- Методы и инструменты контроля качества

Содержание
- 2. Изменение структуры управления в вагонном комплексе Поэтапный переход к длинам гарантийных участков для груженых вагонов до
- 3. Методы и инструменты контроля качества « Основные черты менеджмента наступившего века: гуманистичность; системность; наличие статистического мышления
- 10. Методы и инструменты контроля качества “Основа качества продукции - качество труда и качественный менеджмент на всех
- 11. Менеджмент качества Так что же такое «менеджмент качества»? Согласно МС ИСО семейства 9000 – это комплексное
- 12. Управление качеством Управление качеством - это часть менеджмента качества направленная на выполнение требований к качеству, исключению
- 13. Управление качеством Управление качеством включает методы: Инспекции (контроль качества) Испытаний Диагностики Анализа Измерений Статистического управления качеством
- 14. Методы и инструменты контроля качества Что такое контроль качества? Контроль качества представляет собой процесс, используемый для
- 15. Методы и инструменты контроля качества Объект контроля — это предметы труда, средства труда или технологическое и
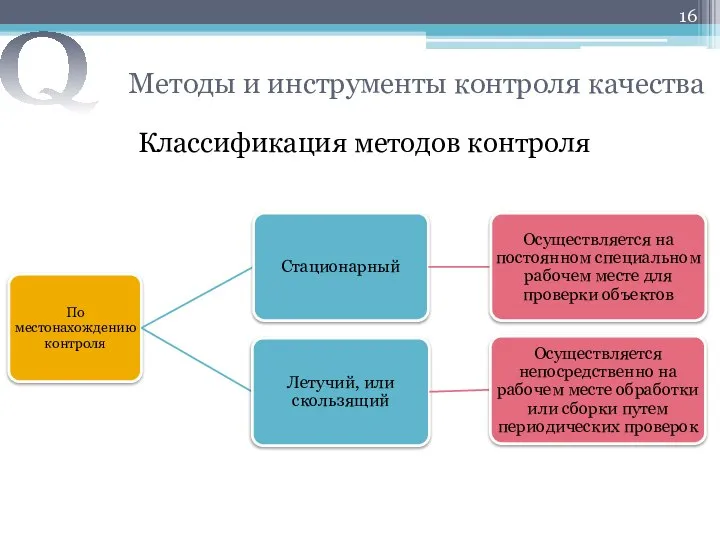
- 16. Методы и инструменты контроля качества Классификация методов контроля Q
- 17. Методы и инструменты контроля качества Q
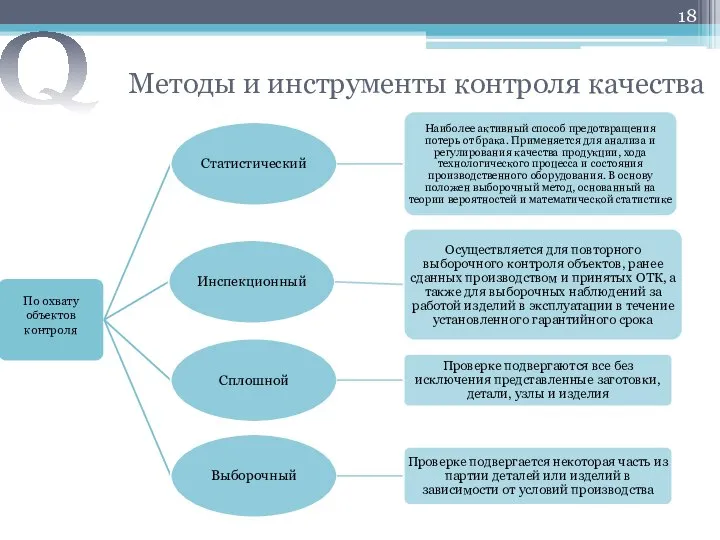
- 18. Методы и инструменты контроля качества Q
- 19. Методы и инструменты контроля качества Q
- 20. Методы и инструменты контроля качества Q
- 21. Методы и инструменты контроля качества По организационным формам выявления и предупреждения брака: летучий контроль, выполняемый контролером
- 22. Методы и инструменты контроля качества По влиянию на возможность последующего использования продукции: разрушающий контроль; неразрушающий контроль.
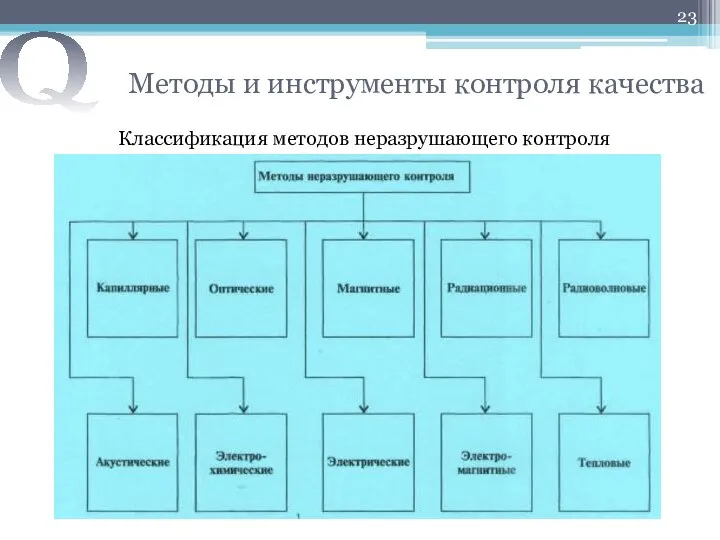
- 23. Методы и инструменты контроля качества Классификация методов неразрушающего контроля Q
- 24. Методы и инструменты контроля качества По используемым средствам: измерительный контроль, применяемый для оценки значений контролируемых параметров
- 25. Методы и инструменты контроля качества Методы технического контроля характерны для каждого участка производства и объекта контроля.
- 26. Методы и инструменты контроля качества
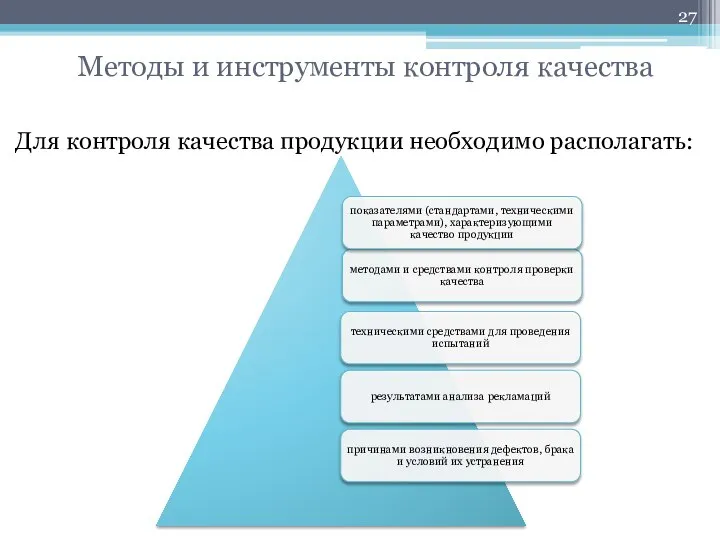
