- Презентация по технологии Заточка деревообрабатывающего инструмента

Содержание
- 2. СОДЕРЖАНИЕ: Пиление древесины вдоль волокон Заточка деревообрабатывающих инструментов Точение конических и фасонных деталей Основные виды столярных
- 3. Пиление древесины вдоль волокон Вдоль волокон древесину пилят лучковой пилой. Стойки 1 и распорки 6 образуют
- 4. При пилении важно соблюдать правильную рабочую позу и хватку инструмента и использовать упор. Для продольного пиления
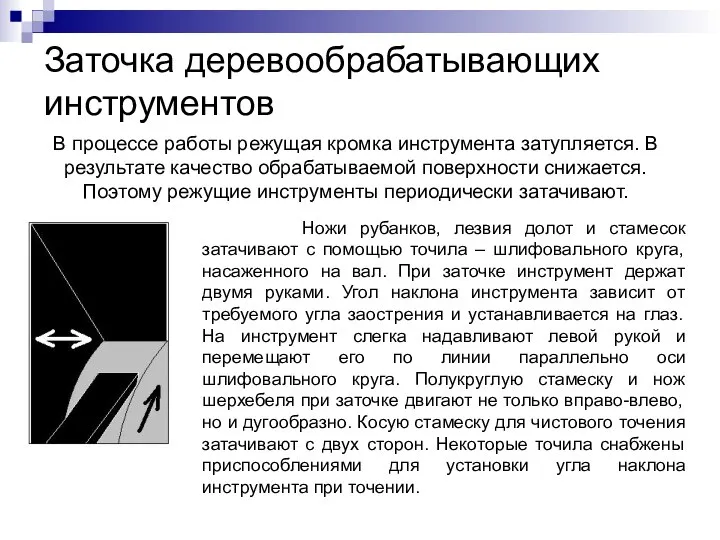
- 5. Заточка деревообрабатывающих инструментов В процессе работы режущая кромка инструмента затупляется. В результате качество обрабатываемой поверхности снижается.
- 6. Затачивают инструмент на точиле до образования по всему лезвию тонкой и ровной кромки заусенцев. Затем заусенцы
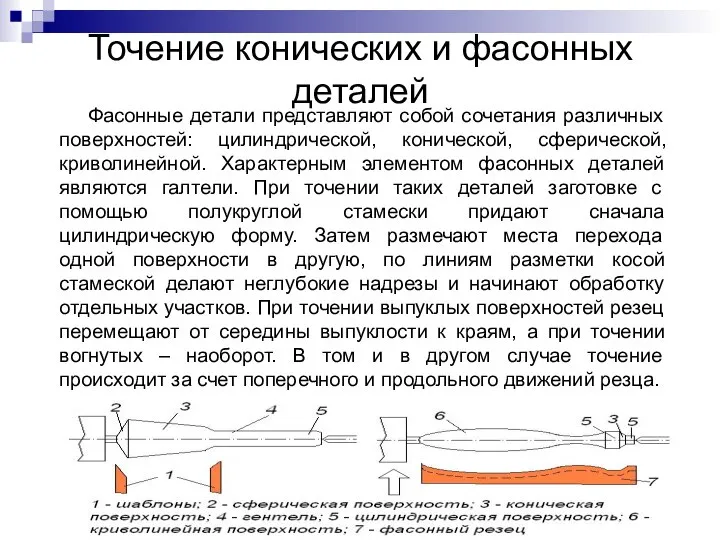
- 7. Точение конических и фасонных деталей Фасонные детали представляют собой сочетания различных поверхностей: цилиндрической, конической, сферической, криволинейной.
- 8. Основные виды столярных соединений Столярные соединения деталей бывают неразъёмные и разъёмные. К первым из них относятся
- 9. Из клеевых соединений наиболее распространены шиповые. Они подразделяются на угловые концевые, угловые серединные и угловые ящичные.
- 10. Разметка и запиливание шипов и проушин Для получения шипов и проушин заготовку вначале надо разместить в
- 11. Пропил ведут рядом с разметочной линией по удаляемой части заготовки, не заходя за линию поперечной разметки.
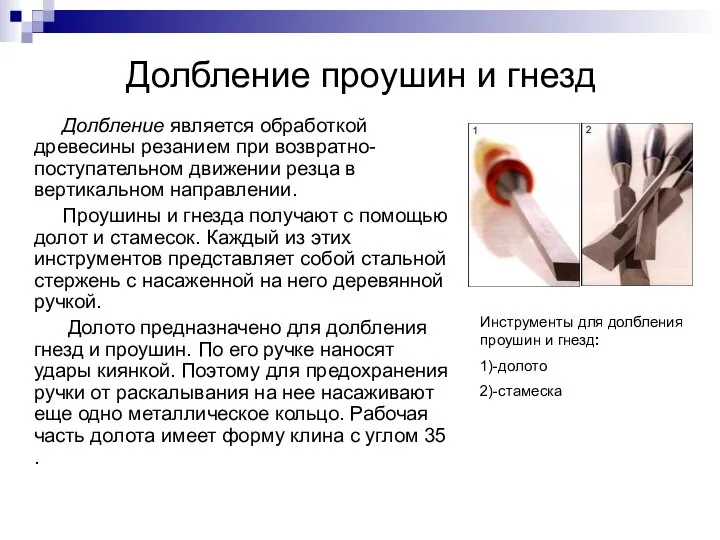
- 12. Долбление проушин и гнезд Инструменты для долбления проушин и гнезд: 1)-долото 2)-стамеска Долбление является обработкой древесины
- 13. Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок, подрезки подгоняемых деталей. Кроме того, стамеской
- 14. Сборка шипового соединения Для сборки шипового соединения полученные шипы и проушины подгоняют до необходимого размера. При
- 15. Шиповые соединения после освобождения от сжатия строгают, чтобы убрать неровности на стыках, застывшие клеевые потеки и
- 16. Соединение деталей с помощью шкантов и нагелей Шиповое соединение деталей наиболее прочное, но сложное по изготовлению.
- 18. Скачать презентацию
СОДЕРЖАНИЕ:
Пиление древесины вдоль волокон
Заточка деревообрабатывающих инструментов
Точение конических и фасонных деталей
Основные
СОДЕРЖАНИЕ:
Пиление древесины вдоль волокон
Заточка деревообрабатывающих инструментов
Точение конических и фасонных деталей
Основные

