- Древесно-полимерный композит (ДПК). Лекция №7

Содержание
- 2. Термин древесно-полимерные композиты включает большую группу материалов, существенно отличающихся составом и свойствами. Признанной классификации древесно-полимерных композитов
- 3. Образцы применения изделий из древесно-полимерного композита Строительство
- 4. Деккинг - террасная доска, садовый паркет
- 6. Производство мебели
- 7. Сайдинг
- 8. Двери, окна, перилла
- 9. Ограждения, шпалеры
- 10. Автомобилестроение
- 11. Ландшафтное строительство и архитектура
- 12. Сырье для производства ДПК Наполнитель - целлюлозные и лигноцеллюлозные наполнители растительного происхождения. Подразделяются на – древесные
- 13. Наполнители недревесного происхождения - водоросли, различные кустарники, травы, плоды, скорлупа орехов и т.д. Изготавливают ДПК на
- 14. Минеральные наполнители – используют снижения себестоимости ДПК и придания дополнительных свойств материалу. Например: повышение жесткости, огнестойкости.
- 15. Полимеры - термопласты, которые могут перерабатываться при температурах до 200 °С. Полиэтилен (ПЭ), полипропилен (ПП) и
- 16. Полиэтилен – самый крупнотоннажный полимер в мире. Преимущества: достаточно низкая температура плавления (~130 °С) и широкий
- 17. В зависимости от плотности и разветвленности макромолекул для получения ДПКт используют следующие виды полиэтилена: – высокой
- 18. Полипропилен Достоинства (в сравнении с полиэтиленом): легче (плотность 900 – 910 кг/м3 ), прочнее (прочность при
- 19. Недостатки (в сравнении с полиэтиленом): более хрупок и значительно менее морозостоек, изделия из него трудно крепить,
- 20. Поливинилхлорид Достоинства: - химическая стойкость к щелочам, минеральным маслам, жирам, спиртам, многим кислотам и растворителям, не
- 21. Недостатки: – разлагается с выделением хлористого водорода при температурах выше 110-120 °С. степень кристалличности не превышает
- 22. Технологические добавки (аддитивы) — это различные по своему составу и свойствам вещества, которые используются в процессе
- 23. Классификация Компатибилизаторы или агенты совместимости (агенты адгезии, аппреты) - химические соединения, повышающие совместимость полимерной матрицы и
- 24. Смазывающие агенты обеспечивают равномерное распределение наполнителя в полимерной матрице и увеличивают скорость экструзии композита. Это добавки
- 25. Красители необходимы для придания изделиям цвета и для защиты от УФ-лучей. Применяют в основном два вида
- 26. Биоциды – антигрибковые добавки (антисептики). Защищают изделие из ДПК от появления грибка, плесени, гниения, и способствуют
- 27. Антипирены – специальные добавки, затрудняющие воспламенение и снижающие скорость распространения пламени. Антипирены для ДПК отличаются от
- 28. Активные антипирены ингибируют и подавляют горение по нескольким механизмам: – высвобождая воду, которая действует как сток
- 29. Состав ДПК - Древесная мука (или мелкая щепа) фракцией 0,5-2 мм; - Полимер - ПВХ (50/50),
- 30. Основные свойства ДПК
- 31. Атмосферо и биостойкость, Большинство ДПКТ могут принимать в себя небольшое количество от 0,1 до 0,4 %
- 32. Некоторые марки древесно-полимерных материалов могут эксплуатироваться в соленой воде, в щелочных и кислых средах. Некоторые марки
- 33. Технология производства Этапы: - измельчение древесного сырья; - сушка измельченной древесины; - дозирование компонентов; - смешивание
- 34. 1 Измельчение древесные частицы размером 0,7…1,5 мм Ножевые или молотковые дробилки. Затем материал просеивается и фракционируется.
- 35. На этом этапе закладывается качество продукта, а также его назначение: более тонкие фракции используются для профилей
- 36. 2 Сушка Сушка древесного сырья требуется только при влажности более 15 %.
- 37. 3 Дозирование и смешивание компонентов Соотношение наполнителя и связующих может широко варьироваться, в зависимости от назначения
- 38. Состав композита при этом может быть гибридным: от 70 до 80 % - наполнитель – дерево;
- 39. После добавления небольших количеств пигмента, смазочных материалов и пластификатора, сухая смесь расплавляется в экструдере и выдавливается.
- 40. 1. Экструзия - это непрерывный процесс, который заключается в продавливании материала с высокой вязкостью в жидком
- 41. Процесс изготовления профильных погонажных изделий методом экструзии состоит из следующих этапов: 1 создание равномерной смеси пластика
- 42. Существует следующие типа экструдеров: 1 Червячные экструдеры, которые, в свою очередь, можно разделить на одношнековые, двухшнековые
- 43. Двухшнековые экструдеры применяются как в тех же случаях, что и одношнековые, так и в специальных условиях,
- 44. Двухшнековые экструдеры различают двух основных типов: - экструдеры со шнеками, находящимися в зацеплении (с однонаправленным или
- 45. Многошнековые экструдеры применяются сравнительно редко. Они бывают двух типов: - четырехшнековый экструдер; - планетарный экструдер (червячная
- 46. 2 Дисковые экструдеры - довольно редкий тип экструзионных машин. Работа такого экструдера основана на перемещении полимерного
- 47. 4 Экструзия
- 48. 2. Метод инжекционного формирования или метод «литья под давлением» уже несколько десятилетий применяется для формования изделий
- 49. В общих чертах технология выглядит так: полимерная смесь в виде гранул, таблеток или порошка подается из
- 50. Весь этот цикл может быть повторен многократно в ручном или автоматическом режиме. Неоспоримым преимуществом технологии является
- 51. 3. Ротационное формирование основано на действии центробежных сил в сочетании с адгезией. Дозированную по объему или
- 52. 4. Формировать изделия из древесно-полимерных композитов возможно традиционным методом плоского прессования, при котором давление направлено перпендикулярно
- 53. Пресс для нанесения рельефа на профиль ДПК
- 55. Коротко о производстве
- 56. Линия для производства ДПК 1. Высокоскоростной смеситель 2. Пеллетирующий экструдер 3. Пеллетирующая матрица 4. Нарезка пеллет
- 58. Структура потребления ДПК материалов
- 59. 1 – бункер для отходов пластика; 2 – измельчение пластика; 3 – бункер для древесной стружки;
- 60. Таблица 1 – Сравнительные свойства
- 62. Скачать презентацию

