- Машины и оборудование применяемые на заводах ЖБИ

Содержание
- 2. Машины и оборудование применяемые на заводах ЖБИ ЛЕКЦИЯ 1 Общие сведения.
- 3. Общие сведения о производстве сборных железобетонных изделий Железобетонные изделия, выпускаемые заводами сборного железобетона, могут быть разделены
- 4. Схемы основных железобетонных изделий а— панель перекрытия без пустот, б — панель перекрытии с круглыми пустотами,
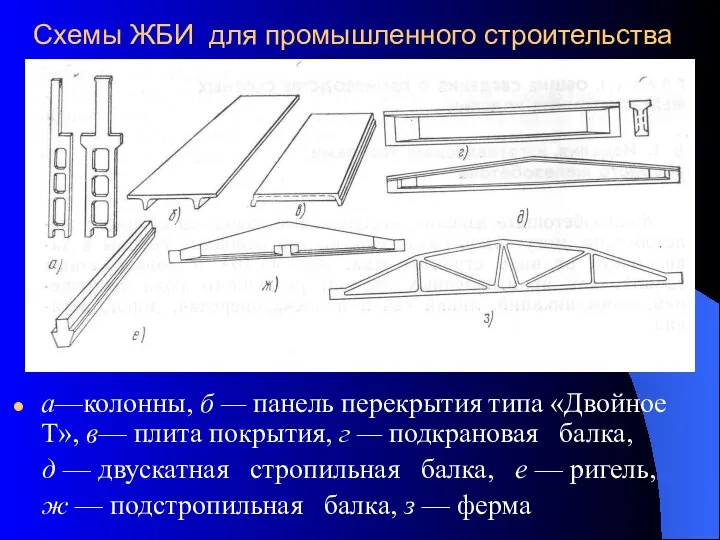
- 5. Схемы ЖБИ для промышленного строительства а—колонны, б — панель перекрытия типа «Двойное T», в— плита покрытия,
- 6. Общие сведения о способах производства ЖБИ Железобетонные изделия изготовляют по одному из трех способов: конвейерному, агрегатно-поточному
- 7. При конвейерном способе изделия изготовляют в формах или на поддонах, которые перемешаются по поточной линии, состоящей
- 8. Учитывая характер движения изделий, такую линию называют непрерывной. На каждом посту линии выполняют одну или несколько
- 9. При массовом изготовлении однотипных железобетонных изделий применяют конвейерный способ производства с непрерывными поточными линиями. Преимущества таких
- 10. При стендовом способе подготовку форм, формование и тепловую обработку изделий производят на стационарных постах. Все материалы
- 11. Систематический рост объемов производства сборных железобетонных изделий и конструкций не возможен без непрерывного повышения степени механизации
- 12. Классификация оборудования заводов ЖБИ
- 13. Классификация машин и оборудование для арматурных работ. Оборудования для заготовки арматурных стержней. Машины для точечной сварки
- 14. Основные виды арматурных изделий и закладных деталей а — плоские сетки, б — гнутые сетки, в
- 15. При подготовке арматуры выполняют следующие операции: упрочнение стали (если требуется); правку, чистку, резку; изготовление каркасов, сеток
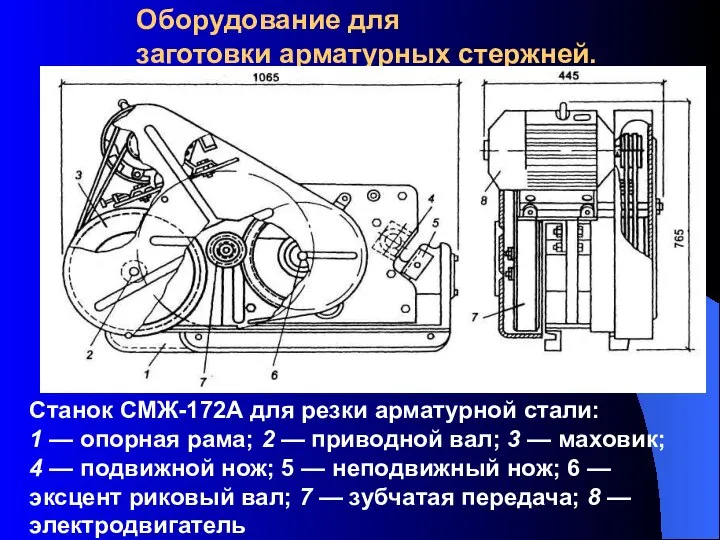
- 16. Оборудование для заготовки арматурных стержней. Станок СМЖ-172А для резки арматурной стали: 1 — опорная рама; 2
- 17. Станок СМЖ-322А для резки арматурной стали 1 — станине, 2 — гидроцнлнндр, 3, 9 – ножи,
- 18. Машины для стыковой сварки арматуры. Машина МС-502 для стыковой сварки: 1 — корпус; 2 — регулировочная
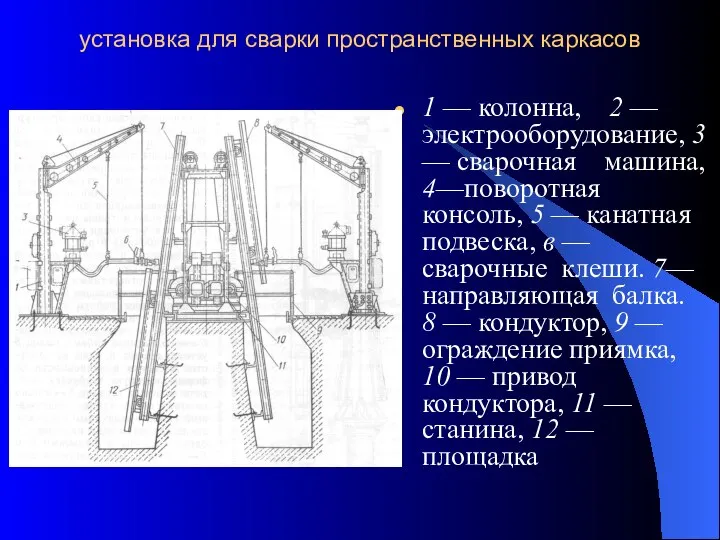
- 19. установка для сварки пространственных каркасов 1 — колонна, 2 — электрооборудование, 3 — сварочная машина, 4—поворотная
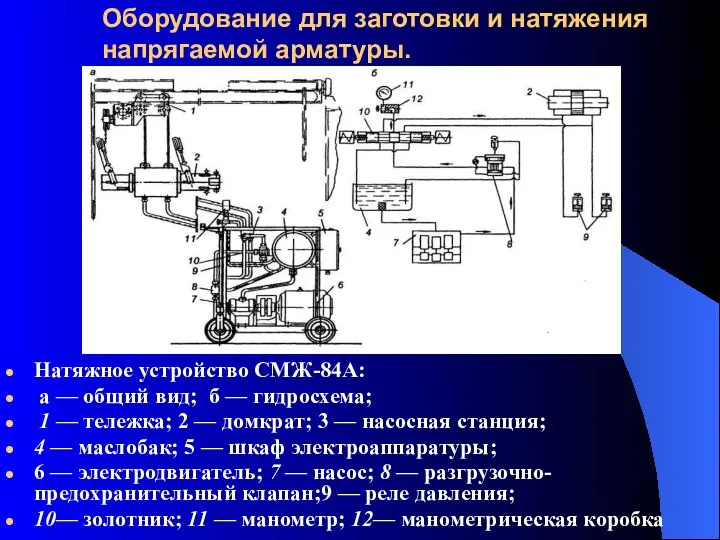
- 20. Оборудование для заготовки и натяжения напрягаемой арматуры. Натяжное устройство СМЖ-84А: а — общий вид; б —
- 21. Машины и оборудование для бетонных работ. Бетоносмесители. Дозаторы. Специализированные автомобили для доставки бетонной смеси. Ленточные конвейеры.
