- История развития сварочного производства

Содержание
- 2. Известны древнейшие образцы сварки, выполненные в VIII-VII тысячелетиях до н.э. Древнейшим источником металла были случайно находимые
- 3. Кузнечная сварка и пайка были ведущими процессами сварочной техники вплоть до конца ХIХ в., когда начался
- 4. Петров Василий Владимирович В 1802 г. русский академик В.В. Петров обратил внимание на то, что при
- 5. Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. В последующие годы
- 6. Автором метода дуговой сварки плавящимся металлическим электродом, наиболее распространенного в настоящее время, является Н.Г. Славянов, разработавший
- 7. Известный мостостроитель академик Патон Евгений Оскарович, в 1929 году организовал сначала лабораторию, а позднее первый в
- 8. В последние годы сварка повсеместно вытеснила способ неразъемного соединения деталей с помощью заклепок. Сейчас сварка является
- 9. Билет1 вопрос 2 «Углеродистые стали обыкновенного качества»
- 11. Углеродистой конструкционной сталью называется железоуглеродистый сплав следующего химического состава: углерода до – 0.6% марганца до1% ,
- 12. Углеродистые стали обыкновенного качества производят в больших масштабах. Кроме строительства, их используют в машиностроении и других
- 13. Обозначаются углеродистые стали обыкновенного качества буквами «Ст», за которыми следует цифра, указывающая порядковый номер марки стали
- 14. ВСтЗГсп означает, что сталь из класса углеродистых, СтЗ обыкновенного качества, СП- спокойная, группы разлива В. Может
- 15. Выпускаемые марки сталей обыкновенного качества для изготовления сварных конструкций
- 16. Недостатки углеродистых конструкционных сталей обыкновенного качества Преимуществом этих сталей является дешевизна производста по сравнению с легированными
- 18. Скачать презентацию
Известны древнейшие образцы сварки, выполненные в VIII-VII тысячелетиях до н.э. Древнейшим
Известны древнейшие образцы сварки, выполненные в VIII-VII тысячелетиях до н.э. Древнейшим
Кузнечная сварка и пайка были ведущими процессами сварочной техники вплоть до конца
Кузнечная сварка и пайка были ведущими процессами сварочной техники вплоть до конца
Петров Василий Владимирович
В 1802 г. русский академик В.В. Петров обратил
Петров Василий Владимирович
В 1802 г. русский академик В.В. Петров обратил
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. В
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. В
Автором метода дуговой сварки плавящимся металлическим электродом, наиболее распространенного в настоящее время,
Автором метода дуговой сварки плавящимся металлическим электродом, наиболее распространенного в настоящее время,
Известный мостостроитель академик Патон Евгений Оскарович, в 1929 году организовал сначала лабораторию,
Известный мостостроитель академик Патон Евгений Оскарович, в 1929 году организовал сначала лабораторию,
В последние годы сварка повсеместно вытеснила способ неразъемного соединения деталей с
В последние годы сварка повсеместно вытеснила способ неразъемного соединения деталей с
Билет1 вопрос 2
«Углеродистые стали обыкновенного качества»
Билет1 вопрос 2
«Углеродистые стали обыкновенного качества»

Углеродистой конструкционной сталью называется железоуглеродистый сплав следующего химического состава: углерода до
Углеродистой конструкционной сталью называется железоуглеродистый сплав следующего химического состава: углерода до
