- Лущение-рубка-укладка

Содержание
- 2. Лущение шпона Лущением называется процесс поперечного резания древесины с целью получения шпона заданной толщины, при котором
- 3. Центрирование чураков Центрирование (базирование) – выполняется с целью совмещения оси чурака с осью вращения шпинделя лущильного
- 4. Схемы базирования чураков по диаметру Для чураков, поперечное сечение которых представляет круг – центрирование происходит по
- 5. Схема базирования чурака по длине Места расположения центрирующих точек по длине зависят от кривизны и сбежистости
- 6. Центровочно-загрузочное устройство (ЦЗУ) Предназначено для ориентированной подачи прогретых чураков в лущильный станок Ориентированные чуркаи в шпиндели
- 7. Современные ЦЗУ Позволяют увеличить полезный выход шпона. В основу положен метод электронного сканирования формы чурака -
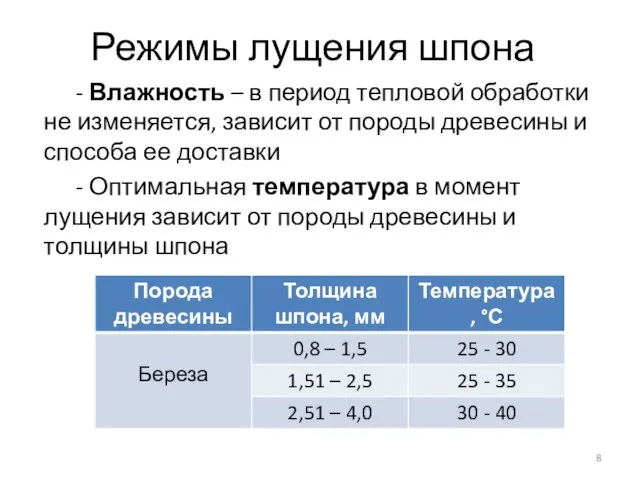
- 8. Режимы лущения шпона - Влажность – в период тепловой обработки не изменяется, зависит от породы древесины
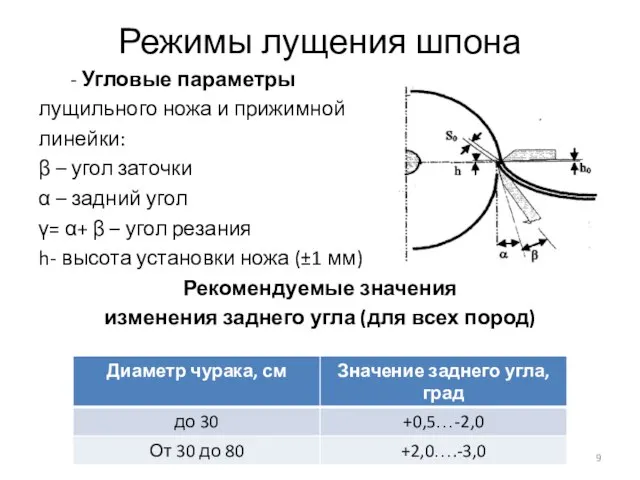
- 9. Режимы лущения шпона - Угловые параметры лущильного ножа и прижимной линейки: β – угол заточки α
- 10. Режимы лущения шпона
- 11. Режим лущения шпона - Высота установки линейки над лезвием лущильного станка (h0) - 0,2-0,3 мм; -
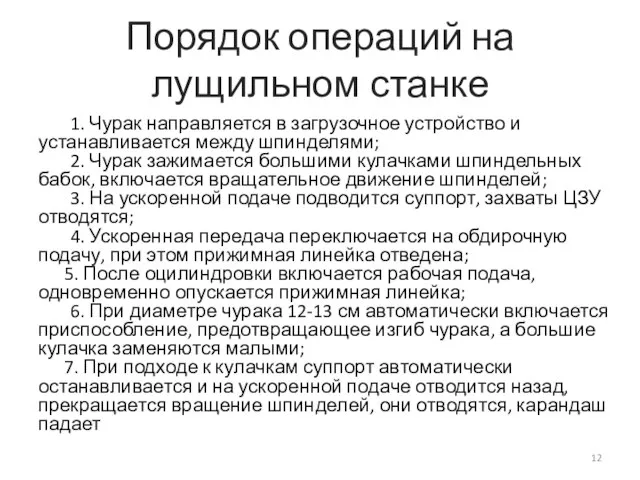
- 12. Порядок операций на лущильном станке 1. Чурак направляется в загрузочное устройство и устанавливается между шпинделями; 2.
