- Общие принципы проектирование станков

Содержание
- 2. Литература Металлорежущие станки: учебник. В двух томах. Т. 1: учеб./ Т.М. Авраамова [и др.]. — Москва:
- 3. Литература Конструирование машин: Справочно-методическое пособие: В 2-х т. / К.Ф. Фролов [и др.]. Под общ. ред.
- 4. Литература Основы конструирование станков/ В.В. Бушуев. – М.: Изд-во МГТУ СТАНКИН, 1992. – 520 с. Детали
- 5. 1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ 1.1 Общие сведения
- 6. Направления развития станков. Факторы, определяющие технический уровень конструкций Техническое совершенствование станка оценивается при сопоставлении основных его
- 7. Основные направления развития станков Приспособленность станка к человеку. Увеличение диапазона частот вращения привода главного движения и
- 8. Поиск новых конструкторских решений При создании и развитии конструкций станков для принятия решения часто используют прогнозирование,
- 9. Поиск новых конструкторских решений Объединение различных технологических процессов. Введение элементов искусственного интеллекта — от распознавания образов
- 10. Методами стандартизации являются симплификация; унификация — замена нескольких деталейили узлов одним; типизация — разработка типовых конструкций
- 11. Поиск новых конструкторских решений Расширение технологических возможностей за счет установки на станке дополнительных узлов и приспособлений.
- 12. Поиск новых конструкторских решений Перенос рабочих функций с механических систем приводов на систему управления и электропривод,
- 13. 1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ 1.2 Этапы разработки конструкторской документации
- 14. Этапы разработки Техническое задание (ГОСТ 15.016—2016) Техническое предложение (ГОСТ 2.118—2013) Эскизный проект (ГОСТ 2.119—2013) Технический проект
- 15. 1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ 1.3 Классификация параметров и показателей
- 16. Номенклатура показателей качества (ГОСТ 4.93—86) Показатели назначения Эргономические показатели
- 17. Классификация параметров и показателей станков
- 18. 1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ 1.4 Особенности назначения геометрических параметров и основных технических характеристик
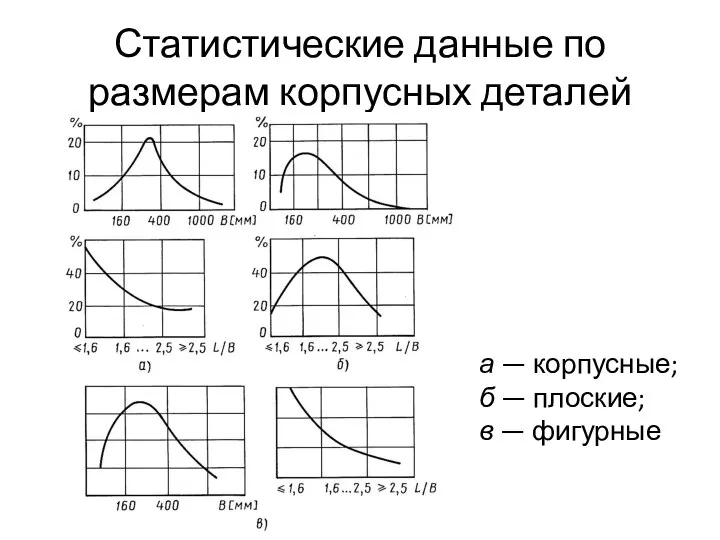
- 19. Статистические данные по размерам корпусных деталей а — корпусные; б — плоские; в — фигурные
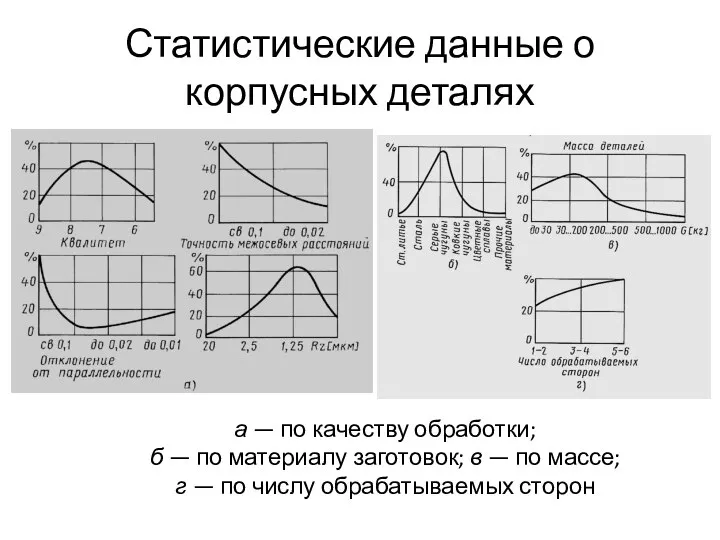
- 20. Статистические данные о корпусных деталях а — по качеству обработки; б — по материалу заготовок; в
- 21. 1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ 1.5 Выбор геометрических параметров и назначение технических характеристик
- 22. Ряды нормальных размеров n = 5. Ряд Ra 5: 0,1; 0,16; 0,25; 0,4; 0,65; 1 и
- 23. Схема станка для определения его основных размеров
- 24. Схема станка для определения хода стойки и размеров основных узлов
- 25. Схема для определения максимальной длины инструмента при его смене
- 26. Влияние поворота стола на максимальную длину инструмента
- 27. Схема станка для определения хода стола
- 28. Пример таблицы режимов резания при работе концевой фрезой * Диаметр фрезы 16…50 мм.
