- Литейное производство

Содержание
- 2. Фасонное литье Основы технологии литейного производства
- 3. Назначение фасонного литья Получать отливки близкие по размерам и форме к детали Получать отливки с минимальными
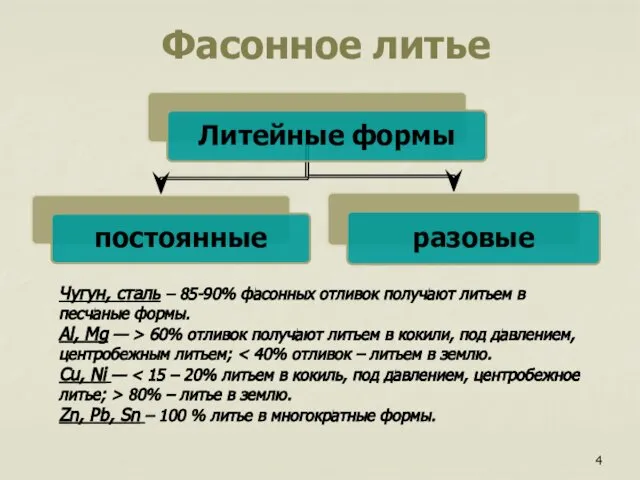
- 4. Фасонное литье Чугун, сталь – 85-90% фасонных отливок получают литьем в песчаные формы. Al, Mg —
- 5. Этапы технологического процесса литья
- 6. Подготовка литейного производства
- 7. Изготовление отливок Подготовка формовочных материалов Подготовка шихтовых материалов Приготовление формовочных и стержневых смесей Приготовление литейного расплава
- 8. Отделка и контроль отливок Очистка, обрубка и зачистка отливок Контроль отливок Термическая обработка отливок Годные отливки
- 9. Изготовление отливок в разовых песчано-глинистых формах
- 10. Характеристика литья в разовые песчано-глинистые формы Самый древний способ литья Можно получать отливки любых размеров и
- 11. Изготовление разовой литейной формы
- 12. Литейная форма - это система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
- 13. Литейная разовая песчаная форма: 1 – литниковая система; 2 – полость формы; 3 – нижняя полуформа;
- 14. Модельный комплект – это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости, соответствующей
- 15. Модельный комплект
- 16. Литейная модель – приспособление, при помощи которого в литейной форме получают полость с формой и размерами,
- 17. Изготовление деревянной модели отливки
- 18. Стержневой ящик – приспособление, служащее для изготовления стержней. Стержневые ящики бывают цельными, разъемными, вытряхными и др.
- 20. Модельная плита – металлическая плита с закрепленными на ней моделями и элементами литниковой системы. Ее применяют,
- 21. Модельные плиты
- 22. Расположение моделей отливки и литниковой системы на модельной плите: 1 – штырь центрирующий; 2 – модельная
- 23. Проектирование технологии изготовления отливки
- 24. Последовательность проектирования Определение технологичности отливки Выбор способа изготовления отливки Выбор положения отливки в форме Определение поверхности
- 25. Обозначения элементов литейных форм и отливок В Н Х Х МФ (ГОСТ 3.1125-88 Правила выполнения чертежей
- 26. Припуски на механическую обработку ГОСТ Р 53464-2009 Отливки из металлов и сплавов Допуски размеров, массы и
- 27. Припуск на механическую обработку – слой металла, удаляемый в процессе механической обработки с ее обрабатываемых поверхностей
- 28. Алгоритм определения общего припуска на механическую обработку Определение степени точности поверхностей (Приложение В) Определение ряда припусков
- 29. Точность отливки Точность отливки указывается в поле чертежа в следующей последовательности: - Класс размерной точности -
- 30. Формовочные уклоны служат для удобства извлечения модели из формы без ее разрушения и для свободного удаления
- 31. Галтели – скругления внутренних углов поверхностей модели. Галтели облегчают извлечение модели из формы, предотвращают появление трещин
- 37. Формовочные уклоны
- 42. Скачать презентацию
Фасонное литье
Основы технологии литейного производства
Фасонное литье
Основы технологии литейного производства
Назначение фасонного литья
Получать отливки близкие по размерам и форме к детали
Получать
Назначение фасонного литья
Получать отливки близкие по размерам и форме к детали
Получать
Фасонное литье
Чугун, сталь – 85-90% фасонных отливок получают литьем в песчаные
Фасонное литье
Чугун, сталь – 85-90% фасонных отливок получают литьем в песчаные
Этапы технологического процесса литья
Этапы технологического процесса литья