Пиление древесины вдоль волокон
Вдоль волокон древесину пилят лучковой пилой. Стойки
Пиление древесины вдоль волокон
Вдоль волокон древесину пилят лучковой пилой. Стойки
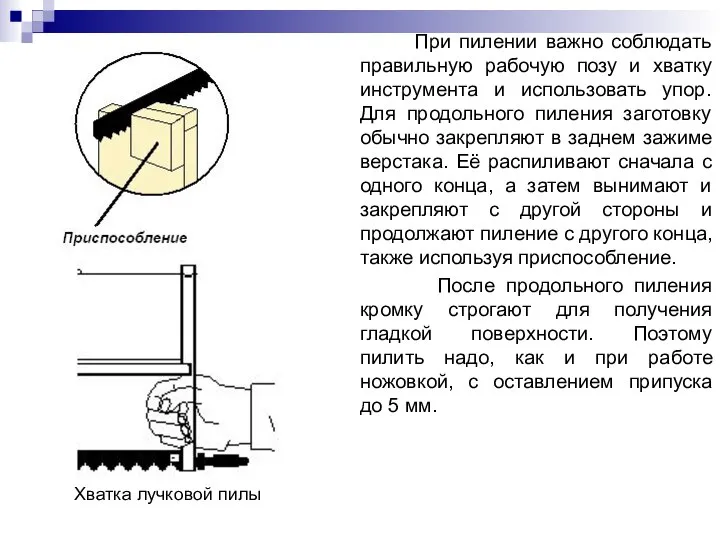
При пилении важно соблюдать правильную рабочую позу и хватку инструмента
При пилении важно соблюдать правильную рабочую позу и хватку инструмента
Заточка деревообрабатывающих инструментов
В процессе работы режущая кромка инструмента затупляется. В
Заточка деревообрабатывающих инструментов
В процессе работы режущая кромка инструмента затупляется. В
Затачивают инструмент на точиле до образования по всему лезвию тонкой
Затачивают инструмент на точиле до образования по всему лезвию тонкой
Точение конических и фасонных деталей
Фасонные детали представляют собой сочетания различных
Точение конических и фасонных деталей
Фасонные детали представляют собой сочетания различных

Основные виды столярных соединений
Столярные соединения деталей бывают неразъёмные и разъёмные.
Основные виды столярных соединений
Столярные соединения деталей бывают неразъёмные и разъёмные.

Из клеевых соединений наиболее распространены шиповые. Они подразделяются на угловые
Из клеевых соединений наиболее распространены шиповые. Они подразделяются на угловые

Разметка и запиливание шипов и проушин
Для получения шипов и проушин
Разметка и запиливание шипов и проушин
Для получения шипов и проушин

Пропил ведут рядом с разметочной линией по удаляемой части заготовки,
Пропил ведут рядом с разметочной линией по удаляемой части заготовки,
Долбление проушин и гнезд
Инструменты для долбления проушин и гнезд:
1)-долото
2)-стамеска
Долбление является
Долбление проушин и гнезд
Инструменты для долбления проушин и гнезд:
1)-долото
2)-стамеска
Долбление является
Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок,
Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок,

