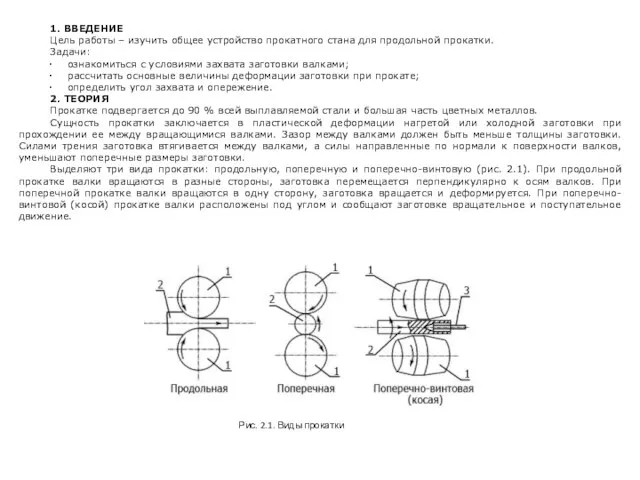
- Актуальные вопросы аттестационных испытаний сварщиков

Содержание
- 2. Международный институт сварки (IIW)
- 3. Европейская федерация по сварке, соединению и резке (EWF)
- 4. ISO 3834-1 Руководящие указания по выбору и применению; ISO 3834-2 Всесторонние требования; ISO 3834-3 Типовые требования;
- 5. КРИТЕРИИ И ТРЕБОВАНИЯ К КАЧЕСТВУ СВАРКИ В СООТВЕТСТВИИ С ISO 3834
- 6. IIW General Assembly Генеральная ассамблея МИС IIW Bord Правление МИС PI Group Группа планирования и изменений
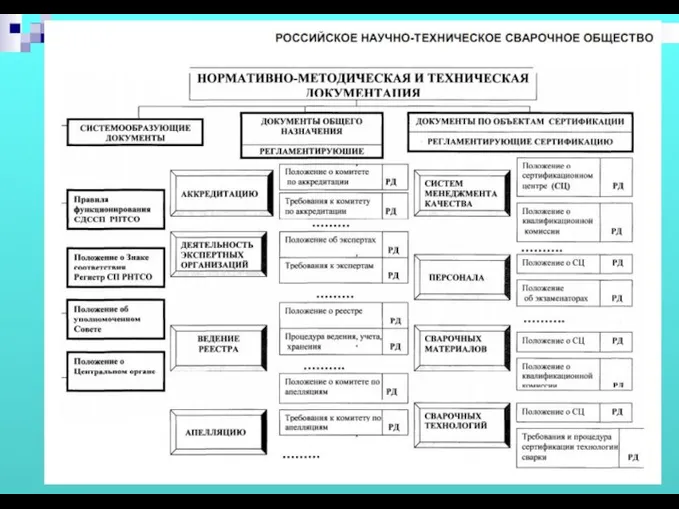
- 7. Учебные организации ТИПОВАЯ СТРУКТУРА УПОЛНОМОЧЕННОГО НАЦИОНАЛЬНОГО ОРГАНА ( Authorised National Body - ANB ) док. IAB-001-2000/EWF-416
- 8. ETW Σ 640ч EPW Σ 360ч EFW Σ 158ч MMA8 90ч MMA7 70ч MMA6 120ч MMA5
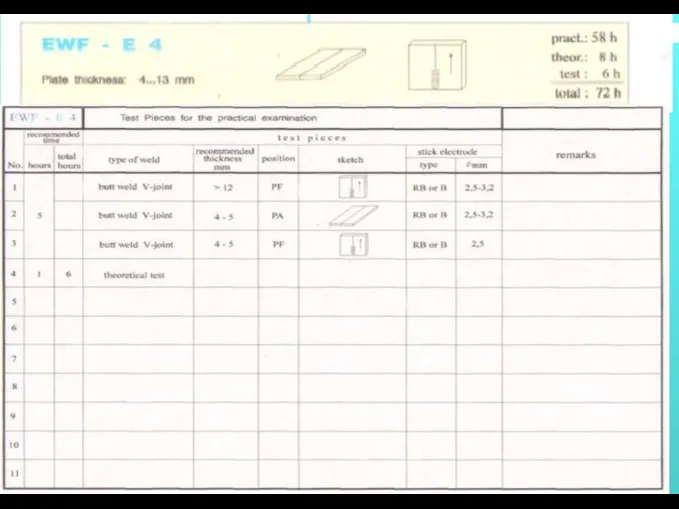
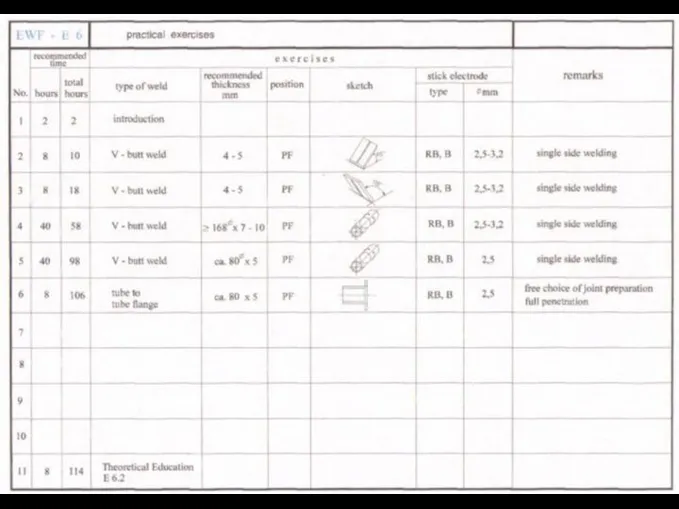
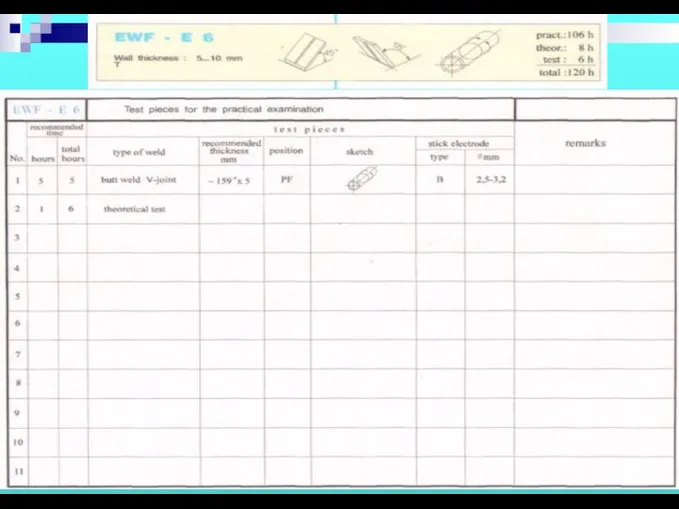
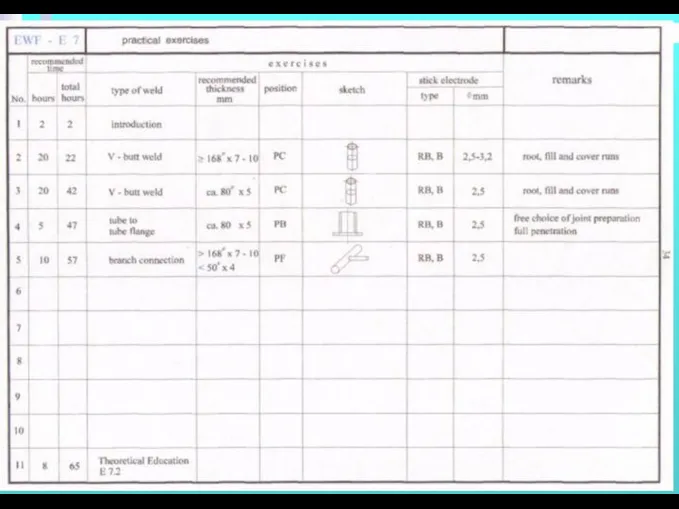
- 9. МОДУЛИ EWF ПРАКТИЧЕСКОЙ ПОДГОТОВКИ СВАРЩИКОВ РУЧНОЙ ДУГОВОЙ СВАРКИ (EWF 01-452-94) (
- 26. 90часов 50часов 75часов 75часов 75часов 75часов 440часов 290часов 140часов Общая схема обучения и квалификации «Международный сварщик
- 27. 90часов
- 37. Правила аттестации сварщиков Республики Беларусь по ручной, механизированной и автоматизированной сварке плавлением, 1994г. СТБ ЕН 287-1-2009
- 38. Предприятия и организации проводящие подготовку и аттестацию сварщиков, включая собственный персонал Направление сварщиков на аттестацию Предприятия
- 39. Настоящий стандарт устанавливает общие требования к квалификации сварщика, процедуре проведения квалификационных испытаний, методам контроля и оценке
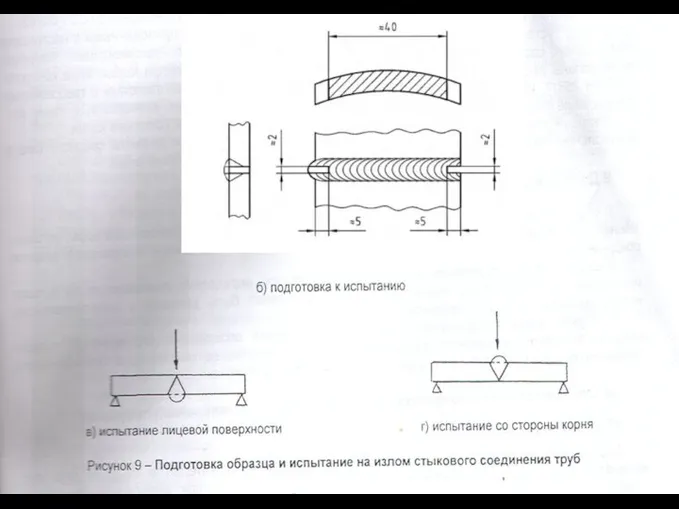
- 40. Методы контроля
- 43. Область распространения по толщинам
- 44. Область распространения по диаметрам
- 51. Сертификат компетентности ( удостоверение) сварщика по ЕN 287-1