- 27. Методы и инструменты контроля качества Для контроля качества продукции необходимо располагать:
- 28. Методы и инструменты контроля качества В теории и практике менеджмента качества существует большое количество методов. Например,
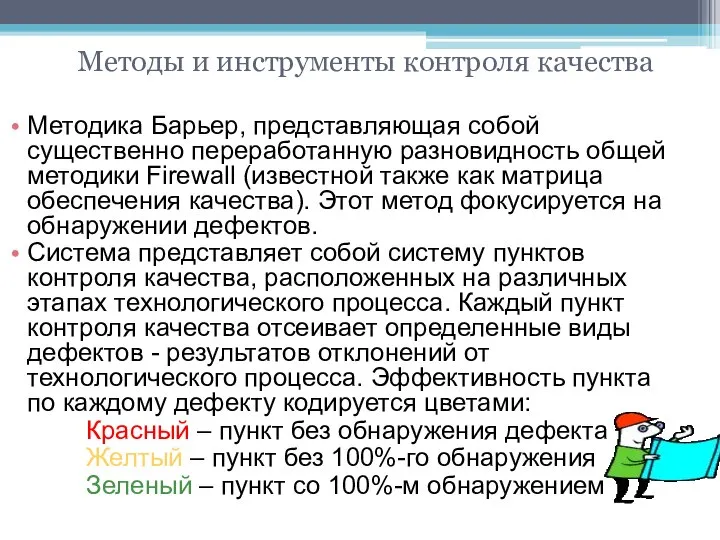
- 29. Методы и инструменты контроля качества Методика Барьер, представляющая собой существенно переработанную разновидность общей методики Firewall (известной
- 30. Методы и инструменты контроля качества
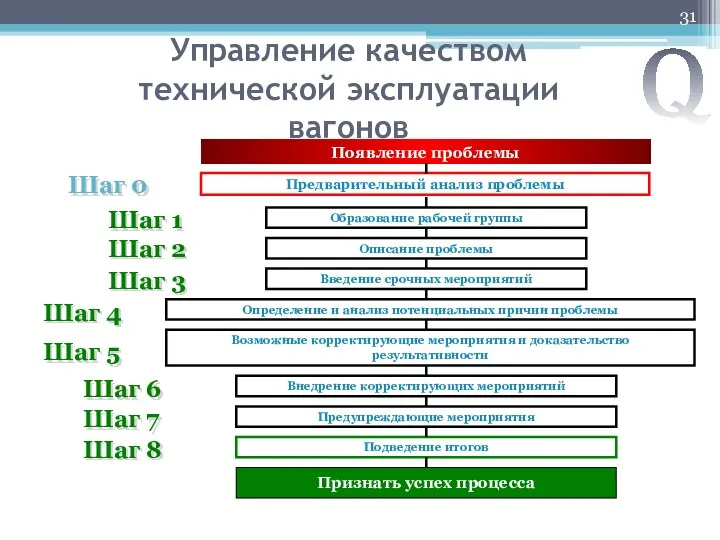
- 31. Управление качеством технической эксплуатации вагонов Q
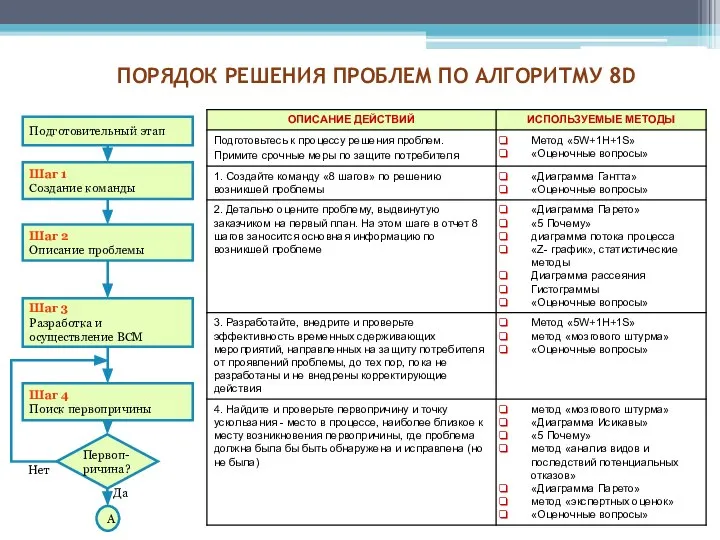
- 32. Шаг 1 Создание команды Шаг 2 Описание проблемы Шаг 3 Разработка и осуществление ВСМ Шаг 4
- 33. Шаг 5 Разработка корректирующих действий Шаг 6 Выполнение корректирующих действий Шаг 7 Предотвращение повторения проблемы A
- 34. Обеспечение качества Обеспечение качества преследует выполнение двух целей: Внутреннего обеспечения качества – создание уверенности у руководителя
- 35. Обеспечение качества Предполагает, чтобы каждому стало ясно , что изменение требует от него, чтобы он был
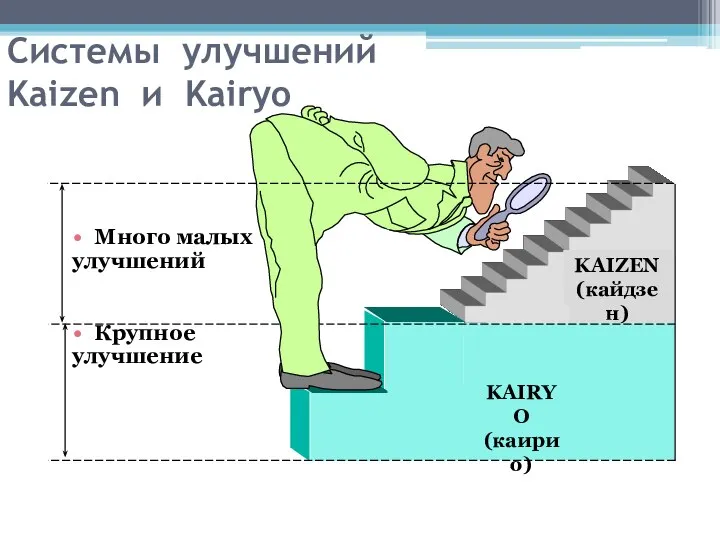
- 36. Улучшение качества Важная часть TQM с точки зрения постоянства стремлений. Японский метод «кайзен» (kaizen) - метод
- 37. Системы улучшений Kaizen и Kairyo Много малых улучшений Крупное улучшение KAIRYO (каирио)
- 38. Улучшение качества «Секрет успеха японцев в том, что у них производство работает так, как оно должно
- 39. Улучшение качества Главная обязанность первого руководителя – управлять улучшениями. В стационарном режиме предприятие должно работать без
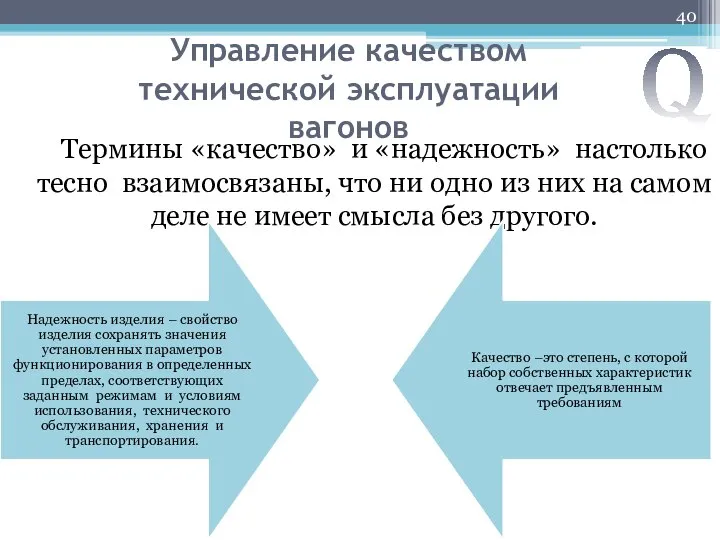
- 40. Управление качеством технической эксплуатации вагонов Термины «качество» и «надежность» настолько тесно взаимосвязаны, что ни одно из
- 41. Управление качеством технической эксплуатации вагонов Сравнивая эти определения, можно отметить следующее: - качество, в отличие от
- 42. Управление качеством технической эксплуатации вагонов Q
- 43. Система технической диагностики на ПТО Технические средства диагностирования вагонов в процессе технического обслуживания на пунктах технического
- 44. Система технической диагностики на ПТО
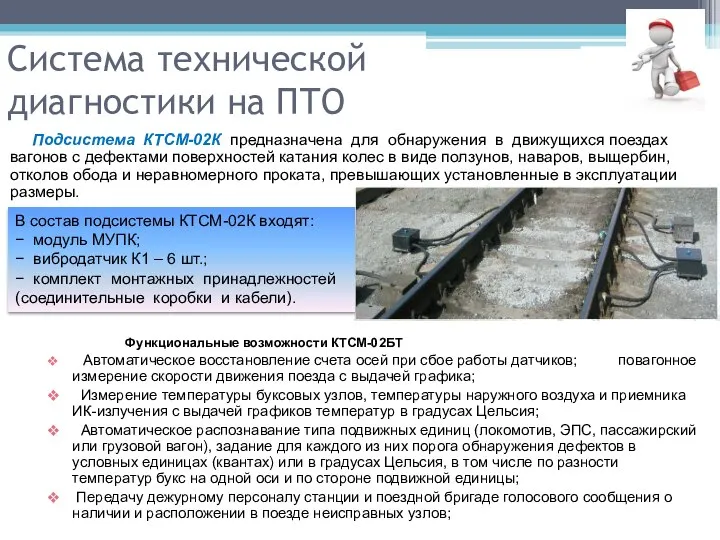
