
4. шлифование алмазными кругами – для тонкого шлифования наружных поверхностей, корпус
Технологические методы отделочной (финишной) обработки поверхностей деталей машин
Технологические методы отделочной (финишной) обработки поверхностей деталей машин

Хонингование – отделочная (чистовая) обработка внутренних цилиндрических поверхностей абразивными мелкозернистыми брусками
Хонингование – отделочная (чистовая) обработка внутренних цилиндрических поверхностей абразивными мелкозернистыми брусками
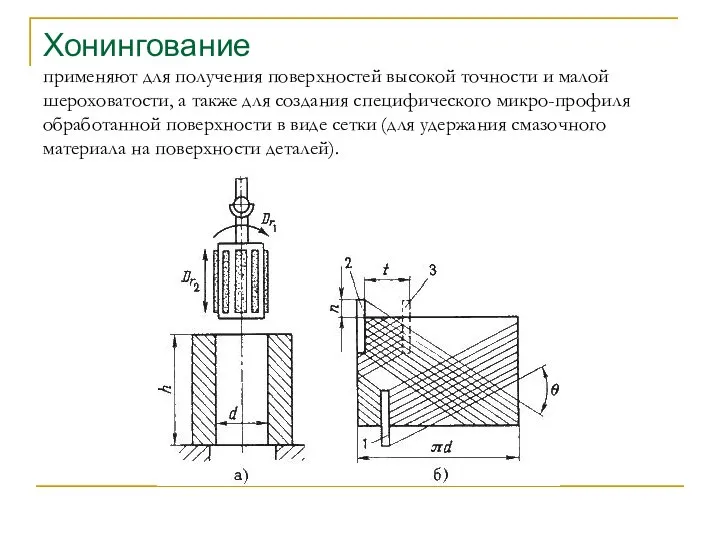
Хонингование
применяют для получения поверхностей высокой точности и малой шероховатости, а также
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а также

Хонинговальный станок 3К83У
1 станина
2 стол
3 пульт управления
4 шпиндель
5
Хонинговальный станок 3К83У
1 станина
2 стол
3 пульт управления
4 шпиндель
5

Суперфиниширование
характеризуется очень малым съемом материала, позволяет полностью избавиться от волнистости
Суперфиниширование характеризуется очень малым съемом материала, позволяет полностью избавиться от волнистости
Центровой суперфинишный
станок 3871Б
Центровой суперфинишный
станок 3871Б

Суперфиниш - способ обработки, позволяющий максимально эффективно и с гарантированным результатом
Суперфиниш - способ обработки, позволяющий максимально эффективно и с гарантированным результатом
Обработка свободным абразивом
Обработка свободным абразивом
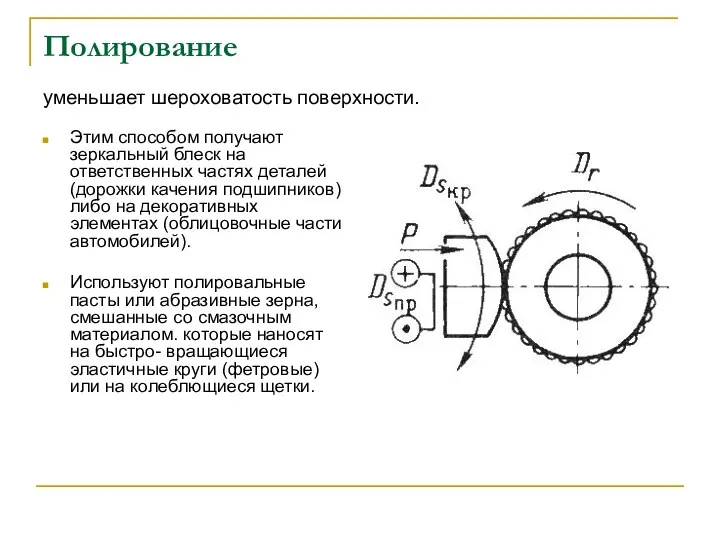
Полирование
уменьшает шероховатость поверхности.
Этим способом получают зеркальный блеск на ответственных частях
Полирование
уменьшает шероховатость поверхности.
Этим способом получают зеркальный блеск на ответственных частях
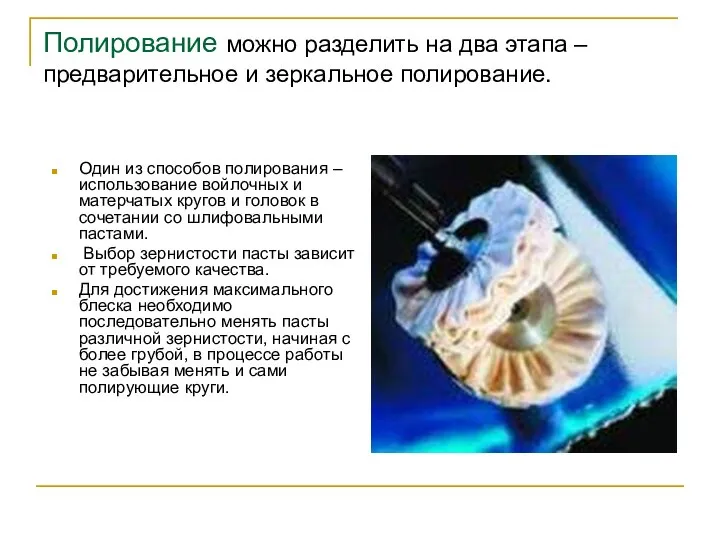
Полирование можно разделить на два этапа – предварительное и зеркальное полирование.
Полирование можно разделить на два этапа – предварительное и зеркальное полирование.