- 52. Стандарт устанавливает требования к проведению квалификации операторов установок сварки плавлением и наладчиков установок контактной сварки полностью
- 53. Сварщик ручной сварки - сварщик, непосредственно выполняющий сварку с помощью специального ручного инструмента (электрододержателя, сварочного пистолета,
- 54. Автоматическая сварка – сварка при которой все процессы автоматизированы и осуществляются без непосредственного участия человека, при
- 55. Оператор установок контактной сварки – лицо, управляющее механизированной или полностью механизированной установкой сварки, обученное только приемам
- 56. Квалификация операторов или наладчиков может быть осуществлена при проведении одного из следующих видов испытаний: - испытания
- 59. Наличие руководителя сварочных работ является обязательным при изготовлении ответственных сварных конструкций, а также при указании такого
- 60. Руководитель сварочных работ решает следующие основные задачи: организация, планирование и подготовка сварочного производства, а также контроль
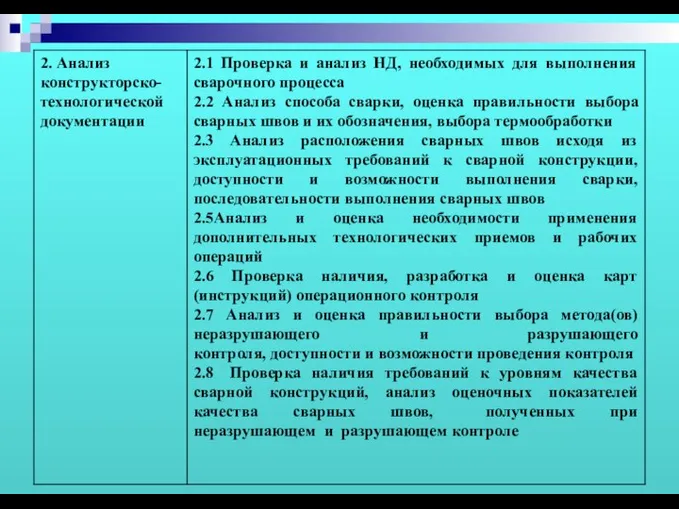
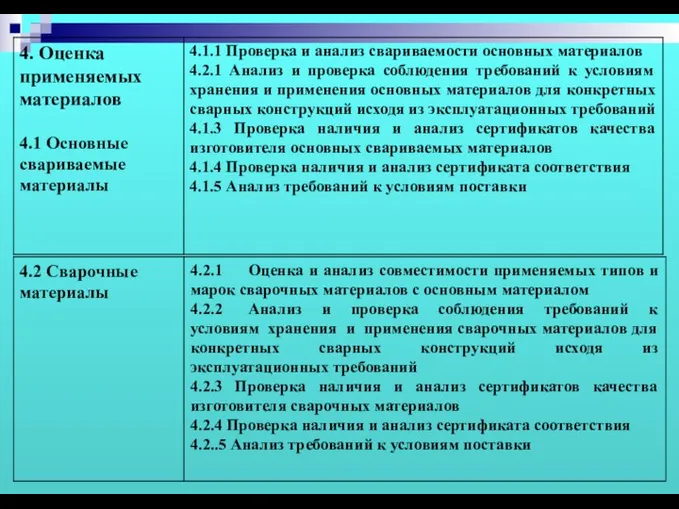
- 61. ЗАДАЧИ РУКОВОДИТЕЛЯ СВАРОЧНЫХ РАБОТ ПРИ ВЫПОЛНЕНИИ ОСНОВНЫХ ЭТАПОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
- 66. Ответственность за качество сварной конструкции возлагается на изготовителя и непосредственно на руководителя сварочных работ. Степень ответственности
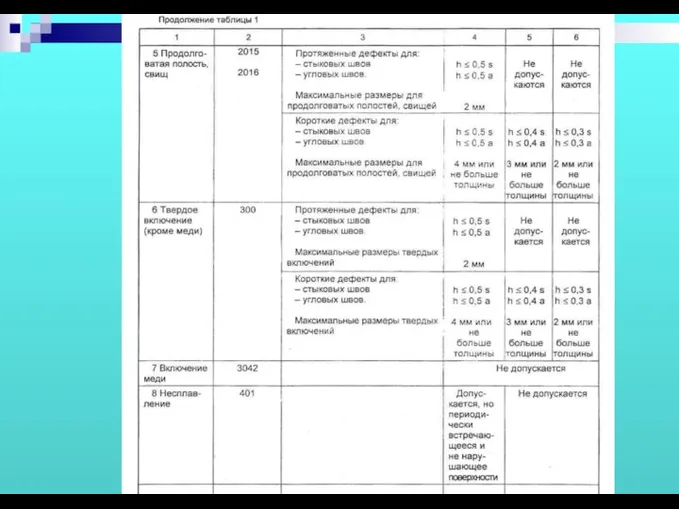
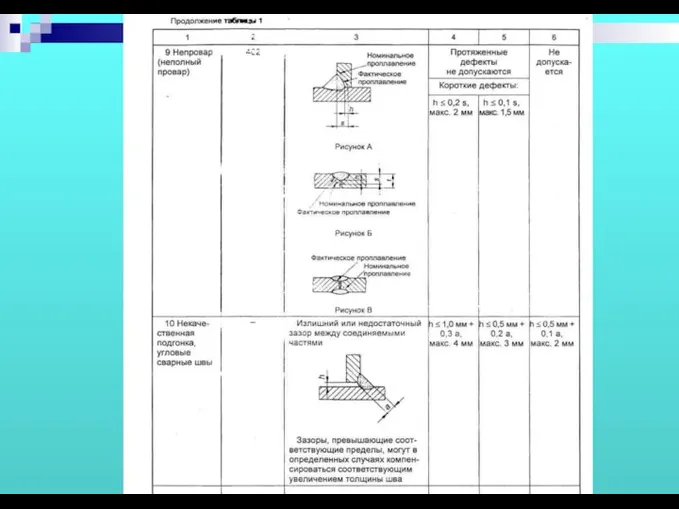
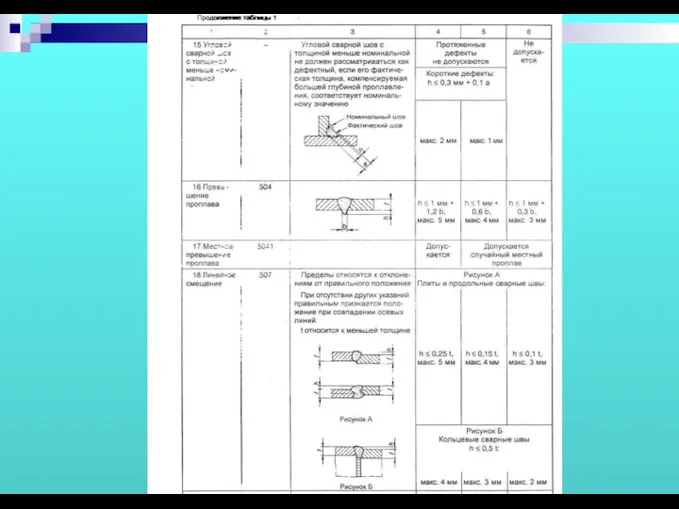
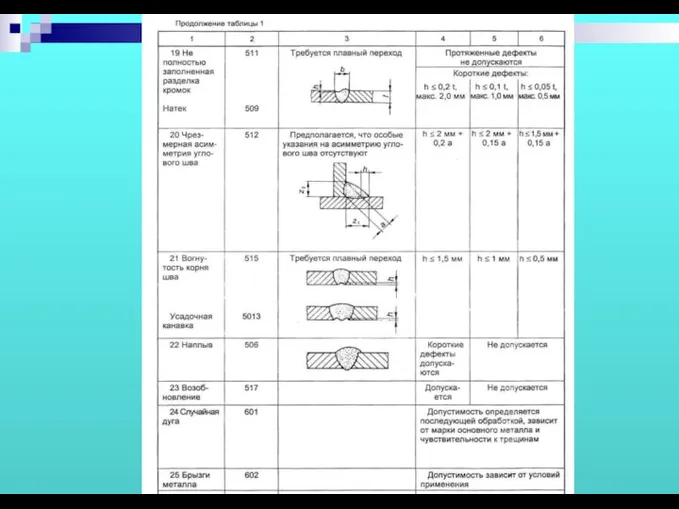
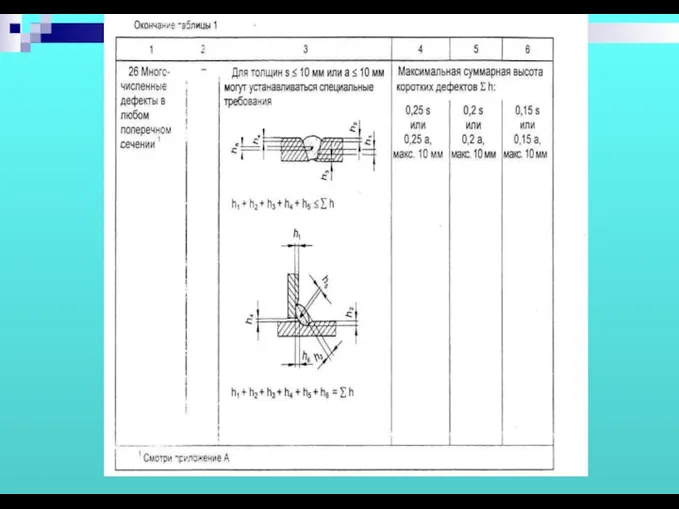
- 75. СТБ IS0 5817 СВАРКА ДУГОВАЯ. СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЕЙ. УРОВНИ КАЧЕСТВА
- 81. Международные стандарты серии ИСО 9692 состоят из следующих частей под общим заголовком: «Сварка и родственные процессы.