- 13. Производительность лущильных станков Fezer 9XT18-HS-TS18 и Fezer 9XT18-ПЕФ18-TS18 (Бразилия)
- 14. Рубка шпона Цель - получение форматных листов и заготовок кускового шпона Для рубки применяются роторные ножницы
- 15. Производительность роторных ножниц
- 17. Скачать презентацию
Лущение шпона
Лущением называется процесс поперечного резания древесины с целью
Лущение шпона
Лущением называется процесс поперечного резания древесины с целью
Центрирование чураков
Центрирование (базирование) – выполняется с целью совмещения оси чурака с
Центрирование чураков
Центрирование (базирование) – выполняется с целью совмещения оси чурака с
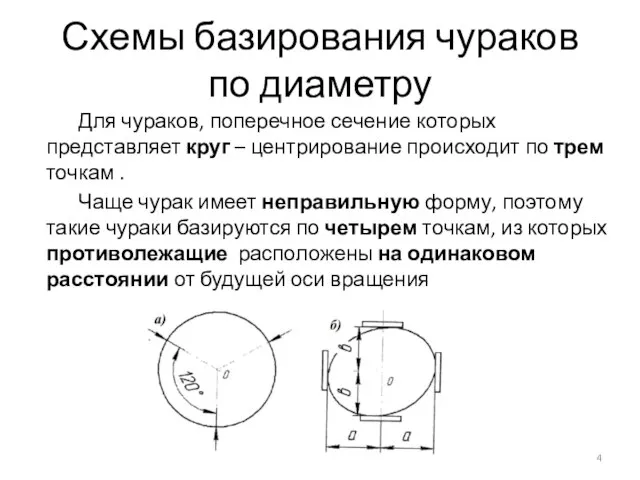
Схемы базирования чураков по диаметру
Для чураков, поперечное сечение которых представляет круг
Схемы базирования чураков по диаметру
Для чураков, поперечное сечение которых представляет круг
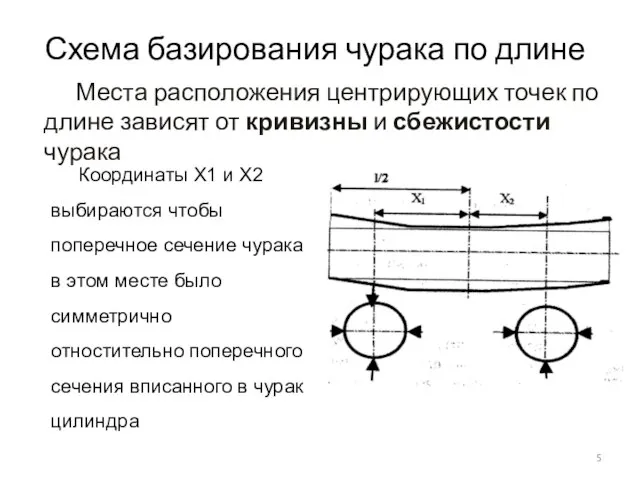
Схема базирования чурака по длине
Места расположения центрирующих точек по длине
Схема базирования чурака по длине
Места расположения центрирующих точек по длине
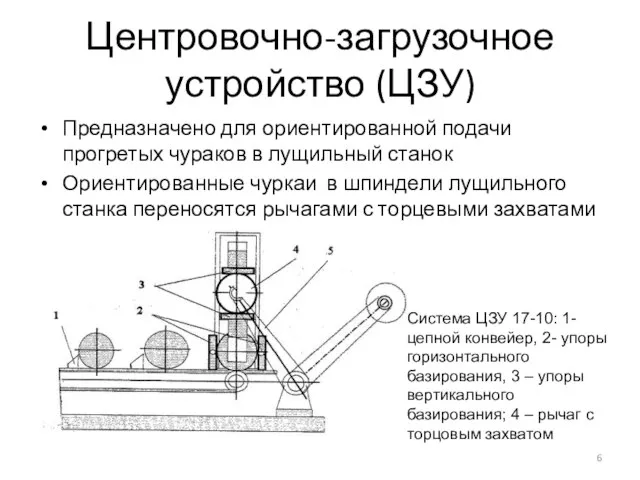
Центровочно-загрузочное устройство (ЦЗУ)
Предназначено для ориентированной подачи прогретых чураков в лущильный станок
Ориентированные
Центровочно-загрузочное устройство (ЦЗУ)
Предназначено для ориентированной подачи прогретых чураков в лущильный станок
Ориентированные
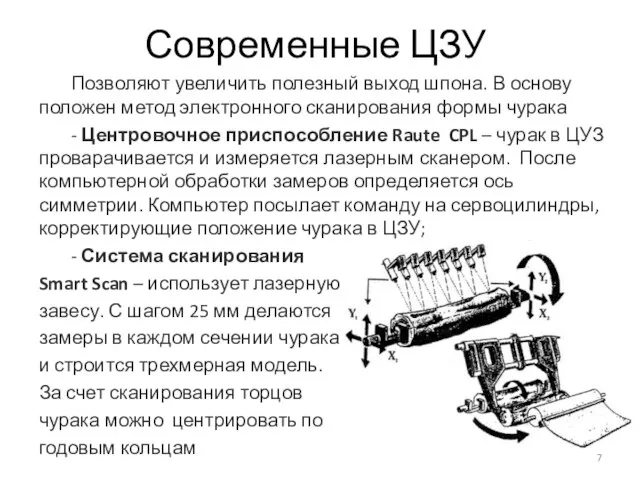
Современные ЦЗУ
Позволяют увеличить полезный выход шпона. В основу положен метод электронного
Современные ЦЗУ
Позволяют увеличить полезный выход шпона. В основу положен метод электронного
Режимы лущения шпона
- Влажность – в период тепловой обработки не изменяется,