- 45. Система технической диагностики на ПТО Подсистема КТСМ-02К предназначена для обнаружения в движущихся поездах вагонов с дефектами
- 46. Приборы для обнаружения греющихся букс Начиная с 2019 года на Октябрьской железной дороге начнётся внедрение КТСМ-03
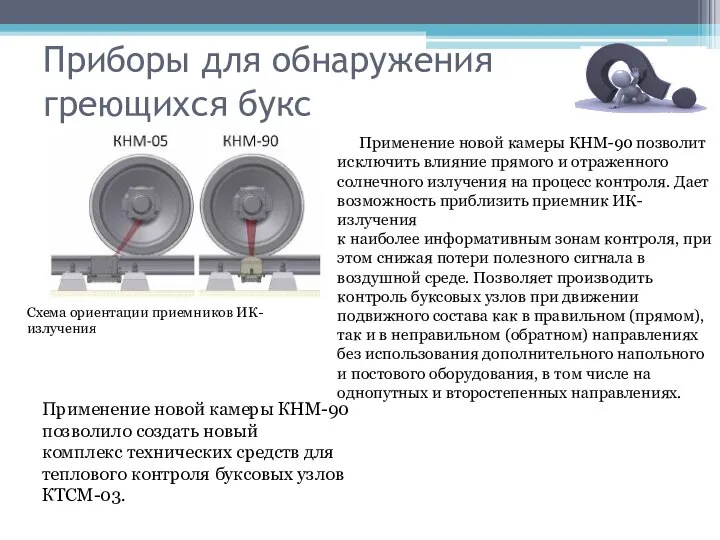
- 47. Приборы для обнаружения греющихся букс Схема ориентации приемников ИК-излучения Применение новой камеры КНМ-90 позволит исключить влияние
- 48. Приборы для обнаружения греющихся букс К основным отличиям КТСМ-03 от аппаратуры предыдущего поколения, следует отнести: 1.
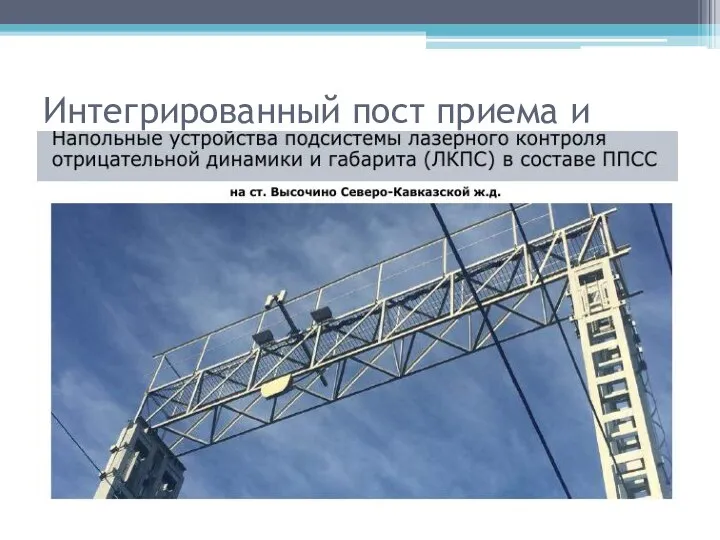
- 49. Интегрированный пост приема и диагностики подвижного состава
- 50. Интегрированный пост приема и диагностики подвижного состава
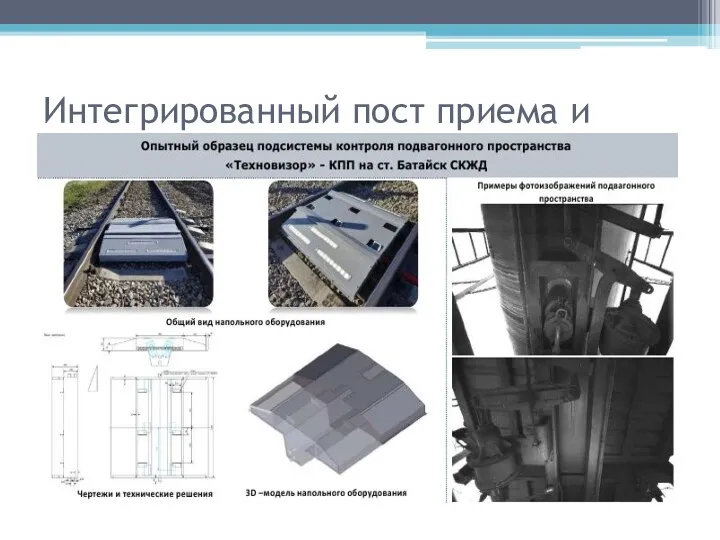
- 51. Интегрированный пост приема и диагностики подвижного состава
- 52. Интегрированный пост приема и диагностики подвижного состава
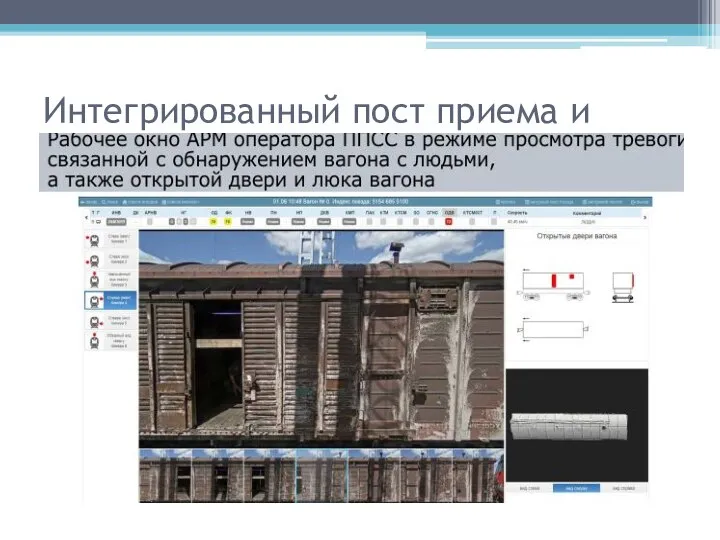
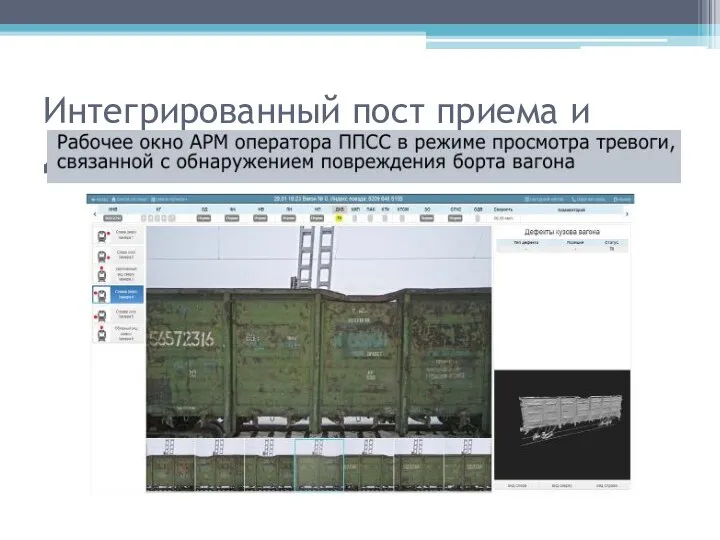
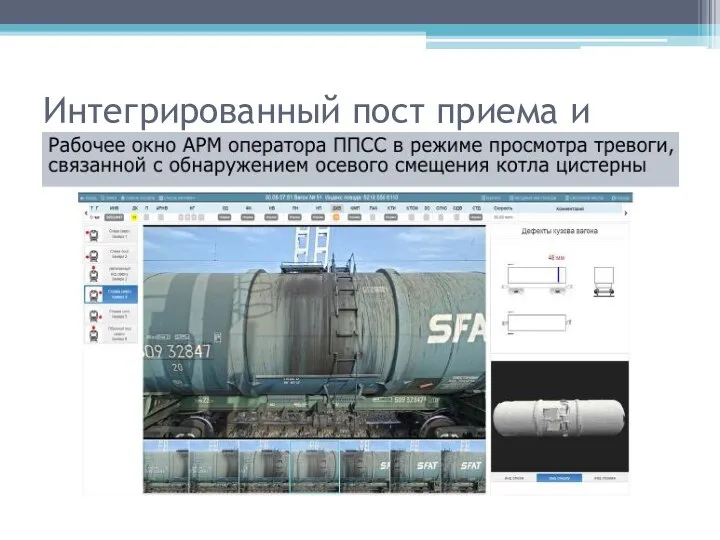
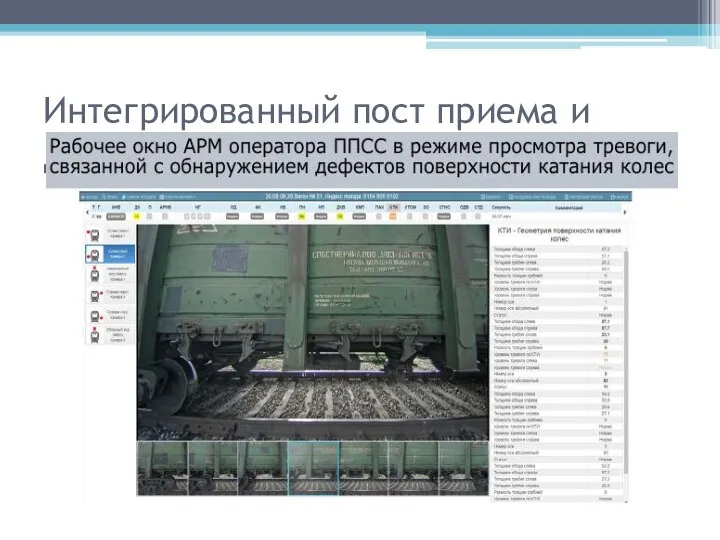
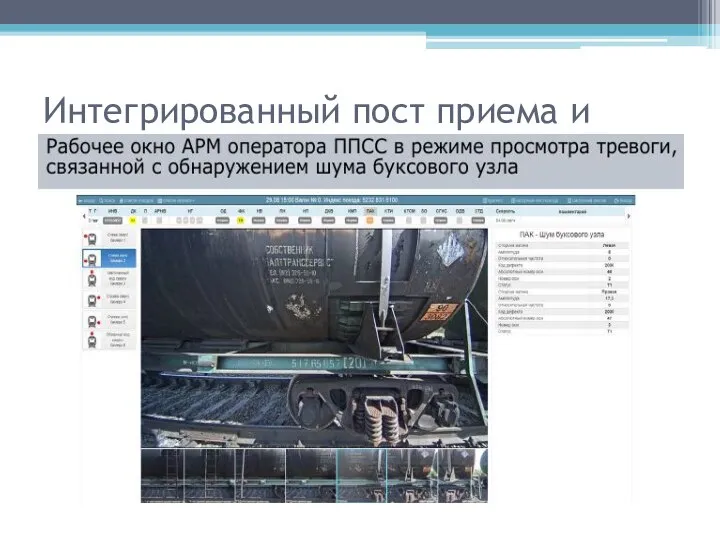
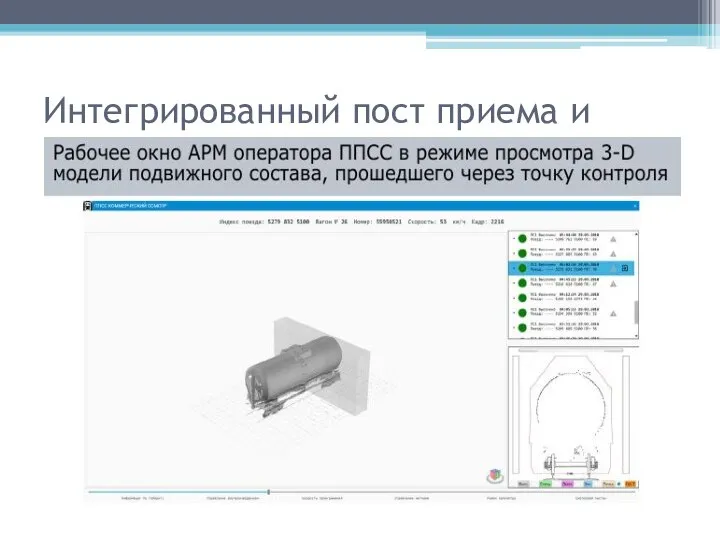
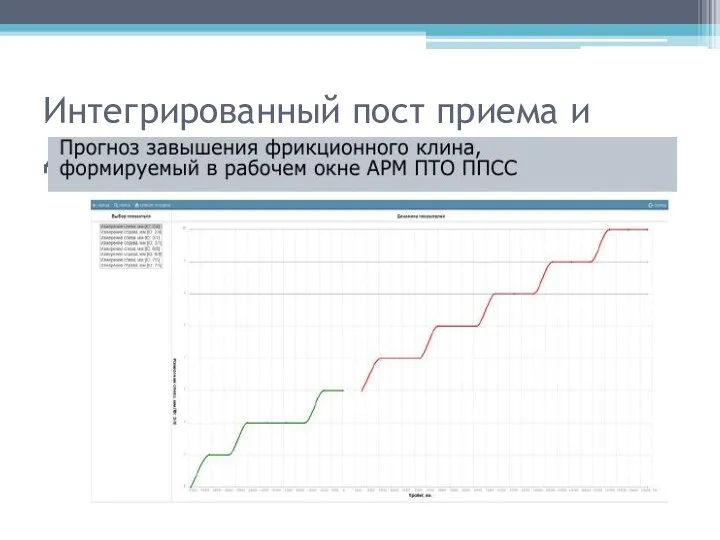
- 53. Интегрированный пост приема и диагностики подвижного состава Каждый пост – это комплекс оборудования, определяющий более 20
- 54. Интегрированный пост приема и диагностики подвижного состава
- 55. Интегрированный пост приема и диагностики подвижного состава
- 56. Интегрированный пост приема и диагностики подвижного состава
- 57. Интегрированный пост приема и диагностики подвижного состава
- 58. Интегрированный пост приема и диагностики подвижного состава
- 59. Интегрированный пост приема и диагностики подвижного состава
- 60. Интегрированный пост приема и диагностики подвижного состава
- 61. Интегрированный пост приема и диагностики подвижного состава
- 62. Интегрированный пост приема и диагностики подвижного состава
- 63. Интегрированный пост приема и диагностики подвижного состава
- 64. Интегрированный пост приема и диагностики подвижного состава
- 65. Система технической диагностики на ПТО Устройства контроля схода подвижного состава– УКСПС УКСПС предназначен для автоматического обнаружения
- 66. Система технической диагностики на ПТО СКВП-2 – Подсистема КТСМ- 02В, служит для выявления волочащихся деталей и