- 22. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ И ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ СМЕСЕЙ И СТРОИТЕЛЬНЫХ РАСТВОРОВ Бетон представляет собой искусственный
- 23. Бетонную смесь приготовляют в бетоносмесительных цехах, построенных по одноступенчатой высотной или двухступенчатой схеме . От качества
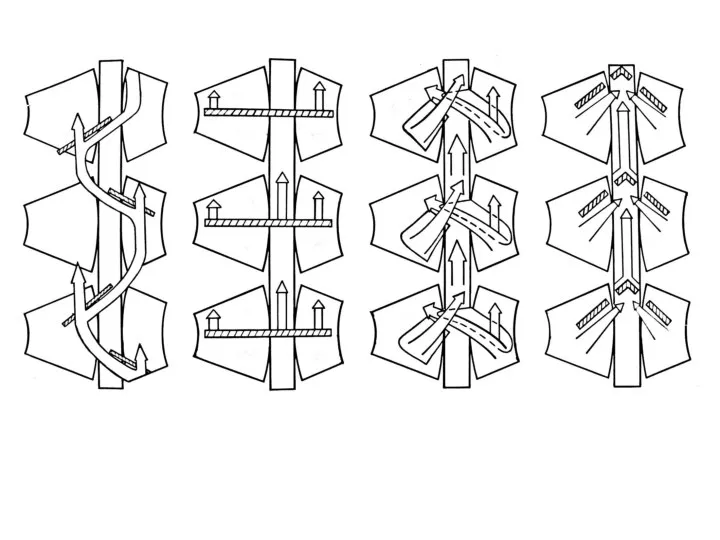
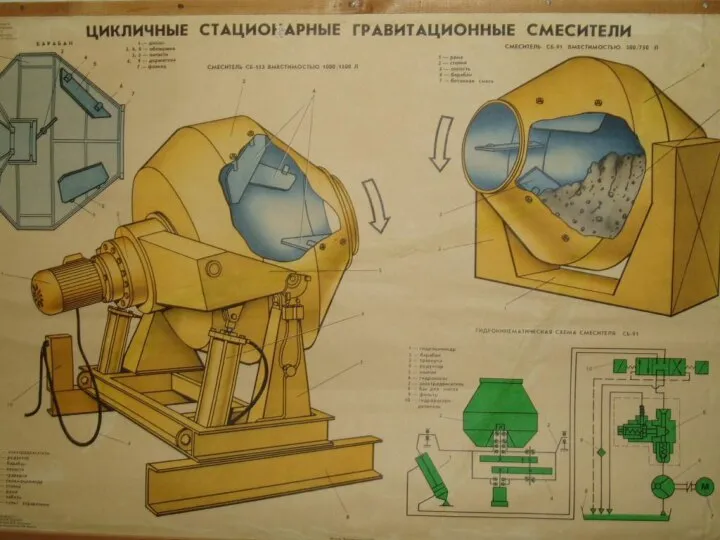
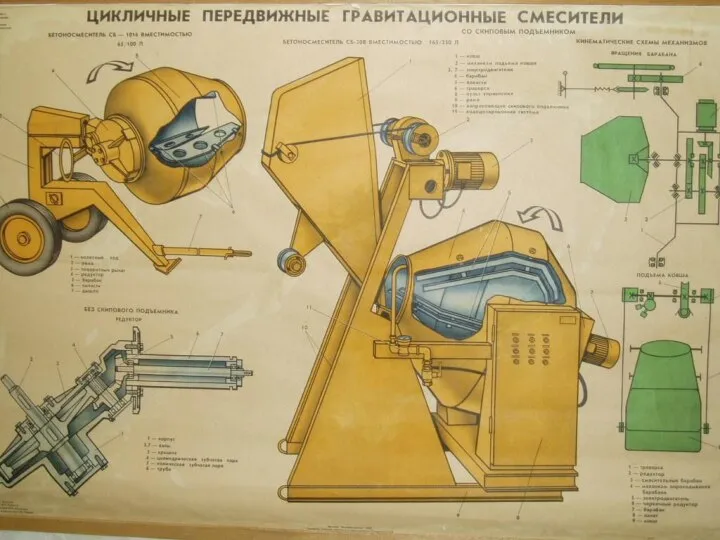
- 24. Принципиальные схемы смесителей: а, б — циклический гравитационный и принудительного действия; в и г — непрерывного
- 25. БЕТОНОСМЕСИТЕЛИ. Производительность: Бетоносмеситель циклического действия : Бетоносмеситель непрерывного действия :
- 27. Гравитационный бетоносмеситель с консольным барабаном
- 28. Гравитационный бетоносмеситель с опиранием барабана на ролики
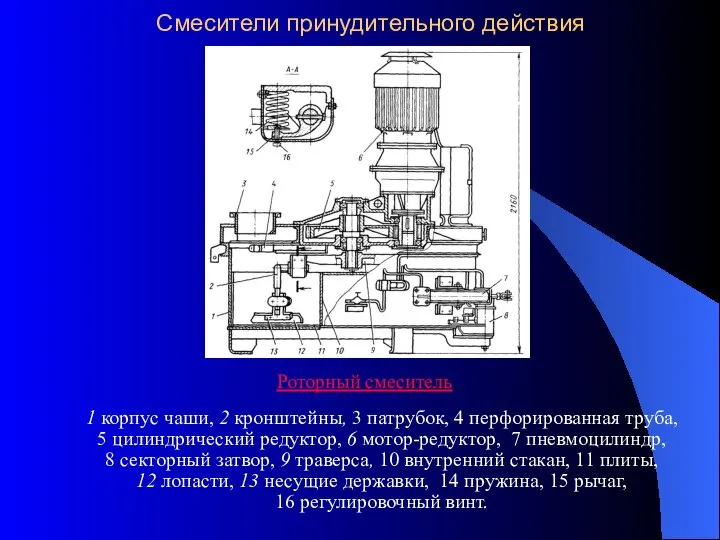
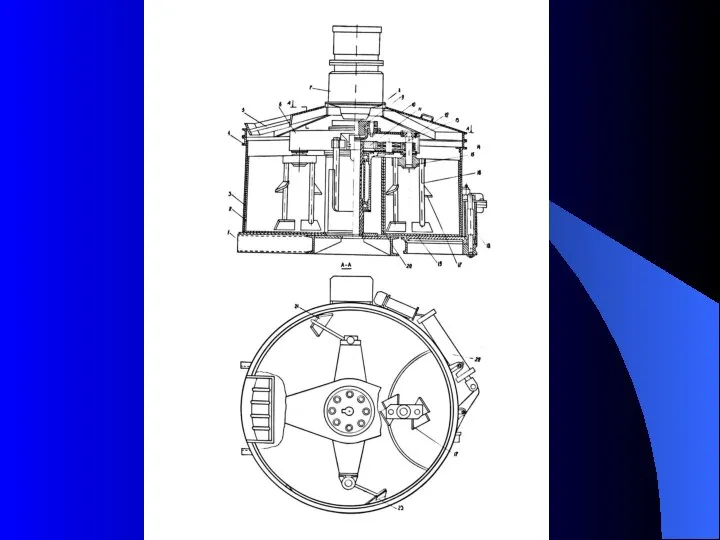
- 31. Смесители принудительного действия Роторный смеситель 1 корпус чаши, 2 кронштейны, 3 патрубок, 4 перфорированная труба, 5
- 34. Турбулентный смеситель Двухвальный смеситель непрерывного действия: a — общий вид; б — схема привода валов Растворосмеситель
- 35. БЕТОНО- И РАСТВОРОСМЕСИТЕЛЬНЫЕ ЗАВОДЫ И УСТАНОВКИ Процесс производства бетонных и растворных смесей представляет ряд последовательных механизированных
- 36. Классификация бетоно – и растворосмесительных заводов и установок : По назначению: товарного бетона (бетонной смеси) строительного
- 37. Приобъектная бетоносмесительная установка (до 10 м3/ч) 1 скреперный ковш, 2 стрела, 3 поворотная платформа, 4 шнек,
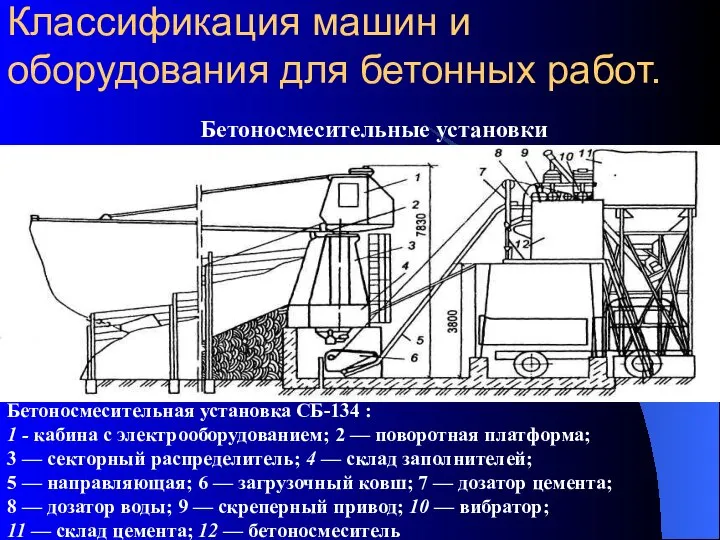
- 38. Классификация машин и оборудования для бетонных работ. Бетоносмесительные установки Бетоносмесительная установка СБ-134 : 1 - кабина
- 39. Бетоносмесительный узел с двумя гравитационными смесителями 1 воронка, 2 шнек, 3 элеватор, 4 бункера, 5 смеситель,
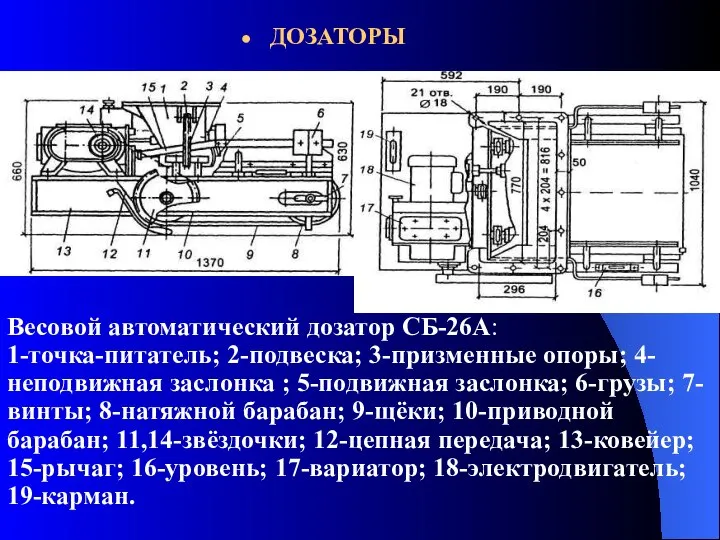
- 44. ДОЗАТОРЫ
- 45. ДОЗИРОВОЧНОЕ ОБОРУДОВАНИЕ БЕТОНО- И РАСТВОРОСМЕСИТЕЛЬНЫХ УЗЛОВ И УСТАНОВОК По назначению: - для жидких сред - для
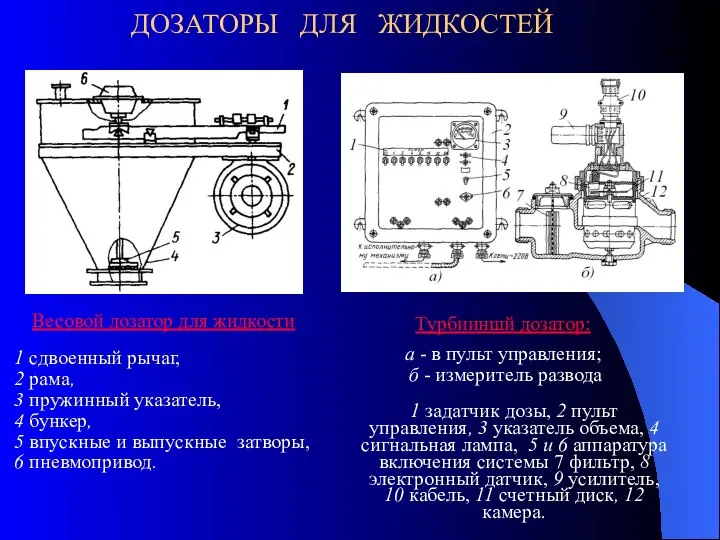
- 46. ДОЗАТОРЫ ДЛЯ ЖИДКОСТЕЙ Весовой дозатор для жидкости 1 сдвоенный рычаг, 2 рама, 3 пружинный указатель, 4
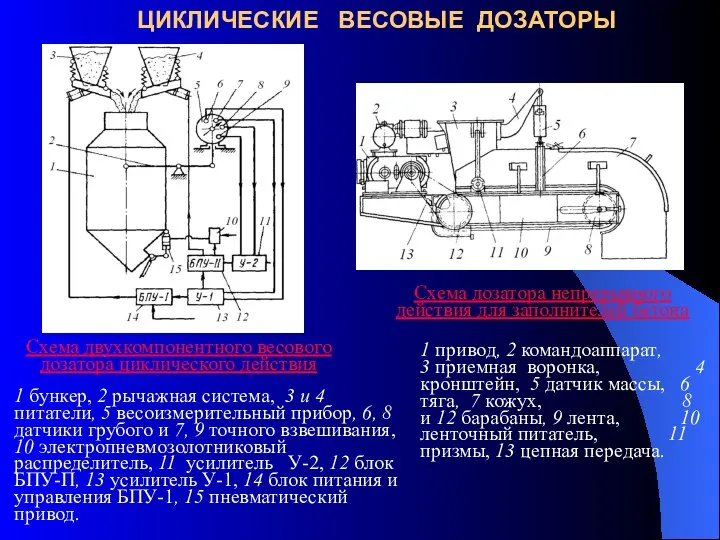
- 47. ЦИКЛИЧЕСКИЕ ВЕСОВЫЕ ДОЗАТОРЫ Схема двухкомпонентного весового дозатора циклического действия 1 бункер, 2 рычажная система, 3 и
- 48. ДОЗАТОРЫ
- 49. Схема автоматического управления БСУ на базе системы «АКА—бетон» Где 1 и 6 датчики положений рабочих органов,