- 82. Номер ссылки включает номер таблицы, порядковый номер подготовки соединения и порядковый номер варианта формы подготовки кромок
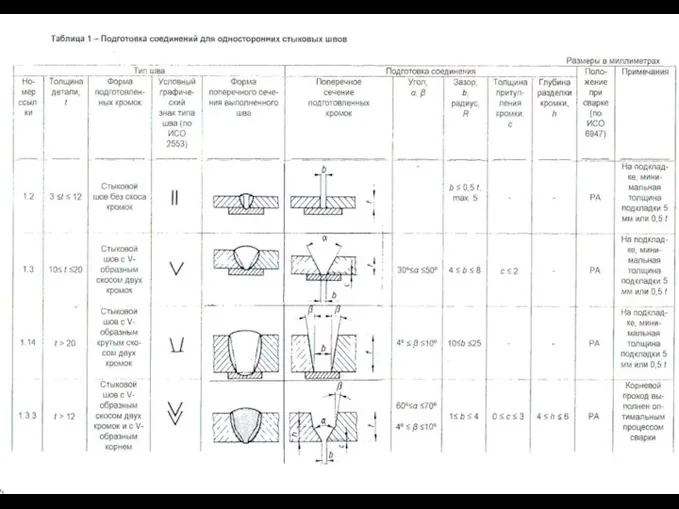
- 83. СТБ ЕН 9692-1 Типы подготовки соединений Односторонние стыковые швы
- 84. ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные.Основные типы, конструктивные элементы и размеры.
- 85. ГОСТ 14771-76 Сварка дуговая в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- 86. ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
- 89. Продолжение СТБ ЕН 9692-1 Двухсторонние стыковые швы
- 91. Продолжение СТБ ЕН 9692-1 Односторонние угловые швы
- 92. Продолжение СТБ ЕН 9692-1 Двухсторнние угловые швы
- 93. Номер ссылки включает в себя: первая цифра соответствует номеру таблицы; вторая цифра или группа цифр соответствуют
- 95. ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- 98. СТБ ЕН 288-2 СТБ ISO 15607 Технические требования и квалификация технология сварки металлических материалов. Общие правила
- 100. Скачать презентацию
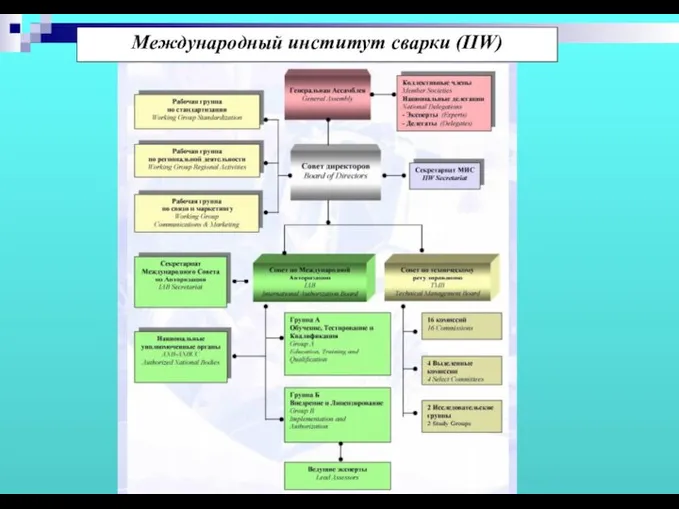
Международный институт сварки (IIW)
Международный институт сварки (IIW)
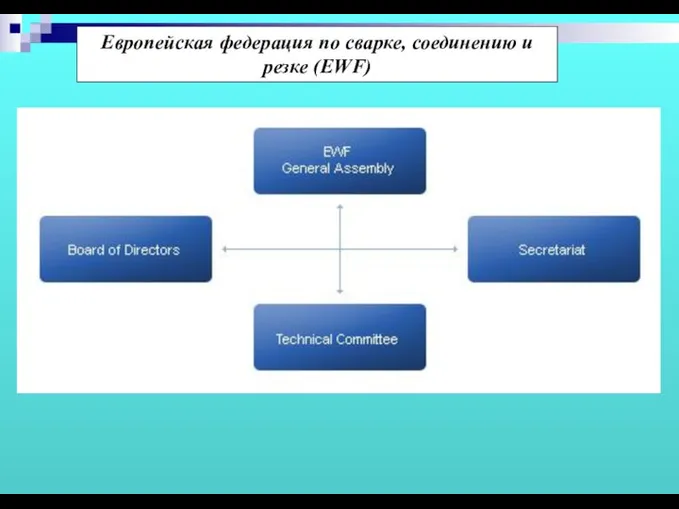
Европейская федерация по сварке, соединению и резке (EWF)
Европейская федерация по сварке, соединению и резке (EWF)
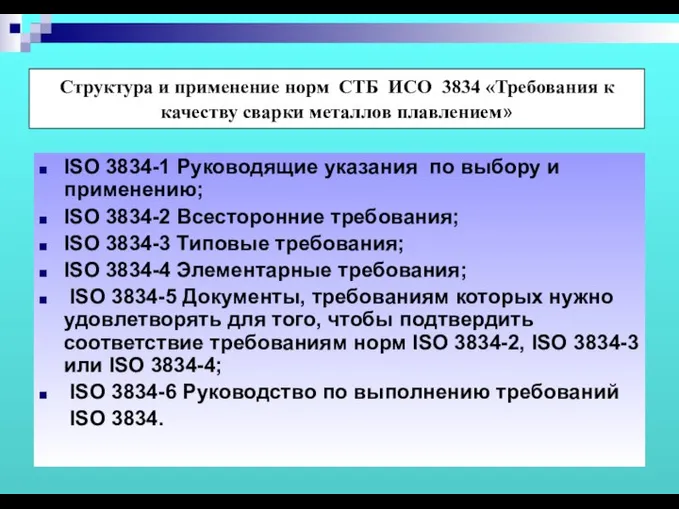
ISO 3834-1 Руководящие указания по выбору и применению;
ISO 3834-2 Всесторонние требования;
ISO
ISO 3834-1 Руководящие указания по выбору и применению;
ISO 3834-2 Всесторонние требования;
ISO
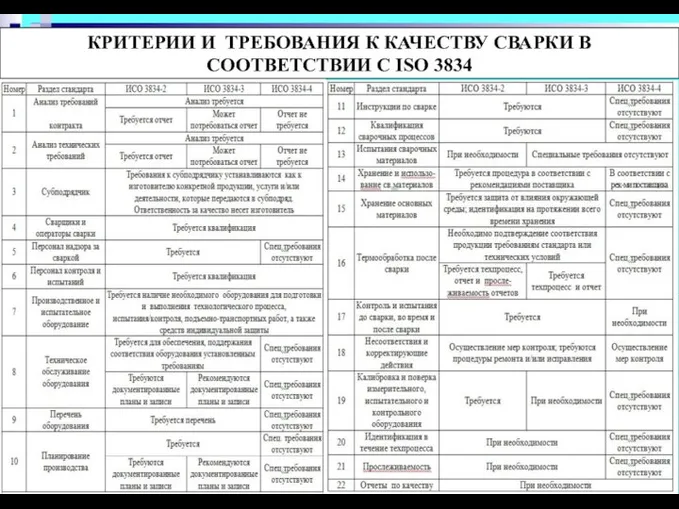
КРИТЕРИИ И ТРЕБОВАНИЯ К КАЧЕСТВУ СВАРКИ В
СООТВЕТСТВИИ С ISO 3834
КРИТЕРИИ И ТРЕБОВАНИЯ К КАЧЕСТВУ СВАРКИ В
СООТВЕТСТВИИ С ISO 3834
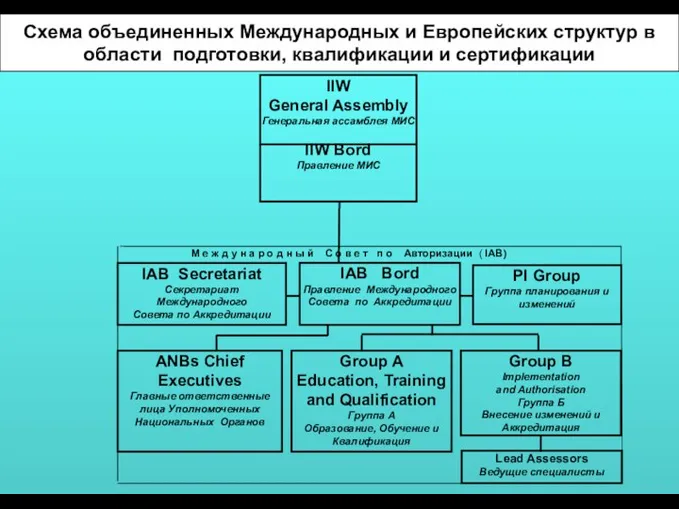
