- Главные конвейеры для бесподдонного прессования древесностружечных плит. Лекция №17

Содержание
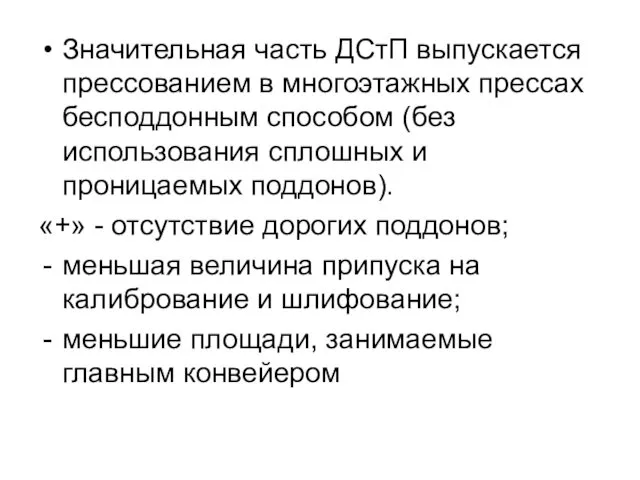
- 2. Значительная часть ДСтП выпускается прессованием в многоэтажных прессах бесподдонным способом (без использования сплошных и проницаемых поддонов).
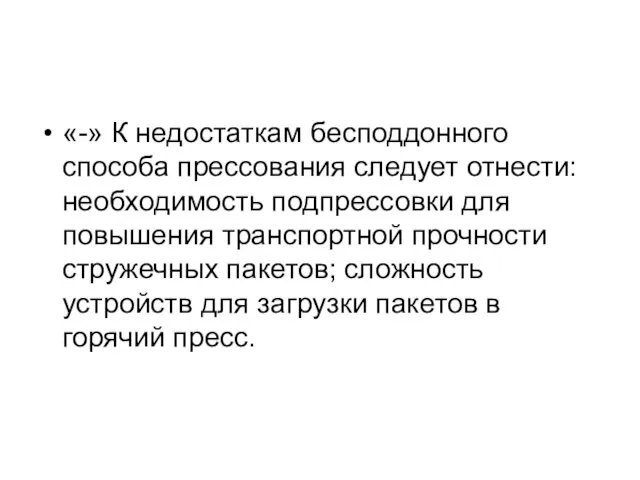
- 3. «-» К недостаткам бесподдонного способа прессования следует отнести: необходимость подпрессовки для повышения транспортной прочности стружечных пакетов;
- 4. В связи с необходимостью придания повышенной транспортной прочности стружечным пакетом во всех вариантах технологических схем главные
- 5. Варианты главных конвейеров бесподдонного прессования
- 6. Схема главного конвейера бесподдонного прессования 7 1 – формирующая станция; 2 – пресс для подпрессовки; 3-
- 7. На линиях мощностью выше 150 тыс. м3/год предварительная подпрессовка производится непосредственно после формирования стружечного ковра в
- 8. Загрузка этажерки может производиться непосредственно с главного конвейера, либо с накопительной этажерки . Передача стружечных пакетов
- 9. Производительность линий бесподдонного способа прессования с 16-этажным прессом и форматом нагревательных плит 7500 х 2500 мм
- 10. Главный конвейер для прессования древесностружечных плит на гибких проницаемых поддонах
- 11. Технология прессования ДСтП на гибких проницаемых поддонах лишена недостатков, свойственных поддонному и бесподдонному способам. Применение проницаемых
- 13. 1-распределительный конвейер проклеенной стружки; 2-формирующие машины; 3-главный конвейер; 4-контрольные весы; 5- разделительная пила; 6-загрузочная секция главного
- 14. На участке формирования главного конвейера находятся уложенные внахлест транспортные гибкие поддоны, изготовленные из металлической сетки толщиной
- 15. После настилки формирующими машинами стружечный ковер транспортируется на участок контроля массы и разделяется пилой по транспортным
- 16. Из загрузочной этажерки способом выкладывания стружечные пакеты на поддонах загружаются в горячий пресс. Одновременно из пресса
- 18. Скачать презентацию
Значительная часть ДСтП выпускается прессованием в многоэтажных прессах бесподдонным способом (без
Значительная часть ДСтП выпускается прессованием в многоэтажных прессах бесподдонным способом (без
«-» К недостаткам бесподдонного способа прессования следует отнести: необходимость подпрессовки для
«-» К недостаткам бесподдонного способа прессования следует отнести: необходимость подпрессовки для
В связи с необходимостью придания повышенной транспортной прочности стружечным пакетом во
В связи с необходимостью придания повышенной транспортной прочности стружечным пакетом во

