- Газовая сварка стали

Содержание
- 2. Правый способ сварки
- 3. Левый способ сварки
- 4. Положение мундштука горелки Скорость нагрева металла регулируется углом наклона мундштука. Чем толще металл, –тем больше должен
- 5. Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии
- 6. Способы движения горелкой Полумесяцем С незначительными колебаниями Петлеобразно С задержкой пламени вдоль оси шва
- 7. Сварка в нижнем положении
- 8. Сварка в вертикальном положении Газовую сварку сверху вниз выполняют только правым способом. Газовую сварку снизу вверх
- 9. Горизонтальные швы Выполняют правым способом Присадочную проволоку держат сверху, а мундштук горелки – снизу сварочной ванны.
- 10. Потолочные швы Кромки нагревают до начала оплавления и в этот момент в ванну вводят присадочную проволоку,
- 11. Сварка швов сквозным проплавлением
- 12. Сварка трубопроводов Трубы диаметром 14-48 мм с толщиной стенки до 3 мм сваривают левым способом Сварочная
- 13. Трубы диаметром 58-159 мм., с толщиной стенки более 3 мм., сваривают правым способом Сварочная ванна должна
- 14. Сварка трубопроводов Во время сварки одного стыка не допускаются перерывы в работе Присадочный пруток располагают более
- 16. Скачать презентацию

Правый способ сварки
Правый способ сварки
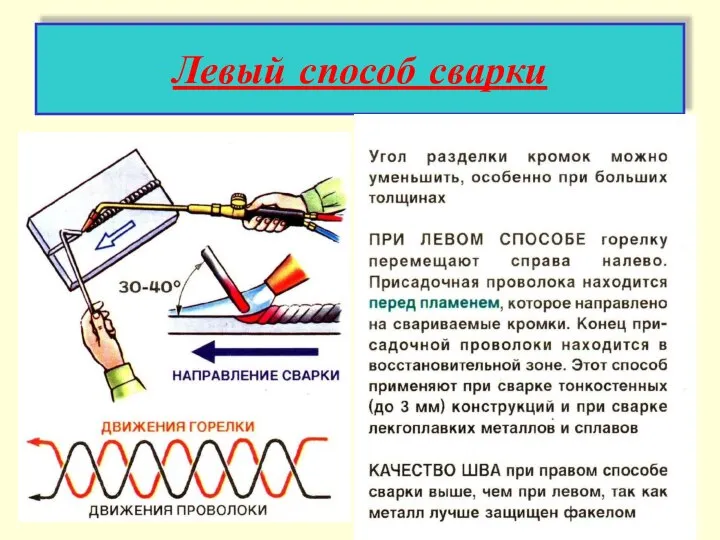
Левый способ сварки
Левый способ сварки
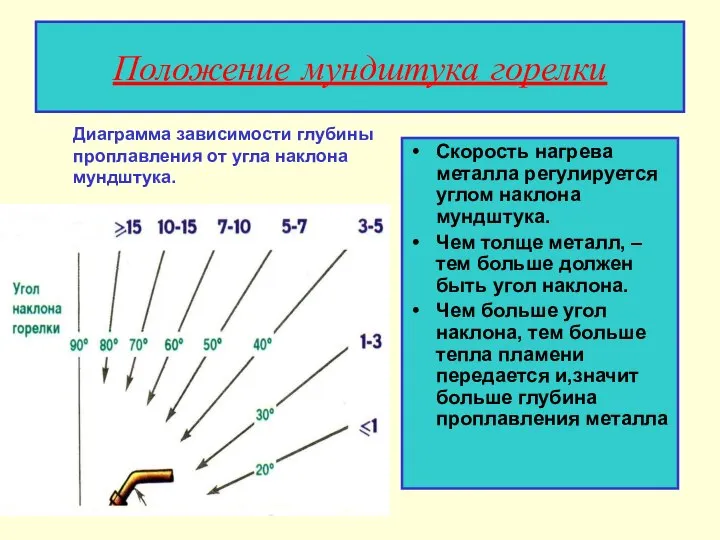
Положение мундштука горелки
Скорость нагрева металла регулируется углом наклона мундштука.
Чем толще металл,
Положение мундштука горелки
Скорость нагрева металла регулируется углом наклона мундштука.
Чем толще металл,

Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в
Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в

Способы движения горелкой
Полумесяцем
С незначительными колебаниями
Петлеобразно
С задержкой пламени
вдоль оси шва
Способы движения горелкой
Полумесяцем
С незначительными колебаниями
Петлеобразно
С задержкой пламени
вдоль оси шва

Сварка в нижнем положении
Сварка в нижнем положении

Сварка в вертикальном положении
Газовую сварку сверху вниз выполняют только правым способом.
Газовую
Сварка в вертикальном положении
Газовую сварку сверху вниз выполняют только правым способом.
Газовую