IIW
General Assembly
Генеральная ассамблея МИС
IIW Bord
Правление МИС
PI Group
Группа планирования и изменений
IAB
IIW
General Assembly
Генеральная ассамблея МИС
IIW Bord
Правление МИС
PI Group
Группа планирования и изменений
IAB
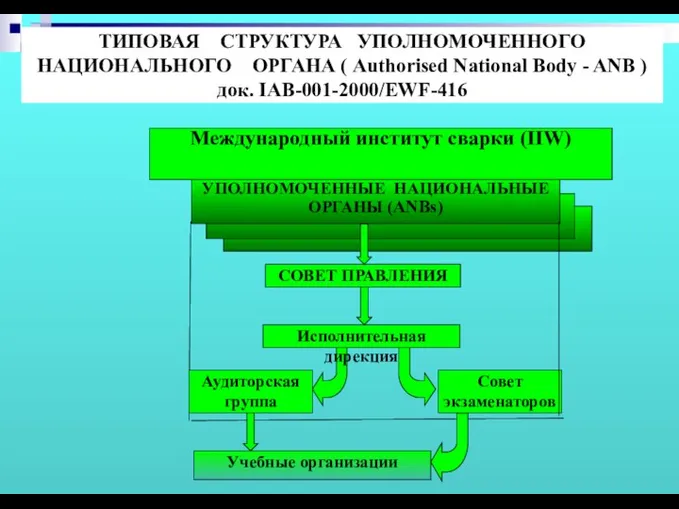
Учебные организации
ТИПОВАЯ СТРУКТУРА УПОЛНОМОЧЕННОГО
НАЦИОНАЛЬНОГО ОРГАНА ( Authorised National Body -
Учебные организации
ТИПОВАЯ СТРУКТУРА УПОЛНОМОЧЕННОГО НАЦИОНАЛЬНОГО ОРГАНА ( Authorised National Body -
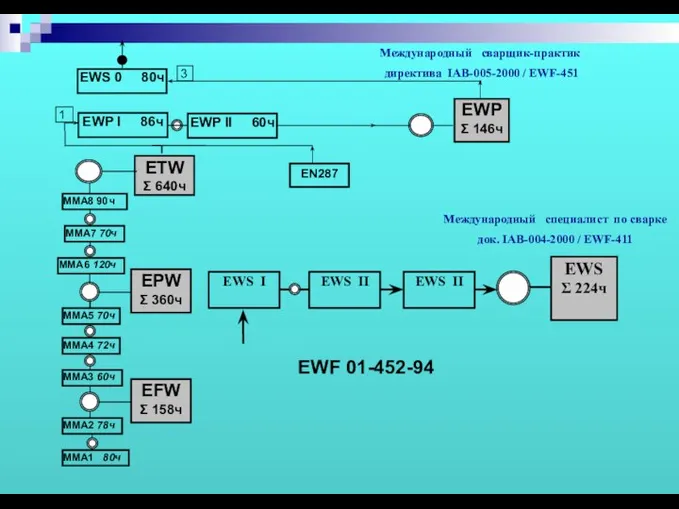
ETW Σ 640ч
EPW Σ 360ч
EFW Σ 158ч
MMA8 90ч
MMA7 70ч
MMA6 120ч
MMA5 70ч
MMA4
ETW Σ 640ч
EPW Σ 360ч
EFW Σ 158ч
MMA8 90ч
MMA7 70ч
MMA6 120ч
MMA5 70ч
MMA4
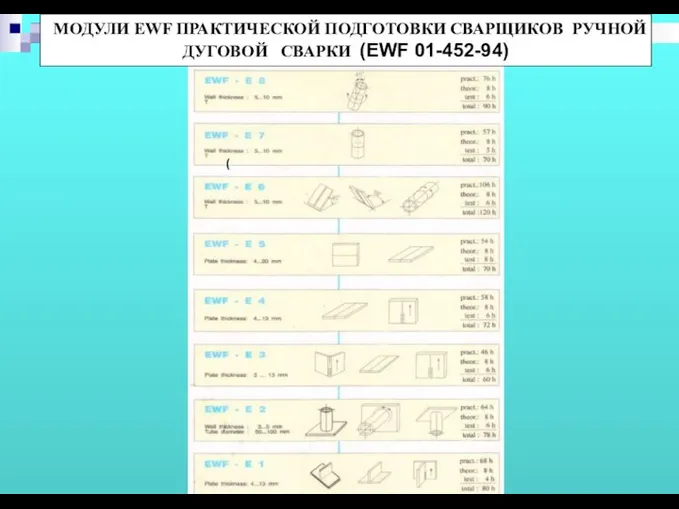
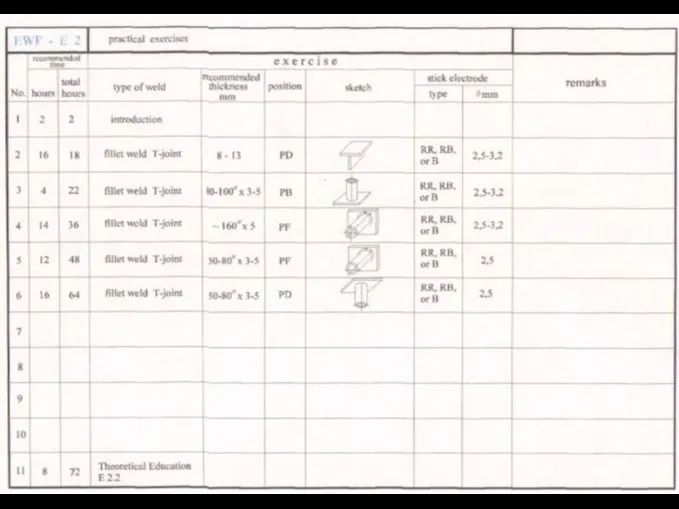
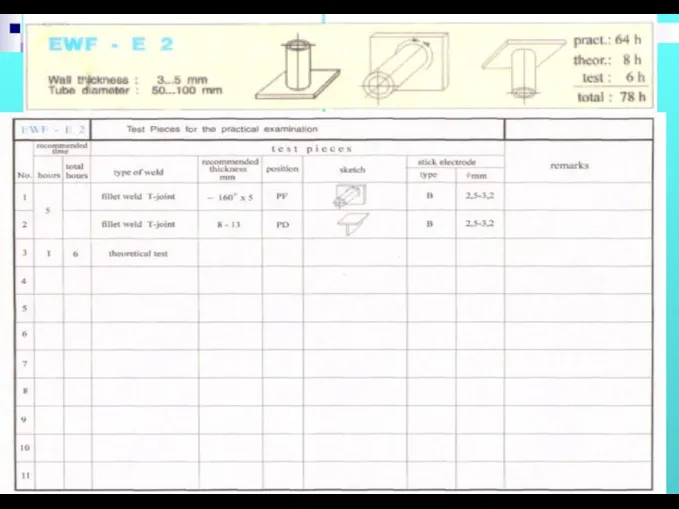
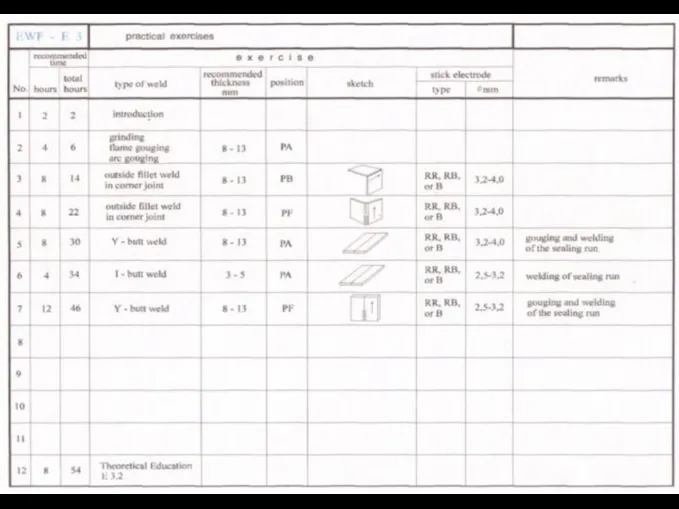
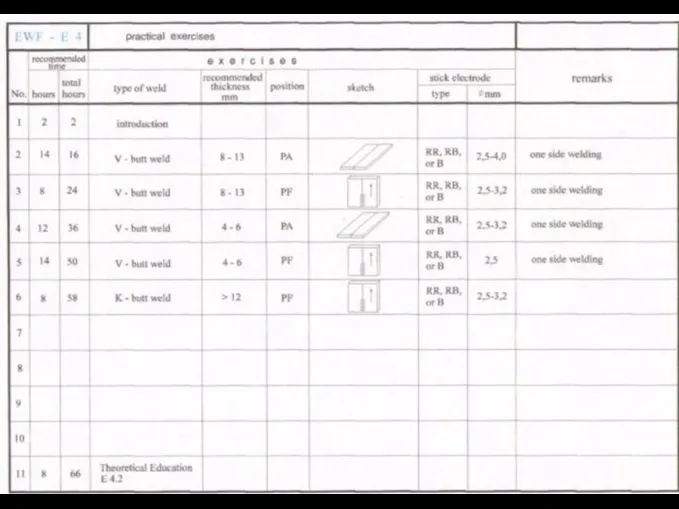
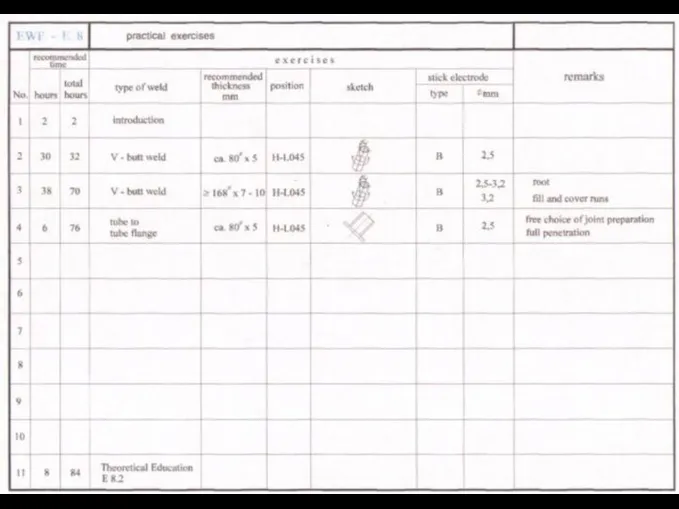
МОДУЛИ EWF ПРАКТИЧЕСКОЙ ПОДГОТОВКИ СВАРЩИКОВ РУЧНОЙ ДУГОВОЙ СВАРКИ (EWF 01-452-94)
(
МОДУЛИ EWF ПРАКТИЧЕСКОЙ ПОДГОТОВКИ СВАРЩИКОВ РУЧНОЙ ДУГОВОЙ СВАРКИ (EWF 01-452-94)
(







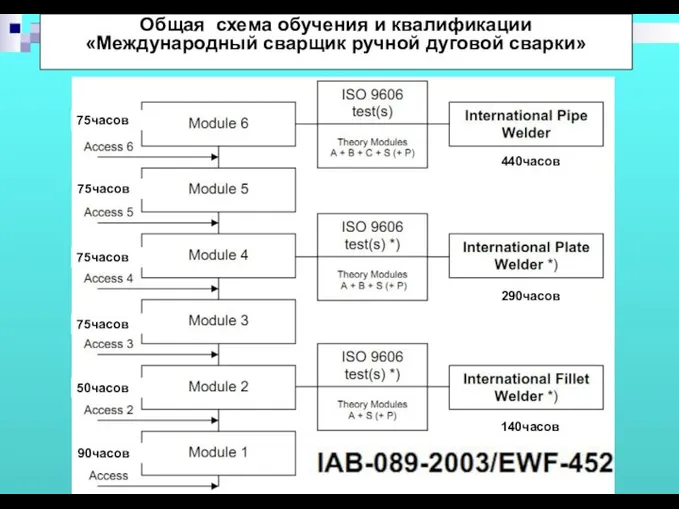
90часов
50часов
75часов
75часов
75часов
75часов
440часов
290часов
140часов
Общая схема
90часов
50часов
75часов
75часов
75часов
75часов
440часов
290часов
140часов
Общая схема
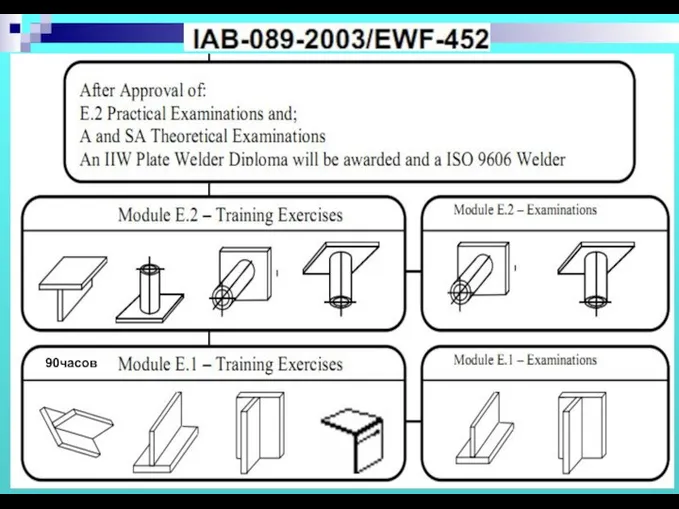
90часов
90часов




Правила аттестации сварщиков Республики Беларусь по ручной, механизированной и автоматизированной сварке
Правила аттестации сварщиков Республики Беларусь по ручной, механизированной и автоматизированной сварке

Предприятия и организации проводящие подготовку и аттестацию
сварщиков, включая собственный персонал
Предприятия и организации проводящие подготовку и аттестацию
