- Гидравлические прессы и их привод

Содержание
- 2. Глава 1. Типовые конструкции гидравлических прессов 187 Глава 2. Рабочая жидкость и основные уравнения гидродинамики 223
- 3. Достоинства и недостатки ГП Достоинства ГП а) простота конструкции; б) отсутствие предохранительных устройств от перегрузки, так
- 4. 1. Типовые конструкции гидравлических прессов 187 1.1 Принцип действия и классификация ГП 187 1.2 Г. прессы
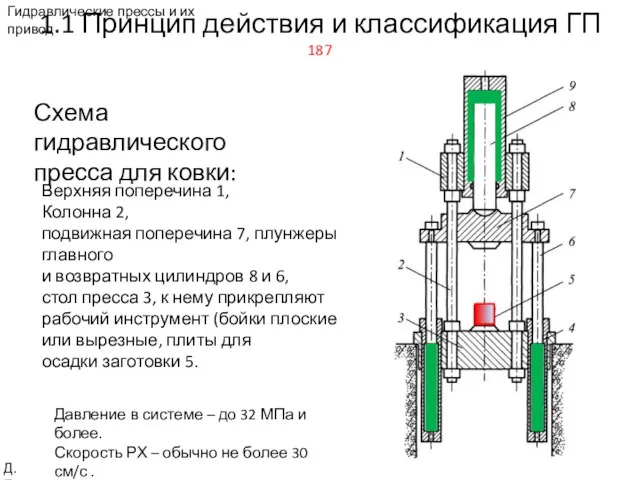
- 5. 1.1 Принцип действия и классификация ГП 187 Схема гидравлического пресса для ковки: Гидравлические прессы и их
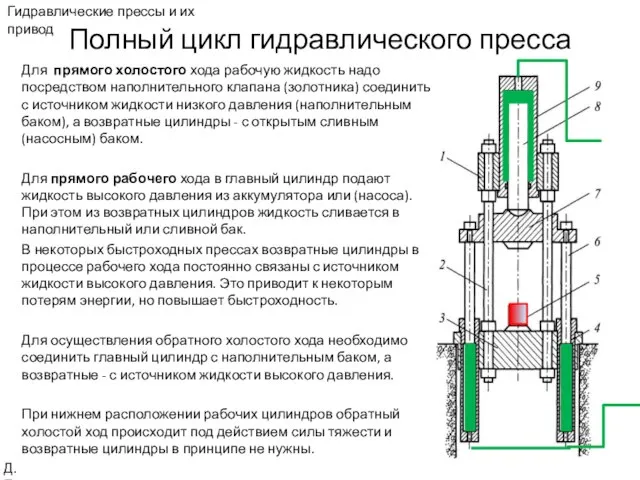
- 6. Полный цикл гидравлического пресса Полный цикл гидравлического пресса включает прямой и обратный ходы, а также технологические
- 7. Полный цикл гидравлического пресса Для прямого холостого хода рабочую жидкость надо посредством наполнительного клапана (золотника) соединить
- 8. Рабочие жидкости, главный распределитель и типы приводов Рабочие жидкости: - водные эмульсии; - минеральные масла. Цилиндры
- 9. Регламентируемые параметры прессов Размерные ряды стандартов на гидравлические прессы: ковочные – ГОСТ 7284, листоштамповочные простого действия
- 10. Гидравлические прессы и их привод Д.Е.