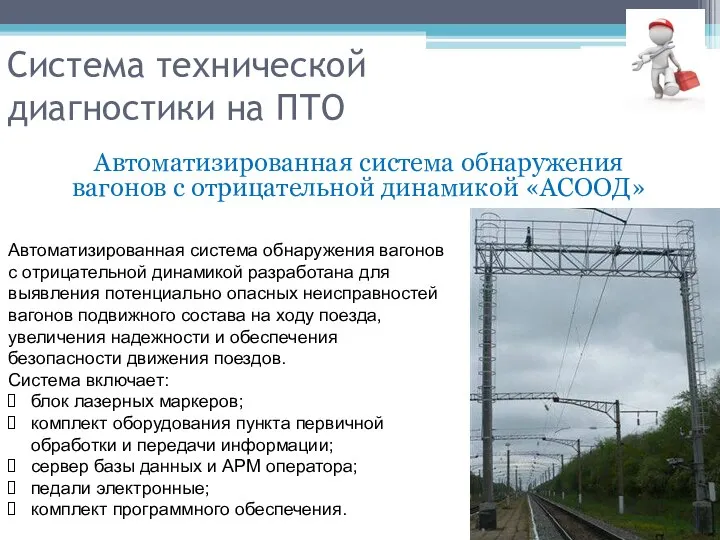
- 67. Система технической диагностики на ПТО Автоматизированная система обнаружения вагонов с отрицательной динамикой «АСООД» Автоматизированная система обнаружения
- 68. Система технической диагностики на ПТО
- 69. Система технической диагностики на ПТО Система автоматизированного контроля механизма автосцепки «САКМА» Данная подсистема применяется для контроля
- 70. Система технической диагностики на ПТО Третья группа ТСД на ПТО включает аппаратуру для проверки действия тормозов
- 71. Система технической диагностики на ПТО К четвертой группе отнесены приборы индивидуального использования осмотрщиками вагонов. В последние
- 72. Система технической диагностики на ПТО Комплект визуального контроля ФОЖ-4 для осмотрщиков ПТО Комплект из четырех фонарей
- 73. Система технической диагностики на ПТО УЛЬТРАЗВУКОВОЙ ОБНАРУЖИТЕЛЬ УТЕЧЕК ГАЗА ТЧ-209 Ультразвуковой обнаружитель утечек газа ТЧ-209 предназначен
- 74. Система технической диагностики на ПТО Метод акустико-эмиссионной диагностики обладает преимуществами перед другими технологиями контроля: -высокой чувствительностью
- 75. Система технической диагностики на ПТО С 2002 г. НПО «Микроакустика» рекомендуется бесконтактный носимый измеритель температуры БТ
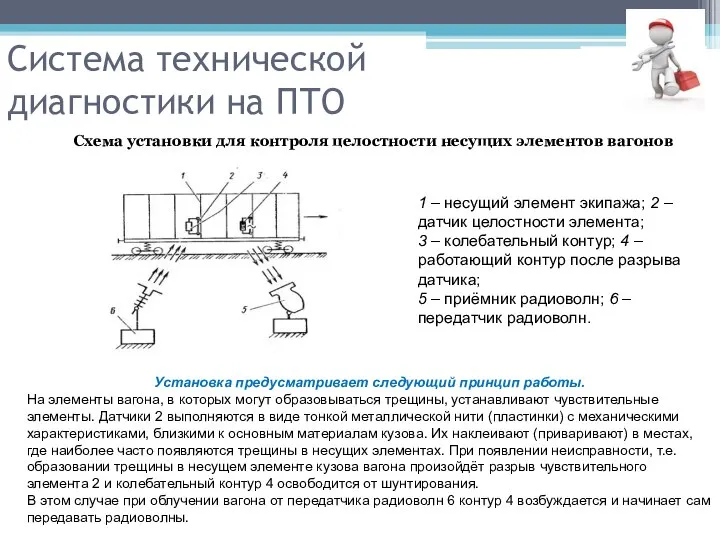
- 76. Система технической диагностики на ПТО Схема установки для контроля целостности несущих элементов вагонов 1 – несущий
- 77. Система технической диагностики на ПТО Дефектоскоп вихретоковый ВД-213.1 Предназначен для выявления поверхностных трещин шириной более 0,002
- 78. Система технической диагностики на ПТО Автоматизированная система контроля подвижного состава (АСК ПС) предназначена для автоматизации процесса
- 79. Структурная схема АСК ПС
- 80. Система технической диагностики на ПТО Система ТЕЛЕКОН позволяет на ходу поезда обнаружить неисправности кузова и рамы,
- 81. Узловой (станционный) уровень Комплексного диагностического центра
- 82. II-ая очередь Диагностического центра КТСМ «Комплекс» ПАК Оператор ПТО Оператор ПТО Сравнение параметров дефектов и степени
- 83. Приборы для обнаружения греющихся букс На Лужской установлен также диагностический комплекс «Техновизор», выявляющий нарушения геометрии тележек
- 84. Методы и инструменты контроля качества Q
- 86. Скачать презентацию