- 29. Вероятность применения различных скоростей резания
- 30. 1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ 1.6 Определение режимов обработки резанием
- 31. Допустимая глубина резания при чистовом растачивании и фрезеровании композитами закаленных материалов с твердостью около 60 HRC
- 32. 1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ 1.7 Выбор расчетных нагрузок
- 33. 1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ 1.8 Выбор приводов
- 34. 2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
- 35. Источники погрешностей в станках
- 36. Погрешности формообразования: интерполяция
- 37. 2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ 2.1 Погрешности формообразовании
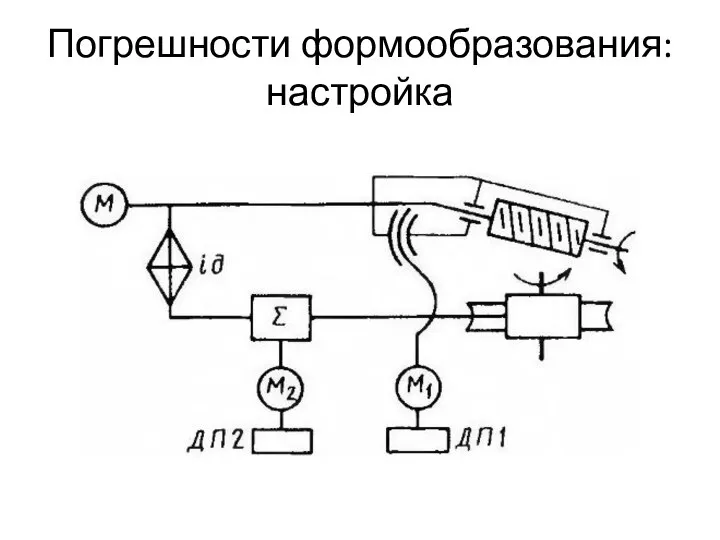
- 38. Погрешности формообразования: настройка
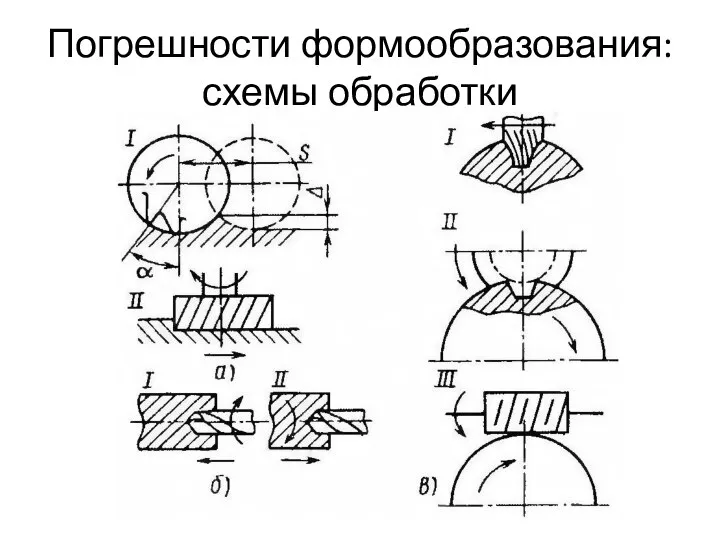
- 39. Погрешности формообразования: схемы обработки
- 40. 2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ 2.2 Технологические погрешности закрепления и базирования изделий и инструмента
- 41. Схема обработки сверхточных оптических деталей с помощью ионных лучей
- 42. Погрешности базирования и закрепления
- 43. 2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ 2.3 Геометрические погрешности
- 44. Погрешности изготовления и сборки
- 45. Шпиндельный узел токарного станка
- 46. Упругие деформации: зажим Упругие деформации: поперечные силы
- 47. Тепловые деформации: материал Тепловые деформации: охлаждение, изоляция
- 48. Тепловые деформации: симметрия Тепловые деформации: совершенствование конструкции
- 49. Превышение геометрической точности: уменьшение влияния условий работы
- 50. Превышение геометрической точности: использование специальных свойств
- 51. Превышение геометрической точности: конструктивное усовершенствование
- 52. Схема компенсации износа инструмента и направляющих токарного станка
- 53. 2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ 2.4 Погрешности позиционирования
- 54. Погрешности позиционирование: датчики, коррекция
- 55. Погрешности позиционирование: установка датчиков Погрешности позиционирование: устранение зазоров, жесткость
- 56. Погрешности позиционирование: совершенные механизмы
- 57. 2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ 2.5 Кинематические ошибки
- 58. Погрешности позиционирования
- 59. 2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ 2.6 Динамические погрешности
- 60. Динамические погрешности
- 61. Демпфирование, виброизоляция
- 62. Виброгасители
- 63. Стабилизация параметров
- 64. Динамические погрешности: различные усовершенствования
- 65. 3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
- 66. 3 ЖЕСТКОСТЬ КОНСТРУКЦИИ 3.1 Баланс податливости элементов машины
- 67. 3 ЖЕСТКОСТЬ КОНСТРУКЦИИ 3.2 Назначение предварительного натяга в элементах качения
- 68. 3 ЖЕСТКОСТЬ КОНСТРУКЦИИ 3.3 Нормирование жесткости
- 69. Методы обработки, не требующие высокой жесткости
- 70. Компоновочные факторы: отказ от консольных компоновок
- 71. Компоновочные факторы: постоянная жесткость по координате обработке
- 72. Максимальная жесткость в рабочем положении
- 73. Постоянная жесткость по разным направлениям
- 74. Сопряжение деталей и узлов
- 75. Установка станка на фундаменте
- 76. Компенсация упругих деформаций
- 77. Расположение опор
- 78. Создание предварительного натяга
- 79. Делительный стол
- 80. Автоматическое управление натягом
- 81. Коробка подач с выборкой зазоров в соединениях
- 82. Автоматическое управление натягом
- 83. Применение параллельных звеньев
- 84. Замена точечного контакта
- 85. Применение многоконтактных передач
- 86. Оптимизация параметров
- 87. Уменьшение числа звеньев
- 88. Выбор тяговых устройств
- 89. Уменьшение кромочных контактов
- 90. Повышение точности элементов
- 91. Статически не определимые системы
- 92. Замена изгиба и кручения растяжением (сжатием)
- 93. Совершенствование силовой схемы
- 94. Шарико-винтовая передача с вращающейся гайкой
- 96. Скачать презентацию
Литература
Металлорежущие станки: учебник. В двух томах. Т. 1: учеб./ Т.М. Авраамова
Литература
Металлорежущие станки: учебник. В двух томах. Т. 1: учеб./ Т.М. Авраамова
Литература
Конструирование машин: Справочно-методическое пособие: В 2-х т. / К.Ф. Фролов [и
Литература
Конструирование машин: Справочно-методическое пособие: В 2-х т. / К.Ф. Фролов [и
Литература
Основы конструирование станков/ В.В. Бушуев. – М.: Изд-во МГТУ СТАНКИН, 1992.
Литература
Основы конструирование станков/ В.В. Бушуев. – М.: Изд-во МГТУ СТАНКИН, 1992.
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.1 Общие сведения
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.1 Общие сведения
Направления развития станков. Факторы, определяющие технический уровень конструкций
Техническое совершенствование станка оценивается
Направления развития станков. Факторы, определяющие технический уровень конструкций
Техническое совершенствование станка оценивается
Основные направления развития станков
Приспособленность станка к человеку.
Увеличение диапазона частот вращения привода
Основные направления развития станков
Приспособленность станка к человеку.
Увеличение диапазона частот вращения привода
Поиск новых конструкторских решений
При создании и развитии конструкций станков для принятия
Поиск новых конструкторских решений
При создании и развитии конструкций станков для принятия
Поиск новых конструкторских решений
Объединение различных технологических процессов.
Введение элементов искусственного интеллекта —
Поиск новых конструкторских решений
Объединение различных технологических процессов.