- 11. Классификация ГП по структурному строению Простого действия, Двойного действия, Тройного действия Автоматы. Прессы двойного (тройного) действия
- 12. По конструкции станин и цилиндров 1) вертикальные и горизонтальные; 2) колонные; рамные (одно- и двухстоечные), трубные;
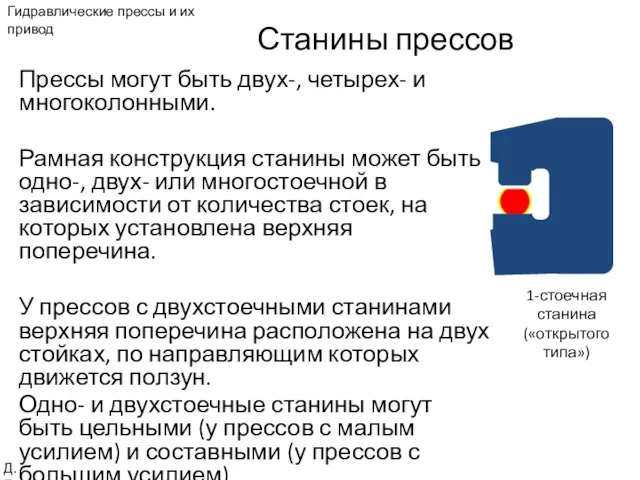
- 13. Станины прессов Прессы могут быть двух-, четырех- и многоколонными. Рамная конструкция станины может быть одно-, двух-
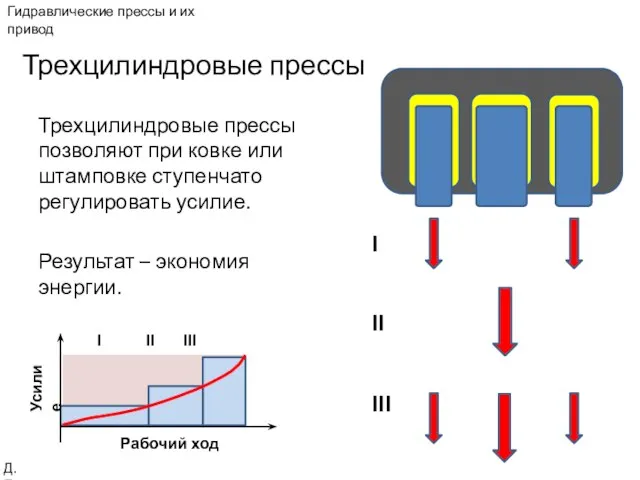
- 14. Трехцилиндровые прессы Трехцилиндровые прессы позволяют при ковке или штамповке ступенчато регулировать усилие. Результат – экономия энергии.
- 15. Гидравлические ковочные прессы - для ковки и объемной штамповки в подкладных штампах. Особенности ковочных прессов: большое
- 16. Одностоечный ковочный пресс Сборная одностоечная станина с двумя консольными балками, стянутыми колоннами Гидравлические прессы и их
- 17. Универсальные прессы с колонной станиной и верхним расположением рабочих цилиндров Гидравлические прессы и их привод Д.Е.
- 18. Ковочный пресс усилием 18 МН Недостатки нижнего привода – утяжеление привода, затрудненный доступ к нему при
- 19. 3. Прессы для объемной штамповки Горячештамповочные, Холодноштамповочные. Универсальные, Специализированные для операций: прошивки, прессования, выдавливания и др.
- 20. Уникальные прессы для штамповки крупных поковок Поковки: крупные панели с вафельным оребрением, рамы, стойки, диски и
- 21. Двухрамный пресс-тандем Гидравлические прессы и их привод Д.Е. Цель – уменьшение габаритов в плане и массы
- 22. Специализированные штамповочные прессы Пример пресса для штамповки плоских поковок: - требуются короткий рабочий ход и большое
- 23. Прутково-профильные и трубные прессы Изделия: - различные профили, прутки, трубы, проволока из цветных металлов и специальных
- 24. Специальные прессы: трубные Имеется дополнительный привод прошивной системы. Автоматизированная смена инструмента: матриц и пресс-шайб. Регулировка/стабилизация скорости
- 25. Специализированные прессы для холодной штамповки выдавливанием Основное преимущество холодной штамповки выдавливанием - возможность изготовления точных поковок
- 26. Гидравлические прессы-автоматы для прессования порошков. Гидравлические прессы-автоматы применяют, если деформирующая сила превышает 1,6 МН. Механические прессы
- 27. Станины компактных прессов Станина трубной конструкции одновременно является рабочим цилиндром. Она может быть цельной или составной,
- 28. Гидростат конструкции ВНИИМЕТМАШа Станина I Стол II Контейнеры III (2 шт.) Мультипликатор IV. Давление в системе
- 29. 4. Холодная листовая штамповка на гидравлических прессах простого, двойного и тройного действия Гидравлические прессы и их
- 30. Оснастка пресса тройного действия Пуансоны: верхний внутренний 2 для вытяжки, верхний наружный 1 для прижима нижний
- 31. Пример: скоростные параметры листоштамповочного пресса Скорость рабочего хода внутреннего ползуна 2,5 см/с, скорость прямого холостого хода