Режимы лущения шпона
- Влажность – в период тепловой обработки не изменяется,
Режимы лущения шпона
- Угловые параметры
лущильного ножа и прижимной
линейки:
β –
Режимы лущения шпона
- Угловые параметры
лущильного ножа и прижимной
линейки:
β –
Режимы лущения шпона
Режимы лущения шпона
Режим лущения шпона
- Высота установки линейки над лезвием лущильного станка (h0)
Режим лущения шпона
- Высота установки линейки над лезвием лущильного станка (h0)
Порядок операций на лущильном станке
1. Чурак направляется в загрузочное устройство и
Порядок операций на лущильном станке
1. Чурак направляется в загрузочное устройство и
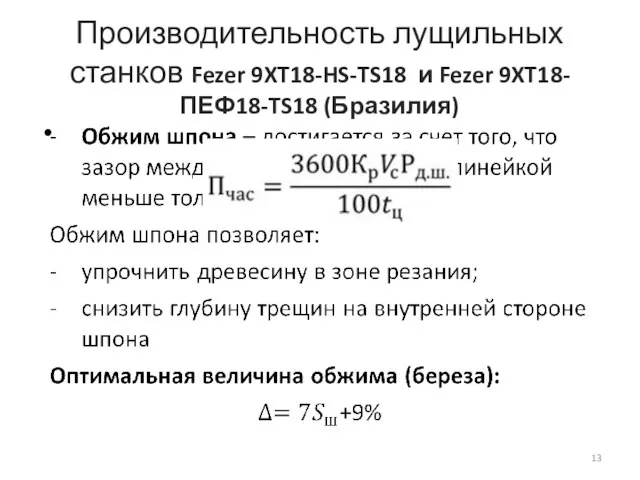
Производительность лущильных станков Fezer 9XT18-HS-TS18 и Fezer 9XT18-ПЕФ18-TS18 (Бразилия)
Производительность лущильных станков Fezer 9XT18-HS-TS18 и Fezer 9XT18-ПЕФ18-TS18 (Бразилия)
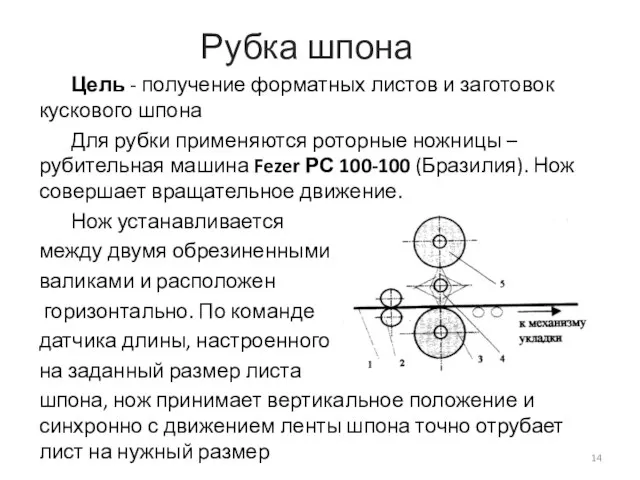
Рубка шпона
Цель - получение форматных листов и заготовок кускового шпона
Для рубки
Рубка шпона
Цель - получение форматных листов и заготовок кускового шпона
Для рубки
Производительность роторных ножниц
Производительность роторных ножниц
 Творческое объединение Читай-ка
Творческое объединение Читай-ка Викторина по сказке Огниво
Викторина по сказке Огниво СТО К ОДНОМУ для ЛА
СТО К ОДНОМУ для ЛА Природа и музыка. Прогулка
Природа и музыка. Прогулка Устройство и принцип действия электрического фена для сушки волос
Устройство и принцип действия электрического фена для сушки волос Собаки
Собаки Информационные технологии – движущая сила развития общества
Информационные технологии – движущая сила развития общества Псалом 2. Вечнозаветная псалтирь на святорусском языке