Введение элементов искусственного интеллекта —
Методами стандартизации являются
симплификация;
унификация — замена нескольких деталейили узлов одним;
типизация — разработка
Методами стандартизации являются
симплификация;
унификация — замена нескольких деталейили узлов одним;
типизация — разработка
Поиск новых конструкторских решений
Расширение технологических возможностей за счет установки на станке
Поиск новых конструкторских решений
Расширение технологических возможностей за счет установки на станке
Поиск новых конструкторских решений
Перенос рабочих функций с механических систем приводов на
Поиск новых конструкторских решений
Перенос рабочих функций с механических систем приводов на
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.2 Этапы разработки конструкторской документации
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.2 Этапы разработки конструкторской документации
Этапы разработки
Техническое задание (ГОСТ 15.016—2016)
Техническое предложение (ГОСТ 2.118—2013)
Эскизный проект (ГОСТ
Этапы разработки
Техническое задание (ГОСТ 15.016—2016)
Техническое предложение (ГОСТ 2.118—2013)
Эскизный проект (ГОСТ
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.3 Классификация параметров и показателей
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.3 Классификация параметров и показателей
Номенклатура показателей качества (ГОСТ 4.93—86)
Показатели назначения
Эргономические показатели
Номенклатура показателей качества (ГОСТ 4.93—86)
Показатели назначения
Эргономические показатели
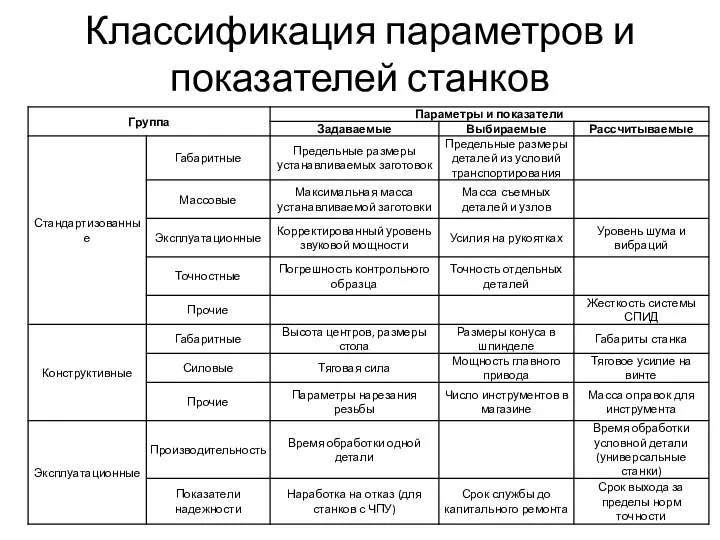
Классификация параметров и показателей станков