- 51. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ И РАСТВОРНЫХ СМЕСЕЙ От смесеприготовительных предприятий на строительные объекты смеси
- 53. Схема распределителей бетононасосов: а - коленчатого; б - пробкового; в -пластинчатого Бетононасос с гидравлическим приводом и
- 56. Бетононасос СБ-85 : 1 — приемный бункер; 2 — клапанная коробка; 3 — рама; 4 —
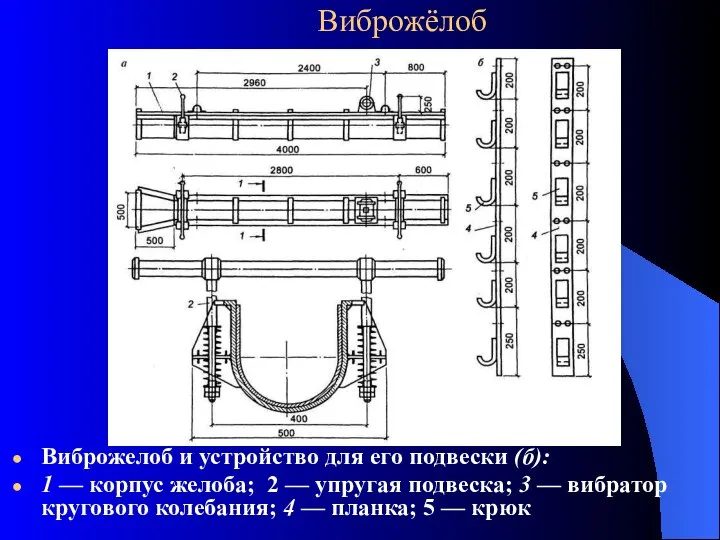
- 57. Виброжелоб и устройство для его подвески (б): 1 — корпус желоба; 2 — упругая подвеска; 3
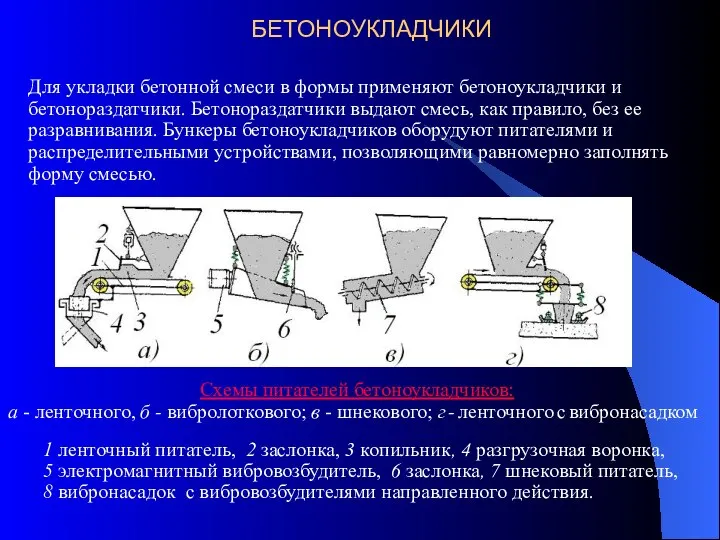
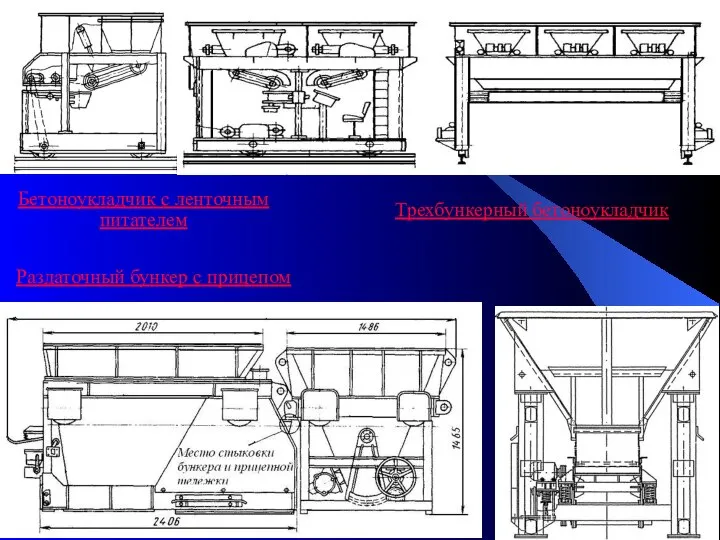
- 58. БЕТОНОУКЛАДЧИКИ Для укладки бетонной смеси в формы применяют бетоноукладчики и бетонораздатчики. Бетонораздатчики выдают смесь, как правило,
- 60. Бетоноукладчик с ленточным питателем Трехбункерный бетоноукладчик Раздаточный бункер с прицепом
- 61. Процесс формования заключается в придании сырьевым смесям соответствующих форм, плотности и прочности, необходимых для последующих операций
- 62. Классификация машин для уплотнения бетонной смеси По способу установки: а) площадочные б) внутренние в) наружные Где
- 63. По способу создаваемых колебаний: а) круговые б) эллиптические в) направленные По назначению: а) вибрационные площадки б)
- 64. Глубинные вибровозбудители: а — с вынесенным двигателем; б — планетарный; в — с встроенным двигателем; г
- 65. Пневматический прикрепляемый вибратор общего назначения вибратор ВП-2: 1 — пневмодвигатель; 2 — корпус; 3 — рукав;
- 66. Электрический вибратор общего назначения с круговой вынуждающей силой: 1 — крышка; 2 — наружный дебаланс; 3
- 67. Схема блочной виброплощадки с вертикально направленными колебаниями 1 виброблоки, 2 пружины, 3 электромагниты, 4 рама, 5
- 68. Масса колеблющейся с вибровозбудителем смеси где Dk и L – диаметр корпуса и длина вибровозбудителя соответственно,
- 69. Рекомендуемые значения частот и амплитуд А колебаний глубинных вибровозбудителей в зависимости от диаметра их корпуса:
- 70. Статический момент (кг*м) масса дебаланса
- 71. Мощность (Вт), необходимая для поддержания колебаний
- 72. Мощность, затрачиваемая на трение в подшипниках дебалансов вибровозбудителей
- 73. Мощность, расходуемая на преодоление трения качения бегунка
- 74. Общая мощность вибронасадка
- 75. Схема блочной виброплощадки с вертикально направленными колебаниями 1 виброблоки, 2 пружины, 3 электромагниты, 4 рама, 5
- 77. Вибрируемая масса виброплощадки
- 78. Статический момент массы дебалансов
- 79. Оборудование для отделки поверхностей железобетонных изделий а — реечный; б - дисковый механизм
- 81. Скачать презентацию
Машины и оборудование применяемые на заводах ЖБИ
ЛЕКЦИЯ 1
Общие сведения.