Варианты главных конвейеров бесподдонного прессования
Варианты главных конвейеров бесподдонного прессования
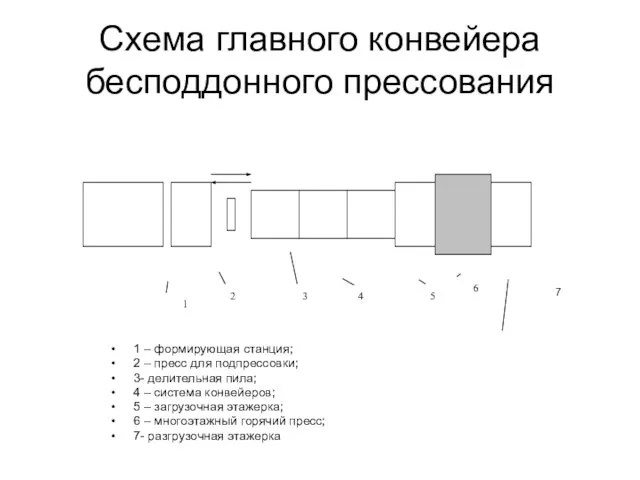
Схема главного конвейера бесподдонного прессования
7
1 – формирующая станция;
2 – пресс для
Схема главного конвейера бесподдонного прессования
7
1 – формирующая станция;
2 – пресс для
На линиях мощностью выше 150 тыс. м3/год предварительная подпрессовка производится непосредственно
На линиях мощностью выше 150 тыс. м3/год предварительная подпрессовка производится непосредственно
Загрузка этажерки может производиться непосредственно с главного конвейера, либо с накопительной
Загрузка этажерки может производиться непосредственно с главного конвейера, либо с накопительной
Производительность линий бесподдонного способа прессования с 16-этажным прессом и форматом нагревательных
Производительность линий бесподдонного способа прессования с 16-этажным прессом и форматом нагревательных
Главный конвейер для прессования древесностружечных плит
на гибких проницаемых поддонах
Главный конвейер для прессования древесностружечных плит
на гибких проницаемых поддонах
Технология прессования ДСтП на гибких проницаемых поддонах лишена недостатков, свойственных поддонному
Технология прессования ДСтП на гибких проницаемых поддонах лишена недостатков, свойственных поддонному

1-распределительный конвейер проклеенной стружки;
2-формирующие машины;
3-главный конвейер;
4-контрольные весы;
5-
1-распределительный конвейер проклеенной стружки;
2-формирующие машины;
3-главный конвейер;
4-контрольные весы;
5-
На участке формирования главного конвейера находятся уложенные внахлест транспортные гибкие поддоны,
На участке формирования главного конвейера находятся уложенные внахлест транспортные гибкие поддоны,
После настилки формирующими машинами стружечный ковер транспортируется на участок контроля массы
После настилки формирующими машинами стружечный ковер транспортируется на участок контроля массы
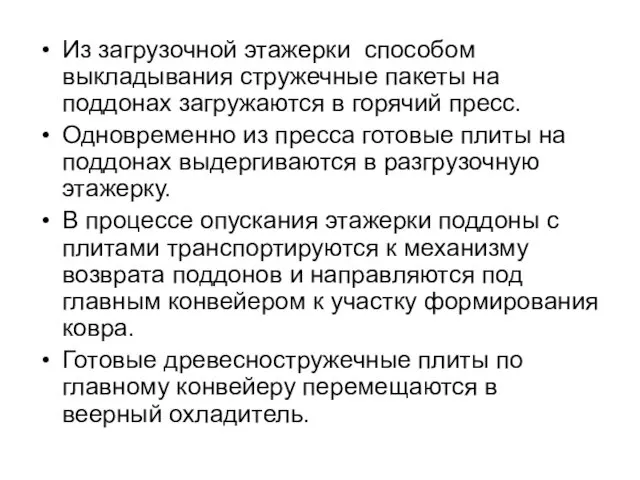
Из загрузочной этажерки способом выкладывания стружечные пакеты на поддонах загружаются в
Из загрузочной этажерки способом выкладывания стружечные пакеты на поддонах загружаются в
 Крым - источник вдохновения
Крым - источник вдохновения Фотоальбом. Австралия
Фотоальбом. Австралия Игра крокодил
Игра крокодил АО Великолукский опытный машиностроительный завод
АО Великолукский опытный машиностроительный завод Разметка тонколистового металла и проволоки
Разметка тонколистового металла и проволоки The MPAA Film Rating System
The MPAA Film Rating System 20160808_platonov_a.p._neizvestnyy_tsvetok-_1
20160808_platonov_a.p._neizvestnyy_tsvetok-_1 Прямая речь
Прямая речь Новая философия костюма – деконструктивизм
Новая философия костюма – деконструктивизм Посвящается девочкам 9Б класса
Посвящается девочкам 9Б класса Воробьев КД
Воробьев КД Places in town
Places in town Закрепление шкафчиков группы
Закрепление шкафчиков группы 01_Теоретические_аспекты_исторического_познания
01_Теоретические_аспекты_исторического_познания Оценка показателей развития первоклассников в рамках программы Супербол
Оценка показателей развития первоклассников в рамках программы Супербол Литературная викторина
Литературная викторина Базы данных
Базы данных Памятка на РМ (1)
Памятка на РМ (1) Результат
Результат закрытие
закрытие Аппаратные радиоцентра полевого узла связи Р-161ПУ и Р-161У
Аппаратные радиоцентра полевого узла связи Р-161ПУ и Р-161У Моделирование печей в Aspen Hysys
Моделирование печей в Aspen Hysys Любимой и дорогой подруге Поле
Любимой и дорогой подруге Поле Дизайны наборы НГ Подарки
Дизайны наборы НГ Подарки правила чтения
правила чтения Сепсис новорождённого
Сепсис новорождённого Резервирование надёжности
Резервирование надёжности Технология изготовления детали Колпачок на автоматизированном оборудовании с ЧПУ
Технология изготовления детали Колпачок на автоматизированном оборудовании с ЧПУ