Подготовка литейного производства
Подготовка литейного производства
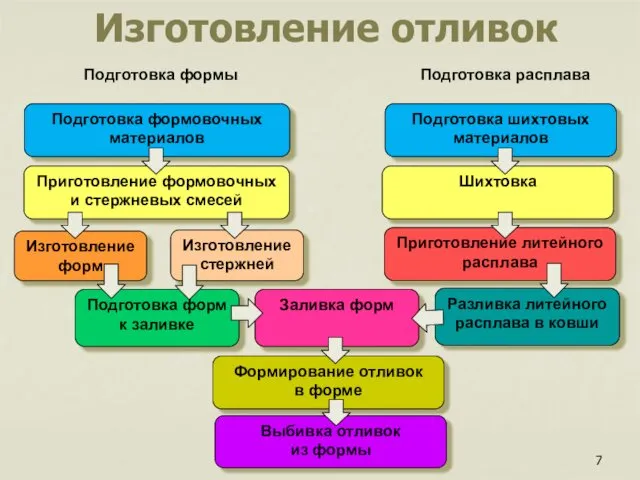
Изготовление отливок
Подготовка формовочных материалов
Подготовка шихтовых материалов
Приготовление формовочных и стержневых смесей
Приготовление литейного
Изготовление отливок
Подготовка формовочных материалов
Подготовка шихтовых материалов
Приготовление формовочных и стержневых смесей
Приготовление литейного

Отделка и контроль отливок
Очистка, обрубка и
зачистка отливок
Контроль отливок
Термическая обработка отливок
Годные отливки
Дефектные
Отделка и контроль отливок
Очистка, обрубка и
зачистка отливок
Контроль отливок
Термическая обработка отливок
Годные отливки
Дефектные
Изготовление отливок в разовых песчано-глинистых формах
Изготовление отливок в разовых песчано-глинистых формах
Характеристика литья в разовые песчано-глинистые формы
Самый древний способ литья
Можно получать отливки
Характеристика литья в разовые песчано-глинистые формы
Самый древний способ литья
Можно получать отливки
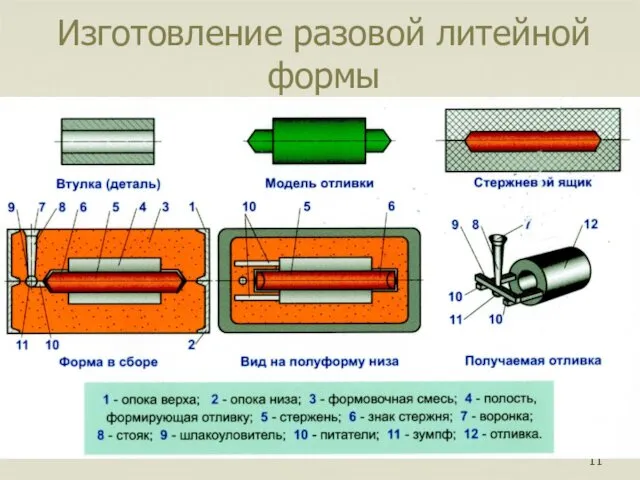
Изготовление разовой литейной формы
Изготовление разовой литейной формы