сварщиков, включая собственный персонал
Настоящий стандарт устанавливает общие требования к квалификации сварщика, процедуре проведения квалификационных
Настоящий стандарт устанавливает общие требования к квалификации сварщика, процедуре проведения квалификационных
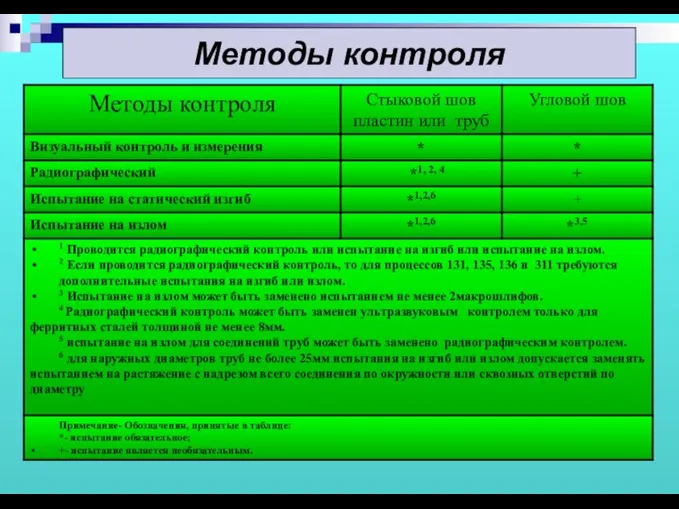
Методы контроля
Методы контроля
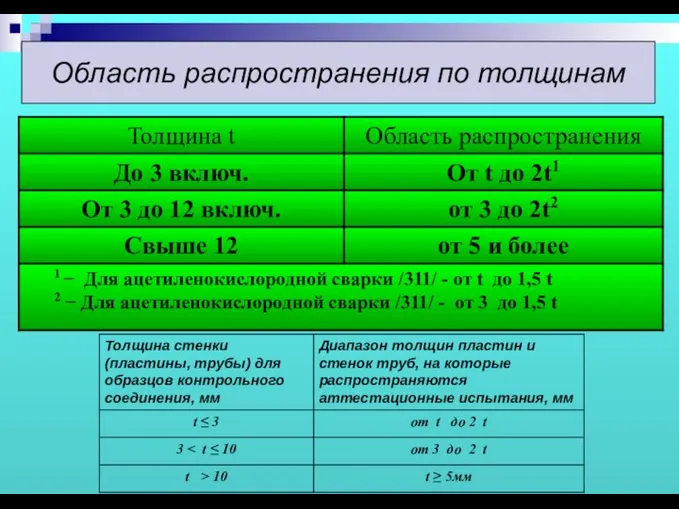
Область распространения по толщинам
Область распространения по толщинам
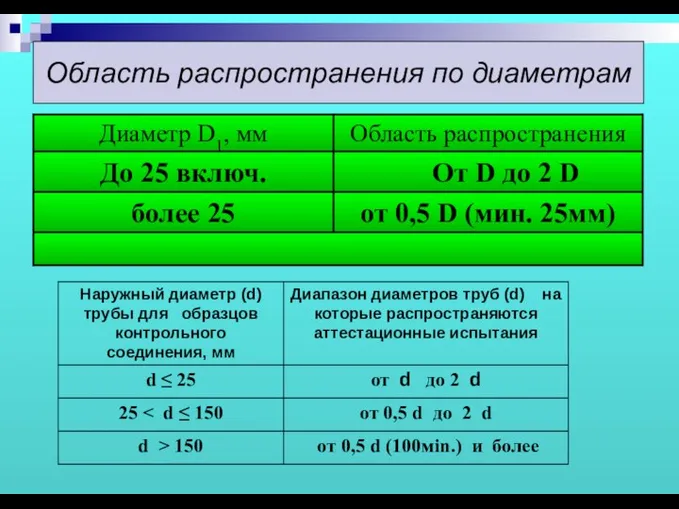
Область распространения по диаметрам
Область распространения по диаметрам


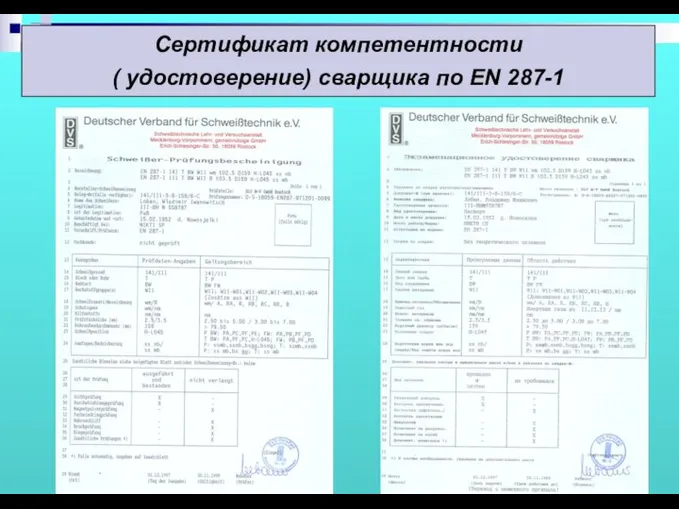
Сертификат компетентности
( удостоверение) сварщика по ЕN 287-1
Сертификат компетентности
( удостоверение) сварщика по ЕN 287-1
Стандарт устанавливает требования к проведению квалификации операторов установок сварки плавлением и
Стандарт устанавливает требования к проведению квалификации операторов установок сварки плавлением и
Сварщик ручной сварки - сварщик, непосредственно выполняющий сварку с помощью специального
Сварщик ручной сварки - сварщик, непосредственно выполняющий сварку с помощью специального
Автоматическая сварка – сварка при которой все процессы автоматизированы и осуществляются
Автоматическая сварка – сварка при которой все процессы автоматизированы и осуществляются
Оператор установок контактной сварки – лицо, управляющее механизированной или полностью механизированной
Оператор установок контактной сварки – лицо, управляющее механизированной или полностью механизированной
Квалификация операторов или наладчиков может быть осуществлена при проведении одного из
Квалификация операторов или наладчиков может быть осуществлена при проведении одного из