Изменение структуры
управления в
вагонном комплексе
Поэтапный переход к длинам гарантийных участков
Изменение структуры
управления в
вагонном комплексе
Поэтапный переход к длинам гарантийных участков
Методы и инструменты контроля качества
« Основные черты менеджмента наступившего века:
Методы и инструменты контроля качества
« Основные черты менеджмента наступившего века:



Методы и инструменты контроля качества
“Основа качества продукции - качество труда
Методы и инструменты контроля качества
“Основа качества продукции - качество труда
Менеджмент качества
Так что же такое «менеджмент качества»?
Согласно МС ИСО семейства 9000
Менеджмент качества
Так что же такое «менеджмент качества»?
Согласно МС ИСО семейства 9000
Управление качеством
Управление качеством - это часть менеджмента качества направленная на выполнение
Управление качеством
Управление качеством - это часть менеджмента качества направленная на выполнение
Управление качеством
Управление качеством включает методы:
Инспекции (контроль качества)
Испытаний
Диагностики
Анализа
Измерений
Статистического управления качеством
Выбор корректирующих действий
Управление качеством
Управление качеством включает методы:
Инспекции (контроль качества)
Испытаний
Диагностики
Анализа
Измерений
Статистического управления качеством
Выбор корректирующих действий
Методы и инструменты контроля качества
Что такое контроль качества?
Контроль качества
Методы и инструменты контроля качества
Что такое контроль качества?
Контроль качества
Методы и инструменты контроля качества
Объект контроля — это предметы труда, средства
Методы и инструменты контроля качества
Объект контроля — это предметы труда, средства
Методы и инструменты контроля качества
Классификация методов контроля
Q
Методы и инструменты контроля качества
Классификация методов контроля
Q
Методы и инструменты контроля качества
Q
Методы и инструменты контроля качества
Q
Методы и инструменты контроля качества
Q
Методы и инструменты контроля качества
Q
Методы и инструменты контроля качества
Q
Методы и инструменты контроля качества
Q

