- Ұнтақты бұйымның түрөзгертуі. Металл керамикалық материалдарды қақтау (спекание)

Содержание
- 2. Престеу ұнтақтан бұйымның пошым түзуінің кең тараған тəсілі болып табылады. Ұнтақ престеу кезінде жабық пресс-қалып ішінде
- 3. Престеу процесінде ұнтақ түйірлері серпімді жəне созымды деформацияға түседі, нəтижесінде бркетте айтарлықтай кернеу туындайды. Қысымды алып
- 4. Практикада престеу қысымын материал мен бұйымның қажетті қасиеттеріне,бастапқы материалдың түрі мен күйіне, бұйымның өлшемдері мен пошымына,
- 5. Қиын деформацияланатын қорытпаларды, керметтер мен басқа да материалдарды престеу кезінде, жəне де олардан аса тығыз дайындамалар
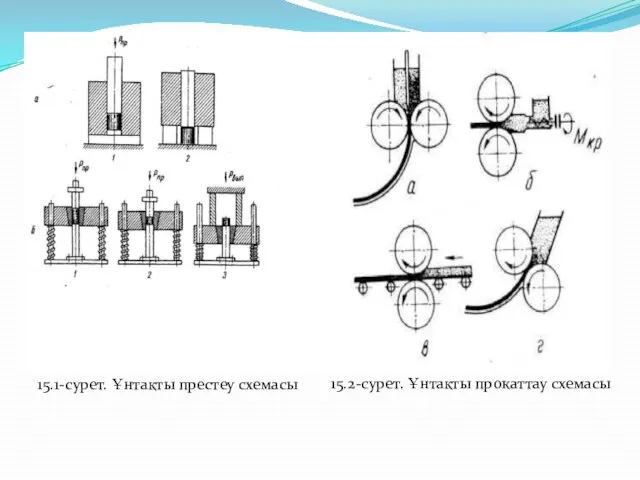
- 6. 15.1-сурет. Ұнтақты престеу схемасы 15.2-сурет. Ұнтақты прокаттау схемасы
- 7. Қиын деформацияланатын қорытпалардың ұнтақтарын престеу үшін жəне ірі дайындамаларды (300 кг дейінгі) алу үшін гоиростатикалық пресс
- 8. а – бір жақты: 1 – престеу; 2 – баспалап босату; б – екі жақты: 1
- 9. Жабылу (спекание) ұнтақ металлургиясы технологиясының өте қажетті операциясы болып тадылады. Жабылу деп ұнтақ тəрізді материалды өзара
- 10. Жабылудың екі түрі болады: сұйық фазасыз жəне сұйық фазамен. Бірінші жағдайда жабылу қоспаның кезкелген компонентінің балқу
- 11. Калибрлеу кезінде металл керамикалық тетіктер 0,02-0,005 мм дəлдігімен алынады. Калибрлеу алдында бұйымның өлшемі соңғыға қарағанда 0,5-1
- 12. Жабылған материалдар көбінесе физика-механикалық қасиеттерін жақсарту, коррозиядан сақтау, декоративті қабат жағу, бұйымға соңғы өлшемдер беру үшін
- 13. Су негіздегі суыту элульсиясын 10 % аса кеуекті бұйым үшін қолдануға болмайды. Бұл жағдайда коррозиядан алдын
- 14. Соңғы операцияға камераға ауаның берілуі жатады. Барлық процеске бірнеше минут кетеді. Ұнтақтан алынатын көптеген материалдар жасытуға,
- 15. Темір ұнтағынан жасалған бұйым көбінесе химия-термиялықлық өңдеу əдісімен – қыздыру жəне карбюризатормен жəшікте ұстаумен немесе көміртектенген
- 16. 15.3-сурет. Ұнтақ металлургия əдістерімен алынған тетіктер
- 18. Скачать презентацию
Престеу ұнтақтан бұйымның пошым түзуінің кең тараған тəсілі болып табылады. Ұнтақ
Престеу ұнтақтан бұйымның пошым түзуінің кең тараған тəсілі болып табылады. Ұнтақ
Престеу процесінде ұнтақ түйірлері серпімді жəне созымды деформацияға түседі, нəтижесінде бркетте
Престеу процесінде ұнтақ түйірлері серпімді жəне созымды деформацияға түседі, нəтижесінде бркетте
Практикада престеу қысымын материал мен бұйымның қажетті қасиеттеріне,бастапқы материалдың түрі мен
Практикада престеу қысымын материал мен бұйымның қажетті қасиеттеріне,бастапқы материалдың түрі мен
Қиын деформацияланатын қорытпаларды, керметтер мен басқа да материалдарды престеу кезінде, жəне
Қиын деформацияланатын қорытпаларды, керметтер мен басқа да материалдарды престеу кезінде, жəне
15.1-сурет. Ұнтақты престеу схемасы
15.2-сурет. Ұнтақты прокаттау схемасы
15.1-сурет. Ұнтақты престеу схемасы
15.2-сурет. Ұнтақты прокаттау схемасы
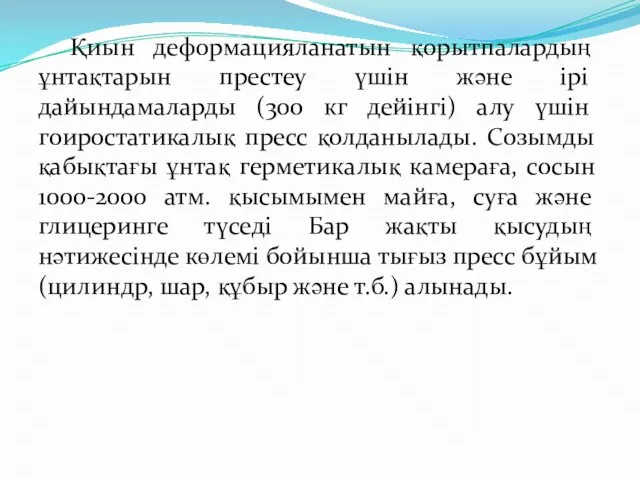
Қиын деформацияланатын қорытпалардың ұнтақтарын престеу үшін жəне ірі дайындамаларды (300 кг
Қиын деформацияланатын қорытпалардың ұнтақтарын престеу үшін жəне ірі дайындамаларды (300 кг