Литейная форма
- это система элементов, образующих рабочую полость, при заливке которой
Литейная форма
- это система элементов, образующих рабочую полость, при заливке которой
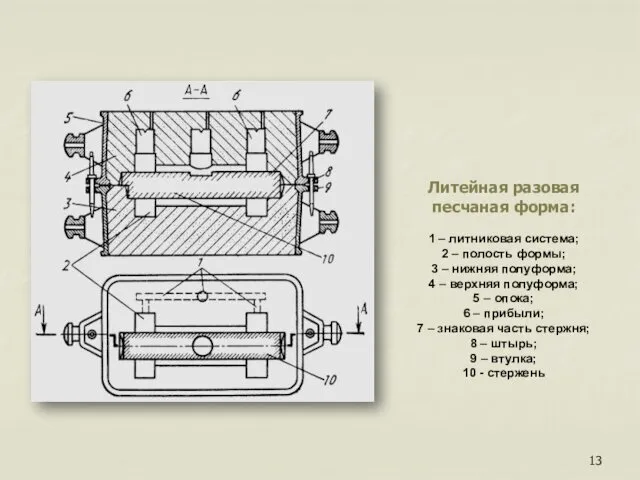
Литейная разовая песчаная форма:
1 – литниковая система;
2 – полость формы;
3 –
Литейная разовая песчаная форма: 1 – литниковая система; 2 – полость формы; 3 –
Модельный комплект –
это совокупность технологической оснастки и приспособлений, необходимых для
Модельный комплект –
это совокупность технологической оснастки и приспособлений, необходимых для

Модельный комплект
Модельный комплект
Литейная модель –
приспособление, при помощи которого в литейной форме получают
Литейная модель –
приспособление, при помощи которого в литейной форме получают

Изготовление деревянной модели отливки
Изготовление деревянной модели отливки

Стержневой ящик –
приспособление, служащее для изготовления стержней. Стержневые ящики бывают цельными,
Стержневой ящик –
приспособление, служащее для изготовления стержней. Стержневые ящики бывают цельными,

Модельная плита – металлическая плита с закрепленными на ней моделями и
Модельная плита – металлическая плита с закрепленными на ней моделями и
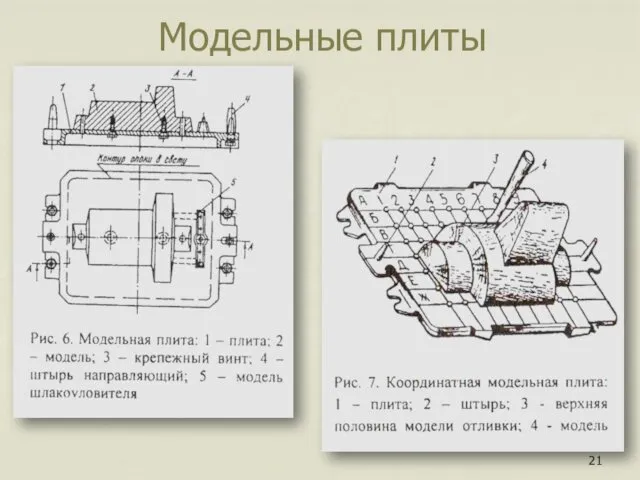
Модельные плиты
Модельные плиты
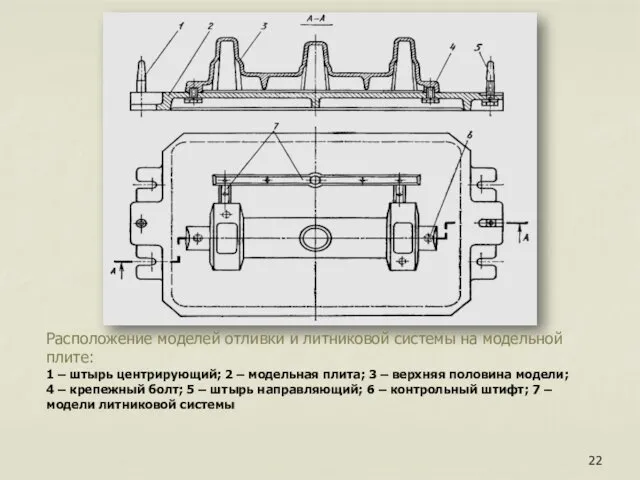
Расположение моделей отливки и литниковой системы на модельной плите:
1 – штырь
Расположение моделей отливки и литниковой системы на модельной плите:
1 – штырь
Проектирование технологии изготовления отливки
Проектирование технологии изготовления отливки
Последовательность проектирования
Определение технологичности отливки
Выбор способа изготовления отливки
Выбор положения отливки в форме
Определение
Последовательность проектирования
Определение технологичности отливки
Выбор способа изготовления отливки
Выбор положения отливки в форме
Определение