Наличие руководителя сварочных работ является обязательным при изготовлении ответственных сварных
Наличие руководителя сварочных работ является обязательным при изготовлении ответственных сварных
Руководитель сварочных работ решает следующие основные задачи:
организация, планирование и подготовка сварочного
Руководитель сварочных работ решает следующие основные задачи:
организация, планирование и подготовка сварочного
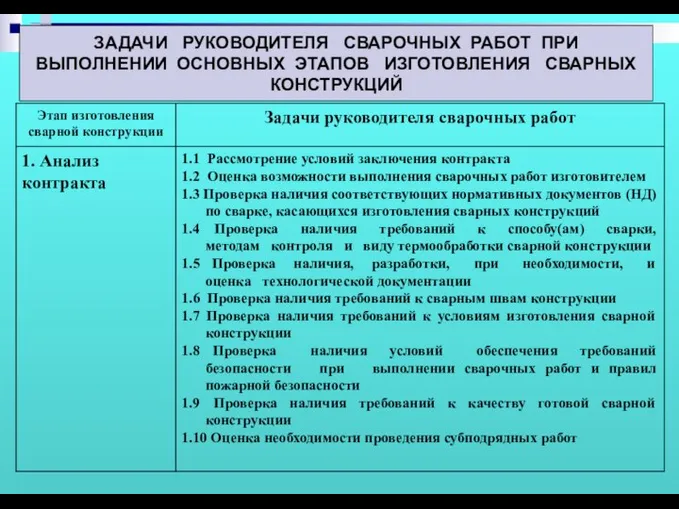
ЗАДАЧИ РУКОВОДИТЕЛЯ СВАРОЧНЫХ РАБОТ ПРИ ВЫПОЛНЕНИИ ОСНОВНЫХ ЭТАПОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
ЗАДАЧИ РУКОВОДИТЕЛЯ СВАРОЧНЫХ РАБОТ ПРИ ВЫПОЛНЕНИИ ОСНОВНЫХ ЭТАПОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ


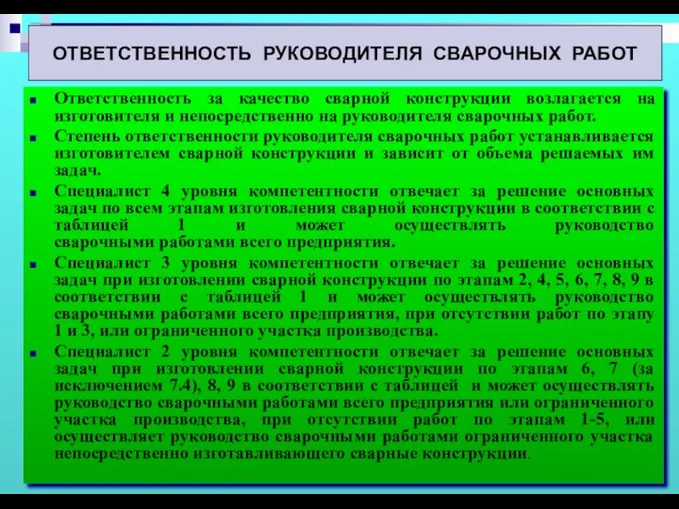
Ответственность за качество сварной конструкции возлагается на изготовителя и непосредственно на
Ответственность за качество сварной конструкции возлагается на изготовителя и непосредственно на




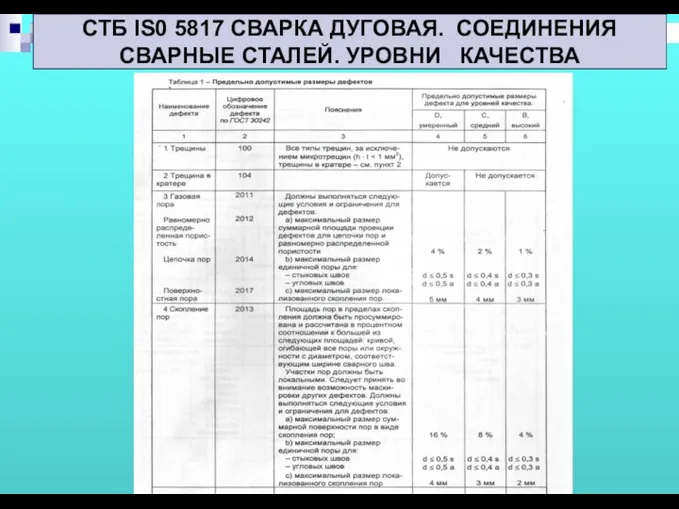
СТБ IS0 5817 СВАРКА ДУГОВАЯ. СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЕЙ. УРОВНИ КАЧЕСТВА
СТБ IS0 5817 СВАРКА ДУГОВАЯ. СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЕЙ. УРОВНИ КАЧЕСТВА
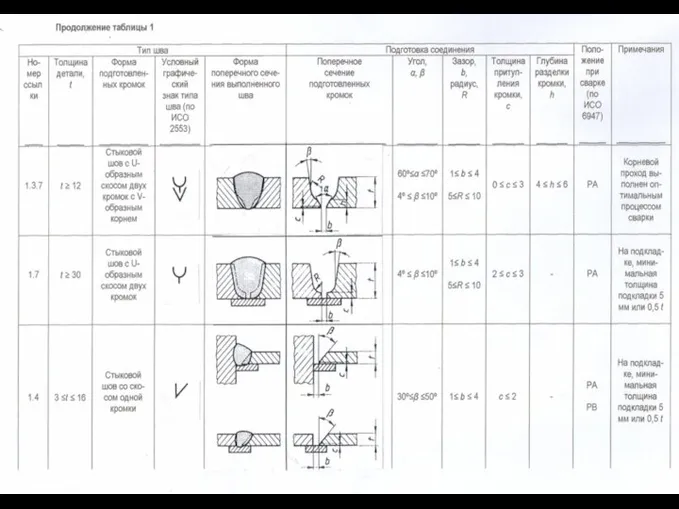
Международные стандарты серии ИСО 9692 состоят из следующих частей под общим
Международные стандарты серии ИСО 9692 состоят из следующих частей под общим
Номер ссылки включает номер таблицы, порядковый номер подготовки соединения и порядковый
Номер ссылки включает номер таблицы, порядковый номер подготовки соединения и порядковый
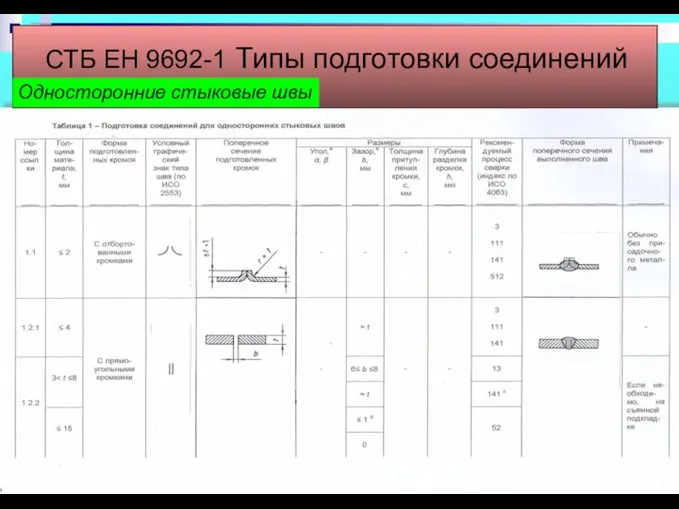
СТБ ЕН 9692-1 Типы подготовки соединений
Односторонние стыковые швы
СТБ ЕН 9692-1 Типы подготовки соединений
Односторонние стыковые швы
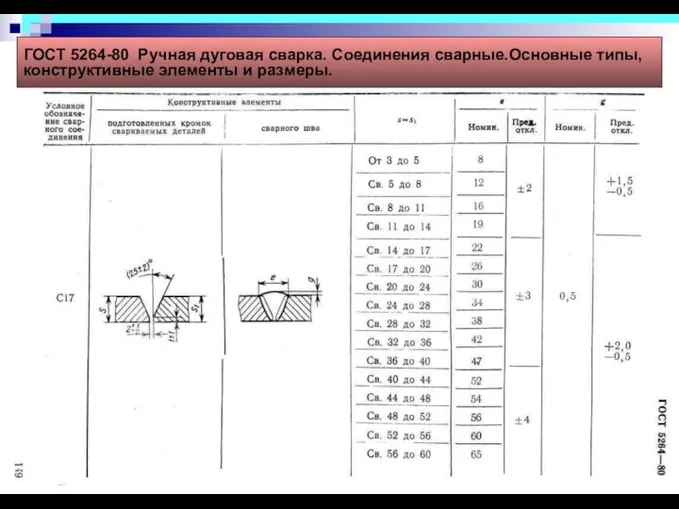