Термин древесно-полимерные композиты включает большую группу материалов, существенно отличающихся составом и
Термин древесно-полимерные композиты включает большую группу материалов, существенно отличающихся составом и

Образцы применения изделий из древесно-полимерного композита
Строительство
Образцы применения изделий из древесно-полимерного композита
Строительство

Деккинг - террасная доска, садовый паркет
Деккинг - террасная доска, садовый паркет


Производство мебели
Производство мебели

Сайдинг
Сайдинг

Двери, окна, перилла
Двери, окна, перилла

Ограждения, шпалеры
Ограждения, шпалеры

Автомобилестроение
Автомобилестроение

Ландшафтное строительство и архитектура
Ландшафтное строительство и архитектура

Сырье для производства ДПК
Наполнитель - целлюлозные и лигноцеллюлозные наполнители растительного происхождения.
Подразделяются
Сырье для производства ДПК
Наполнитель - целлюлозные и лигноцеллюлозные наполнители растительного происхождения.
Подразделяются
Наполнители недревесного происхождения - водоросли, различные кустарники, травы, плоды, скорлупа орехов
Наполнители недревесного происхождения - водоросли, различные кустарники, травы, плоды, скорлупа орехов

Минеральные наполнители – используют снижения себестоимости ДПК и придания дополнительных свойств
Минеральные наполнители – используют снижения себестоимости ДПК и придания дополнительных свойств
Полимеры - термопласты, которые могут перерабатываться при температурах до 200 °С.
Полимеры - термопласты, которые могут перерабатываться при температурах до 200 °С.
Полиэтилен
– самый крупнотоннажный полимер в мире.
Преимущества: достаточно низкая температура плавления
Полиэтилен
– самый крупнотоннажный полимер в мире.
Преимущества: достаточно низкая температура плавления
В зависимости от плотности и разветвленности макромолекул для получения ДПКт используют
В зависимости от плотности и разветвленности макромолекул для получения ДПКт используют

Полипропилен
Достоинства (в сравнении с полиэтиленом):
легче (плотность 900 – 910 кг/м3
Полипропилен
Достоинства (в сравнении с полиэтиленом):
легче (плотность 900 – 910 кг/м3

Недостатки (в сравнении с полиэтиленом):
более хрупок и значительно менее морозостоек,
изделия из
Недостатки (в сравнении с полиэтиленом):
более хрупок и значительно менее морозостоек,
изделия из

Поливинилхлорид
Достоинства:
- химическая стойкость к щелочам, минеральным маслам, жирам, спиртам, многим
Поливинилхлорид
Достоинства:
- химическая стойкость к щелочам, минеральным маслам, жирам, спиртам, многим

Недостатки:
– разлагается с выделением хлористого водорода при температурах выше 110-120 °С.
Недостатки:
– разлагается с выделением хлористого водорода при температурах выше 110-120 °С.