Сборка шипового соединения
Для сборки шипового соединения полученные шипы и проушины
Сборка шипового соединения
Для сборки шипового соединения полученные шипы и проушины
Шиповые соединения после освобождения от сжатия строгают, чтобы убрать неровности
Шиповые соединения после освобождения от сжатия строгают, чтобы убрать неровности

Соединение деталей с помощью шкантов и нагелей
Шиповое соединение деталей наиболее
Соединение деталей с помощью шкантов и нагелей
Шиповое соединение деталей наиболее
 Сабақтын тақырыбы Тема урока Сущность и классификация процесса сварки
Сабақтын тақырыбы Тема урока Сущность и классификация процесса сварки Отделка и дефекты ткани - презентация к уроку Технологии
Отделка и дефекты ткани - презентация к уроку Технологии Технология обработки древесины. 5 класс
Технология обработки древесины. 5 класс Шапки и шарфы - презентация к уроку Технологии
Шапки и шарфы - презентация к уроку Технологии За какое время можно получить рубашку? - презентация к уроку Технологии_
За какое время можно получить рубашку? - презентация к уроку Технологии_ Берестяные плетёнки - презентация к уроку Технологии
Берестяные плетёнки - презентация к уроку Технологии Автор: Цыганкова Лидия Михайловна Педагог дополнительного образования Муниципальное бюджетное образовательное учреждение ли
Автор: Цыганкова Лидия Михайловна Педагог дополнительного образования Муниципальное бюджетное образовательное учреждение ли Изготовление мыла ручной работы Детская художественная школа пгт. Уренгой 7Б класс Художественный руководитель Фомина Л.
Изготовление мыла ручной работы Детская художественная школа пгт. Уренгой 7Б класс Художественный руководитель Фомина Л. Филимоновские свистульки - презентация к уроку Технологии
Филимоновские свистульки - презентация к уроку Технологии 1. Краткая характеристика ООО «Пригородный» В соответствии с Уставом предприятия и действующим законодательством Российской Ф
1. Краткая характеристика ООО «Пригородный» В соответствии с Уставом предприятия и действующим законодательством Российской Ф ООО «Тут Бай Медиа» Май, 2010 г. Презентация проекта. - презентация
ООО «Тут Бай Медиа» Май, 2010 г. Презентация проекта. - презентация Голубь мира - презентация к уроку Технологии
Голубь мира - презентация к уроку Технологии Технология возделывание зерновых культур. Разработала Преподаватель спец.дисциплин ГБОУ СПО НСХТ Колесникова Н.Ю.
Технология возделывание зерновых культур. Разработала Преподаватель спец.дисциплин ГБОУ СПО НСХТ Колесникова Н.Ю. Мобильное приложение для ресторанов May, 2011.
Мобильное приложение для ресторанов May, 2011. Drupal – это религия
Drupal – это религия Почему недостаточно просто «сделать» и «сдать» как сделать нашу работу полезной?
Почему недостаточно просто «сделать» и «сдать» как сделать нашу работу полезной? Зеленая энергетика и российская энергетика: один путь и одна цель? Международный опыт в области энергоэффективности и энергосбере
Зеленая энергетика и российская энергетика: один путь и одна цель? Международный опыт в области энергоэффективности и энергосбере «Изготовление совка» Разработала: мастер п\о Алексеева Н.Н.
«Изготовление совка» Разработала: мастер п\о Алексеева Н.Н. Інтернет та нові медіа
Інтернет та нові медіа ЧУДО-ЁЛОЧКА (поэтапное выполнение новогодней поделки) Учитель начальных классов ГОУ СОШ № 2042 Кузнецова Ольга Геннадьевна
ЧУДО-ЁЛОЧКА (поэтапное выполнение новогодней поделки) Учитель начальных классов ГОУ СОШ № 2042 Кузнецова Ольга Геннадьевна Раздел технологии, который занимается изучением строения и свойств материалов, используемых для изготовления швейных издел
Раздел технологии, который занимается изучением строения и свойств материалов, используемых для изготовления швейных издел Чудо-ёлочка
Чудо-ёлочка Де найкраще живеться комп’ютерним вірусам? Підготувала Богуцька О.О.
Де найкраще живеться комп’ютерним вірусам? Підготувала Богуцька О.О. Выполнили: Ученики 8 «Б»кл: Захарова Наталья Гаджиев Чингиз
Выполнили: Ученики 8 «Б»кл: Захарова Наталья Гаджиев Чингиз  Рамки для фото из кожи - презентация к уроку Технологии
Рамки для фото из кожи - презентация к уроку Технологии моя первая очередь - презентация к уроку Технологии
моя первая очередь - презентация к уроку Технологии Враг моего врага. Когда - то в город Сансет Велли почти одновременно переехали две семьи. Первая семья это мужчина в возрасте и мале
Враг моего врага. Когда - то в город Сансет Велли почти одновременно переехали две семьи. Первая семья это мужчина в возрасте и мале Виды оконных занавесей
Виды оконных занавесей