Классификация параметров и показателей станков
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.4 Особенности назначения геометрических параметров и основных
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.4 Особенности назначения геометрических параметров и основных
Статистические данные по размерам корпусных деталей
а — корпусные;
б — плоские;
в —
Статистические данные по размерам корпусных деталей
а — корпусные;
б — плоские;
в —
Статистические данные о корпусных деталях
а — по качеству обработки;
б —
Статистические данные о корпусных деталях
а — по качеству обработки; б —
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.5 Выбор геометрических параметров и назначение технических
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.5 Выбор геометрических параметров и назначение технических
Ряды нормальных размеров
n = 5. Ряд Ra 5: 0,1; 0,16; 0,25; 0,4; 0,65;
Ряды нормальных размеров
n = 5. Ряд Ra 5: 0,1; 0,16; 0,25; 0,4; 0,65;
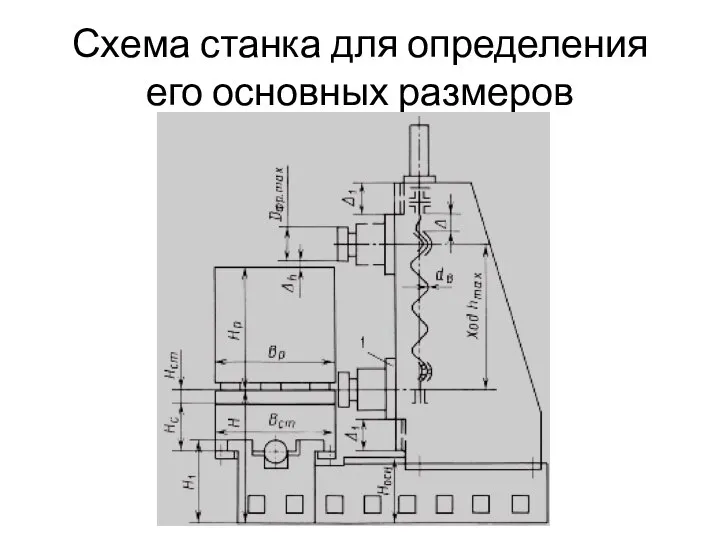
Схема станка для определения его основных размеров
Схема станка для определения его основных размеров

Схема станка для определения хода стойки и размеров основных узлов
Схема станка для определения хода стойки и размеров основных узлов
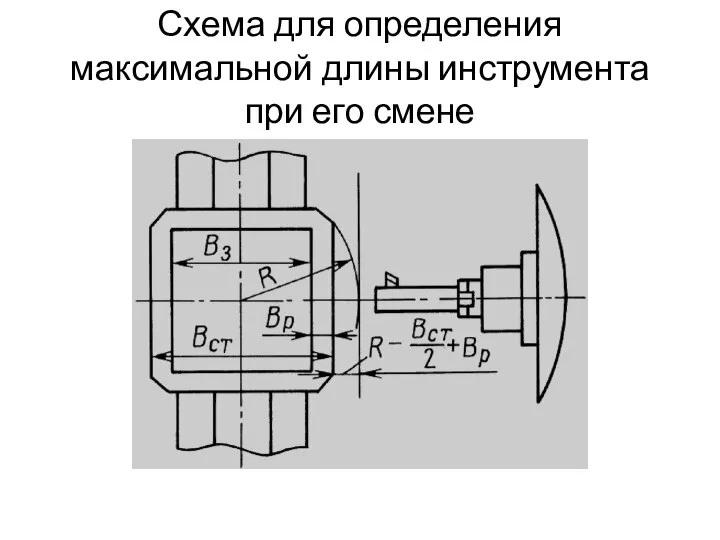
Схема для определения максимальной длины инструмента при его смене
Схема для определения максимальной длины инструмента при его смене

Влияние поворота стола на максимальную длину инструмента
Влияние поворота стола на максимальную длину инструмента
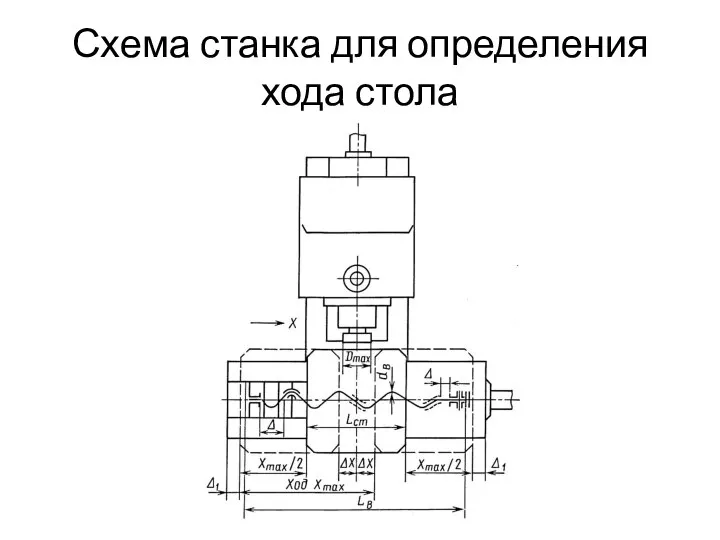
Схема станка для определения хода стола
Схема станка для определения хода стола