Машины и оборудование применяемые на заводах ЖБИ
ЛЕКЦИЯ 1
Общие сведения.
Общие сведения о производстве сборных железобетонных изделий
Железобетонные изделия, выпускаемые заводами
Общие сведения о производстве сборных железобетонных изделий
Железобетонные изделия, выпускаемые заводами

Схемы основных железобетонных изделий
а— панель перекрытия без пустот, б — панель
Схемы основных железобетонных изделий
а— панель перекрытия без пустот, б — панель
Схемы ЖБИ для промышленного строительства
а—колонны, б — панель перекрытия типа
Схемы ЖБИ для промышленного строительства
а—колонны, б — панель перекрытия типа
Общие сведения о способах производства ЖБИ
Железобетонные изделия изготовляют по одному
Общие сведения о способах производства ЖБИ
Железобетонные изделия изготовляют по одному
При конвейерном способе изделия изготовляют в формах или на поддонах, которые
При конвейерном способе изделия изготовляют в формах или на поддонах, которые
Учитывая характер движения изделий, такую линию называют непрерывной. На каждом посту
Учитывая характер движения изделий, такую линию называют непрерывной. На каждом посту
При массовом изготовлении однотипных железобетонных изделий применяют конвейерный способ производства с
При массовом изготовлении однотипных железобетонных изделий применяют конвейерный способ производства с
При стендовом способе подготовку форм, формование и тепловую обработку изделий производят
При стендовом способе подготовку форм, формование и тепловую обработку изделий производят
Систематический рост объемов производства сборных железобетонных изделий и конструкций не возможен
Систематический рост объемов производства сборных железобетонных изделий и конструкций не возможен
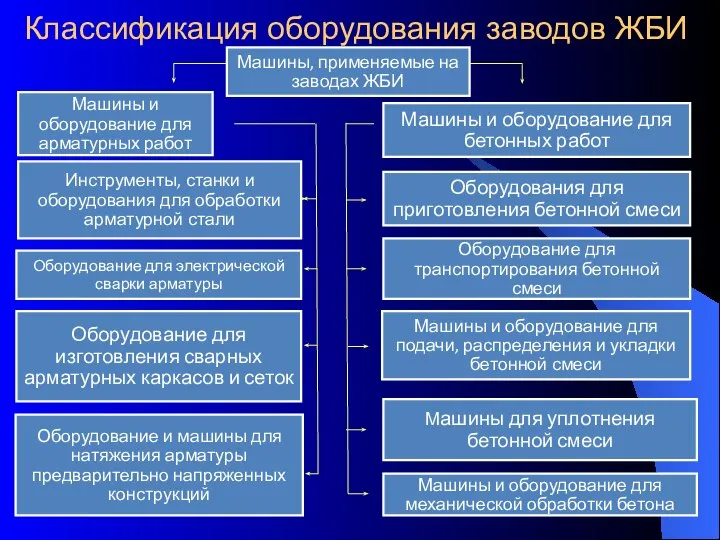
Классификация оборудования заводов ЖБИ
Классификация оборудования заводов ЖБИ
Классификация машин и оборудование для арматурных работ.
Оборудования для заготовки арматурных стержней.
Классификация машин и оборудование для арматурных работ.
Оборудования для заготовки арматурных стержней.
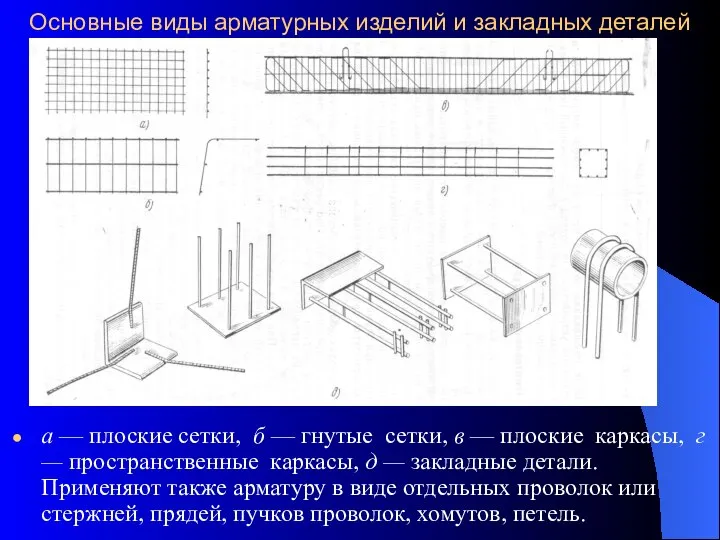
Основные виды арматурных изделий и закладных деталей
а — плоские сетки, б
Основные виды арматурных изделий и закладных деталей
а — плоские сетки, б
При подготовке арматуры выполняют следующие операции: упрочнение стали (если требуется); правку,
При подготовке арматуры выполняют следующие операции: упрочнение стали (если требуется); правку,
Оборудование для
заготовки арматурных стержней.
Станок СМЖ-172А для резки арматурной стали:
1 —
Оборудование для
заготовки арматурных стержней.
Станок СМЖ-172А для резки арматурной стали:
1 —

Станок СМЖ-322А для резки арматурной стали
1 — станине, 2 —
Станок СМЖ-322А для резки арматурной стали
1 — станине, 2 —

Машины для стыковой сварки арматуры.
Машина МС-502 для стыковой сварки:
1 — корпус;
Машины для стыковой сварки арматуры.
Машина МС-502 для стыковой сварки:
1 — корпус;
установка для сварки пространственных каркасов
1 — колонна, 2 — электрооборудование,
установка для сварки пространственных каркасов
1 — колонна, 2 — электрооборудование,
Оборудование для заготовки и натяжения напрягаемой арматуры.
Натяжное устройство СМЖ-84А:
а —
Оборудование для заготовки и натяжения напрягаемой арматуры.
Натяжное устройство СМЖ-84А:
а —
Машины и оборудование для бетонных работ.
Бетоносмесители.
Дозаторы.
Специализированные автомобили для доставки бетонной смеси.
Ленточные
Машины и оборудование для бетонных работ.
Бетоносмесители.
Дозаторы.
Специализированные автомобили для доставки бетонной смеси.
Ленточные
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ И ТРАНСПОРТИРОВАНИЯ
БЕТОННЫХ СМЕСЕЙ И СТРОИТЕЛЬНЫХ РАСТВОРОВ
Бетон
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ И ТРАНСПОРТИРОВАНИЯ
БЕТОННЫХ СМЕСЕЙ И СТРОИТЕЛЬНЫХ РАСТВОРОВ
Бетон
Бетонную смесь приготовляют в бетоносмесительных цехах, построенных по одноступенчатой высотной или
Бетонную смесь приготовляют в бетоносмесительных цехах, построенных по одноступенчатой высотной или
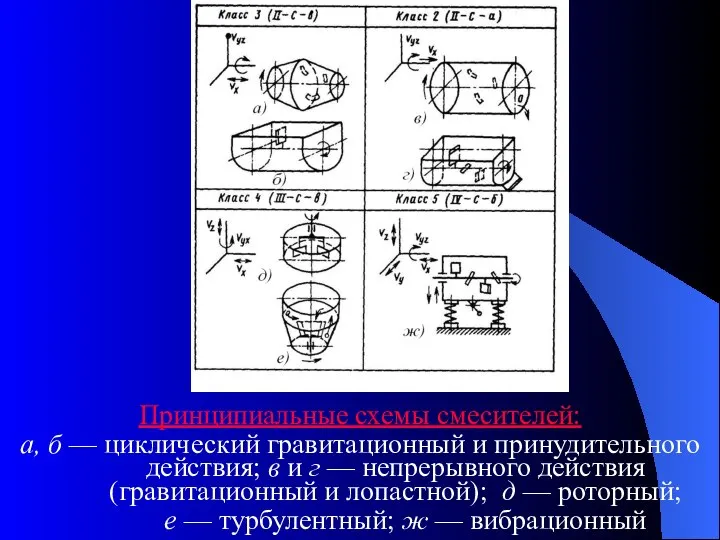
Принципиальные схемы смесителей:
а, б — циклический гравитационный и принудительного действия; в
Принципиальные схемы смесителей:
а, б — циклический гравитационный и принудительного действия; в
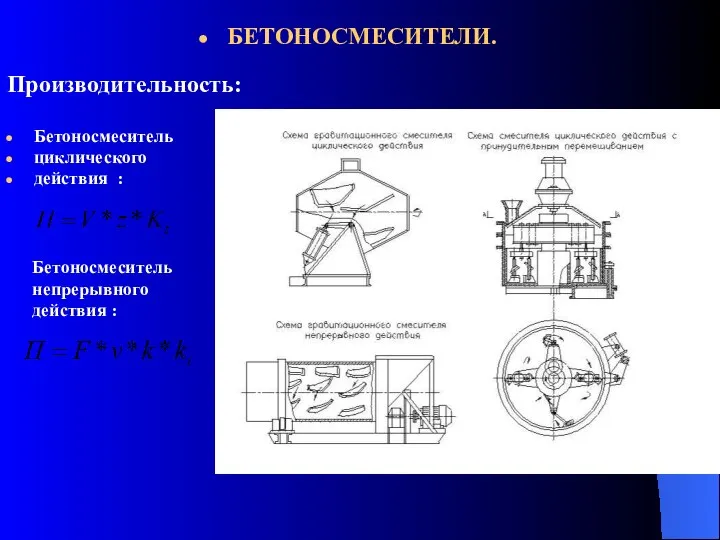
БЕТОНОСМЕСИТЕЛИ.
Производительность:
Бетоносмеситель
циклического
действия :
Бетоносмеситель
непрерывного
действия :
БЕТОНОСМЕСИТЕЛИ.