Горизонтальные швы
Выполняют правым способом
Присадочную проволоку держат сверху, а мундштук горелки
Горизонтальные швы
Выполняют правым способом
Присадочную проволоку держат сверху, а мундштук горелки
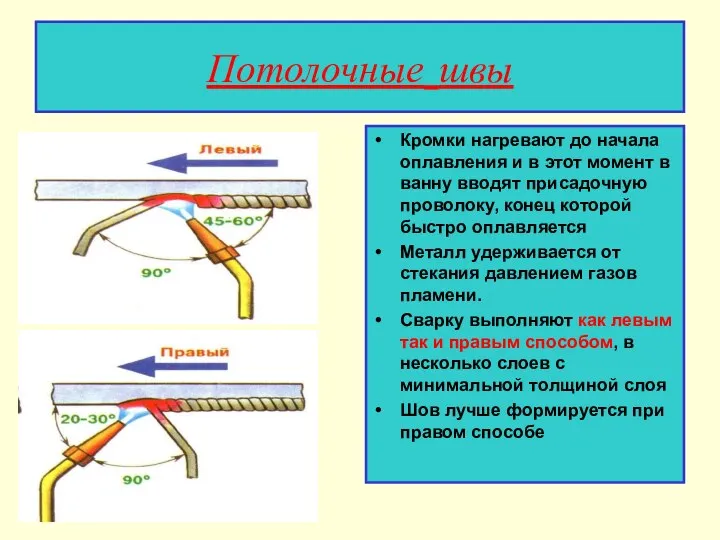
Потолочные швы
Кромки нагревают до начала оплавления и в этот момент в
Потолочные швы
Кромки нагревают до начала оплавления и в этот момент в
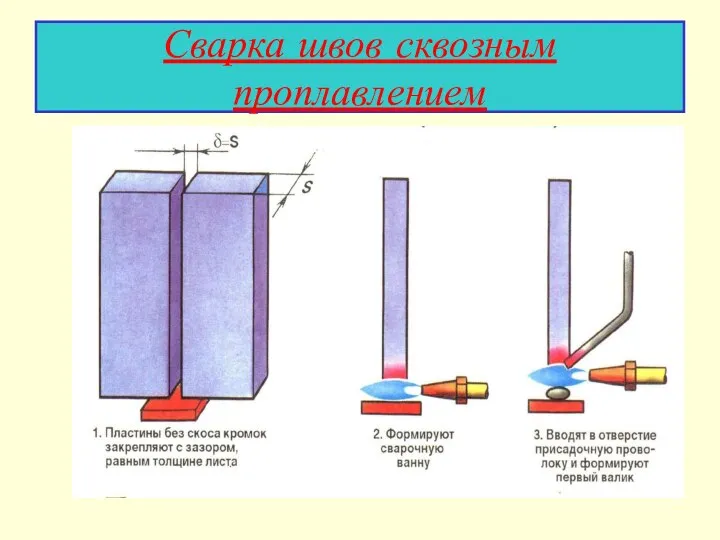
Сварка швов сквозным проплавлением
Сварка швов сквозным проплавлением

Сварка трубопроводов
Трубы диаметром 14-48 мм с толщиной стенки до 3 мм
Сварка трубопроводов
Трубы диаметром 14-48 мм с толщиной стенки до 3 мм

Трубы диаметром 58-159 мм., с толщиной стенки более 3 мм., сваривают
Трубы диаметром 58-159 мм., с толщиной стенки более 3 мм., сваривают

Сварка трубопроводов
Во время сварки одного стыка не допускаются перерывы в работе
Присадочный
Сварка трубопроводов
Во время сварки одного стыка не допускаются перерывы в работе
Присадочный
 Основы цифровой схемотехники
Основы цифровой схемотехники Системы охлаждения компьютера
Системы охлаждения компьютера Обзор новых скверов г. Уфы
Обзор новых скверов г. Уфы Litania do Św. Stanisława Kostki
Litania do Św. Stanisława Kostki Self-driving cars
Self-driving cars Легкие металлические конструкции
Легкие металлические конструкции Совместное прохождение ВСМ2 и платной автодороги М7
Совместное прохождение ВСМ2 и платной автодороги М7 год воинской славы
год воинской славы У кого самые лучшие цветы
У кого самые лучшие цветы Информ безопасность
Информ безопасность Изображение и реальность
Изображение и реальность Этап Технический проект
Этап Технический проект Фізико-механічні властивості та області застосування мінералокераміки
Фізико-механічні властивості та області застосування мінералокераміки Сиань и Китай
Сиань и Китай utrennyaya_zaryadka
utrennyaya_zaryadka Канализация электроэнергии на напряжении выше 1 кВ
Канализация электроэнергии на напряжении выше 1 кВ Творческий проект
Творческий проект Девушка на луне
Девушка на луне Резьбовые соединения
Резьбовые соединения Как_записать_ребёнка_на_кружок
Как_записать_ребёнка_на_кружок 1d2c024c77714ad3a9410a743d6258a7 (3) (1)
1d2c024c77714ad3a9410a743d6258a7 (3) (1) Теория информационного общества
Теория информационного общества Вопросы ГОС СК
Вопросы ГОС СК отзывы и слова благодарности
отзывы и слова благодарности Рыцарь в белом халате Посвящается памяти Володи Солдатова (1929 – 1948)
Рыцарь в белом халате Посвящается памяти Володи Солдатова (1929 – 1948) presentation_time_alfa-avto
presentation_time_alfa-avto Вебинар по особенностям и порядке подготовки практики
Вебинар по особенностям и порядке подготовки практики Проектирование Microgrid на возобновляемых источниках энергии
Проектирование Microgrid на возобновляемых источниках энергии