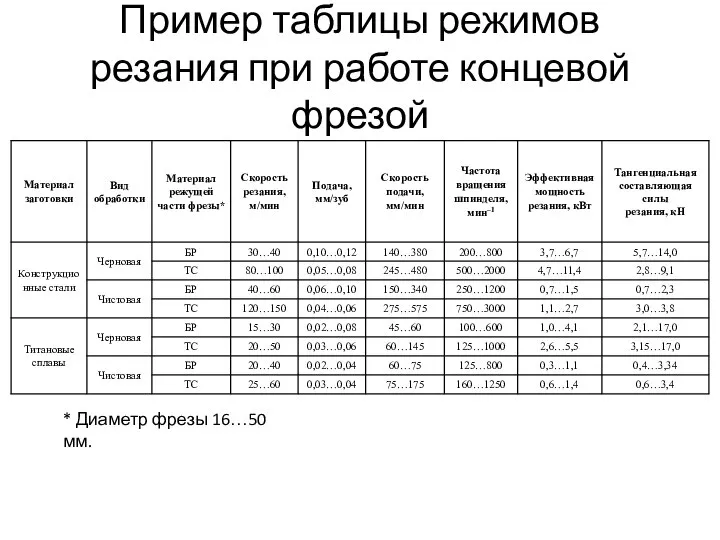
Пример таблицы режимов резания при работе концевой фрезой
* Диаметр фрезы 16…50
Пример таблицы режимов резания при работе концевой фрезой
* Диаметр фрезы 16…50
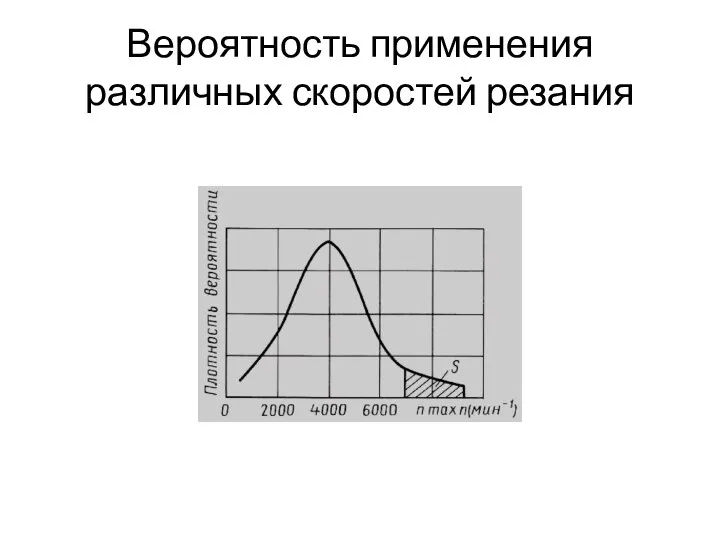
Вероятность применения различных скоростей резания
Вероятность применения различных скоростей резания
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.6 Определение режимов обработки резанием
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.6 Определение режимов обработки резанием
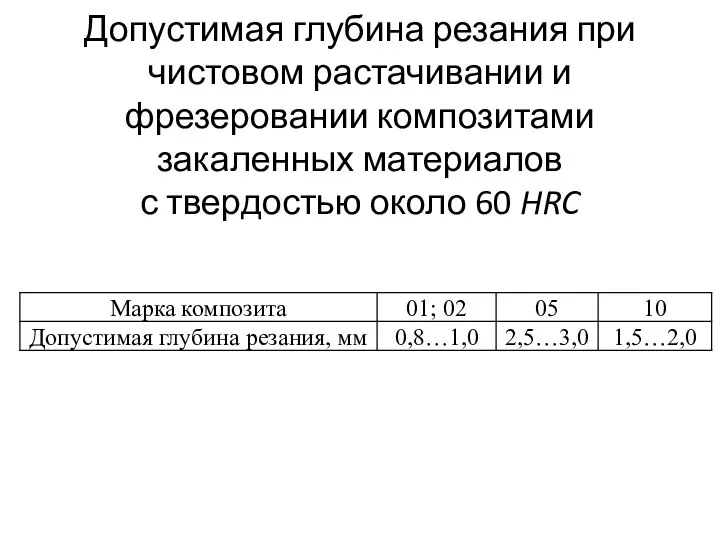
Допустимая глубина резания при чистовом растачивании и фрезеровании композитами закаленных материалов
с
Допустимая глубина резания при чистовом растачивании и фрезеровании композитами закаленных материалов с
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.7 Выбор расчетных нагрузок
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.7 Выбор расчетных нагрузок
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.8 Выбор приводов
1 ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ СТАНКОВ
1.8 Выбор приводов
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ

Источники погрешностей в станках
Источники погрешностей в станках
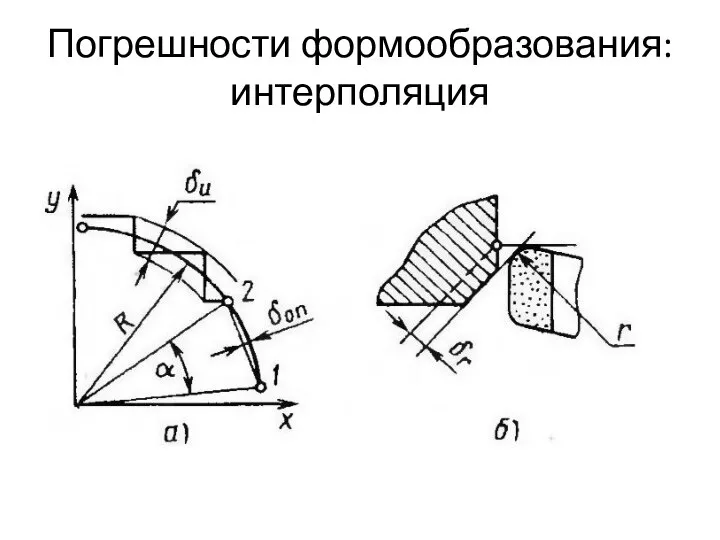
Погрешности формообразования: интерполяция
Погрешности формообразования: интерполяция
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.1 Погрешности формообразовании
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.1 Погрешности формообразовании
Погрешности формообразования: настройка
Погрешности формообразования: настройка
Погрешности формообразования: схемы обработки