Технологические добавки (аддитивы) —
это различные по своему составу и свойствам вещества, которые используются
это различные по своему составу и свойствам вещества, которые используются

Классификация
Компатибилизаторы или агенты совместимости (агенты адгезии, аппреты) - химические соединения, повышающие
Классификация
Компатибилизаторы или агенты совместимости (агенты адгезии, аппреты) - химические соединения, повышающие

Смазывающие агенты обеспечивают равномерное распределение наполнителя в полимерной матрице и увеличивают
Смазывающие агенты обеспечивают равномерное распределение наполнителя в полимерной матрице и увеличивают

Красители необходимы для придания изделиям цвета и для защиты от УФ-лучей.
Красители необходимы для придания изделиям цвета и для защиты от УФ-лучей.

Биоциды – антигрибковые добавки (антисептики).
Защищают изделие из ДПК от появления грибка,
Биоциды – антигрибковые добавки (антисептики).
Защищают изделие из ДПК от появления грибка,

Антипирены – специальные добавки, затрудняющие воспламенение и снижающие скорость распространения пламени.
Антипирены
Антипирены – специальные добавки, затрудняющие воспламенение и снижающие скорость распространения пламени.
Антипирены

Активные антипирены ингибируют и подавляют горение по нескольким механизмам:
– высвобождая
Активные антипирены ингибируют и подавляют горение по нескольким механизмам:
– высвобождая

Состав ДПК
- Древесная мука (или мелкая щепа) фракцией 0,5-2 мм;
-
Состав ДПК
- Древесная мука (или мелкая щепа) фракцией 0,5-2 мм;
-

Основные свойства ДПК
Основные свойства ДПК

Атмосферо и биостойкость,
Большинство ДПКТ могут принимать в себя небольшое количество от
Атмосферо и биостойкость,
Большинство ДПКТ могут принимать в себя небольшое количество от

Некоторые марки древесно-полимерных материалов могут эксплуатироваться в соленой воде, в щелочных
Некоторые марки древесно-полимерных материалов могут эксплуатироваться в соленой воде, в щелочных

Технология производства
Этапы:
- измельчение древесного сырья;
- сушка измельченной древесины;
- дозирование компонентов;
-
Технология производства
Этапы:
- измельчение древесного сырья;
- сушка измельченной древесины;
- дозирование компонентов;
-

1 Измельчение
древесные частицы размером 0,7…1,5 мм
Ножевые или молотковые дробилки. Затем
1 Измельчение
древесные частицы размером 0,7…1,5 мм
Ножевые или молотковые дробилки. Затем

На этом этапе закладывается качество продукта, а также его назначение: более
На этом этапе закладывается качество продукта, а также его назначение: более

2 Сушка
Сушка древесного сырья требуется только при влажности более 15 %.
2 Сушка
Сушка древесного сырья требуется только при влажности более 15 %.

3 Дозирование и смешивание компонентов
Соотношение наполнителя и связующих может широко варьироваться,
3 Дозирование и смешивание компонентов
Соотношение наполнителя и связующих может широко варьироваться,

Состав композита при этом может быть гибридным: от 70 до 80
Состав композита при этом может быть гибридным: от 70 до 80

После добавления небольших количеств пигмента, смазочных материалов и пластификатора, сухая смесь
После добавления небольших количеств пигмента, смазочных материалов и пластификатора, сухая смесь
1. Экструзия - это непрерывный процесс, который заключается в продавливании материала с
1. Экструзия - это непрерывный процесс, который заключается в продавливании материала с
Процесс изготовления профильных погонажных изделий методом экструзии состоит из следующих этапов:
1
Процесс изготовления профильных погонажных изделий методом экструзии состоит из следующих этапов:
1

Существует следующие типа экструдеров:
1 Червячные экструдеры, которые, в свою очередь, можно
Существует следующие типа экструдеров:
1 Червячные экструдеры, которые, в свою очередь, можно