Методы и инструменты контроля качества
Q
Методы и инструменты контроля качества
Q
Методы и инструменты контроля качества
По организационным формам выявления и предупреждения
Методы и инструменты контроля качества
По организационным формам выявления и предупреждения
Методы и инструменты контроля качества
По влиянию на возможность последующего использования
Методы и инструменты контроля качества
По влиянию на возможность последующего использования
Методы и инструменты контроля качества
Классификация методов неразрушающего контроля
Q
Методы и инструменты контроля качества
Классификация методов неразрушающего контроля
Q
Методы и инструменты контроля качества
По используемым средствам:
измерительный контроль, применяемый для
Методы и инструменты контроля качества
По используемым средствам:
измерительный контроль, применяемый для
Методы и инструменты контроля качества
Методы технического контроля характерны для каждого
Методы и инструменты контроля качества
Методы технического контроля характерны для каждого

Методы и инструменты контроля качества
Методы и инструменты контроля качества
Методы и инструменты контроля качества
Для контроля качества продукции необходимо располагать:
Методы и инструменты контроля качества
Для контроля качества продукции необходимо располагать:
Методы и инструменты контроля качества
В теории и практике менеджмента качества
Методы и инструменты контроля качества
В теории и практике менеджмента качества
Методы и инструменты контроля качества
Методика Барьер, представляющая собой существенно переработанную разновидность
Методы и инструменты контроля качества
Методика Барьер, представляющая собой существенно переработанную разновидность

Методы и инструменты контроля качества
Методы и инструменты контроля качества
Управление качеством технической эксплуатации вагонов
Q
Управление качеством технической эксплуатации вагонов
Q
Шаг 1
Создание команды
Шаг 2
Описание проблемы
Шаг 3
Разработка и осуществление ВСМ
Шаг 4
Поиск первопричины
Первоп-ричина?
Да
Нет
A
Подготовительный
Шаг 1
Создание команды
Шаг 2
Описание проблемы
Шаг 3
Разработка и осуществление ВСМ
Шаг 4
Поиск первопричины
Первоп-ричина?
Да
Нет
A
Подготовительный
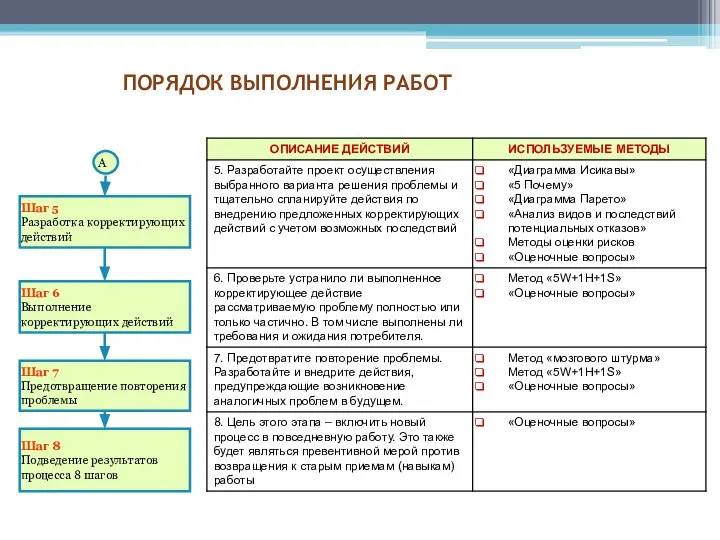
Шаг 5
Разработка корректирующих действий
Шаг 6
Выполнение корректирующих действий
Шаг 7
Предотвращение повторения проблемы
A
Шаг 8
Подведение
Шаг 5
Разработка корректирующих действий
Шаг 6
Выполнение корректирующих действий
Шаг 7
Предотвращение повторения проблемы
A
Шаг 8
Подведение
Обеспечение качества
Обеспечение качества преследует выполнение двух целей:
Внутреннего обеспечения качества – создание
Обеспечение качества
Обеспечение качества преследует выполнение двух целей:
Внутреннего обеспечения качества – создание
Обеспечение качества
Предполагает,
чтобы каждому стало ясно , что изменение требует от
Обеспечение качества
Предполагает,
чтобы каждому стало ясно , что изменение требует от
Улучшение качества
Важная часть TQM с точки зрения постоянства стремлений.
Японский метод «кайзен»
Улучшение качества
Важная часть TQM с точки зрения постоянства стремлений.
Японский метод «кайзен»
Системы улучшений
Kaizen и Kairyo
Много малых
улучшений
Крупное
улучшение
KAIRYO
(каирио)
Системы улучшений
Kaizen и Kairyo
Много малых
улучшений
Крупное
улучшение
KAIRYO
(каирио)