Погрешности формообразования: схемы обработки
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.2 Технологические погрешности закрепления и базирования изделий и инструмента
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.2 Технологические погрешности закрепления и базирования изделий и инструмента

Схема обработки сверхточных оптических деталей с помощью ионных лучей
Схема обработки сверхточных оптических деталей с помощью ионных лучей
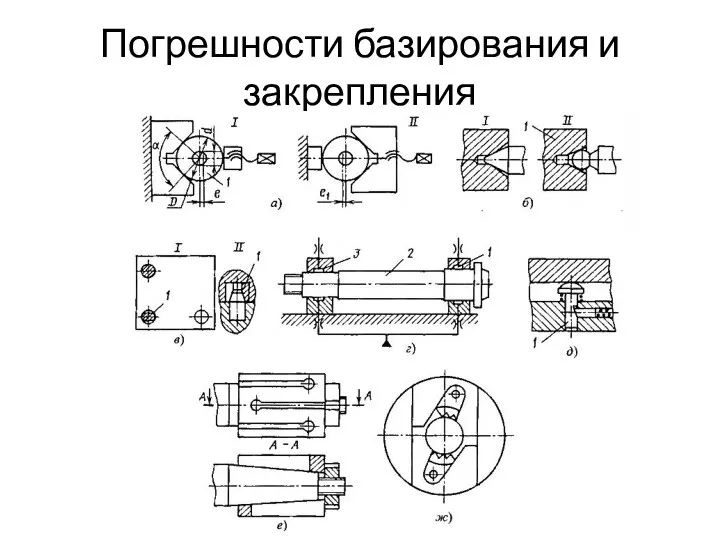
Погрешности базирования и закрепления
Погрешности базирования и закрепления
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.3 Геометрические погрешности
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.3 Геометрические погрешности
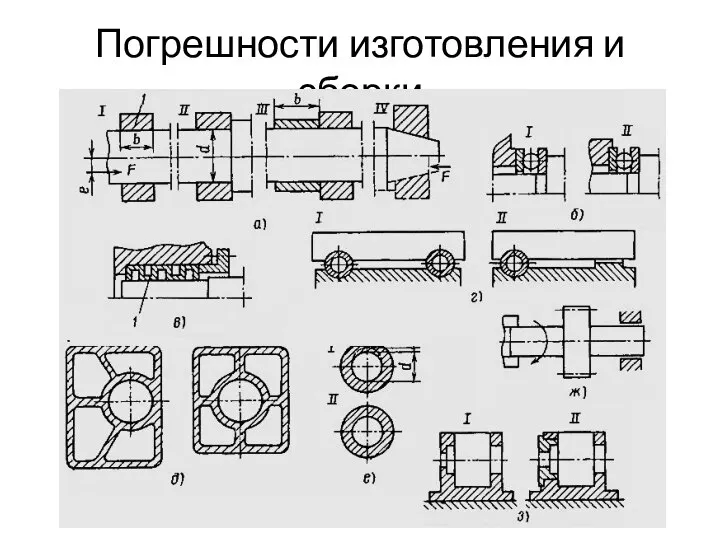
Погрешности изготовления и сборки
Погрешности изготовления и сборки
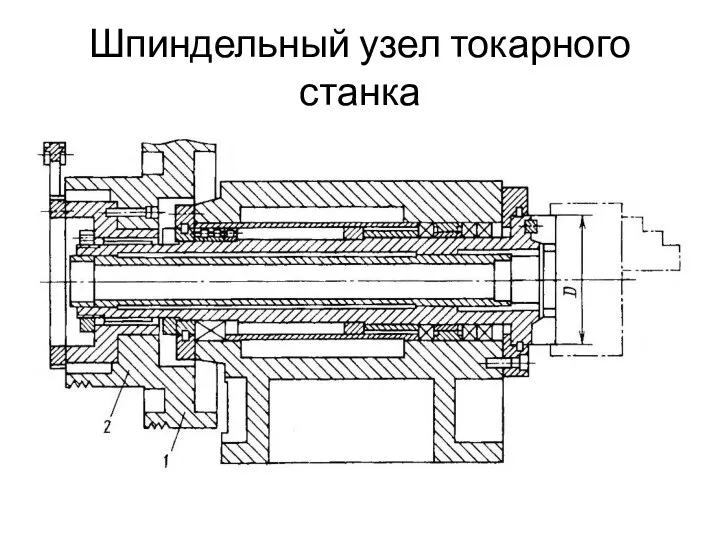
Шпиндельный узел токарного станка
Шпиндельный узел токарного станка
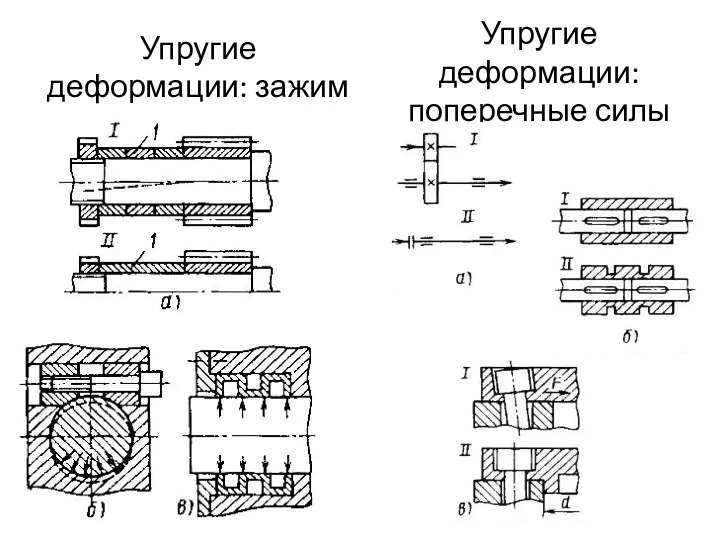
Упругие деформации: зажим
Упругие деформации: поперечные силы
Упругие деформации: зажим
Упругие деформации: поперечные силы
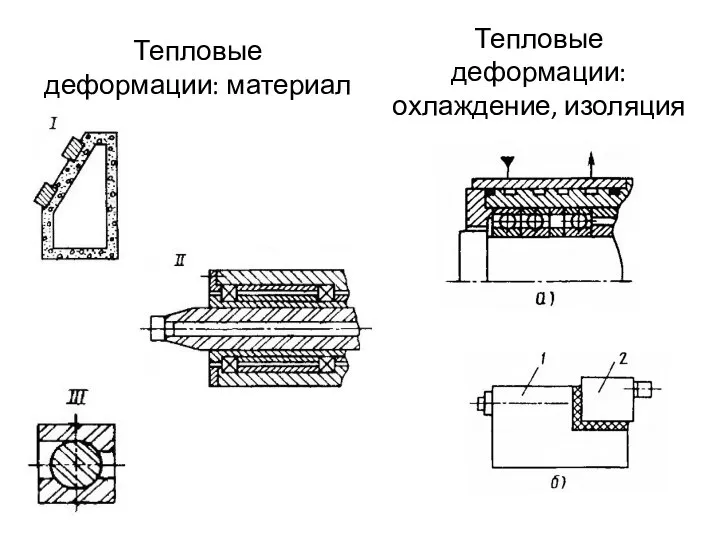
Тепловые деформации: материал
Тепловые деформации: охлаждение, изоляция
Тепловые деформации: материал
Тепловые деформации: охлаждение, изоляция
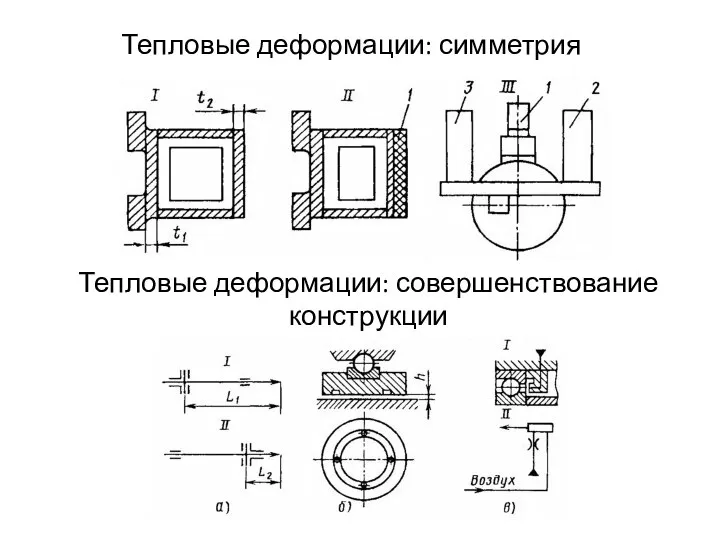
Тепловые деформации: симметрия
Тепловые деформации: совершенствование конструкции
Тепловые деформации: симметрия
Тепловые деформации: совершенствование конструкции

Превышение геометрической точности: уменьшение влияния условий работы
Превышение геометрической точности: уменьшение влияния условий работы
