- Материал бетін ультрадыбыстық өңдеу

Содержание
- 2. Ультрадыбыстық өңдеу - ультрадыбыс арқылы жүзеге асырылады. Бұрғылау, пісіру, ажарлау, қатты материалдарды ойғылау, эмульсияларды, суспензияларды, аэрозольдерді
- 3. Ультрадыбыстық өңдеу (Ультразвуковая обработка) — ультрадыбысты жиілікпен заттарға тербеліс арқылы әсер ету.
- 4. Ультрадыбыстық өңдеу: 1 – құрал-жабдық, 2 – бұйым, 3 – абразивті суспензия
- 5. • шыны; • керамика; • феррит; • германий; • кремний; • түрлі-түсті ұсақ тастар. Ультрадыбыстық өңдеу
- 6. өлшемдік ультрадыбыстық өңдеу; алмазды және ұстаралы жүзді бұйымдармен ультрадыбыстық кесу; ультрадыбысты күшейте-таза өңдеу; ультрадыбысты әрлеулі өңдеу;
- 7. Әдеттегі кесу процесстернің алдында ӨУӨ-дің артықшылықтары: А) әдеттегі тәсілдермен өңдеуге келмейтін сынғыш материалдарды өңдеуде процесс жоғарғы
- 8. Сынғыш металл емес материалдардың өңдеуі кезінде қиындықтар туындайды , қималардың аз мөлшерлерімен әсіресе терең тесіктердің бұрғымен
- 9. Ультрадыбысты жылдам аяқтау - металдардың бет өңдеу операциясы алмазды немесе алмасты қайрақтармен , қайту - алға
- 10. Аспапқа ультрадыбыс тербелулердің салуы күшейте- таза өңдеу кезінде асапап пен дайындама арасына түсетін күш азаяды.Дайындама мен
- 13. Скачать презентацию
Ультрадыбыстық өңдеу - ультрадыбыс арқылы жүзеге асырылады. Бұрғылау, пісіру, ажарлау, қатты
Ультрадыбыстық өңдеу - ультрадыбыс арқылы жүзеге асырылады. Бұрғылау, пісіру, ажарлау, қатты

Ультрадыбыстық өңдеу (Ультразвуковая обработка) — ультрадыбысты жиілікпен заттарға тербеліс арқылы әсер ету.
Ультрадыбыстық өңдеу (Ультразвуковая обработка) — ультрадыбысты жиілікпен заттарға тербеліс арқылы әсер ету.
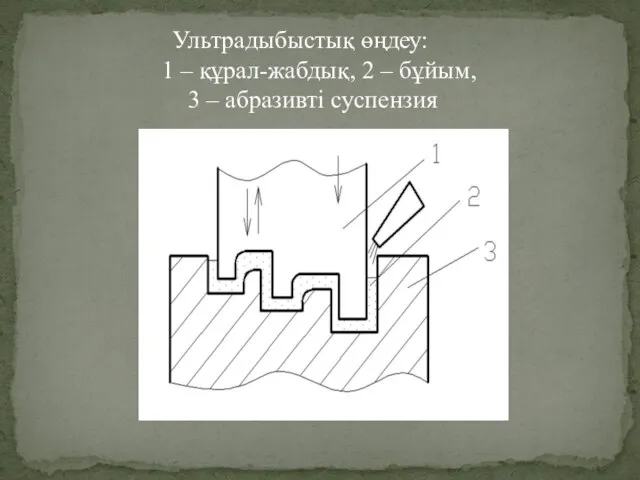
Ультрадыбыстық өңдеу:
1 – құрал-жабдық, 2 – бұйым,
3 – абразивті
Ультрадыбыстық өңдеу: 1 – құрал-жабдық, 2 – бұйым, 3 – абразивті
• шыны;
• керамика;
• феррит;
• германий;
• кремний;
• түрлі-түсті ұсақ тастар.
Ультрадыбыстық өңдеу құрал-жабдықтарын
• шыны;
• керамика;
• феррит;
• германий;
• кремний;
• түрлі-түсті ұсақ тастар.
Ультрадыбыстық өңдеу құрал-жабдықтарын