Улучшение качества
«Секрет успеха японцев в том, что у них производство работает
Улучшение качества
«Секрет успеха японцев в том, что у них производство работает
Улучшение качества
Главная обязанность первого руководителя – управлять улучшениями.
В стационарном режиме предприятие
Улучшение качества
Главная обязанность первого руководителя – управлять улучшениями.
В стационарном режиме предприятие
Управление качеством технической эксплуатации вагонов
Термины «качество» и «надежность» настолько тесно
Управление качеством технической эксплуатации вагонов
Термины «качество» и «надежность» настолько тесно
Управление качеством технической эксплуатации вагонов
Сравнивая эти определения, можно отметить следующее:
Управление качеством технической эксплуатации вагонов
Сравнивая эти определения, можно отметить следующее:
Управление качеством технической эксплуатации вагонов
Q
Управление качеством технической эксплуатации вагонов
Q
Система технической
диагностики на ПТО
Технические средства диагностирования вагонов в процессе технического
Система технической
диагностики на ПТО
Технические средства диагностирования вагонов в процессе технического
Система технической
диагностики на ПТО
Система технической
диагностики на ПТО
Система технической
диагностики на ПТО
Подсистема КТСМ-02К предназначена для обнаружения в движущихся
Система технической
диагностики на ПТО
Подсистема КТСМ-02К предназначена для обнаружения в движущихся
Приборы для обнаружения греющихся букс
Начиная с 2019 года на Октябрьской
Приборы для обнаружения греющихся букс
Начиная с 2019 года на Октябрьской
Приборы для обнаружения греющихся букс
Схема ориентации приемников ИК-излучения
Применение новой камеры
Приборы для обнаружения греющихся букс
Схема ориентации приемников ИК-излучения
Применение новой камеры
Приборы для обнаружения греющихся букс
К основным отличиям КТСМ-03 от аппаратуры предыдущего
Приборы для обнаружения греющихся букс
К основным отличиям КТСМ-03 от аппаратуры предыдущего

Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава

Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Каждый пост – это комплекс
Интегрированный пост приема и диагностики подвижного состава
Каждый пост – это комплекс
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава

Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава

Интегрированный пост приема и диагностики подвижного состава
Интегрированный пост приема и диагностики подвижного состава

Система технической
диагностики на ПТО
Устройства контроля схода подвижного состава– УКСПС
УКСПС
Система технической
диагностики на ПТО
Устройства контроля схода подвижного состава– УКСПС
УКСПС

Система технической
диагностики на ПТО
СКВП-2 – Подсистема КТСМ- 02В, служит для выявления
Система технической
диагностики на ПТО
СКВП-2 – Подсистема КТСМ- 02В, служит для выявления
Система технической
диагностики на ПТО
Автоматизированная система обнаружения вагонов с отрицательной динамикой «АСООД»
Система технической
диагностики на ПТО
Автоматизированная система обнаружения вагонов с отрицательной динамикой «АСООД»
Система технической
диагностики на ПТО
Система технической
диагностики на ПТО

Система технической
диагностики на ПТО
Система автоматизированного контроля механизма автосцепки «САКМА»
Данная подсистема
Система технической
диагностики на ПТО
Система автоматизированного контроля механизма автосцепки «САКМА»
Данная подсистема
Система технической
диагностики на ПТО
Третья группа ТСД на ПТО включает аппаратуру
Система технической
диагностики на ПТО
Третья группа ТСД на ПТО включает аппаратуру
Система технической
диагностики на ПТО
К четвертой группе отнесены приборы индивидуального использования осмотрщиками
Система технической
диагностики на ПТО
К четвертой группе отнесены приборы индивидуального использования осмотрщиками

Система технической
диагностики на ПТО
Комплект визуального контроля ФОЖ-4 для осмотрщиков ПТО
Комплект из
Система технической
диагностики на ПТО
Комплект визуального контроля ФОЖ-4 для осмотрщиков ПТО
Комплект из

Система технической
диагностики на ПТО
УЛЬТРАЗВУКОВОЙ ОБНАРУЖИТЕЛЬ УТЕЧЕК ГАЗА ТЧ-209
Ультразвуковой обнаружитель утечек газа
Система технической
диагностики на ПТО
УЛЬТРАЗВУКОВОЙ ОБНАРУЖИТЕЛЬ УТЕЧЕК ГАЗА ТЧ-209
Ультразвуковой обнаружитель утечек газа
Система технической
диагностики на ПТО
Метод акустико-эмиссионной диагностики обладает преимуществами перед другими технологиями
Система технической
диагностики на ПТО
Метод акустико-эмиссионной диагностики обладает преимуществами перед другими технологиями
Система технической
диагностики на ПТО
С 2002 г. НПО «Микроакустика» рекомендуется бесконтактный носимый
Система технической
диагностики на ПТО
С 2002 г. НПО «Микроакустика» рекомендуется бесконтактный носимый
Система технической
диагностики на ПТО
Схема установки для контроля целостности несущих элементов вагонов
1
Система технической
диагностики на ПТО
Схема установки для контроля целостности несущих элементов вагонов
1