Псалом 2. Вечнозаветная псалтирь на святорусском языке Приспособление для устьевого и скважинного тампонирования и пережатия труб
Приспособление для устьевого и скважинного тампонирования и пережатия труб Кто такие добровольные лесные пожарные
Кто такие добровольные лесные пожарные Памятники неизвестному солдату
Памятники неизвестному солдату Игровые технологии в досуговой деятельности
Игровые технологии в досуговой деятельности Технологическое оборудование складов
Технологическое оборудование складов Гироскопиялық датчик
Гироскопиялық датчик Регулируемые договоры на ОРЭМ. Особенности формирования РД в 2012 году
Регулируемые договоры на ОРЭМ. Особенности формирования РД в 2012 году Видеогостинг как эффективная форма взаимодействия с семьей
Видеогостинг как эффективная форма взаимодействия с семьей Преобразователи частоты
Преобразователи частоты Воспользуйся лучшим. Иисус Христос пришёл улучшить состояние человека
Воспользуйся лучшим. Иисус Христос пришёл улучшить состояние человека Электростеклорез. Задание
Электростеклорез. Задание Освещение жилого помещения. Урок технологии (6 класс)
Освещение жилого помещения. Урок технологии (6 класс) Мода, стиль, искусство и коллажи
Мода, стиль, искусство и коллажи Великий хлебороб России
Великий хлебороб России Аккумулирование тепла в системах централизованного теплоснабжения
Аккумулирование тепла в системах централизованного теплоснабжения Ханс Бальдунг (Грин)
Ханс Бальдунг (Грин) Капиллярная дефектоскопия
Капиллярная дефектоскопия Тігін жіптері, фурнитура, өңдеу және қосымша материалдарды таңдау
Тігін жіптері, фурнитура, өңдеу және қосымша материалдарды таңдау Связь лингводидактики с другими науками
Связь лингводидактики с другими науками пасха 2017
пасха 2017