- Модернизация пресса подгибки кромок в линии 1420 АО ВМЗ

Содержание
- 2. О предприятии На ТЭСА 1420 изготавливают сварные прямошовные трубы наружным диаметром от 530 до 1420 мм
- 4. Объект модернизации. Причина. Процесс формовки на ППК может сопровождаться и появлением такого эффекта, как излом стенки
- 5. Пресс подгибки кромок
- 7. Чертёж пресса
- 8. Деталь модернизации
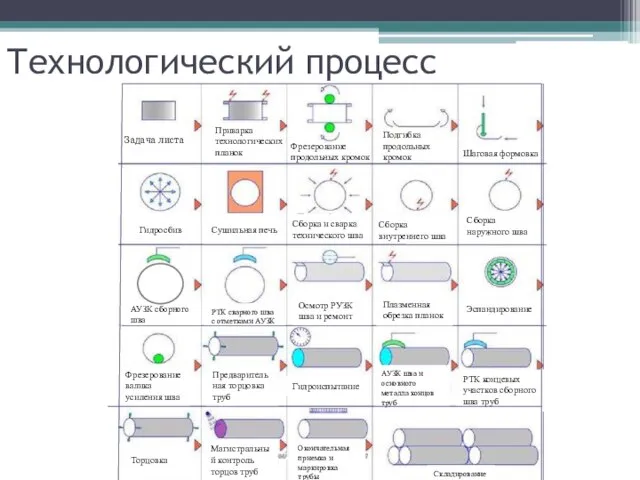
- 9. Технологический процесс Задача листа Приварка технологических планок Фрезерование продольных кромок Подгибка продольных кромок Шаговая формовка Гидросбив
- 10. Технико-экономические показатели проекта
- 11. Возможные виды дефектов Рисунок 1- Риски Рисунок 2– Задиры
- 12. Рисунок 3–Продиры Рисунок 4 - Протиры
- 13. Способы устранения дефектов Неразрушающий контроль сварного шва после сварки Неразрушающий контроль после гидроиспытаний Окончательная приемка труб
- 14. В данном курсовом проекте было рассмотрено: - Назначение ТЭСА; - Объект модернизации. Причина; - Технико-экономические показатели
- 16. Скачать презентацию

О предприятии
На ТЭСА 1420 изготавливают сварные прямошовные трубы наружным диаметром от
О предприятии
На ТЭСА 1420 изготавливают сварные прямошовные трубы наружным диаметром от

Объект модернизации. Причина.
Процесс формовки на ППК может сопровождаться и появлением такого
Объект модернизации. Причина.
Процесс формовки на ППК может сопровождаться и появлением такого

Пресс подгибки кромок
Пресс подгибки кромок

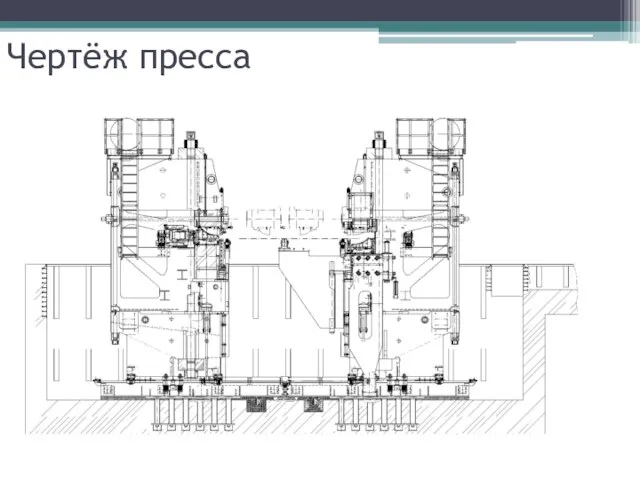
Чертёж пресса
Чертёж пресса
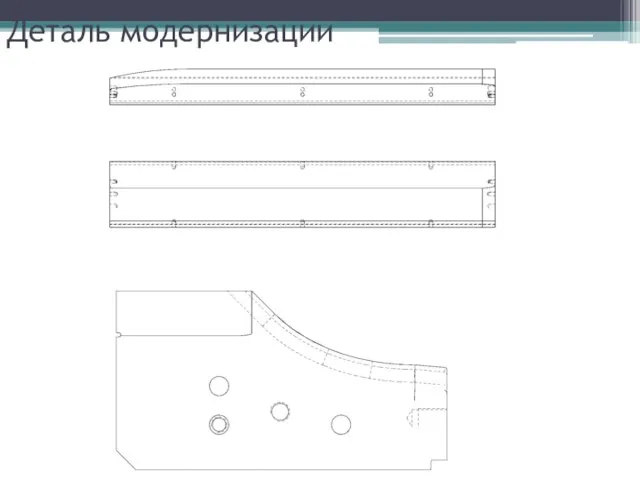
Деталь модернизации
Деталь модернизации
Технологический процесс
Задача листа
Приварка технологических планок
Фрезерование продольных кромок
Подгибка продольных кромок
Шаговая формовка
Гидросбив
Сушильная печь
Сборка
Технологический процесс
Задача листа
Приварка технологических планок
Фрезерование продольных кромок
Подгибка продольных кромок
Шаговая формовка
Гидросбив
Сушильная печь
Сборка
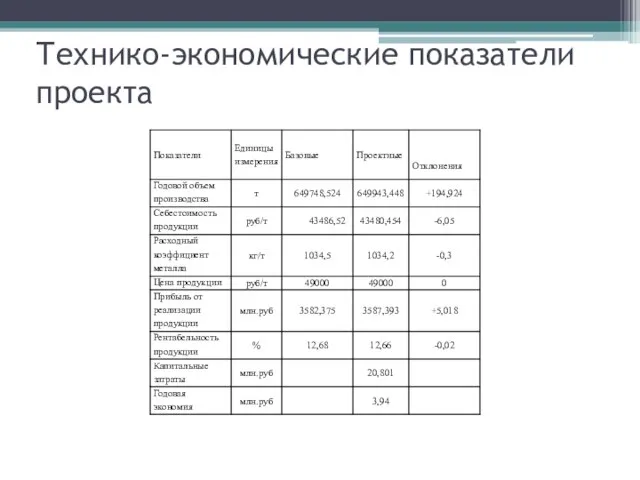
Технико-экономические показатели проекта
Технико-экономические показатели проекта
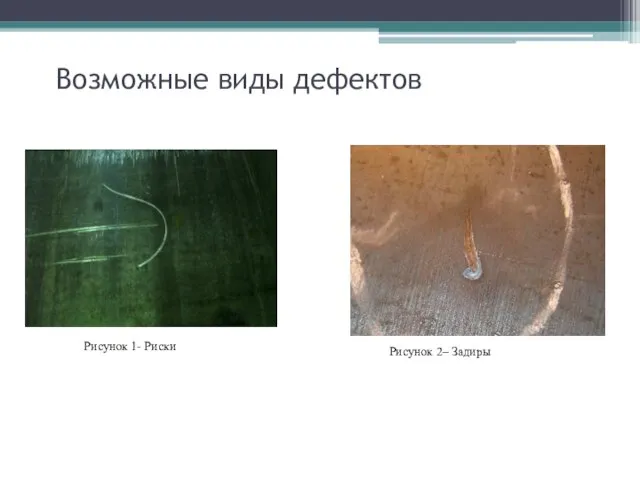
Возможные виды дефектов
Рисунок 1- Риски
Рисунок 2– Задиры
Возможные виды дефектов
Рисунок 1- Риски
Рисунок 2– Задиры