Притирка поверхностей
операция точной обработки поверхности, выполняемая тонкими абразивными порошками или
Притирка поверхностей операция точной обработки поверхности, выполняемая тонкими абразивными порошками или
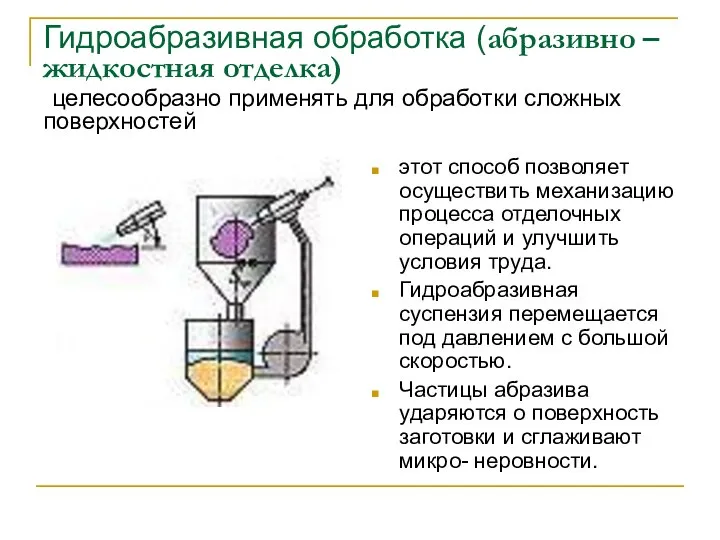
Гидроабразивная обработка (абразивно – жидкостная отделка) целесообразно применять для обработки сложных
Гидроабразивная обработка (абразивно – жидкостная отделка) целесообразно применять для обработки сложных

Абразивно жидкостная обработка
Абразивно жидкостная обработка
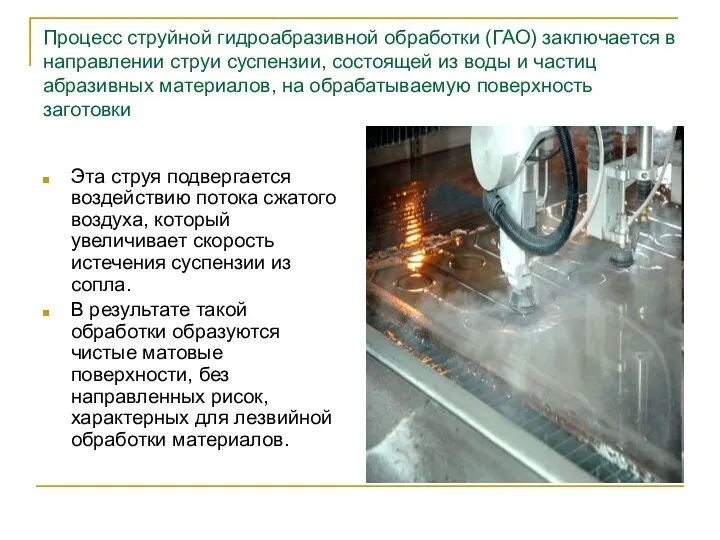
Эта струя подвергается воздействию потока сжатого воздуха, который увеличивает скорость истечения
Эта струя подвергается воздействию потока сжатого воздуха, который увеличивает скорость истечения

Операции очистки поверхностей металлических и неметаллических полуфабрикатов от органических и неорганических
Операции очистки поверхностей металлических и неметаллических полуфабрикатов от органических и неорганических