Производительность:
Бетоносмеситель
циклического
действия :
Бетоносмеситель
непрерывного
действия :
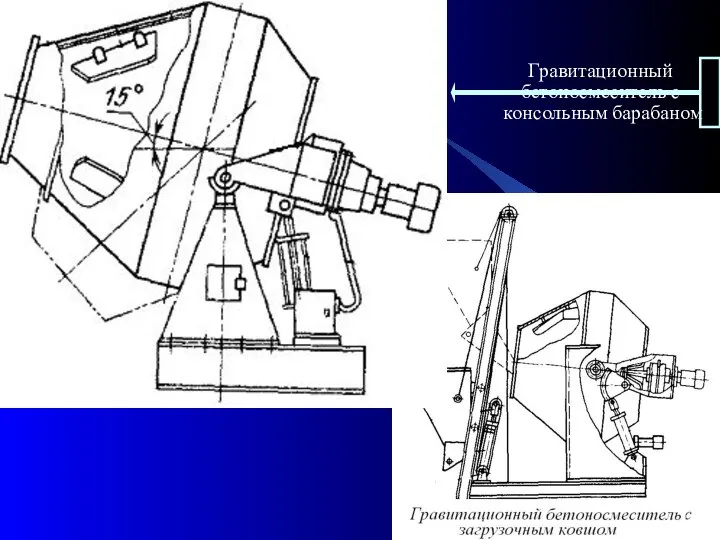
Гравитационный
бетоносмеситель с
консольным барабаном
Гравитационный
бетоносмеситель с
консольным барабаном
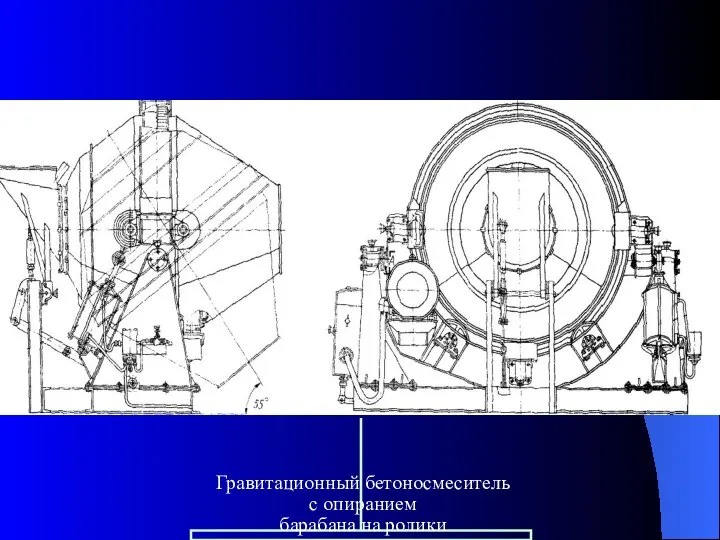
Гравитационный бетоносмеситель
с опиранием
барабана на ролики
Гравитационный бетоносмеситель
с опиранием
барабана на ролики
Смесители принудительного действия
Роторный смеситель
1 корпус чаши, 2 кронштейны, 3 патрубок, 4
Смесители принудительного действия
Роторный смеситель
1 корпус чаши, 2 кронштейны, 3 патрубок, 4

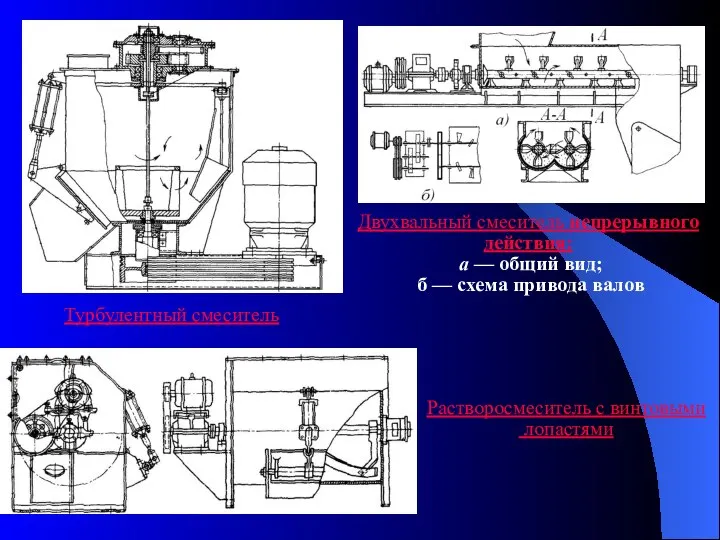
Турбулентный смеситель
Двухвальный смеситель непрерывного
действия:
a — общий вид;
б —
Турбулентный смеситель
Двухвальный смеситель непрерывного
действия:
a — общий вид;
б —
БЕТОНО- И РАСТВОРОСМЕСИТЕЛЬНЫЕ ЗАВОДЫ И УСТАНОВКИ
Процесс производства бетонных и растворных смесей
БЕТОНО- И РАСТВОРОСМЕСИТЕЛЬНЫЕ ЗАВОДЫ И УСТАНОВКИ
Процесс производства бетонных и растворных смесей
Классификация бетоно – и растворосмесительных заводов и установок :
По назначению:
товарного бетона
Классификация бетоно – и растворосмесительных заводов и установок :
По назначению:
товарного бетона
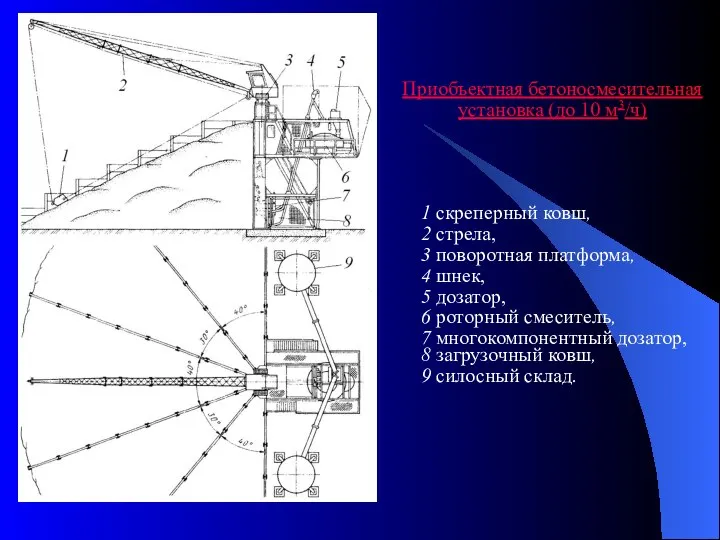
Приобъектная бетоносмесительная
установка (до 10 м3/ч)
1 скреперный ковш,
2 стрела,
3
Приобъектная бетоносмесительная
установка (до 10 м3/ч)
1 скреперный ковш,
2 стрела,
3
Классификация машин и оборудования для бетонных работ.
Бетоносмесительные установки
Бетоносмесительная установка СБ-134 :
1
Классификация машин и оборудования для бетонных работ.