Обозначения элементов литейных форм и отливок
В
Н
Х
Х
МФ
(ГОСТ 3.1125-88 Правила выполнения чертежей литейной
Обозначения элементов литейных форм и отливок
В
Н
Х
Х
МФ
(ГОСТ 3.1125-88 Правила выполнения чертежей литейной
Припуски на механическую обработку
ГОСТ Р 53464-2009
Отливки из металлов и сплавов
Допуски размеров,
Припуски на механическую обработку
ГОСТ Р 53464-2009
Отливки из металлов и сплавов
Допуски размеров,
Припуск на механическую обработку – слой металла, удаляемый в процессе механической
Припуск на механическую обработку – слой металла, удаляемый в процессе механической
Алгоритм определения общего припуска на механическую обработку
Определение степени точности поверхностей (Приложение
Алгоритм определения общего припуска на механическую обработку
Определение степени точности поверхностей (Приложение
Точность отливки
Точность отливки указывается в поле чертежа в следующей последовательности:
-
Точность отливки
Точность отливки указывается в поле чертежа в следующей последовательности:
-
Формовочные уклоны
служат для удобства извлечения модели из формы без ее разрушения
Формовочные уклоны
служат для удобства извлечения модели из формы без ее разрушения
Галтели – скругления внутренних углов поверхностей модели. Галтели облегчают извлечение модели
Галтели – скругления внутренних углов поверхностей модели. Галтели облегчают извлечение модели






Формовочные уклоны
Формовочные уклоны



 МДОБУ ДСКВ №2 г.Вволожска
МДОБУ ДСКВ №2 г.Вволожска Режущий инструмент
Режущий инструмент Труд и профессионализм
Труд и профессионализм Католицизм или католичество
Католицизм или католичество Жұлдызды сәт ойыны
Жұлдызды сәт ойыны напрявления внешнеэкономической политики
напрявления внешнеэкономической политики Концепт празднвания дня гор. Ставрополь_ос по финалу концепта
Концепт празднвания дня гор. Ставрополь_ос по финалу концепта LIGHTFIGHT 2015
LIGHTFIGHT 2015 527-58 Agri Loadall. Product Walkround
527-58 Agri Loadall. Product Walkround Результат
Результат Растянутые элементы
Растянутые элементы Монтаж мостовых кранов и подъёмников
Монтаж мостовых кранов и подъёмников FFS_Comments
FFS_Comments Электроэнергетика. Структура электроэнергетики России
Электроэнергетика. Структура электроэнергетики России Субъекты государственной кадровой политики
Субъекты государственной кадровой политики Клинкерный кирпич на основе легкоплавких глин
Клинкерный кирпич на основе легкоплавких глин Ислам. Возникновение ислама
Ислам. Возникновение ислама Газета
Газета Презентация 53 сад
Презентация 53 сад People’s history is the cultural history
People’s history is the cultural history Строительство автомобильных дорог и аэродромов
Строительство автомобильных дорог и аэродромов Методические рекомендации по моделированию угроз информации. (Лекция 40)
Методические рекомендации по моделированию угроз информации. (Лекция 40) 8 марта
8 марта Культура стран халифата
Культура стран халифата Термическое сопротивление неоднородных конструкций. Лекция 5
Термическое сопротивление неоднородных конструкций. Лекция 5 Волонтёрский отряд Ритм
Волонтёрский отряд Ритм islam_pavlov_felakov_stasyamba_-_kopiya
islam_pavlov_felakov_stasyamba_-_kopiya Живая планета для сайта
Живая планета для сайта