- 32. Пресс-автоматы для чистовой вырубки Гидравлические прессы-автоматы для чистовой вырубки оснащены устройствами для подачи ленты, удаления изделий,
- 33. Гидравлические прессы для пакетирования и брикетирования Станины этих прессов горизонтальные, коробчатого типа. Все механизмы устанавливают на
- 34. 5. Гидравлические прессы для разделки и ломки проката «Хладноломы» Гидравлические прессы и их привод Д.Е. Для
- 35. 6. Прессы для переработки пластмасс и неметаллических материалов Для переработки пластмасс и других неметаллических материалов применяют
- 36. Полный цикл подвижной поперечины состоит из прямого холостого, прямого рабочего, с подводом механической энергии, обратного ходов,
- 37. Состав привода Гидравлические прессы и их привод Д.Е. Электрогидравлический привод содержит или может содержать в составе:
- 38. Д.Е. Гидравлические прессы и их привод
- 39. Классификация гидроприводов по назначению: Силовые, Вспомогательные, Приводы управления (сервоприводы), Синхронизации и др. По составу основных агрегатов:
- 40. Привод гидравлического пресса может быть индивидуальным и групповым (насосно-аккумуляторная станция, Н.-А. С.). Групповой гидропривод позволяет уменьшить
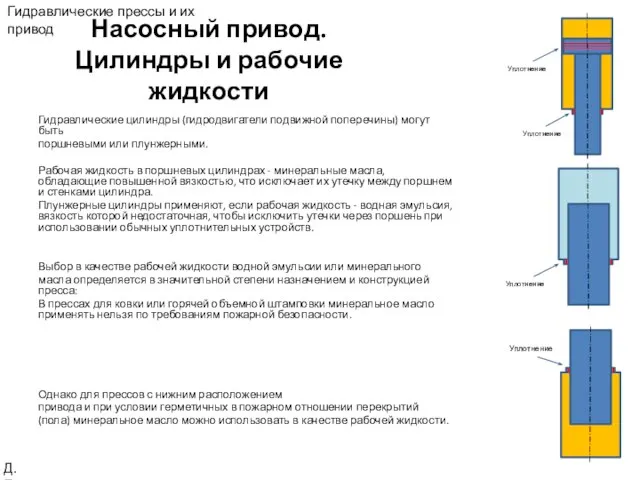
- 41. Насосный привод. Цилиндры и рабочие жидкости Гидравлические цилиндры (гидродвигатели подвижной поперечины) могут быть поршневыми или плунжерными.
- 43. Скачать презентацию
Глава 1. Типовые конструкции гидравлических прессов 187
Глава 2. Рабочая жидкость и
Глава 1. Типовые конструкции гидравлических прессов 187
Глава 2. Рабочая жидкость и
Достоинства и недостатки ГП
Достоинства ГП
а) простота конструкции;
б) отсутствие предохранительных устройств от
Достоинства и недостатки ГП
Достоинства ГП
а) простота конструкции;
б) отсутствие предохранительных устройств от
1. Типовые конструкции гидравлических прессов 187
1.1 Принцип действия и классификация ГП
1. Типовые конструкции гидравлических прессов 187
1.1 Принцип действия и классификация ГП
1.1 Принцип действия и классификация ГП 187
Схема гидравлического пресса для ковки:
Гидравлические
1.1 Принцип действия и классификация ГП 187
Схема гидравлического пресса для ковки:
Гидравлические

Полный цикл гидравлического пресса
Полный цикл гидравлического пресса включает прямой и
обратный ходы,
Полный цикл гидравлического пресса
Полный цикл гидравлического пресса включает прямой и
обратный ходы,
Полный цикл гидравлического пресса
Для прямого холостого хода рабочую жидкость надо посредством
Полный цикл гидравлического пресса
Для прямого холостого хода рабочую жидкость надо посредством
Рабочие жидкости, главный распределитель и типы приводов
Рабочие жидкости:
- водные эмульсии;
- минеральные
Рабочие жидкости, главный распределитель и типы приводов
Рабочие жидкости:
- водные эмульсии;
- минеральные
Регламентируемые параметры прессов
Размерные ряды стандартов на гидравлические прессы:
ковочные – ГОСТ 7284,
Регламентируемые параметры прессов
Размерные ряды стандартов на гидравлические прессы:
ковочные – ГОСТ 7284,
Гидравлические прессы и их привод
Д.Е.
