- ласанкин кирилл

Содержание
- 2. Обработка металлов давлением (ОМД) – это процессы пластического деформирования металлов их сплавов и других материалов под
- 3. Штрипс — прокат, смотанный в рулон сразу после заключительного прохода в чистовой клети или (и) после
- 4. Холодная прокатка – это обработка металла давлением, которая проводится при температуре ниже температуры рекристаллизации (500º -
- 5. Индукционный нагрев — нагрев тел в электромагнитном поле за счёт теплового действия вихревых электрических токов, протекающего
- 6. Для производства одного колеса требуется около 500 кг стали. После чего заготовки попадают в цех, где
- 7. Охлаждение металла после прокатки для многих металлов и сплавов является ответственной операцией. Несоблюдение условий правильного охлаждения
- 8. Применяют два основных способа разливки стали в изложницы – разливку сверху и сифонную разливку. При разливке
- 10. Скачать презентацию
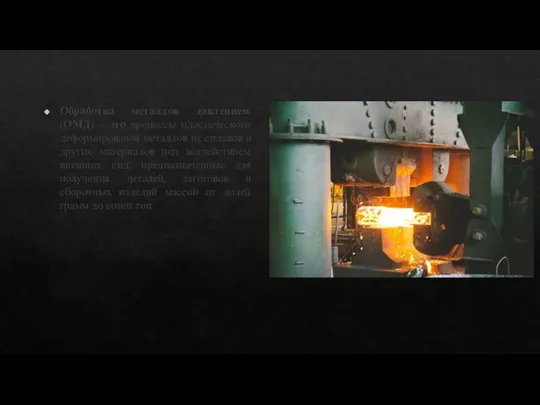
Обработка металлов давлением (ОМД) – это процессы пластического деформирования металлов их
Обработка металлов давлением (ОМД) – это процессы пластического деформирования металлов их
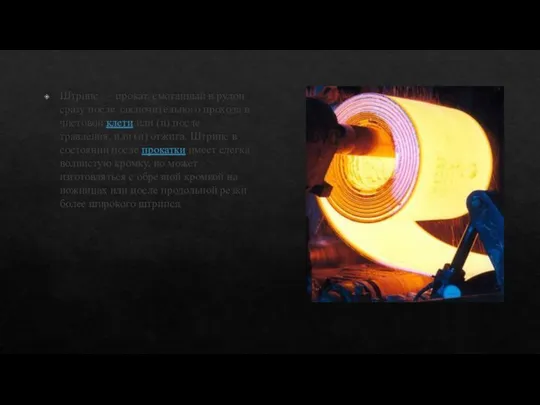
Штрипс — прокат, смотанный в рулон сразу после заключительного прохода в
Штрипс — прокат, смотанный в рулон сразу после заключительного прохода в

Холодная прокатка – это обработка металла давлением, которая проводится при температуре
Холодная прокатка – это обработка металла давлением, которая проводится при температуре