Система технической
диагностики на ПТО
Дефектоскоп вихретоковый ВД-213.1
Предназначен для выявления поверхностных трещин шириной
Система технической
диагностики на ПТО
Дефектоскоп вихретоковый ВД-213.1
Предназначен для выявления поверхностных трещин шириной
Система технической
диагностики на ПТО
Автоматизированная система контроля подвижного состава (АСК ПС) предназначена
Система технической
диагностики на ПТО
Автоматизированная система контроля подвижного состава (АСК ПС) предназначена
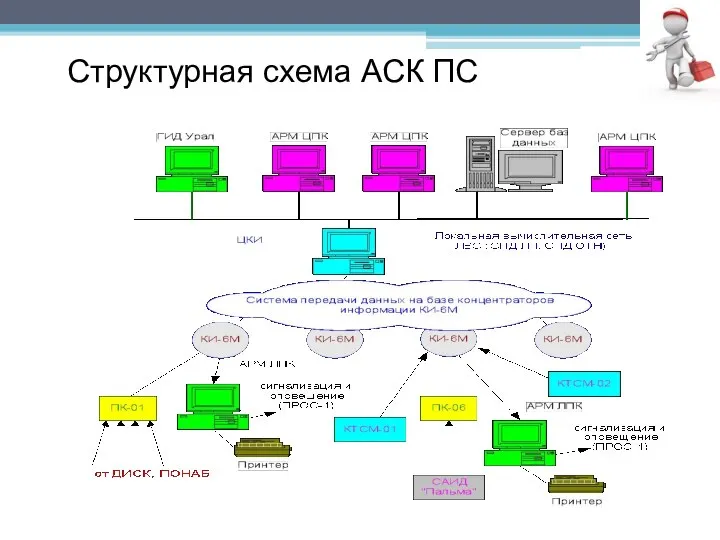
Структурная схема АСК ПС
Структурная схема АСК ПС
Система технической
диагностики на ПТО
Система ТЕЛЕКОН позволяет на ходу поезда обнаружить неисправности
Система технической
диагностики на ПТО
Система ТЕЛЕКОН позволяет на ходу поезда обнаружить неисправности
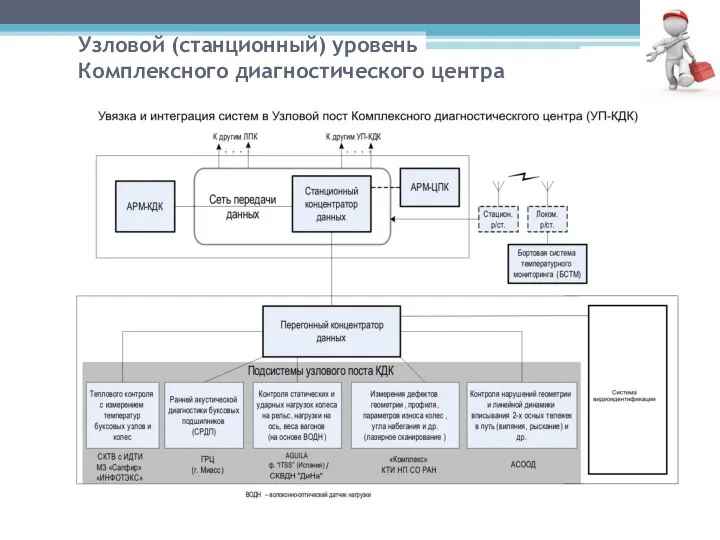
Узловой (станционный) уровень
Комплексного диагностического центра
Узловой (станционный) уровень
Комплексного диагностического центра
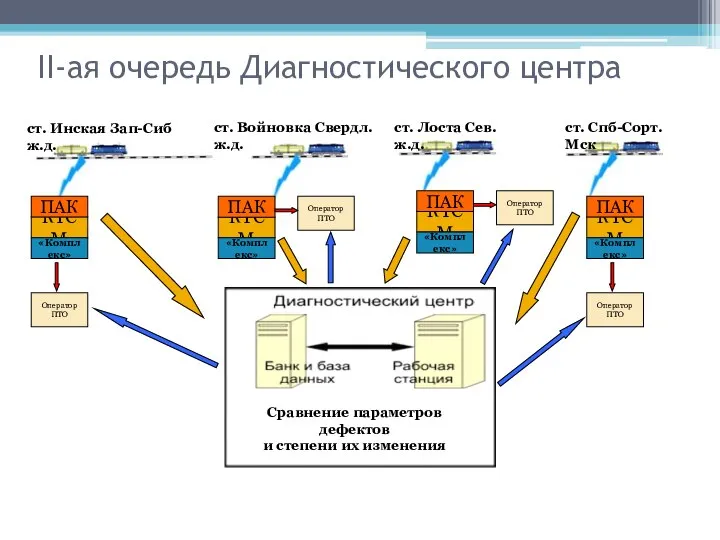
II-ая очередь Диагностического центра
КТСМ
«Комплекс»
ПАК
Оператор
ПТО
Оператор
ПТО
Сравнение параметров дефектов
и степени их
II-ая очередь Диагностического центра
КТСМ
«Комплекс»
ПАК
Оператор
ПТО
Оператор
ПТО
Сравнение параметров дефектов
и степени их

Приборы для обнаружения греющихся букс
На Лужской установлен также диагностический комплекс
Приборы для обнаружения греющихся букс
На Лужской установлен также диагностический комплекс
Методы и инструменты контроля качества
Q
Методы и инструменты контроля качества
Q
 Туган конен белэн Апам
Туган конен белэн Апам Источники бесперебойного питания
Источники бесперебойного питания Введение, теория и контекст. Гуру-таттва и парампара
Введение, теория и контекст. Гуру-таттва и парампара Презентация к отчету по второй производственной практике. Верхнеказымское нефтяное месторождение
Презентация к отчету по второй производственной практике. Верхнеказымское нефтяное месторождение Государственная молодежная политика как направление социальной защиты (на примере ГБУ ТЦСО Жулебино г. Москвы)
Государственная молодежная политика как направление социальной защиты (на примере ГБУ ТЦСО Жулебино г. Москвы) Ремонт и обновление швейных изделий (урок 2)
Ремонт и обновление швейных изделий (урок 2) Модернизация производства ЧПКФ Издательство Макден путем внедрения технологии СТР
Модернизация производства ЧПКФ Издательство Макден путем внедрения технологии СТР Памятник Чернореченскому сражению
Памятник Чернореченскому сражению Модернизация электрооборудования теплохода РТ-780
Модернизация электрооборудования теплохода РТ-780 Буддизм – одна из трёх мировых религий
Буддизм – одна из трёх мировых религий Применить один из методов эмпирического исследования системы управления к выбранному объекту
Применить один из методов эмпирического исследования системы управления к выбранному объекту Совершенствование механизма исчисления налога на добавленную стоимость
Совершенствование механизма исчисления налога на добавленную стоимость 20150105_basnya_i.a._krylova_volk_na_psarne
20150105_basnya_i.a._krylova_volk_na_psarne Третяк май и июнь
Третяк май и июнь Смета ремонта комнаты
Смета ремонта комнаты Пастбищно-стойловое содержание КРС
Пастбищно-стойловое содержание КРС Горные породы. Механические свойства горных пород
Горные породы. Механические свойства горных пород Зачистка поверхностей деталей из древесины. Отделка изделий из древесины
Зачистка поверхностей деталей из древесины. Отделка изделий из древесины Қауіпті өндірістік объектілерді
Қауіпті өндірістік объектілерді Средства индивидуальной защиты
Средства индивидуальной защиты Мой класс. Моя школа. (Окружающий мир. 1 класс)
Мой класс. Моя школа. (Окружающий мир. 1 класс) Западное Подмосковье
Западное Подмосковье О мерах по недопущению нахождения детей в местах, представляющих опасность, в том числе в ночное время
О мерах по недопущению нахождения детей в местах, представляющих опасность, в том числе в ночное время Новые ФСО 2022
Новые ФСО 2022 Анализ технологии передачи данных на физическом и канальном уровнях для аудиовизуальной информационной системы реального времени
Анализ технологии передачи данных на физическом и канальном уровнях для аудиовизуальной информационной системы реального времени Минеральные наполнители
Минеральные наполнители Средства измерений на предприятиях общественного питания
Средства измерений на предприятиях общественного питания Елементи теплового і циркуляційного обладнання сушарок
Елементи теплового і циркуляційного обладнання сушарок