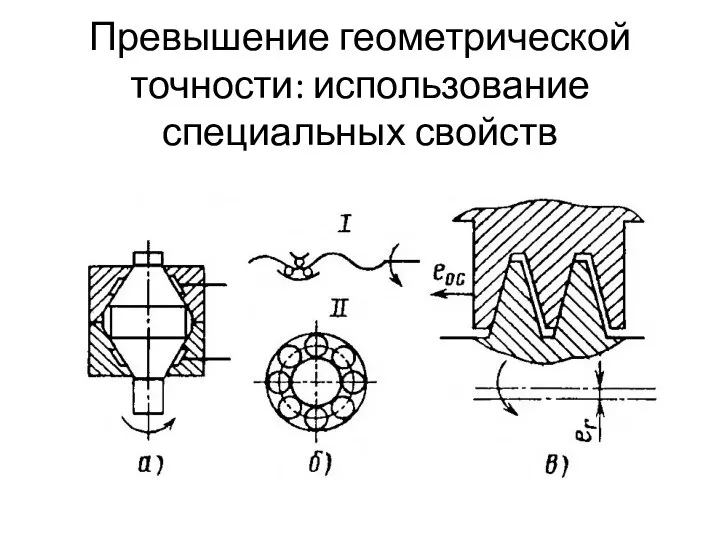
Превышение геометрической точности: использование специальных свойств
Превышение геометрической точности: использование специальных свойств

Превышение геометрической точности: конструктивное усовершенствование
Превышение геометрической точности: конструктивное усовершенствование
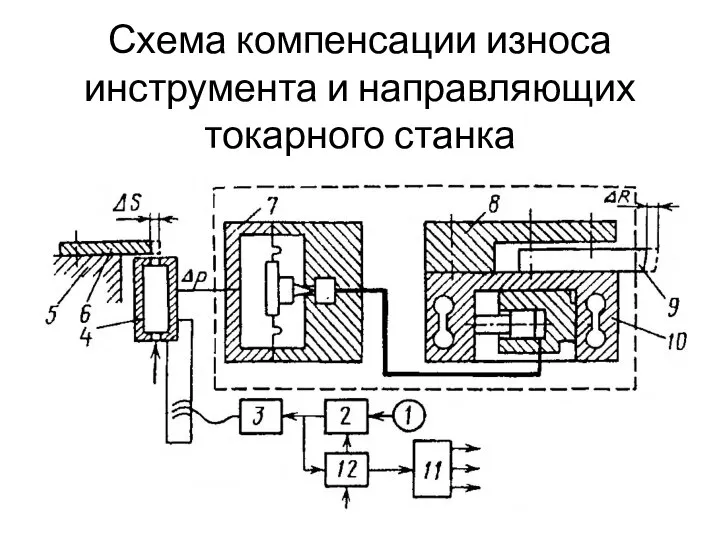
Схема компенсации износа инструмента и направляющих токарного станка
Схема компенсации износа инструмента и направляющих токарного станка
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.4 Погрешности позиционирования
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.4 Погрешности позиционирования
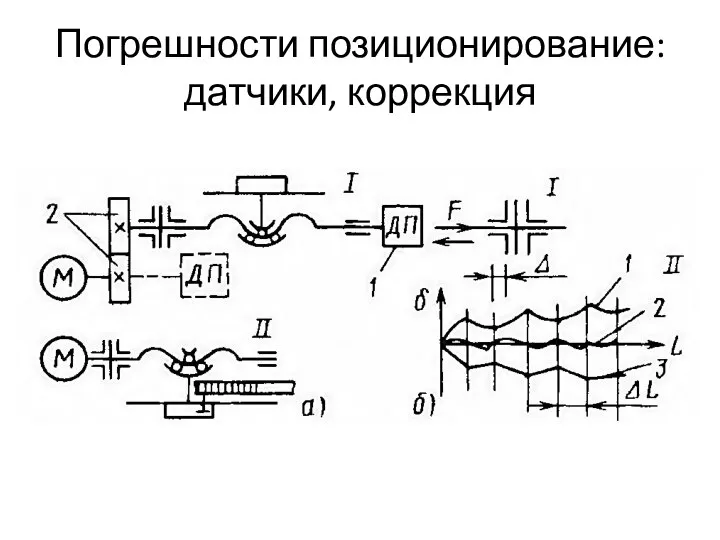
Погрешности позиционирование: датчики, коррекция
Погрешности позиционирование: датчики, коррекция
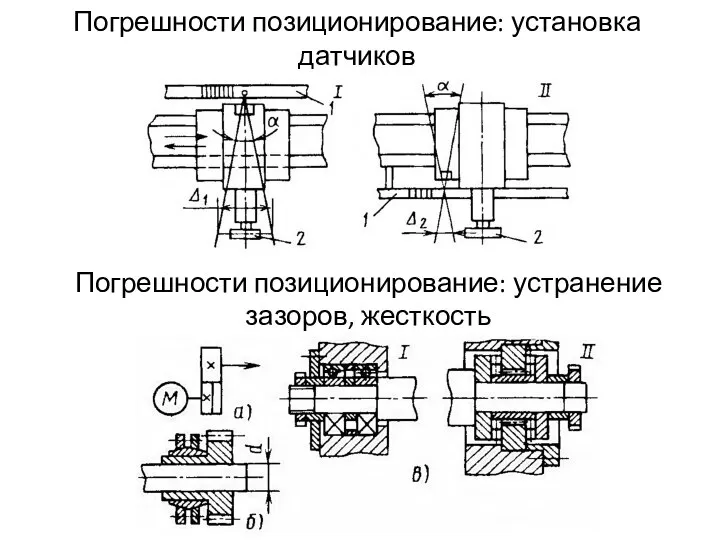
Погрешности позиционирование: установка датчиков
Погрешности позиционирование: устранение зазоров, жесткость
Погрешности позиционирование: установка датчиков
Погрешности позиционирование: устранение зазоров, жесткость
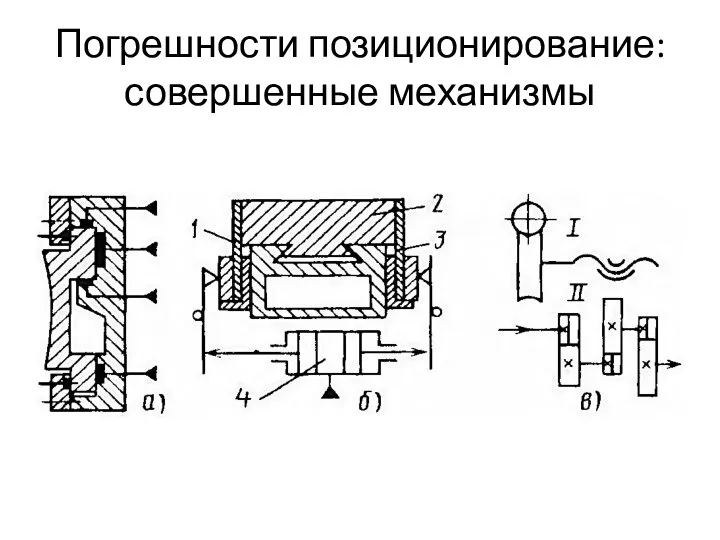
Погрешности позиционирование: совершенные механизмы
Погрешности позиционирование: совершенные механизмы
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.5 Кинематические ошибки
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.5 Кинематические ошибки
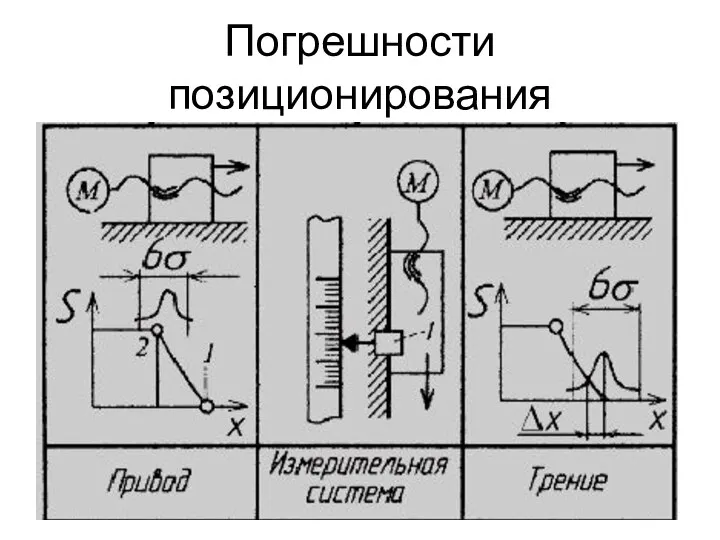
Погрешности позиционирования
Погрешности позиционирования
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.6 Динамические погрешности
2 ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯ