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные.Основные типы, конструктивные элементы
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные.Основные типы, конструктивные элементы
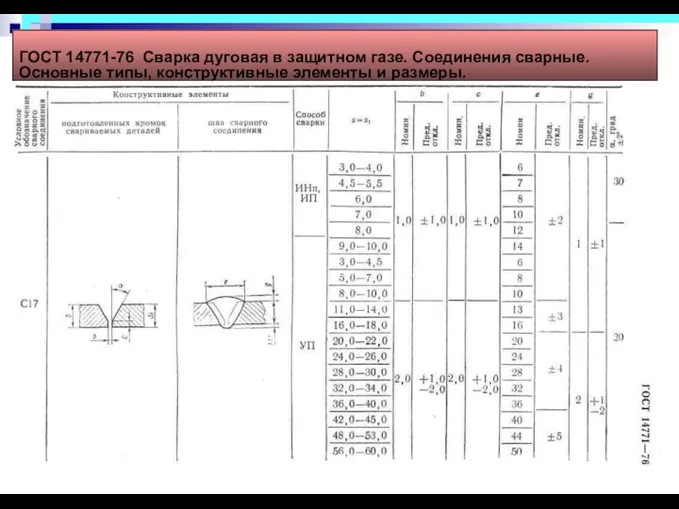
ГОСТ 14771-76 Сварка дуговая в защитном газе. Соединения сварные. Основные
ГОСТ 14771-76 Сварка дуговая в защитном газе. Соединения сварные. Основные

ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы


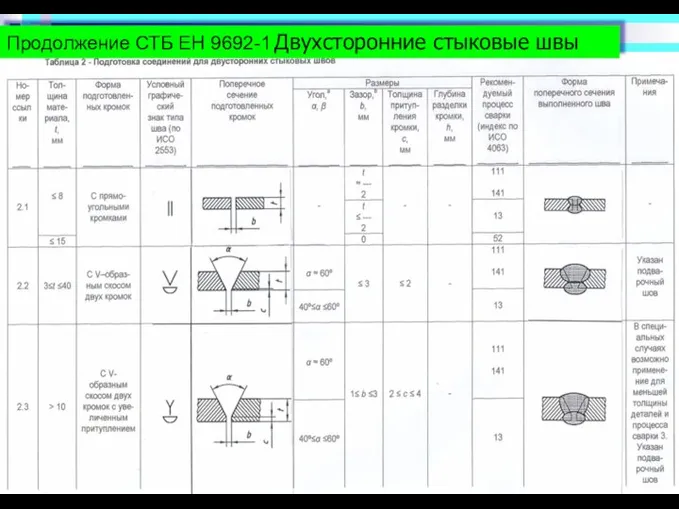
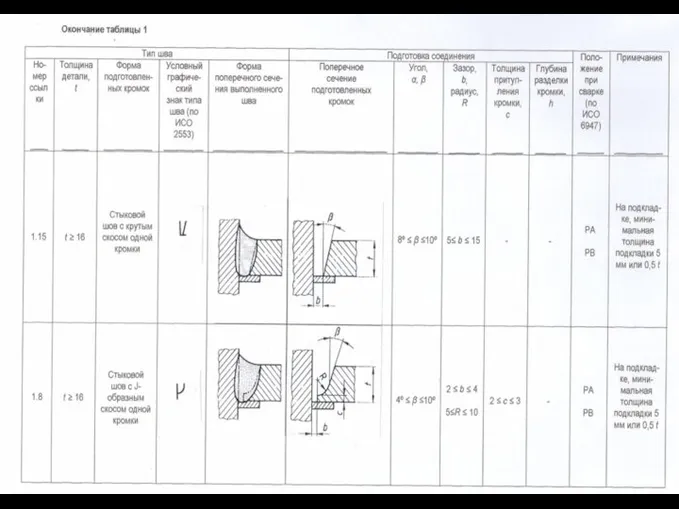
Продолжение СТБ ЕН 9692-1 Двухсторонние стыковые швы
Продолжение СТБ ЕН 9692-1 Двухсторонние стыковые швы

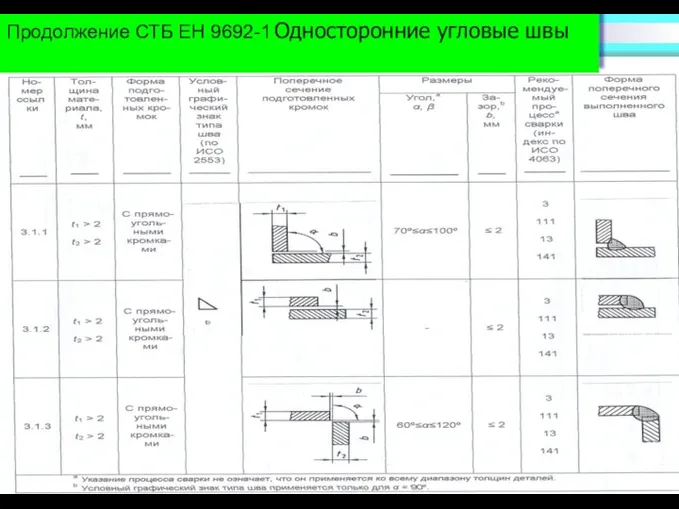
Продолжение СТБ ЕН 9692-1 Односторонние угловые швы
Продолжение СТБ ЕН 9692-1 Односторонние угловые швы
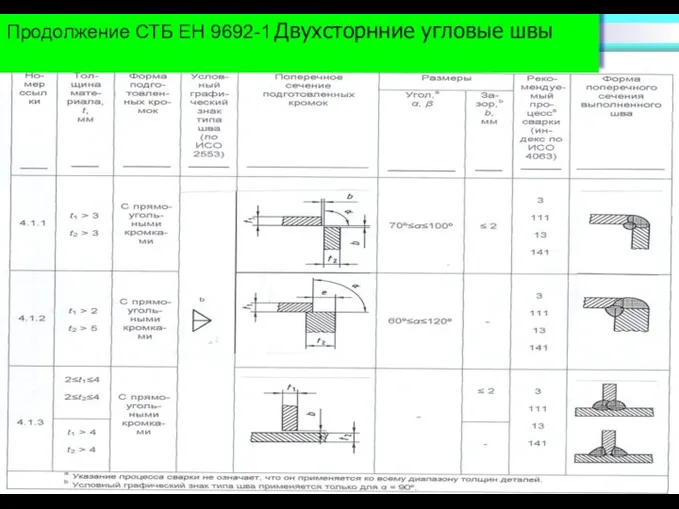
Продолжение СТБ ЕН 9692-1 Двухсторнние угловые швы
Продолжение СТБ ЕН 9692-1 Двухсторнние угловые швы
Номер ссылки включает в себя: первая цифра соответствует номеру таблицы; вторая
Номер ссылки включает в себя: первая цифра соответствует номеру таблицы; вторая
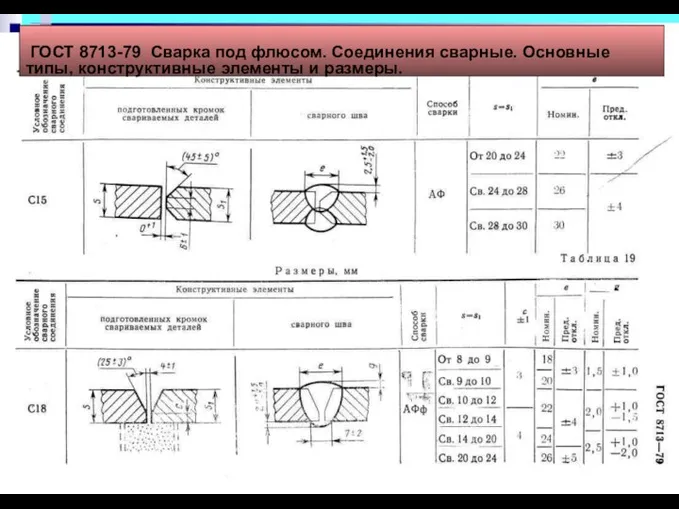
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные
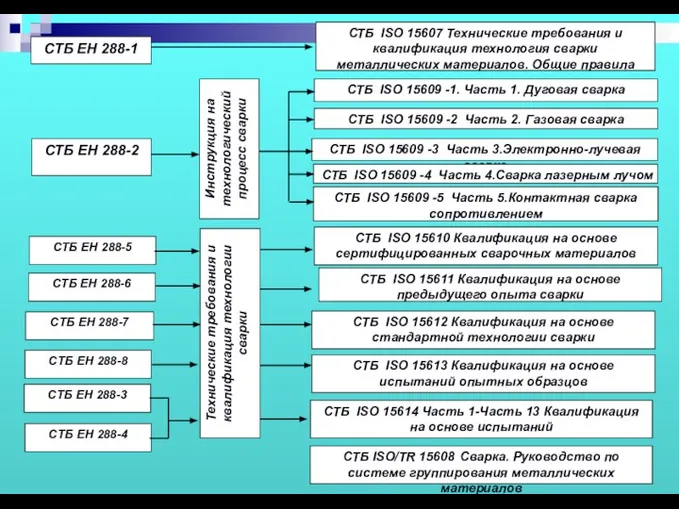
СТБ ЕН 288-2
СТБ ISO 15607 Технические требования и квалификация технология сварки
СТБ ЕН 288-2
СТБ ISO 15607 Технические требования и квалификация технология сварки
 Ажогина Н. Анализ УМК Морфемика
Ажогина Н. Анализ УМК Морфемика Фразеологизмы
Фразеологизмы 20160321_46275_46275_6dv
20160321_46275_46275_6dv Зәңгәр
Зәңгәр Эффективная организация обучения в начальной школе
Эффективная организация обучения в начальной школе Презентационный материал в школы
Презентационный материал в школы Классификация металлорежущих станков