Индукционный нагрев — нагрев тел в электромагнитном поле за счёт теплового
Индукционный нагрев — нагрев тел в электромагнитном поле за счёт теплового
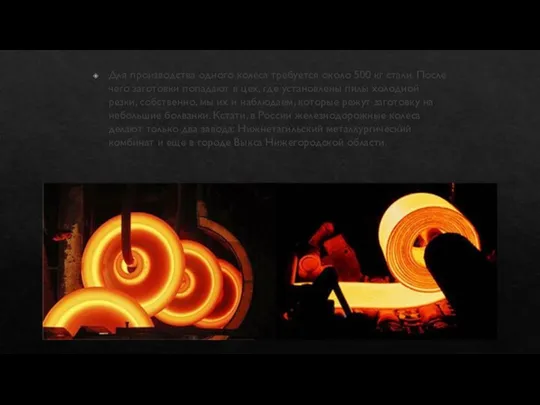
Для производства одного колеса требуется около 500 кг стали. После чего
Для производства одного колеса требуется около 500 кг стали. После чего
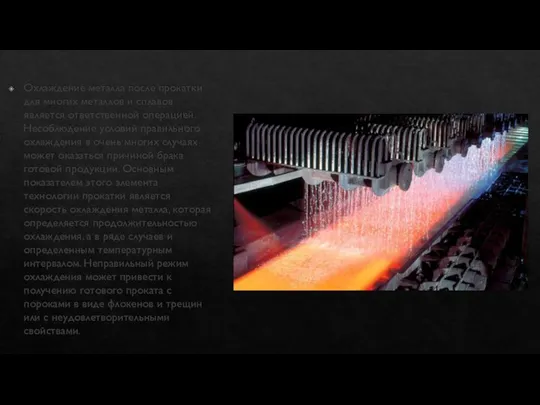
Охлаждение металла после прокатки для многих металлов и сплавов является ответственной
Охлаждение металла после прокатки для многих металлов и сплавов является ответственной
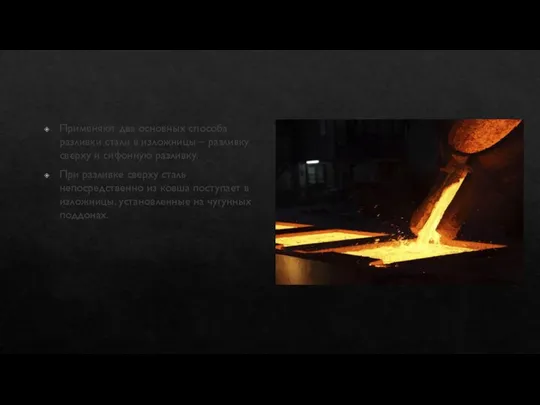
Применяют два основных способа разливки стали в изложницы – разливку сверху
Применяют два основных способа разливки стали в изложницы – разливку сверху
 Из истории юбок
Из истории юбок Теплоэнергетические системы и энергобалансы промышленных предприятий
Теплоэнергетические системы и энергобалансы промышленных предприятий 20170122_poeticheskaya_stranitsa
20170122_poeticheskaya_stranitsa 2aa72f2ab1498afa
2aa72f2ab1498afa программно-изобразительная музыка
программно-изобразительная музыка Урок 4
Урок 4 Эмоции в мультфильмах
Эмоции в мультфильмах Внесение изменений в схему границ зон с особыми условиями использования от объектов аэропорта
Внесение изменений в схему границ зон с особыми условиями использования от объектов аэропорта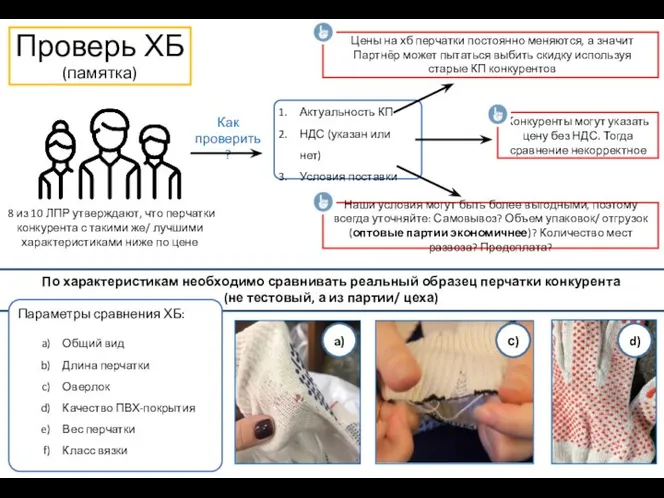 Памятка_Проверь ХБ
Памятка_Проверь ХБ Сварка нержавеющей стали – современные технологии
Сварка нержавеющей стали – современные технологии Das Fernsehen in Deutschland
Das Fernsehen in Deutschland Консерватория
Консерватория Объёмное изделие Сундучок санбо
Объёмное изделие Сундучок санбо Отбивная
Отбивная Оборудование лесопильного производства
Оборудование лесопильного производства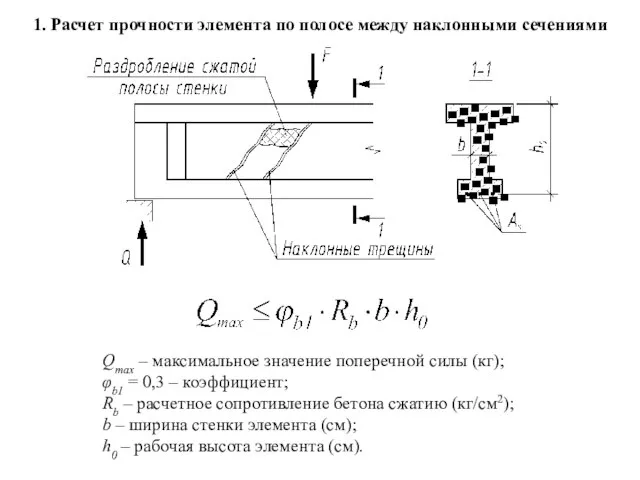 Расчет прочности элемента по полосе между наклонными сечениями
Расчет прочности элемента по полосе между наклонными сечениями Кошачий город. Пролог
Кошачий город. Пролог Технология сборки и частично механизированной сварки плавлением в защитном газе
Технология сборки и частично механизированной сварки плавлением в защитном газе Оле на Юбилей
Оле на Юбилей Искусственная система
Искусственная система Технологии строительства. Архитектура гражданских и промышленных зданий. Конструктивные и строительные системы
Технологии строительства. Архитектура гражданских и промышленных зданий. Конструктивные и строительные системы Однажды, апрельским вечером. Зарисовка
Однажды, апрельским вечером. Зарисовка Transport. Бүгінгі сабақта біз
Transport. Бүгінгі сабақта біз Кормление птицы: зерносмеси, добавки для птиц
Кормление птицы: зерносмеси, добавки для птиц Материал для повторения
Материал для повторения Сравнение дизельного и бензинового двигателей
Сравнение дизельного и бензинового двигателей Викторина- прогулка по книгам Житкова
Викторина- прогулка по книгам Житкова Защищенные микрокомпьютеры с НГА и АРМ на их основе
Защищенные микрокомпьютеры с НГА и АРМ на их основе