- Лазерная сварка алюминия и его сплавов

Содержание
- 2. Наиболее широко в настоящее время исследованы вопросы лазерной сварки следующих систем алюминиевых сплавов: Al-Mg (Амг6) Al-Mg-Si-Cu
- 3. Защита шва от окисления При лазерной сварке используются азотнокислый калий (KN03), плавиковый шпат (CaF), a также
- 4. Отличительной особенностью лазерной сварки алюминиевых сплавов является пороговый характер проплавления. Он заключается в том, что расплавление
- 5. рис.1 зависимость пороговой плотности мощности проплавления сплава 01570 от типа источника лазерного излучения
- 6. Табл.1 сравнение оптимальных режимов сварки встык пластин из сплава 01570 толщиной 2 мм различными типами лазеров
- 7. Макроструктура сварных соединений сплава АД37 толщиной 2,0 мм а) лазер б) АрДС
- 8. Лазерное сварное соединение сплава В-1424
- 9. Рис. 3 Процесс сварки с присадочной проволокой.
- 10. Ориентировочные режимы лазерной сварки алюминиевых сплавов * Nd:YAG лазер - в качестве активной среды используется алюмо-иттриевый
- 11. Преимущества лазерной сварки алюминия: Снижение коробления деталей после сварки; Повышение технологичности изготовления деталей; Высокая степень автоматизации;
- 12. Прочность соединения, полученного лазерной сваркой, составляет 0,75 прочности основного металла, а шва с использованием аргоно-дуговой сварки
- 14. Скачать презентацию
Наиболее широко в настоящее время исследованы вопросы лазерной сварки следующих систем
Наиболее широко в настоящее время исследованы вопросы лазерной сварки следующих систем
Защита шва от окисления
При лазерной сварке используются
азотнокислый калий (KN03),
плавиковый шпат (CaF),
Защита шва от окисления
При лазерной сварке используются
азотнокислый калий (KN03),
плавиковый шпат (CaF),
Отличительной особенностью лазерной сварки
алюминиевых сплавов является пороговый характер
проплавления.
Он заключается в
Отличительной особенностью лазерной сварки
алюминиевых сплавов является пороговый характер
проплавления.
Он заключается в
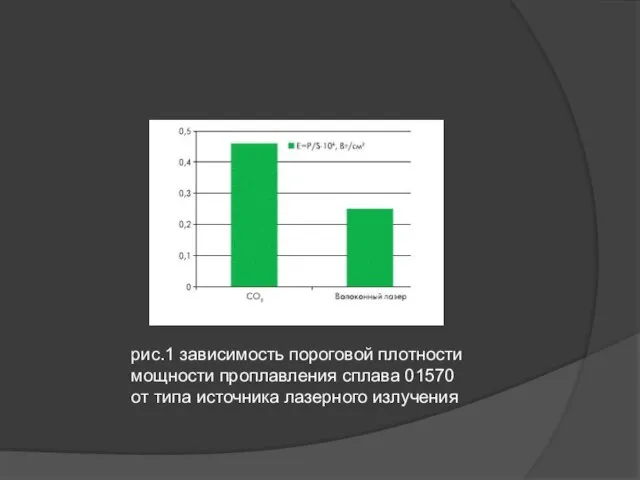
рис.1 зависимость пороговой плотности мощности проплавления сплава 01570 от типа источника
рис.1 зависимость пороговой плотности мощности проплавления сплава 01570 от типа источника
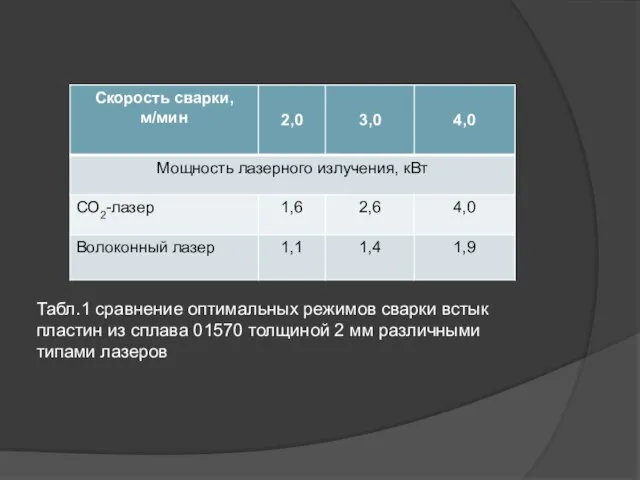
Табл.1 сравнение оптимальных режимов сварки встык
пластин из сплава 01570 толщиной 2
Табл.1 сравнение оптимальных режимов сварки встык
пластин из сплава 01570 толщиной 2
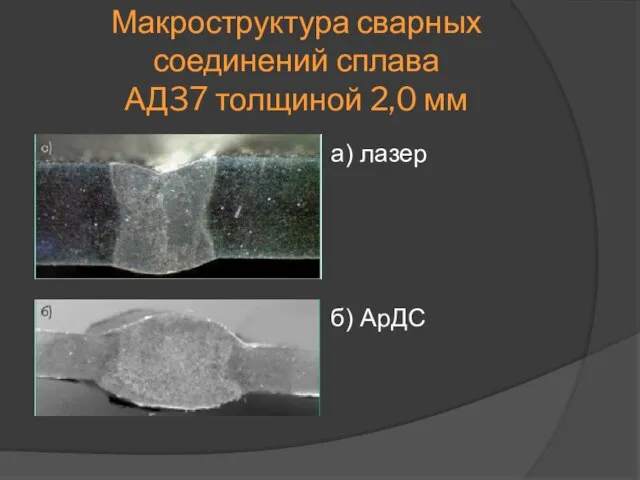
Макроструктура сварных соединений сплава
АД37 толщиной 2,0 мм
а) лазер
б) АрДС
Макроструктура сварных соединений сплава
АД37 толщиной 2,0 мм
а) лазер
б) АрДС