Гидравлические прессы и их привод
Д.Е.
Классификация ГП по структурному строению
Простого действия,
Двойного действия,
Тройного действия
Автоматы.
Прессы двойного
Классификация ГП по структурному строению
Простого действия,
Двойного действия,
Тройного действия
Автоматы.
Прессы двойного

По конструкции станин и цилиндров
1) вертикальные и горизонтальные;
2) колонные; рамные (одно-
По конструкции станин и цилиндров
1) вертикальные и горизонтальные;
2) колонные; рамные (одно-
Станины прессов
Прессы могут быть двух-, четырех- и многоколонными.
Рамная конструкция станины
Станины прессов
Прессы могут быть двух-, четырех- и многоколонными.
Рамная конструкция станины
Трехцилиндровые прессы
Трехцилиндровые прессы позволяют при ковке или штамповке ступенчато регулировать усилие.
Результат
Трехцилиндровые прессы
Трехцилиндровые прессы позволяют при ковке или штамповке ступенчато регулировать усилие.
Результат
Гидравлические ковочные прессы
- для ковки и объемной штамповки в
Гидравлические ковочные прессы
- для ковки и объемной штамповки в
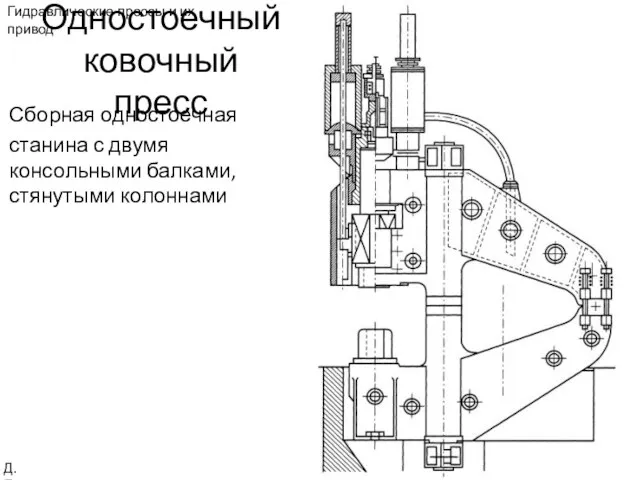
Одностоечный ковочный пресс
Сборная одностоечная
станина с двумя консольными балками, стянутыми колоннами
Гидравлические прессы
Одностоечный ковочный пресс
Сборная одностоечная
станина с двумя консольными балками, стянутыми колоннами
Гидравлические прессы
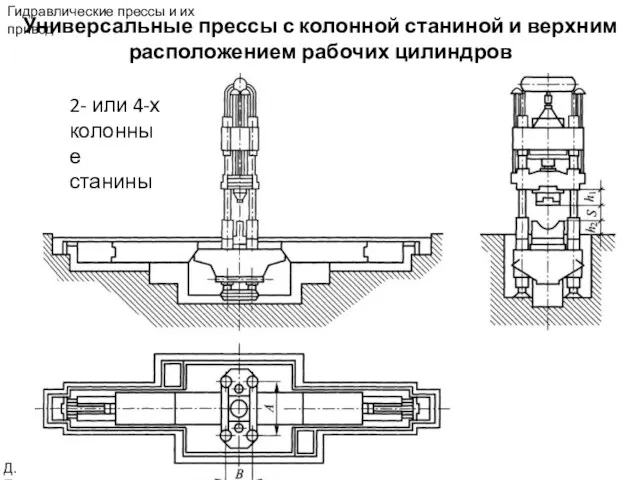
Универсальные прессы с колонной станиной и верхним расположением рабочих цилиндров
Гидравлические прессы
Универсальные прессы с колонной станиной и верхним расположением рабочих цилиндров
Гидравлические прессы
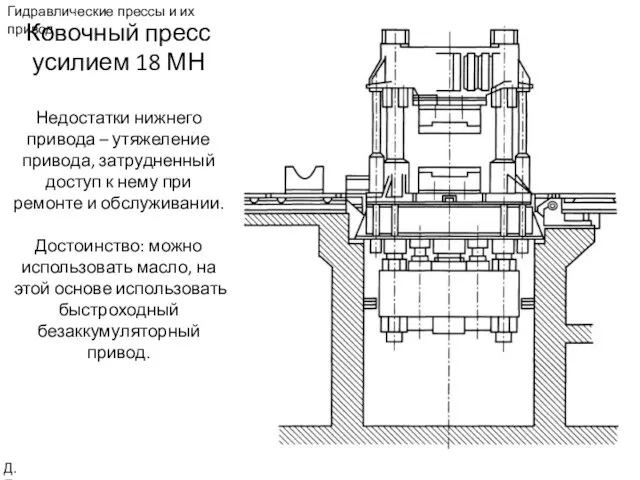
Ковочный пресс
усилием 18 МН
Недостатки нижнего привода – утяжеление привода, затрудненный
Ковочный пресс усилием 18 МН Недостатки нижнего привода – утяжеление привода, затрудненный
3. Прессы для объемной штамповки
Горячештамповочные,
Холодноштамповочные.