Бетоносмесительные установки
Бетоносмесительная установка СБ-134 :
1
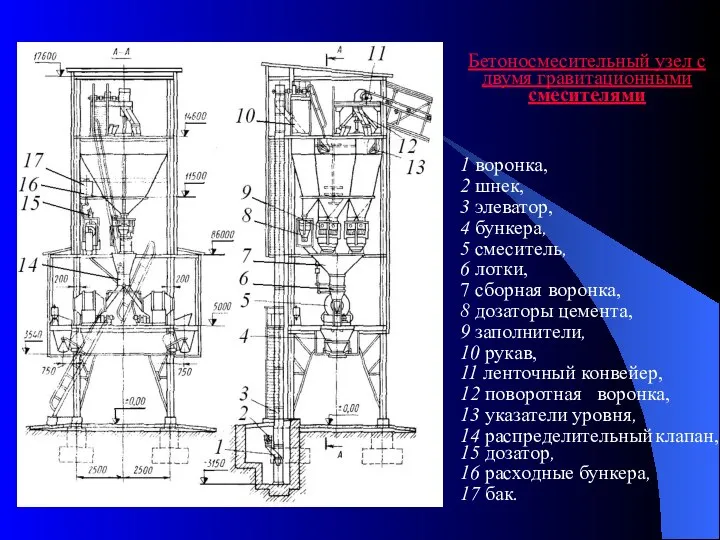
Бетоносмесительный узел с двумя гравитационными смесителями
1 воронка,
2 шнек,
3 элеватор,
Бетоносмесительный узел с двумя гравитационными смесителями
1 воронка,
2 шнек,
3 элеватор,





ДОЗАТОРЫ
ДОЗАТОРЫ

ДОЗИРОВОЧНОЕ ОБОРУДОВАНИЕ
БЕТОНО- И РАСТВОРОСМЕСИТЕЛЬНЫХ УЗЛОВ И УСТАНОВОК
По назначению:
- для жидких сред
-
ДОЗИРОВОЧНОЕ ОБОРУДОВАНИЕ
БЕТОНО- И РАСТВОРОСМЕСИТЕЛЬНЫХ УЗЛОВ И УСТАНОВОК
По назначению:
- для жидких сред
-
ДОЗАТОРЫ ДЛЯ ЖИДКОСТЕЙ
Весовой дозатор для жидкости
1 сдвоенный рычаг,
2 рама,
3
ДОЗАТОРЫ ДЛЯ ЖИДКОСТЕЙ
Весовой дозатор для жидкости
1 сдвоенный рычаг,
2 рама,
3
ЦИКЛИЧЕСКИЕ ВЕСОВЫЕ ДОЗАТОРЫ
Схема двухкомпонентного весового дозатора циклического действия
1 бункер, 2 рычажная
ЦИКЛИЧЕСКИЕ ВЕСОВЫЕ ДОЗАТОРЫ
Схема двухкомпонентного весового дозатора циклического действия
1 бункер, 2 рычажная
ДОЗАТОРЫ
ДОЗАТОРЫ
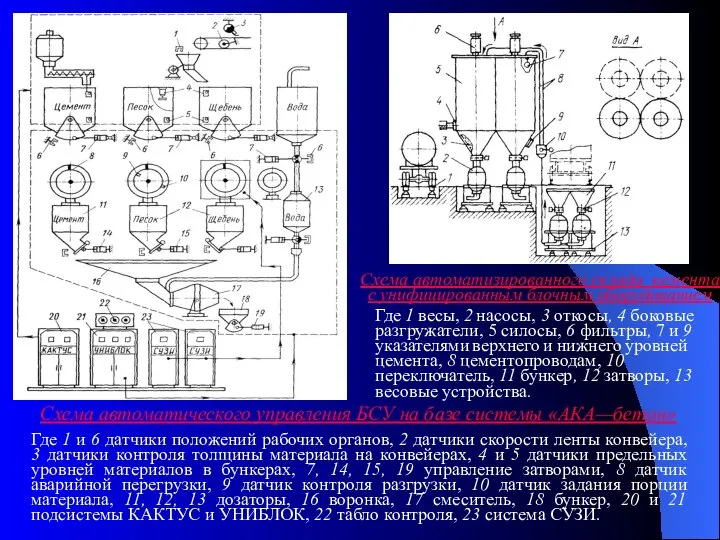
Схема автоматического управления БСУ на базе системы «АКА—бетон»
Где 1 и 6
Схема автоматического управления БСУ на базе системы «АКА—бетон»
Где 1 и 6


МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ И РАСТВОРНЫХ СМЕСЕЙ
От смесеприготовительных предприятий
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ И РАСТВОРНЫХ СМЕСЕЙ
От смесеприготовительных предприятий


Схема распределителей
бетононасосов:
а - коленчатого; б - пробкового;
в -пластинчатого
Бетононасос с
Схема распределителей
бетононасосов:
а - коленчатого; б - пробкового;
в -пластинчатого
Бетононасос с



Бетононасос СБ-85 :
1 — приемный бункер; 2 — клапанная коробка; 3
Бетононасос СБ-85 :
1 — приемный бункер; 2 — клапанная коробка; 3
Виброжелоб и устройство для его подвески (б):
1 — корпус желоба;
Виброжелоб и устройство для его подвески (б):
1 — корпус желоба;
БЕТОНОУКЛАДЧИКИ
Для укладки бетонной смеси в формы применяют бетоноукладчики и бетонораздатчики. Бетонораздатчики
БЕТОНОУКЛАДЧИКИ
Для укладки бетонной смеси в формы применяют бетоноукладчики и бетонораздатчики. Бетонораздатчики

Бетоноукладчик с ленточным
питателем
Трехбункерный бетоноукладчик
Раздаточный бункер с прицепом
Бетоноукладчик с ленточным
питателем
Трехбункерный бетоноукладчик
Раздаточный бункер с прицепом
Процесс формования заключается в придании сырьевым смесям соответствующих форм, плотности и
Процесс формования заключается в придании сырьевым смесям соответствующих форм, плотности и
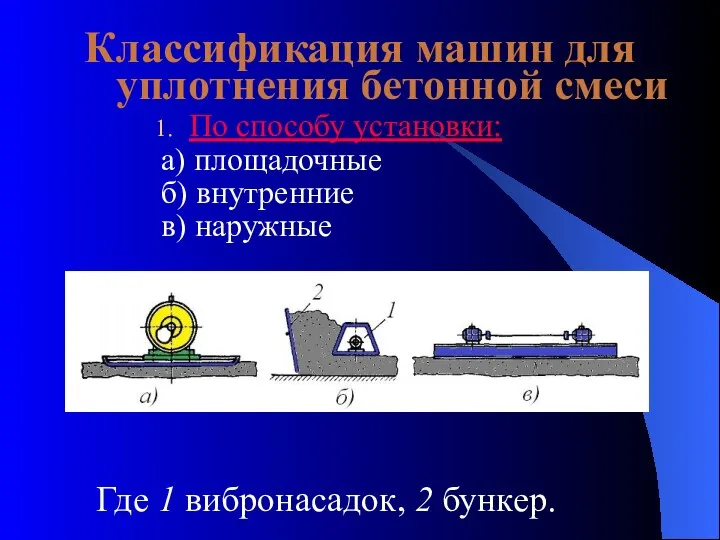
Классификация машин для уплотнения бетонной смеси