өлшемдік ультрадыбыстық өңдеу;
алмазды және ұстаралы жүзді бұйымдармен ультрадыбыстық кесу;
ультрадыбысты күшейте-таза өңдеу;
ультрадыбысты
өлшемдік ультрадыбыстық өңдеу;
алмазды және ұстаралы жүзді бұйымдармен ультрадыбыстық кесу;
ультрадыбысты күшейте-таза өңдеу;
ультрадыбысты
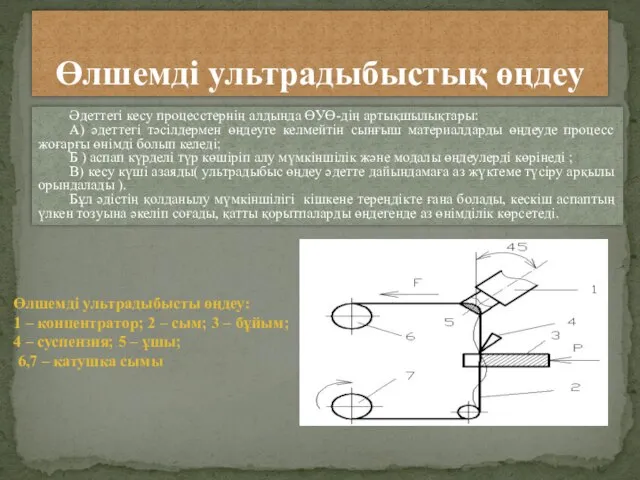
Әдеттегі кесу процесстернің алдында ӨУӨ-дің артықшылықтары:
А) әдеттегі тәсілдермен өңдеуге келмейтін сынғыш
Әдеттегі кесу процесстернің алдында ӨУӨ-дің артықшылықтары:
А) әдеттегі тәсілдермен өңдеуге келмейтін сынғыш
Сынғыш металл емес материалдардың өңдеуі кезінде қиындықтар туындайды , қималардың аз
Сынғыш металл емес материалдардың өңдеуі кезінде қиындықтар туындайды , қималардың аз

Ультрадыбысты жылдам аяқтау - металдардың бет өңдеу операциясы алмазды немесе алмасты
Ультрадыбысты жылдам аяқтау - металдардың бет өңдеу операциясы алмазды немесе алмасты
Аспапқа ультрадыбыс тербелулердің салуы күшейте- таза өңдеу кезінде асапап пен дайындама
Аспапқа ультрадыбыс тербелулердің салуы күшейте- таза өңдеу кезінде асапап пен дайындама
 20121206_esenin_s._a
20121206_esenin_s._a What makes a good presentation
What makes a good presentation Зарождение науки, искусства и религиозных верований
Зарождение науки, искусства и религиозных верований Информационная система панель управления гостиничным комплексом
Информационная система панель управления гостиничным комплексом Основные типы и виды укрытий в лесу зимой и летом
Основные типы и виды укрытий в лесу зимой и летом turisticheskaya_viktorina
turisticheskaya_viktorina Разбор заданий №28 №31 №32
Разбор заданий №28 №31 №32 Производственная (технологическая) практика группы
Производственная (технологическая) практика группы Тақырыбы: Металл өндірісі кезіндегі қоршаған ортаны қорғау проблемалары
Тақырыбы: Металл өндірісі кезіндегі қоршаған ортаны қорғау проблемалары Педагогический форум 26.08.2022
Педагогический форум 26.08.2022 Baggage claim
Baggage claim Дорогой наш, родной батюшка Алексий! Примите низкий наш поклон и наше поздравление с днем рождения! Фотоальбом
Дорогой наш, родной батюшка Алексий! Примите низкий наш поклон и наше поздравление с днем рождения! Фотоальбом 20171217_sherlok_holms_i_chernyy_yashchik
20171217_sherlok_holms_i_chernyy_yashchik Андрей блаженный 1763 - 1841
Андрей блаженный 1763 - 1841 HSEの東洋学部
HSEの東洋学部 Построение чертежей прямой юбки
Построение чертежей прямой юбки Ghostdrone 2.0. Живи полетом
Ghostdrone 2.0. Живи полетом Интерактивный плакат
Интерактивный плакат Информация по вакансии. ПитерАвто
Информация по вакансии. ПитерАвто ТОО NETRING-Commerce. Субсидирование процентной ставки в рамках второго направления единой программы поддержки бизнеса
ТОО NETRING-Commerce. Субсидирование процентной ставки в рамках второго направления единой программы поддержки бизнеса Приложение 28
Приложение 28 20180406_ya_za_zdorovyy_vybor._ya_vybirayu_zhizn
20180406_ya_za_zdorovyy_vybor._ya_vybirayu_zhizn урок 76.9
урок 76.9 Міастенія Гравіс
Міастенія Гравіс Занятие по астрологии №5. Тема Система Домов
Занятие по астрологии №5. Тема Система Домов Znak krzyża w sztuce i religii
Znak krzyża w sztuce i religii Проектируемый памятник природы мезозойской эры – Красная Горка на территории Забайкальского края
Проектируемый памятник природы мезозойской эры – Красная Горка на территории Забайкальского края МАТЕМАТИКА НАВКОЛО НАС
МАТЕМАТИКА НАВКОЛО НАС