Универсальные,
Специализированные для операций:
прошивки,
прессования,
выдавливания
3. Прессы для объемной штамповки
Горячештамповочные,
Холодноштамповочные.
Универсальные,
Специализированные для операций:
прошивки,
прессования,
выдавливания
Уникальные прессы для штамповки
крупных поковок
Поковки: крупные панели с вафельным
Уникальные прессы для штамповки
крупных поковок
Поковки: крупные панели с вафельным
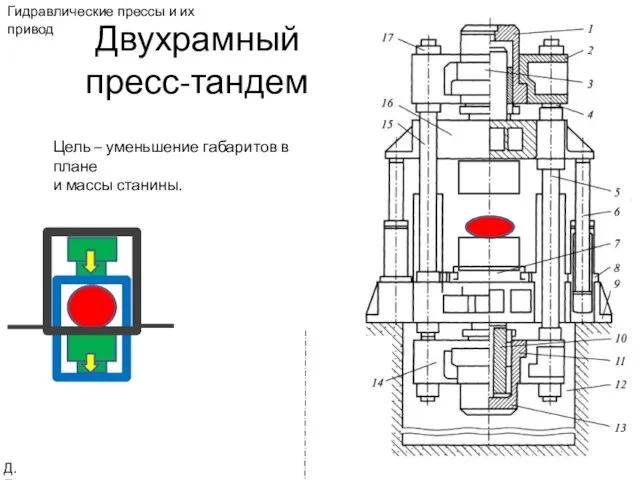
Двухрамный
пресс-тандем
Гидравлические прессы и их привод
Д.Е.
Цель – уменьшение габаритов в плане
и
Двухрамный
пресс-тандем
Гидравлические прессы и их привод
Д.Е.
Цель – уменьшение габаритов в плане
и

Специализированные штамповочные прессы
Пример пресса для штамповки плоских поковок: - требуются короткий
Специализированные штамповочные прессы
Пример пресса для штамповки плоских поковок: - требуются короткий
Прутково-профильные и трубные прессы
Изделия: - различные профили, прутки, трубы, проволока
из
Прутково-профильные и трубные прессы
Изделия: - различные профили, прутки, трубы, проволока
из
Специальные прессы: трубные
Имеется дополнительный привод прошивной системы.
Автоматизированная смена инструмента: матриц и
Специальные прессы: трубные
Имеется дополнительный привод прошивной системы.
Автоматизированная смена инструмента: матриц и
Специализированные прессы для холодной штамповки выдавливанием
Основное преимущество холодной штамповки выдавливанием -
Специализированные прессы для холодной штамповки выдавливанием
Основное преимущество холодной штамповки выдавливанием -
Гидравлические прессы-автоматы для прессования порошков.
Гидравлические прессы-автоматы применяют, если деформирующая сила
Гидравлические прессы-автоматы для прессования порошков.