По способу установки:
а) площадочные
б) внутренние
в) наружные
Где
Классификация машин для уплотнения бетонной смеси
По способу установки:
а) площадочные
б) внутренние
в) наружные
Где
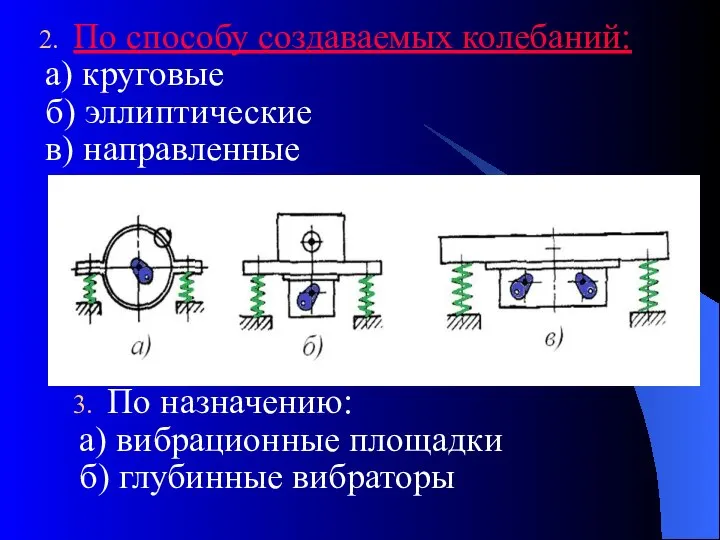
По способу создаваемых колебаний:
а) круговые
б) эллиптические
в) направленные
По назначению:
а) вибрационные площадки
б) глубинные
По способу создаваемых колебаний:
а) круговые
б) эллиптические
в) направленные
По назначению:
а) вибрационные площадки
б) глубинные
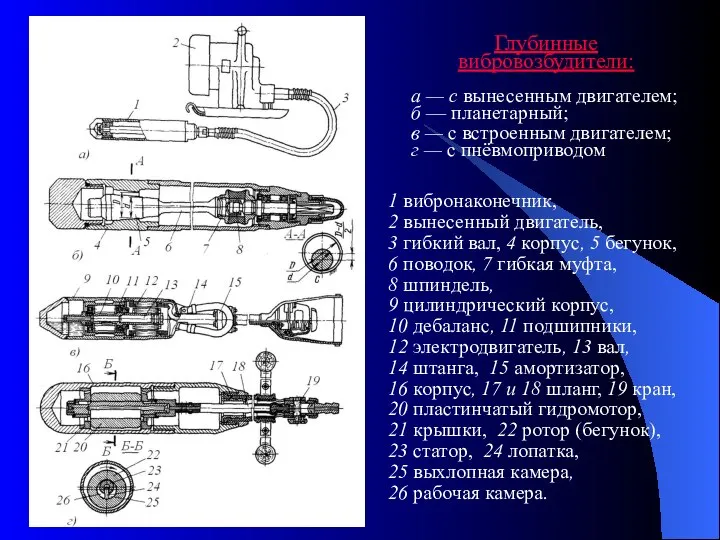
Глубинные вибровозбудители:
а — с вынесенным двигателем; б — планетарный;
в —
Глубинные вибровозбудители:
а — с вынесенным двигателем; б — планетарный;
в —
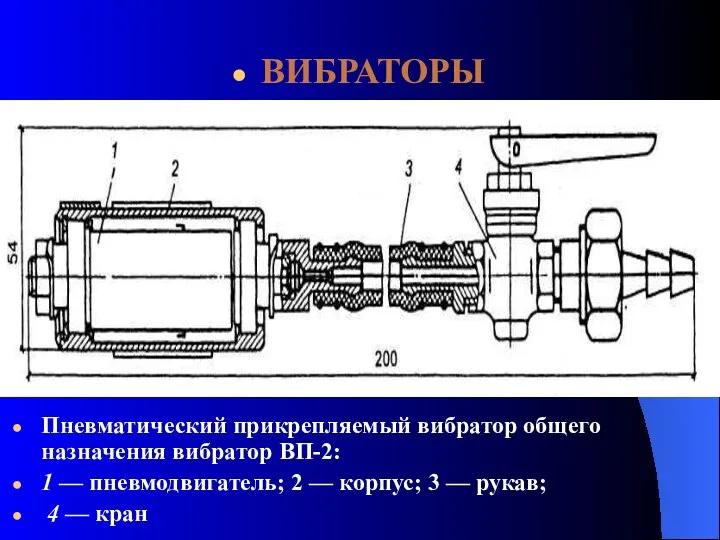
Пневматический прикрепляемый вибратор общего назначения вибратор ВП-2:
1 — пневмодвигатель; 2
Пневматический прикрепляемый вибратор общего назначения вибратор ВП-2:
1 — пневмодвигатель; 2
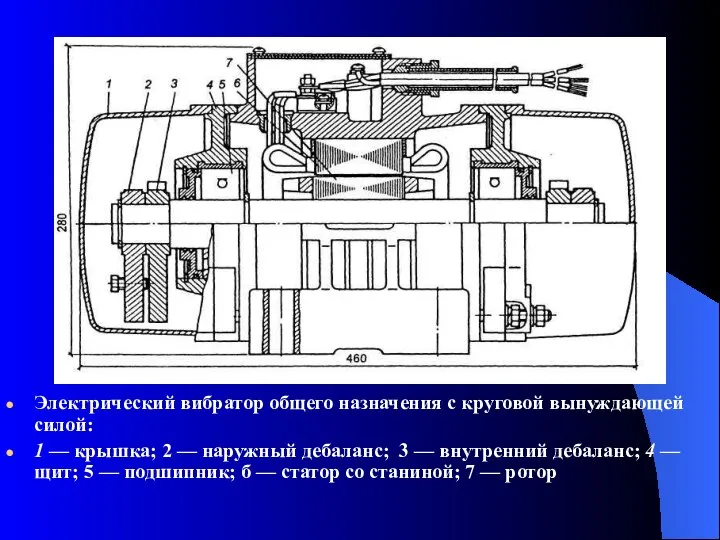
Электрический вибратор общего назначения с круговой вынуждающей силой:
1 — крышка; 2
Электрический вибратор общего назначения с круговой вынуждающей силой:
1 — крышка; 2
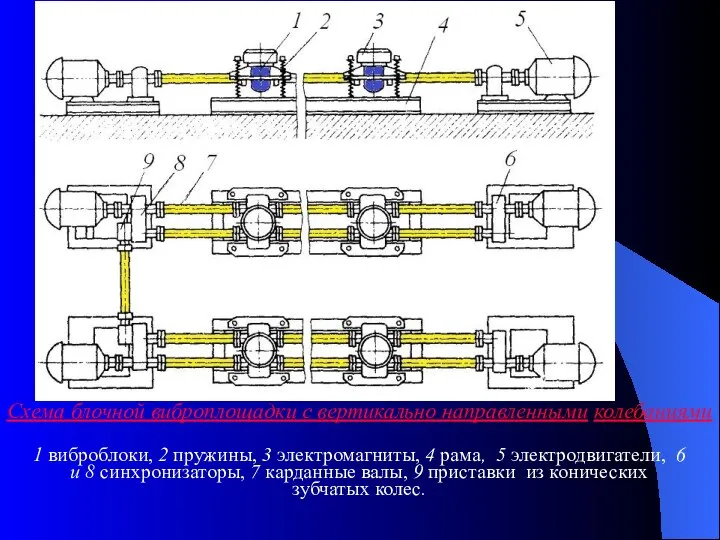
Схема блочной виброплощадки с вертикально направленными колебаниями
1 виброблоки, 2 пружины, 3
Схема блочной виброплощадки с вертикально направленными колебаниями
1 виброблоки, 2 пружины, 3
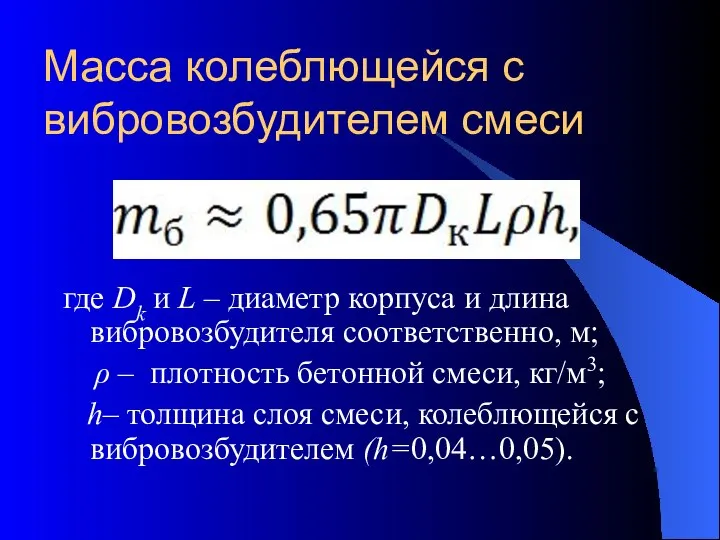
Масса колеблющейся с вибровозбудителем смеси
где Dk и L – диаметр корпуса
Масса колеблющейся с вибровозбудителем смеси
где Dk и L – диаметр корпуса
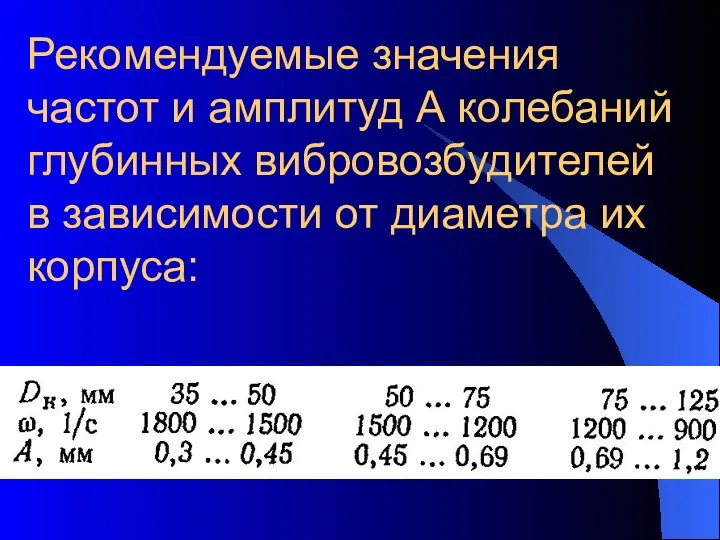
Рекомендуемые значения частот и амплитуд А колебаний глубинных вибровозбудителей в зависимости
Рекомендуемые значения частот и амплитуд А колебаний глубинных вибровозбудителей в зависимости
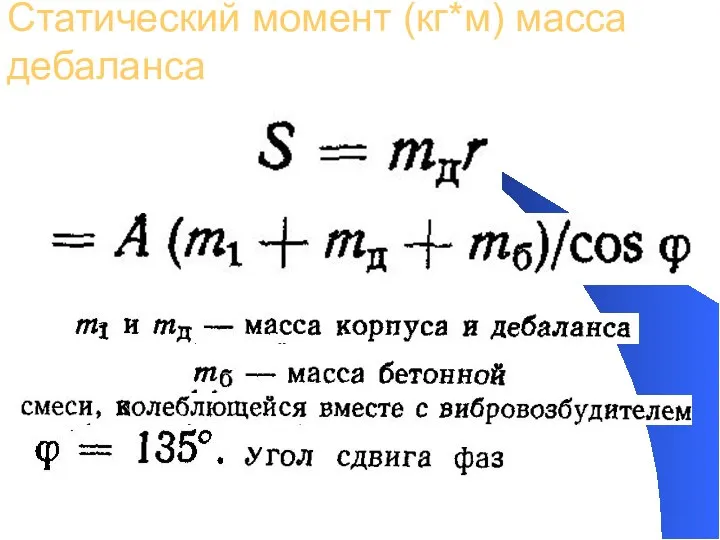
Статический момент (кг*м) масса дебаланса
Статический момент (кг*м) масса дебаланса
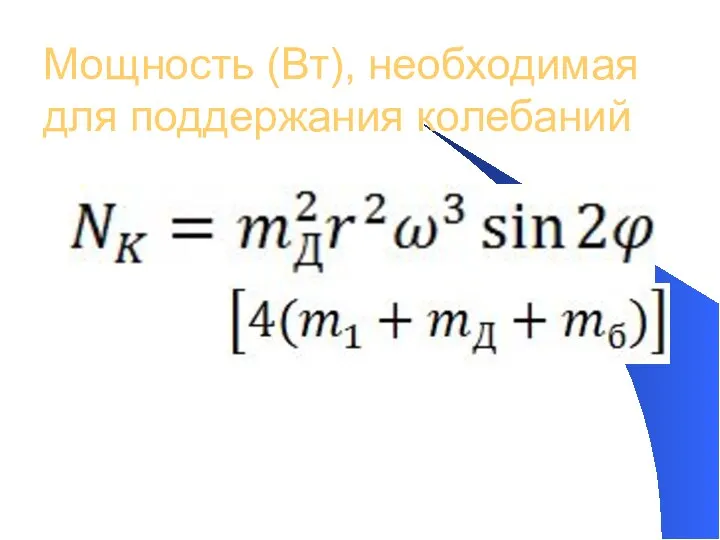
Мощность (Вт), необходимая для поддержания колебаний
Мощность (Вт), необходимая для поддержания колебаний
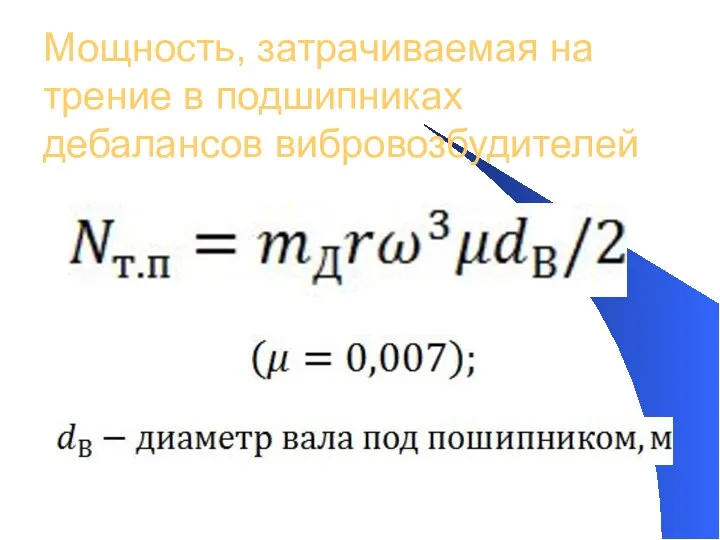
Мощность, затрачиваемая на трение в подшипниках дебалансов вибровозбудителей
Мощность, затрачиваемая на трение в подшипниках дебалансов вибровозбудителей
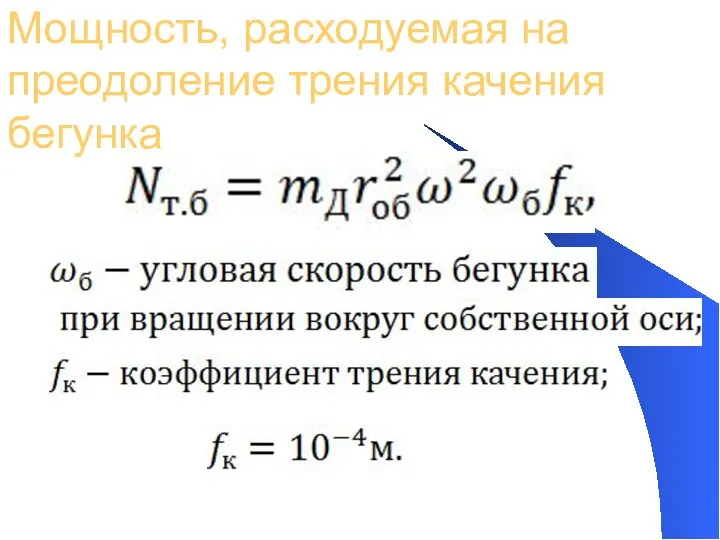
Мощность, расходуемая на преодоление трения качения бегунка
Мощность, расходуемая на преодоление трения качения бегунка
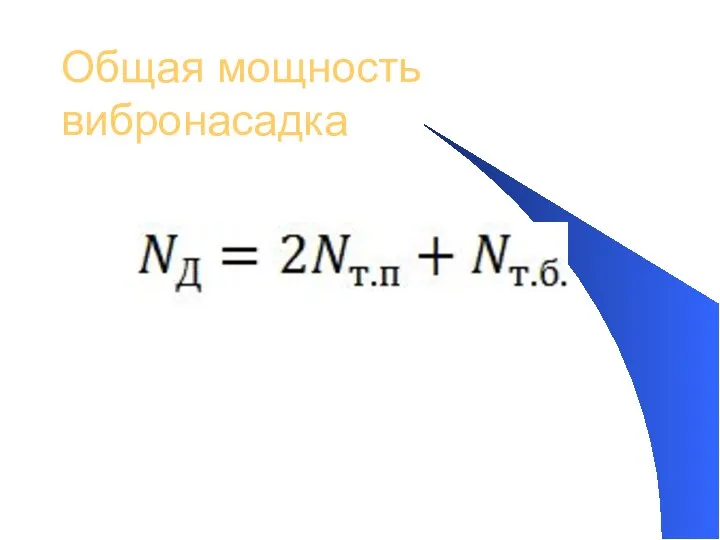
Общая мощность вибронасадка
Общая мощность вибронасадка
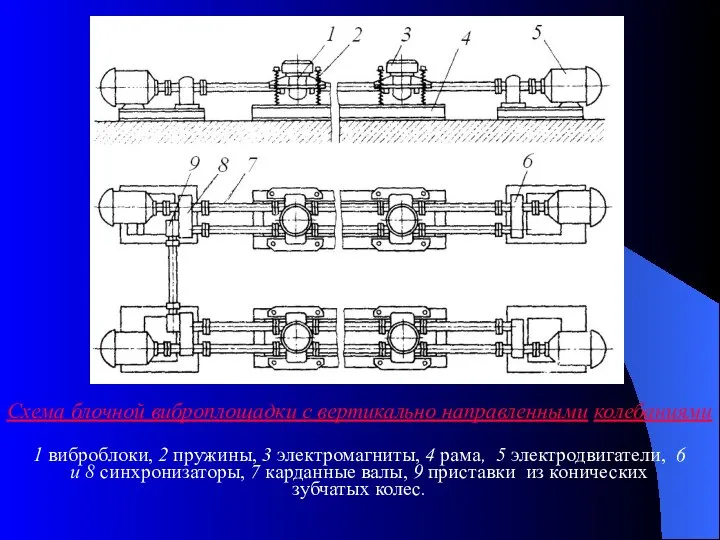