Рисунок 3–Продиры
Рисунок 4 - Протиры
Рисунок 3–Продиры
Рисунок 4 - Протиры
Способы устранения дефектов
Неразрушающий контроль сварного шва после сварки
Неразрушающий контроль после гидроиспытаний
Окончательная
Способы устранения дефектов
Неразрушающий контроль сварного шва после сварки
Неразрушающий контроль после гидроиспытаний
Окончательная
В данном курсовом проекте было рассмотрено:
- Назначение ТЭСА;
- Объект модернизации.
В данном курсовом проекте было рассмотрено:
- Назначение ТЭСА;
- Объект модернизации.
 Разработка керамической тары для пищевых продуктов
Разработка керамической тары для пищевых продуктов Селфи с книгой
Селфи с книгой Основы технологии сборочных работ
Основы технологии сборочных работ Как нарушать правила чтобы создать что-то новое
Как нарушать правила чтобы создать что-то новое Жидкие кристаллы
Жидкие кристаллы Технологія обробки конічних поверхонь та їх контроль
Технологія обробки конічних поверхонь та їх контроль Территориальное общественное самоуправление Ленинградский
Территориальное общественное самоуправление Ленинградский Правила размещения
Правила размещения High Level Site Training
High Level Site Training Д. Д. Шостакович. Седьмая симфония
Д. Д. Шостакович. Седьмая симфония 20141121_nekrasov_zheleznaya_doroga
20141121_nekrasov_zheleznaya_doroga Спасение язычников
Спасение язычников НОС-СОН
НОС-СОН Гидроэлектростанция (ГЭС)
Гидроэлектростанция (ГЭС) Гибкая автоматизированная линия FESTO, интегрированная с SCADA-системой Ciros Production
Гибкая автоматизированная линия FESTO, интегрированная с SCADA-системой Ciros Production Строение древесины, ее свойства, пороки. Раскрой хлыстов на сортименты, их сортировка и окорка
Строение древесины, ее свойства, пороки. Раскрой хлыстов на сортименты, их сортировка и окорка 20130315_lit.napr_._
20130315_lit.napr_._ Yuki wants to get some coffee
Yuki wants to get some coffee Виды сталей. Термообработка
Виды сталей. Термообработка Занятие по развитию познавательных способностей
Занятие по развитию познавательных способностей Электрические измерения приборы
Электрические измерения приборы Природные каменные материалы
Природные каменные материалы Поздравительная открытка
Поздравительная открытка Счетчики. Лекция 12
Счетчики. Лекция 12 Презентация
Презентация Терещенко Н.В. Детская ревность
Терещенко Н.В. Детская ревность 20140322_znamya_i_flag_-_5_kl
20140322_znamya_i_flag_-_5_kl Комбинированные газотурбинные установки
Комбинированные газотурбинные установки