Лазерное сварное соединение сплава В-1424
Лазерное сварное соединение сплава В-1424

Рис. 3 Процесс сварки с присадочной проволокой.
Рис. 3 Процесс сварки с присадочной проволокой.
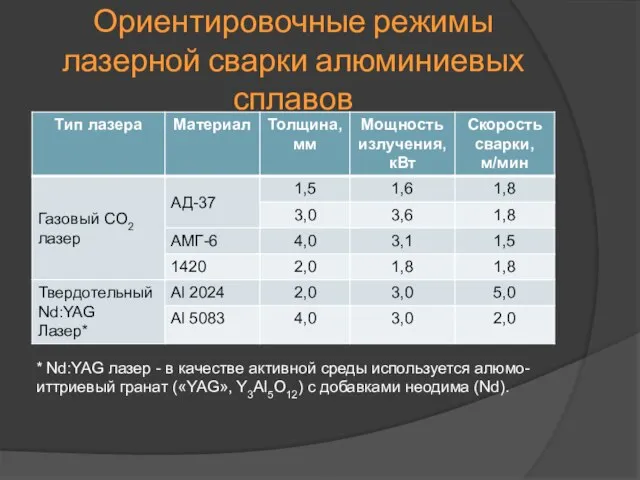
Ориентировочные режимы лазерной сварки алюминиевых сплавов
* Nd:YAG лазер - в качестве
Ориентировочные режимы лазерной сварки алюминиевых сплавов
* Nd:YAG лазер - в качестве
Преимущества лазерной сварки алюминия:
Снижение коробления деталей после сварки;
Повышение технологичности изготовления деталей;
Высокая
Преимущества лазерной сварки алюминия:
Снижение коробления деталей после сварки;
Повышение технологичности изготовления деталей;
Высокая
Прочность соединения, полученного лазерной сваркой, составляет 0,75 прочности основного металла, а
Прочность соединения, полученного лазерной сваркой, составляет 0,75 прочности основного металла, а
 Строение древнерусского храма
Строение древнерусского храма Тема: Лесная промышленность
Тема: Лесная промышленность 20170511_novogodskaya_respublika_6_kl
20170511_novogodskaya_respublika_6_kl Пассажирские лифты
Пассажирские лифты технология 7 класс 13.01.2021
технология 7 класс 13.01.2021 20130405_vozduh_0
20130405_vozduh_0 Структура системы коммутации
Структура системы коммутации Модернизация бульдозера Т-35
Модернизация бульдозера Т-35 ЖК Южный парк
ЖК Южный парк Транснациональная машиностроительная компания Canon
Транснациональная машиностроительная компания Canon 20140924_pyat_shansov
20140924_pyat_shansov моделирование при работе с текстом
моделирование при работе с текстом Акустическое проектирование зрительных залов
Акустическое проектирование зрительных залов Красноярский алюминиевый завод
Красноярский алюминиевый завод Режим работы микропроцессора
Режим работы микропроцессора Паучата. Девиз
Паучата. Девиз Разработка АСУ ТП газовой печи подогрева стаканов ЭСПЦ АО ОЭМК
Разработка АСУ ТП газовой печи подогрева стаканов ЭСПЦ АО ОЭМК Строение городской среды, городской ландшафт, социальнофункциональные зоны, зоны приватного самочувствия
Строение городской среды, городской ландшафт, социальнофункциональные зоны, зоны приватного самочувствия Меню кофе зерновой
Меню кофе зерновой МЭО ДЛЯ РОДИТЕЛЕЙ
МЭО ДЛЯ РОДИТЕЛЕЙ Трудоустройство и трудовая реабилитация людей с ОВЗ
Трудоустройство и трудовая реабилитация людей с ОВЗ Отчет о прохождении производственной практики (по профилю специальности) по профессиональному модулю пм.03
Отчет о прохождении производственной практики (по профилю специальности) по профессиональному модулю пм.03 Портфоліо Бородавко Анастасії
Портфоліо Бородавко Анастасії Профессия гончар
Профессия гончар романтический натурализм Руссо
романтический натурализм Руссо Презентация 2
Презентация 2 Деструктивное поведение подростков
Деструктивное поведение подростков Все имеет своё строение
Все имеет своё строение