Схема блочной виброплощадки с вертикально направленными колебаниями
1 виброблоки, 2 пружины, 3
Схема блочной виброплощадки с вертикально направленными колебаниями
1 виброблоки, 2 пружины, 3

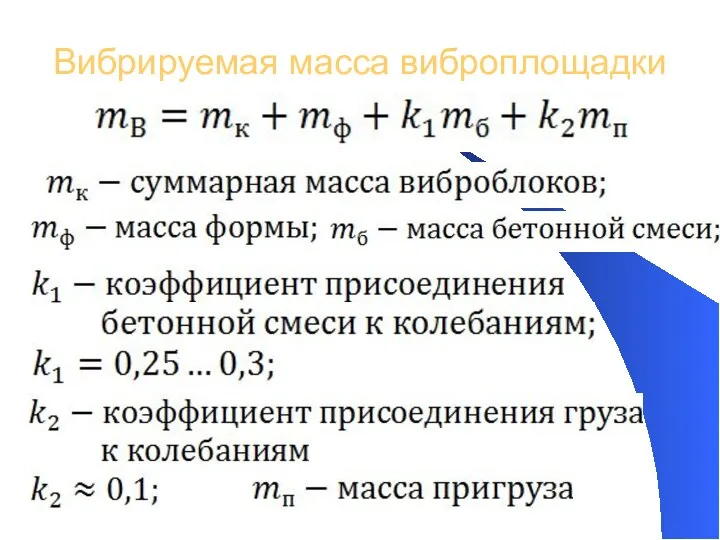
Вибрируемая масса виброплощадки
Вибрируемая масса виброплощадки
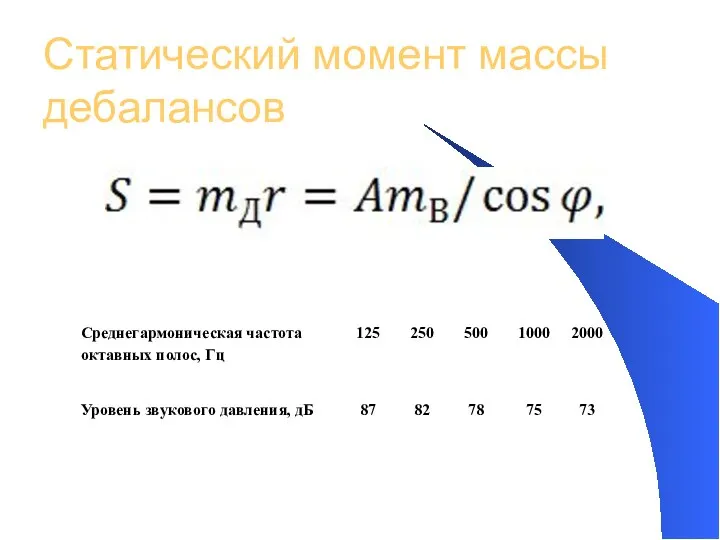
Статический момент массы дебалансов
Статический момент массы дебалансов

Оборудование для отделки поверхностей железобетонных изделий
а — реечный; б - дисковый
Оборудование для отделки поверхностей железобетонных изделий
а — реечный; б - дисковый
 Колбасные изделия
Колбасные изделия Структура проекта
Структура проекта Разработка нефтяных месторождений
Разработка нефтяных месторождений Применение гидромолота на рудных секторах
Применение гидромолота на рудных секторах Основные принципы построения и состав процессоров
Основные принципы построения и состав процессоров 产品介绍. 产品编号
产品介绍. 产品编号 Оказание услуг по нанесению функциональных покрытий
Оказание услуг по нанесению функциональных покрытий ТИПЫ КОЖИ - ОЭК Занятие №2 (2)
ТИПЫ КОЖИ - ОЭК Занятие №2 (2) Номинации 11-б класс. Новые созвездия
Номинации 11-б класс. Новые созвездия Стихотворения русских поэтов о природе
Стихотворения русских поэтов о природе Милосердие и сострадание
Милосердие и сострадание Ковальство в Україні
Ковальство в Україні Пошаговый урок. Солдатики
Пошаговый урок. Солдатики 20111101_shifrovalshchik
20111101_shifrovalshchik Воскрешения мертвых, совершенные Иисусом Христом
Воскрешения мертвых, совершенные Иисусом Христом Заводоуковский районный Совет ветеранов приглашает школьников принять участие в акции Чистые руки
Заводоуковский районный Совет ветеранов приглашает школьников принять участие в акции Чистые руки Грехопадение
Грехопадение Аппаратура управления и защиты технологических электроустановок
Аппаратура управления и защиты технологических электроустановок Primer_prezentatsii
Primer_prezentatsii Виды вытачек
Виды вытачек ОТГАДАЙ НАЗВАНИЕ ФИЛЬМА
ОТГАДАЙ НАЗВАНИЕ ФИЛЬМА Список приобретенных электронных изданий Издательского центра Академия
Список приобретенных электронных изданий Издательского центра Академия Синтез систем автоматического управления
Синтез систем автоматического управления ГАЗПРОМ-КЛАСС
ГАЗПРОМ-КЛАСС Статистика посевных площадей, урожая и урожайности
Статистика посевных площадей, урожая и урожайности pustaya_forma
pustaya_forma Видеокарта
Видеокарта Студенчество: особенности положения и специфические проблемы
Студенчество: особенности положения и специфические проблемы