а – бір жақты: 1 – престеу; 2 – баспалап босату;
а – бір жақты: 1 – престеу; 2 – баспалап босату;
Жабылу (спекание) ұнтақ металлургиясы технологиясының өте қажетті операциясы болып тадылады. Жабылу
Жабылу (спекание) ұнтақ металлургиясы технологиясының өте қажетті операциясы болып тадылады. Жабылу
Жабылудың екі түрі болады: сұйық фазасыз жəне сұйық фазамен. Бірінші жағдайда
Жабылудың екі түрі болады: сұйық фазасыз жəне сұйық фазамен. Бірінші жағдайда
Калибрлеу кезінде металл керамикалық тетіктер 0,02-0,005 мм дəлдігімен алынады. Калибрлеу алдында
Калибрлеу кезінде металл керамикалық тетіктер 0,02-0,005 мм дəлдігімен алынады. Калибрлеу алдында
Жабылған материалдар көбінесе физика-механикалық қасиеттерін жақсарту, коррозиядан сақтау, декоративті қабат жағу,
Жабылған материалдар көбінесе физика-механикалық қасиеттерін жақсарту, коррозиядан сақтау, декоративті қабат жағу,
Су негіздегі суыту элульсиясын 10 % аса кеуекті бұйым үшін қолдануға
Су негіздегі суыту элульсиясын 10 % аса кеуекті бұйым үшін қолдануға
Соңғы операцияға камераға ауаның берілуі жатады. Барлық процеске бірнеше минут
Соңғы операцияға камераға ауаның берілуі жатады. Барлық процеске бірнеше минут
Темір ұнтағынан жасалған бұйым көбінесе химия-термиялықлық өңдеу əдісімен – қыздыру жəне
Темір ұнтағынан жасалған бұйым көбінесе химия-термиялықлық өңдеу əдісімен – қыздыру жəне

15.3-сурет. Ұнтақ металлургия əдістерімен алынған тетіктер
15.3-сурет. Ұнтақ металлургия əдістерімен алынған тетіктер
 Национальный цифровой ресурс
Национальный цифровой ресурс Процессоры. Первый процессор
Процессоры. Первый процессор гражданское общество и социальные движения к20в
гражданское общество и социальные движения к20в Культура ислама
Культура ислама Зур - кечкенә 4-5 яшь
Зур - кечкенә 4-5 яшь Боголюбова
Боголюбова Овощи
Овощи Роза из бумаги
Роза из бумаги Рыночный сегмент высшего образования
Рыночный сегмент высшего образования Калькулятор для пересчета объема заказа продукта с учетом ухода с рынка формата “Big Box”
Калькулятор для пересчета объема заказа продукта с учетом ухода с рынка формата “Big Box” Цемент. Производство цемента
Цемент. Производство цемента Песня Хагги Вагги
Песня Хагги Вагги Джеймс Нахтвей
Джеймс Нахтвей ТЕМА 1.5
ТЕМА 1.5 Structure of Eng.sentences
Structure of Eng.sentences Маркировка ИМС
Маркировка ИМС Виды зубчатых передач
Виды зубчатых передач Устройство приборов освещения автомобилей
Устройство приборов освещения автомобилей Выбери только признаки весны
Выбери только признаки весны Виртуальный литературный час Встречаем Новый Год вместе
Виртуальный литературный час Встречаем Новый Год вместе Игра Рассеянный художник
Игра Рассеянный художник Дары Осени – 2020 выполнено учениками 2 А
Дары Осени – 2020 выполнено учениками 2 А Разработка проекта этнографического тура по Воронежской области
Разработка проекта этнографического тура по Воронежской области Нейтронный гамма каротаж
Нейтронный гамма каротаж Нестационарные торговые объекты и остановки
Нестационарные торговые объекты и остановки HollySys PLC Introduction-V1.2-Русский
HollySys PLC Introduction-V1.2-Русский Мы-волонтеры. Отряд Искорки добра
Мы-волонтеры. Отряд Искорки добра 20150111_3._reklamnoe_agentstvo
20150111_3._reklamnoe_agentstvo