Гидравлические прессы-автоматы применяют, если деформирующая сила

Станины компактных прессов
Станина трубной конструкции одновременно является рабочим цилиндром. Она может
Станины компактных прессов
Станина трубной конструкции одновременно является рабочим цилиндром. Она может
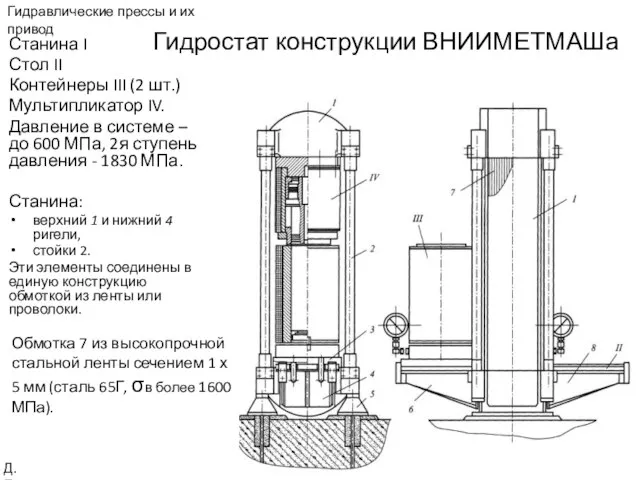
Гидростат конструкции ВНИИМЕТМАШа
Станина I
Стол II
Контейнеры III (2 шт.)
Мультипликатор IV.
Давление в
Гидростат конструкции ВНИИМЕТМАШа
Станина I
Стол II
Контейнеры III (2 шт.)
Мультипликатор IV.
Давление в

4. Холодная листовая штамповка на гидравлических прессах простого, двойного и тройного
4. Холодная листовая штамповка на гидравлических прессах простого, двойного и тройного
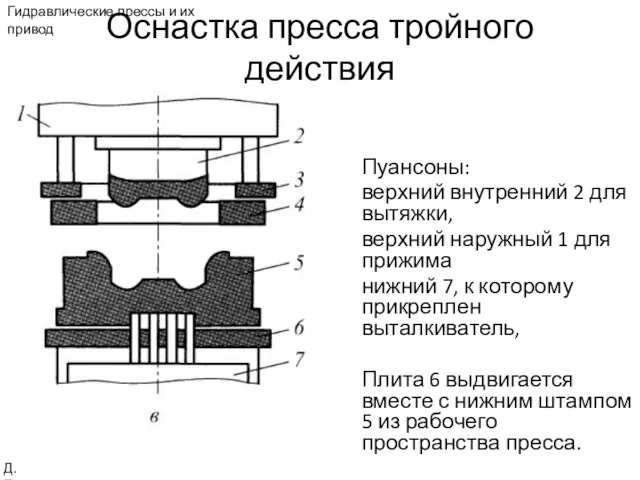
Оснастка пресса тройного действия
Пуансоны:
верхний внутренний 2 для вытяжки,
верхний наружный 1 для
Оснастка пресса тройного действия
Пуансоны:
верхний внутренний 2 для вытяжки,
верхний наружный 1 для
Пример: скоростные параметры листоштамповочного пресса
Скорость рабочего хода внутреннего ползуна 2,5 см/с,
Пример: скоростные параметры листоштамповочного пресса
Скорость рабочего хода внутреннего ползуна 2,5 см/с,
Пресс-автоматы для чистовой вырубки
Гидравлические прессы-автоматы для чистовой вырубки оснащены устройствами
Пресс-автоматы для чистовой вырубки
Гидравлические прессы-автоматы для чистовой вырубки оснащены устройствами
Гидравлические прессы для пакетирования и брикетирования
Станины этих прессов горизонтальные, коробчатого типа.
Гидравлические прессы для пакетирования и брикетирования
Станины этих прессов горизонтальные, коробчатого типа.