Галтовка – процесс очистки поверхности небольших заготовок и деталей от заусенцев,
Галтовка – процесс очистки поверхности небольших заготовок и деталей от заусенцев,
 Плетение из фантиков Власова Светлана Васильевна учитель черчения, изо и художественного труда ГОУ СОШ № 639
Плетение из фантиков Власова Светлана Васильевна учитель черчения, изо и художественного труда ГОУ СОШ № 639 Система рекомендаций подарков Евгений Борисов, Андрей Фофанов 26 поинт, 13.05.2010, Москва #akidar. - презентация
Система рекомендаций подарков Евгений Борисов, Андрей Фофанов 26 поинт, 13.05.2010, Москва #akidar. - презентация Облака для ISV Ниша на рынке и бизнес-модель Алексей Ковязин, IBSurgeon ak@ib-aid.com October 3, 2010, www.isdef.org
Облака для ISV Ниша на рынке и бизнес-модель Алексей Ковязин, IBSurgeon ak@ib-aid.com October 3, 2010, www.isdef.org Автор: Васильев Вадим, 3 курс, Казанский электротехникум связи
Автор: Васильев Вадим, 3 курс, Казанский электротехникум связи Настольный торшер из дерева Проект Приготовили Ученики 7б класса МОУ Гимназии №5 Плеханов Никита И Тюрин Кирилл
Настольный торшер из дерева Проект Приготовили Ученики 7б класса МОУ Гимназии №5 Плеханов Никита И Тюрин Кирилл МБОУ средняя общеобразовательная школа №5 ТЕХНОЛОГИЯ Учитель технологии – Золотова Наталья Александр
МБОУ средняя общеобразовательная школа №5 ТЕХНОЛОГИЯ Учитель технологии – Золотова Наталья Александр Урок по «Основам сельскохозяйственного производства» 7 класс. Подготовил: учитель технологии высшей категории ГУ Чкаловской сре
Урок по «Основам сельскохозяйственного производства» 7 класс. Подготовил: учитель технологии высшей категории ГУ Чкаловской сре Развој на Трговски центар Визија Созревање на пазарот. - презентация
Развој на Трговски центар Визија Созревање на пазарот. - презентация © 2008 Promodo www.promodo.ru e-mail: contact@promodo.rucontact@promodo.ru phone: +38(057) 755-90-60 (Харьков), +7(495) 979-98-54 (Москва) Слайд 1 из 12. - презентация
© 2008 Promodo www.promodo.ru e-mail: contact@promodo.rucontact@promodo.ru phone: +38(057) 755-90-60 (Харьков), +7(495) 979-98-54 (Москва) Слайд 1 из 12. - презентация Кейс – технологии в учебном процессе, подготовка к экзаменам
Кейс – технологии в учебном процессе, подготовка к экзаменам  Стартап-клуб в МГУ. - презентация
Стартап-клуб в МГУ. - презентация Тенденції розвитку Інтернету Україна, Київ, Educamp, 24-25 жовтня 2009 р. Сергій Даниленко, - презентация
Тенденції розвитку Інтернету Україна, Київ, Educamp, 24-25 жовтня 2009 р. Сергій Даниленко, - презентация Наши учителя. Мы хотим познакомить вас с учителями. Которые набирают 1 класс. Немного о их работе. О жизни в школе.
Наши учителя. Мы хотим познакомить вас с учителями. Которые набирают 1 класс. Немного о их работе. О жизни в школе. Основы моделирования из бумаги Приготовила учитель МОУ СОШ 1 Лонская Т.А., г. Саяногорск
Основы моделирования из бумаги Приготовила учитель МОУ СОШ 1 Лонская Т.А., г. Саяногорск «Оптимизация раскроя рулонного металлопроката на слиттере»
«Оптимизация раскроя рулонного металлопроката на слиттере» Как нарисовать портрет мамы? - презентация к уроку Технологии_
Как нарисовать портрет мамы? - презентация к уроку Технологии_ ФИО Кирилова Вера Александровна 22.02.1975 Должность педагог дополнительного образования детей 1 квалификационная категория Место ра
ФИО Кирилова Вера Александровна 22.02.1975 Должность педагог дополнительного образования детей 1 квалификационная категория Место ра Подвеска снеговик - презентация к уроку Технологии_
Подвеска снеговик - презентация к уроку Технологии_ Плоскорельефная резьба Ученика 5 класса Семенова Антона
Плоскорельефная резьба Ученика 5 класса Семенова Антона Тема 9 Облицовка поверхностей
Тема 9 Облицовка поверхностей Ассортимент трикотажных полотен
Ассортимент трикотажных полотен  Урок по трудовому обучению 1 класс Тема урока: Ребристая подвеска
Урок по трудовому обучению 1 класс Тема урока: Ребристая подвеска «Построение чертежа клиньевой юбки» 6 класс Выполнила: Быкова Людмила Ильинична Учитель технологии МКОУ Мостовская СОШ имени Сер
«Построение чертежа клиньевой юбки» 6 класс Выполнила: Быкова Людмила Ильинична Учитель технологии МКОУ Мостовская СОШ имени Сер Двигатель внутреннего сгорания четырёхтактный Презентацию выполнила: Пухальская Н.А. Учитель математики и физики МБОУ СОШ №14 Им
Двигатель внутреннего сгорания четырёхтактный Презентацию выполнила: Пухальская Н.А. Учитель математики и физики МБОУ СОШ №14 Им Пиломатериалы и древесные материалы 5 класс
Пиломатериалы и древесные материалы 5 класс Бабенко Алексей Бабенко Алексей старший аудитор
Бабенко Алексей Бабенко Алексей старший аудитор Творческий проект. Тема : « Лоскутное изделие для кухни – столовой» Подушка БОУ « Знаменская средняя общеобразовательная школа»
Творческий проект. Тема : « Лоскутное изделие для кухни – столовой» Подушка БОУ « Знаменская средняя общеобразовательная школа»  Волшебный квадрат - презентация к уроку Технологии_
Волшебный квадрат - презентация к уроку Технологии_