Классификация металлорежущих станков ?????????????????
????????????????? Устройство прокатного стана для продольной прокатки
Устройство прокатного стана для продольной прокатки 20130315_lit.napr_._
20130315_lit.napr_._ Шаблон газеты Разведчик
Шаблон газеты Разведчик Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Lektsia_5_4-kurs
Lektsia_5_4-kurs Строительные конструкции главных корпусов ТЭС. Лекция 10
Строительные конструкции главных корпусов ТЭС. Лекция 10 Со секыт аръёсы-виосы дунне вылын улиз Эштэрек
Со секыт аръёсы-виосы дунне вылын улиз Эштэрек Электроцентробежная установка REDA Maximus
Электроцентробежная установка REDA Maximus Цикловая комиссия Общетехнических дисциплин и электроснабжения
Цикловая комиссия Общетехнических дисциплин и электроснабжения Лаборатория нелинейных волновых процессов
Лаборатория нелинейных волновых процессов Специально для группы Видео Киёми и Кацуки
Специально для группы Видео Киёми и Кацуки для 7 классса
для 7 классса Родительское собрание
Родительское собрание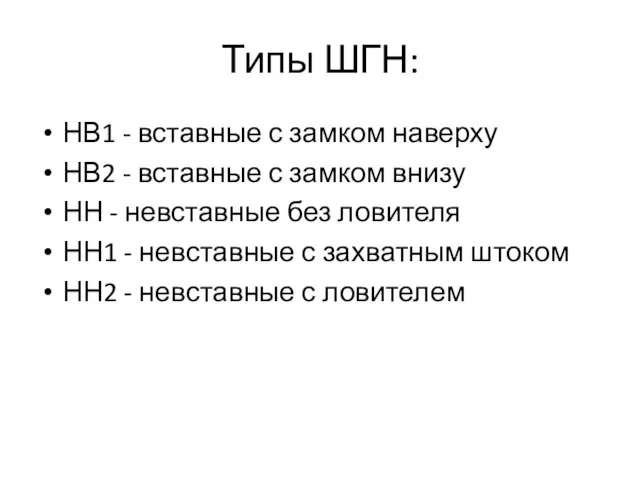 Типы штанговых глубинных насосов
Типы штанговых глубинных насосов 20180315_okruglenie_des_drobey
20180315_okruglenie_des_drobey Организация работы станций. Требования, предъявляемые к инвентарю строго учета на железнодорожной станции
Организация работы станций. Требования, предъявляемые к инвентарю строго учета на железнодорожной станции Презентация Кто как говорит
Презентация Кто как говорит Технический обзор изменений в конструкции пинсеттеров серии GS
Технический обзор изменений в конструкции пинсеттеров серии GS Проект по технологии. Моя комната
Проект по технологии. Моя комната кл_Общ_Искусство Голландии XVIIв._Красикова
кл_Общ_Искусство Голландии XVIIв._Красикова