Двухшнековые экструдеры применяются как в тех же случаях, что и одношнековые,
Двухшнековые экструдеры применяются как в тех же случаях, что и одношнековые,

Двухшнековые экструдеры различают двух основных типов:
- экструдеры со шнеками, находящимися в
Двухшнековые экструдеры различают двух основных типов:
- экструдеры со шнеками, находящимися в
Многошнековые экструдеры применяются сравнительно редко. Они бывают двух типов:
- четырехшнековый экструдер;
-
Многошнековые экструдеры применяются сравнительно редко. Они бывают двух типов:
- четырехшнековый экструдер;
-
2 Дисковые экструдеры - довольно редкий тип экструзионных машин. Работа такого
2 Дисковые экструдеры - довольно редкий тип экструзионных машин. Работа такого

4 Экструзия
4 Экструзия

2. Метод инжекционного формирования или метод «литья под давлением» уже несколько
2. Метод инжекционного формирования или метод «литья под давлением» уже несколько

В общих чертах технология выглядит так: полимерная смесь в виде гранул,
В общих чертах технология выглядит так: полимерная смесь в виде гранул,

Весь этот цикл может быть повторен многократно в ручном или автоматическом
Весь этот цикл может быть повторен многократно в ручном или автоматическом
3. Ротационное формирование основано на действии центробежных сил в сочетании с
3. Ротационное формирование основано на действии центробежных сил в сочетании с

4. Формировать изделия из древесно-полимерных композитов возможно традиционным методом плоского прессования,
4. Формировать изделия из древесно-полимерных композитов возможно традиционным методом плоского прессования,

Пресс для нанесения рельефа на профиль ДПК
Пресс для нанесения рельефа на профиль ДПК


Коротко о производстве
Коротко о производстве

Линия для производства ДПК
1. Высокоскоростной смеситель
2. Пеллетирующий экструдер
3. Пеллетирующая матрица
4.
Линия для производства ДПК
1. Высокоскоростной смеситель 2. Пеллетирующий экструдер 3. Пеллетирующая матрица 4.

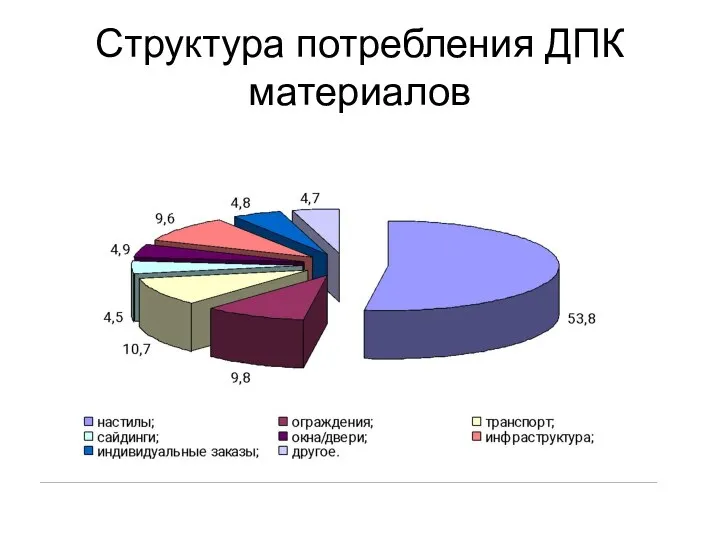
Структура потребления ДПК материалов
Структура потребления ДПК материалов
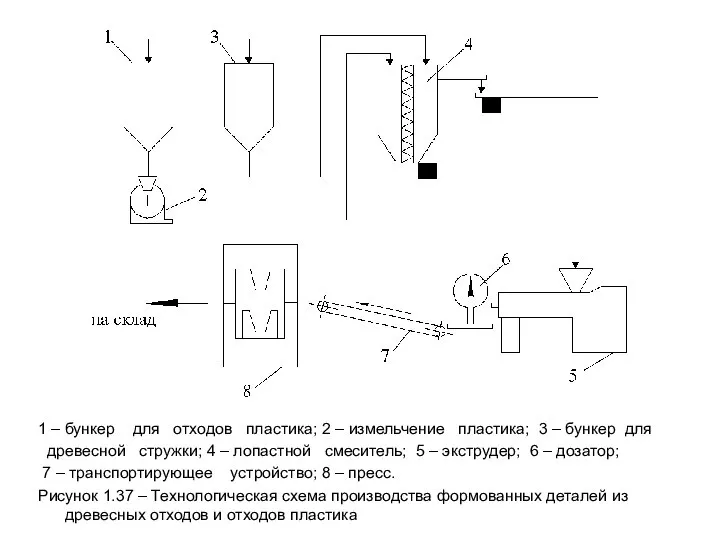
1 – бункер для отходов пластика; 2 – измельчение пластика; 3
1 – бункер для отходов пластика; 2 – измельчение пластика; 3