5. Гидравлические прессы для разделки
и ломки проката «Хладноломы»
Гидравлические прессы и
5. Гидравлические прессы для разделки
и ломки проката «Хладноломы»
Гидравлические прессы и

6. Прессы для переработки пластмасс и неметаллических материалов
Для переработки пластмасс и
6. Прессы для переработки пластмасс и неметаллических материалов
Для переработки пластмасс и
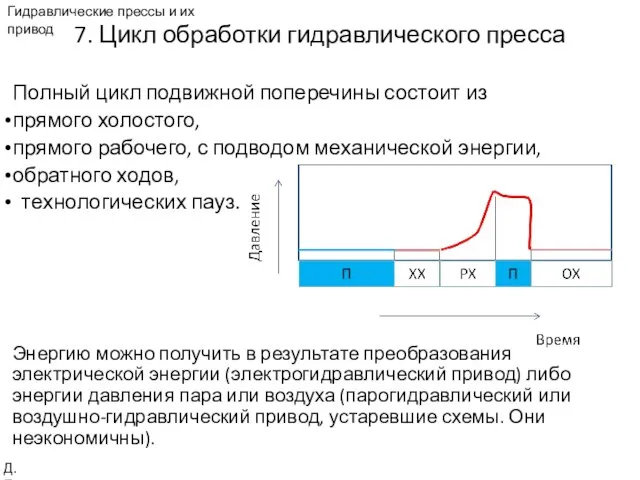
Полный цикл подвижной поперечины состоит из
прямого холостого,
прямого рабочего, с
прямого холостого,
прямого рабочего, с
Состав привода
Гидравлические прессы и их привод
Д.Е.
Электрогидравлический привод содержит или может содержать
Состав привода
Гидравлические прессы и их привод
Д.Е.
Электрогидравлический привод содержит или может содержать

Д.Е.
Гидравлические прессы
и их привод
Д.Е.
Гидравлические прессы
и их привод
Классификация гидроприводов
по назначению:
Силовые,
Вспомогательные,
Приводы управления (сервоприводы),
Синхронизации и др.
По составу основных агрегатов:
Классификация гидроприводов
по назначению:
Силовые,
Вспомогательные,
Приводы управления (сервоприводы),
Синхронизации и др.
По составу основных агрегатов:

Привод гидравлического пресса может быть индивидуальным и групповым (насосно-аккумуляторная станция, Н.-А.
Привод гидравлического пресса может быть индивидуальным и групповым (насосно-аккумуляторная станция, Н.-А.
Насосный привод. Цилиндры и рабочие жидкости
Гидравлические цилиндры (гидродвигатели подвижной поперечины) могут
Насосный привод. Цилиндры и рабочие жидкости
Гидравлические цилиндры (гидродвигатели подвижной поперечины) могут
 Бесплатный_шаблон_презентаций_диаграмма
Бесплатный_шаблон_презентаций_диаграмма ПАРШИКОВА_ ВСП_017 2022 (2)
ПАРШИКОВА_ ВСП_017 2022 (2) Белые ночи Приангарья
Белые ночи Приангарья 19 ноября- Международный день отказа от курения
19 ноября- Международный день отказа от курения Les Articles
Les Articles Технология контактной шовной сварки. (Лекция 8)
Технология контактной шовной сварки. (Лекция 8) Лекция5
Лекция5 Whose is this are these
Whose is this are these Свойства электромагнитных волн
Свойства электромагнитных волн Планета Правописание
Планета Правописание Проблемы проектирования теплозащиты наружных стен
Проблемы проектирования теплозащиты наружных стен Религия и религиозные организации
Религия и религиозные организации Суперфинишная обработка металлов
Суперфинишная обработка металлов Бонч-бургер
Бонч-бургер Газоанализаторы
Газоанализаторы Кураторы
Кураторы Язык блок - схем
Язык блок - схем Проект Жилой комплекс на Селезневской улице
Проект Жилой комплекс на Селезневской улице Пишем сочинение по художественному тексту
Пишем сочинение по художественному тексту Игра в кино Десять хороших исторических фильмов про Русь
Игра в кино Десять хороших исторических фильмов про Русь Портфолио педагога - Цуров Сергей Андреевич
Портфолио педагога - Цуров Сергей Андреевич Никель. История происхождения
Никель. История происхождения Навязчивые идеи
Навязчивые идеи Презентация без названия (1)
Презентация без названия (1) диалог
диалог Разработка концепции автоматизированного комплекса для вырезки и врезки катушки
Разработка концепции автоматизированного комплекса для вырезки и врезки катушки презентация_менеджер_по_рекламе_PowerPoint_3
презентация_менеджер_по_рекламе_PowerPoint_3 20150405_goroda_2
20150405_goroda_2