Углеродистые стали обыкновенного качества производят в больших масштабах. Кроме строительства, их
Углеродистые стали обыкновенного качества производят в больших масштабах. Кроме строительства, их
Обозначаются углеродистые стали обыкновенного качества буквами «Ст», за которыми следует цифра,
Обозначаются углеродистые стали обыкновенного качества буквами «Ст», за которыми следует цифра,
ВСтЗГсп означает, что сталь из класса углеродистых, СтЗ обыкновенного качества,
ВСтЗГсп означает, что сталь из класса углеродистых, СтЗ обыкновенного качества,
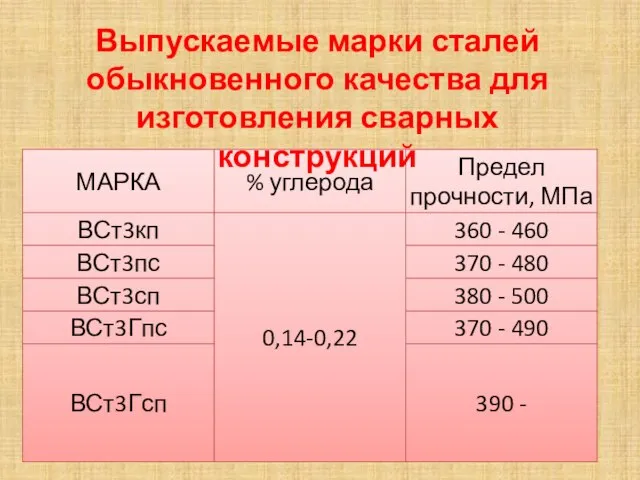
Выпускаемые марки сталей обыкновенного качества для изготовления сварных конструкций
Выпускаемые марки сталей обыкновенного качества для изготовления сварных конструкций
Недостатки углеродистых конструкционных сталей обыкновенного качества
Преимуществом этих сталей является дешевизна производста
Недостатки углеродистых конструкционных сталей обыкновенного качества
Преимуществом этих сталей является дешевизна производста
 20141228_prizentatsiya
20141228_prizentatsiya МНЛЗ. Основные узлы МНЛЗ
МНЛЗ. Основные узлы МНЛЗ День рождения Натальи
День рождения Натальи День Космонавтики
День Космонавтики Использование новых видов деревьев в озеленении петербурга в условиях потепления климата
Использование новых видов деревьев в озеленении петербурга в условиях потепления климата занятие3 Альбина
занятие3 Альбина Информационное моделирование здания детского сада
Информационное моделирование здания детского сада Моделирование АСУ ТП блока бутановой колонны установки изомеризации
Моделирование АСУ ТП блока бутановой колонны установки изомеризации Найди музыкальные инструменты
Найди музыкальные инструменты Генераторы переменного тока
Генераторы переменного тока 20131017_pravo_v_ponyatiyakh_i_opredeleniyakh
20131017_pravo_v_ponyatiyakh_i_opredeleniyakh Формуляр 6.14
Формуляр 6.14 Eiropas Sociālā fonda projekts “Dabaszinātnes un matemātika”
Eiropas Sociālā fonda projekts “Dabaszinātnes un matemātika” Художественная культура Америки : обаяние молодости
Художественная культура Америки : обаяние молодости 19. Регламент переговоров
19. Регламент переговоров Виды обмоток якоря электрических машин постоянного тока
Виды обмоток якоря электрических машин постоянного тока 20130326_stalingradskaya_bitva_0
20130326_stalingradskaya_bitva_0 Цифровые устройства и микропроцессоры. Тема 1. Основы схемотехники и элементная база цифровых электронных устройств
Цифровые устройства и микропроцессоры. Тема 1. Основы схемотехники и элементная база цифровых электронных устройств Фролова на 24.08.20
Фролова на 24.08.20 Конструктивные и строительные системы зданий
Конструктивные и строительные системы зданий 20130306_hudozhestvennyy_obraz_v_romanse_carskoselskaya_statuya
20130306_hudozhestvennyy_obraz_v_romanse_carskoselskaya_statuya rodnik
rodnik Электрические машины переменного трёхфазного тока
Электрические машины переменного трёхфазного тока Телескопы. От Галилея до современных
Телескопы. От Галилея до современных Prezentatsia_Microsoft_Office_PowerPoint_2 (1)
Prezentatsia_Microsoft_Office_PowerPoint_2 (1) Псалом 15. Сохрани меня, Господи
Псалом 15. Сохрани меня, Господи Мен және өзгелер
Мен және өзгелер Управление электродвигателем компрессора
Управление электродвигателем компрессора