Таблица 1 – Сравнительные свойства
Таблица 1 – Сравнительные свойства
 Технологическое проектирование тех сервиса мототехники для комплексного обслуживания труднодоступных лесосек в условиях ИП
Технологическое проектирование тех сервиса мототехники для комплексного обслуживания труднодоступных лесосек в условиях ИП физиология познания pptx
физиология познания pptx Древесина
Древесина Ремесло Научного Доклада
Ремесло Научного Доклада Утепление стен
Утепление стен Общая информация о компании Петрофак
Общая информация о компании Петрофак Ступени Богопознания
Ступени Богопознания ВКР: Офисный центр в г. Воронеж
ВКР: Офисный центр в г. Воронеж Техническое обслуживание и ремонт электрооборудования распределительных устройств
Техническое обслуживание и ремонт электрооборудования распределительных устройств Star Wars. В гонке за космическими ресурсами
Star Wars. В гонке за космическими ресурсами Измерение параметров линии связи. Назначение и виды электрических измерений кабельных цепей
Измерение параметров линии связи. Назначение и виды электрических измерений кабельных цепей Flyers-chall-2 p.9 (2)
Flyers-chall-2 p.9 (2) Плетёные листья
Плетёные листья Презентация1
Презентация1 Желчекаменная болезнь у детей
Желчекаменная болезнь у детей Изучение таликов при мерзлотной съемке
Изучение таликов при мерзлотной съемке Обособление определений и приложений
Обособление определений и приложений Пространство и время как формы бытия материи
Пространство и время как формы бытия материи Библия. Тимофея 3,13 - 4,5
Библия. Тимофея 3,13 - 4,5 sport
sport 20171217_interaktivnyy_test_po_zhivomu_miru_osen
20171217_interaktivnyy_test_po_zhivomu_miru_osen Учет и регулирование потребления энергоресурсов
Учет и регулирование потребления энергоресурсов Задвижка - пример внутреннего паза
Задвижка - пример внутреннего паза Мебель
Мебель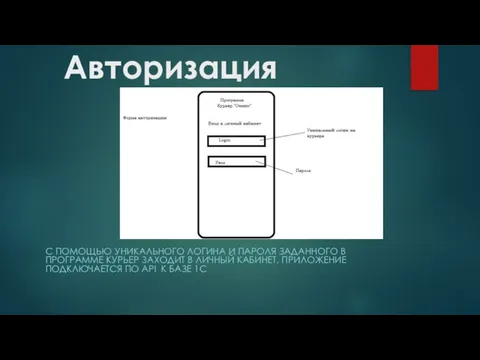 Интерфейс приложения для курьера
Интерфейс приложения для курьера Distributed Denial of Service Attacks
Distributed Denial of Service Attacks Факторы влияющ на СПО
Факторы влияющ на СПО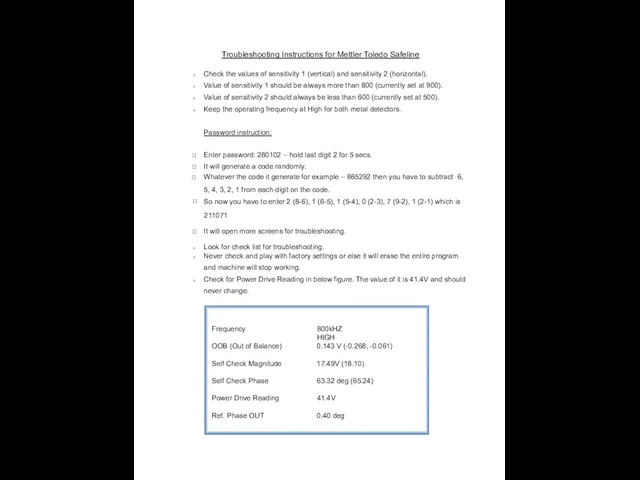 Troubleshooting Instructions for Mettler Toledo Safeline
Troubleshooting Instructions for Mettler Toledo Safeline