2.6 Динамические погрешности
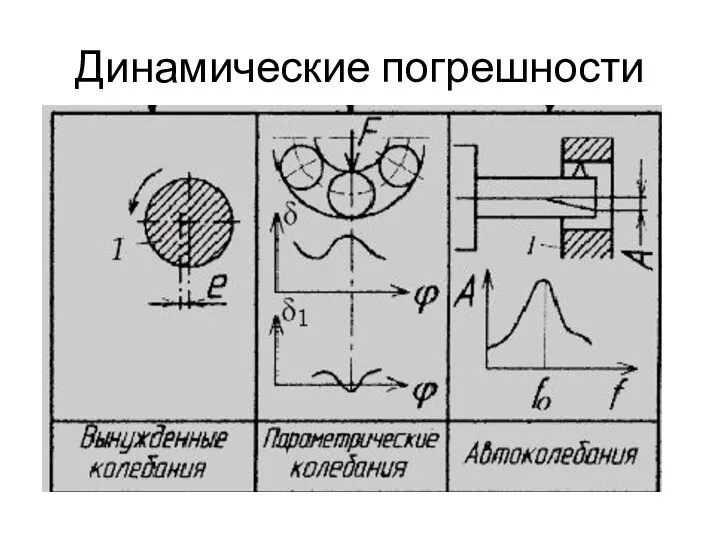
Динамические погрешности
Динамические погрешности
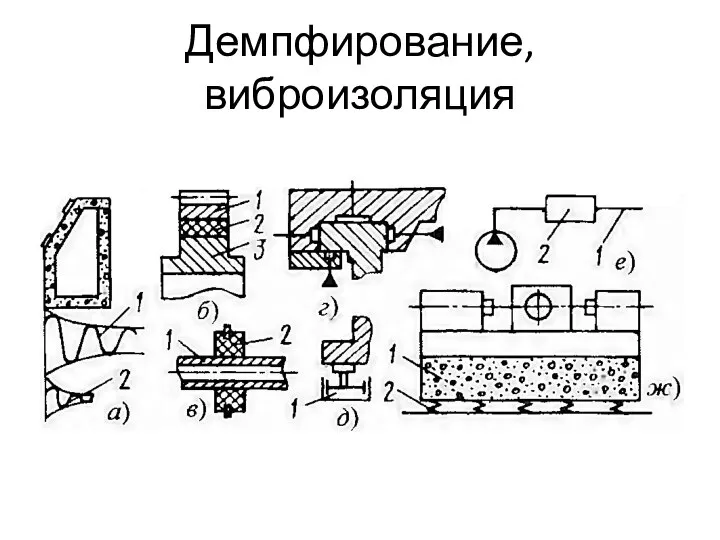
Демпфирование, виброизоляция
Демпфирование, виброизоляция
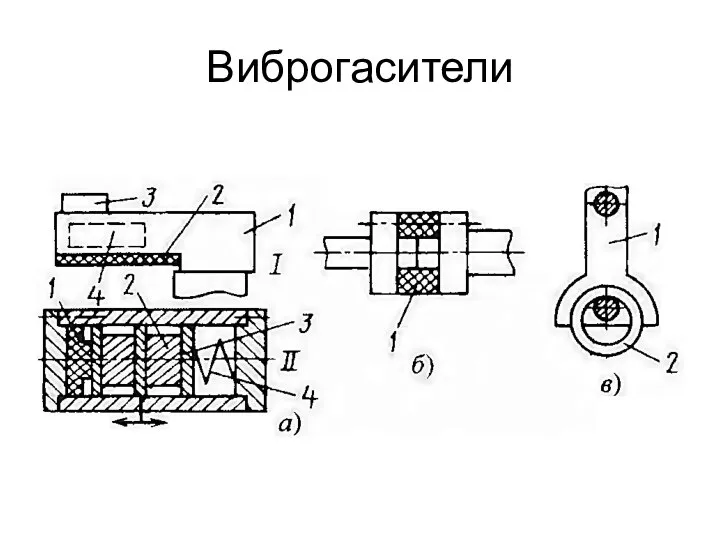
Виброгасители
Виброгасители
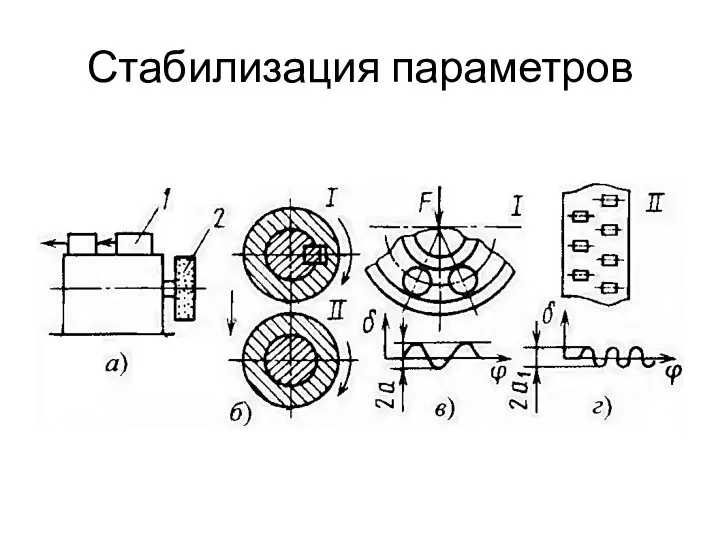
Стабилизация параметров
Стабилизация параметров

Динамические погрешности: различные усовершенствования
Динамические погрешности: различные усовершенствования
3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
3.1 Баланс податливости элементов машины
3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
3.1 Баланс податливости элементов машины
3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
3.2 Назначение предварительного натяга в элементах качения
3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
3.2 Назначение предварительного натяга в элементах качения
3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
3.3 Нормирование жесткости
3 ЖЕСТКОСТЬ КОНСТРУКЦИИ
3.3 Нормирование жесткости
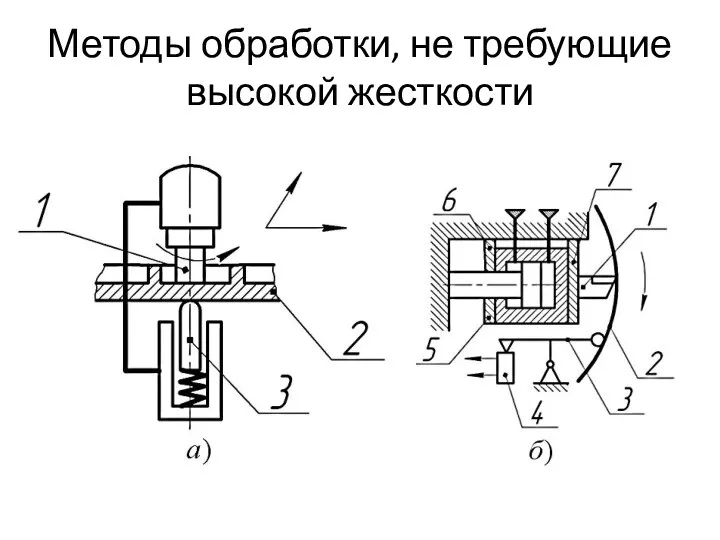
Методы обработки, не требующие высокой жесткости
Методы обработки, не требующие высокой жесткости
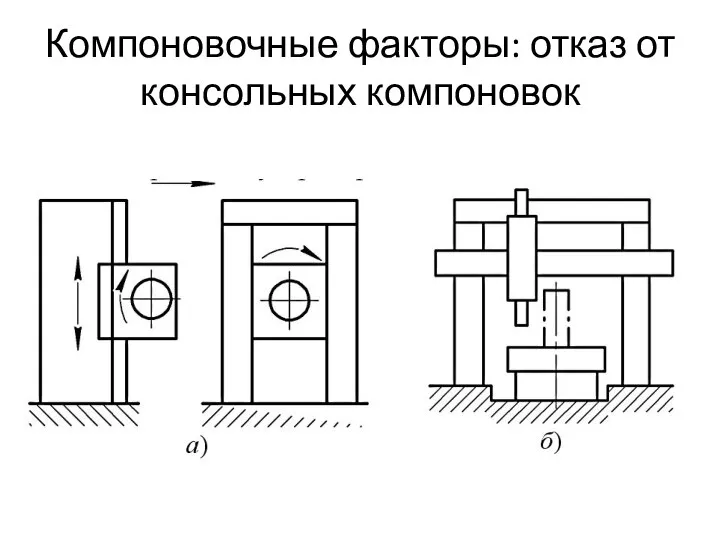
Компоновочные факторы: отказ от консольных компоновок
Компоновочные факторы: отказ от консольных компоновок
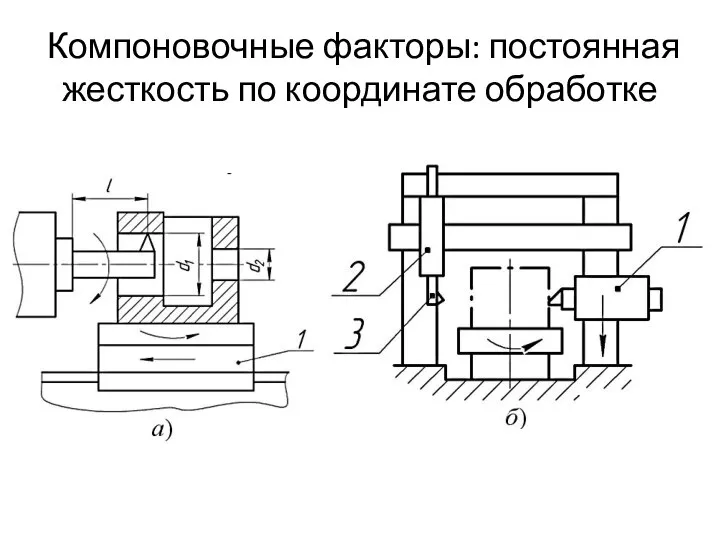
Компоновочные факторы: постоянная жесткость по координате обработке
Компоновочные факторы: постоянная жесткость по координате обработке
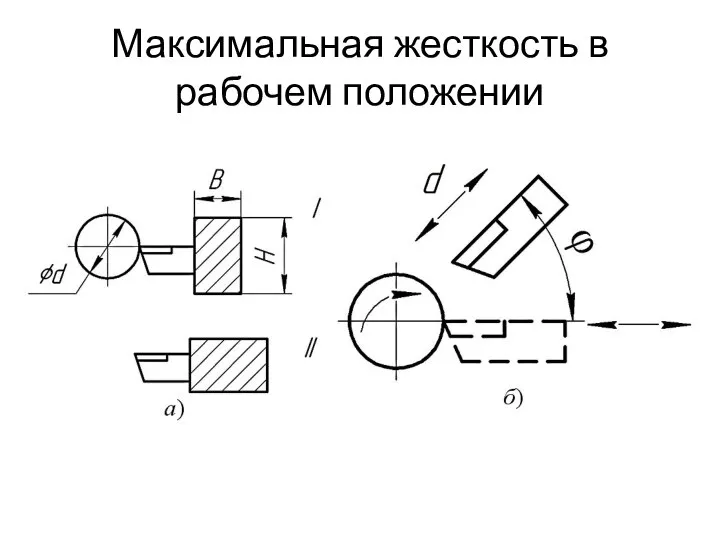
Максимальная жесткость в рабочем положении
Максимальная жесткость в рабочем положении
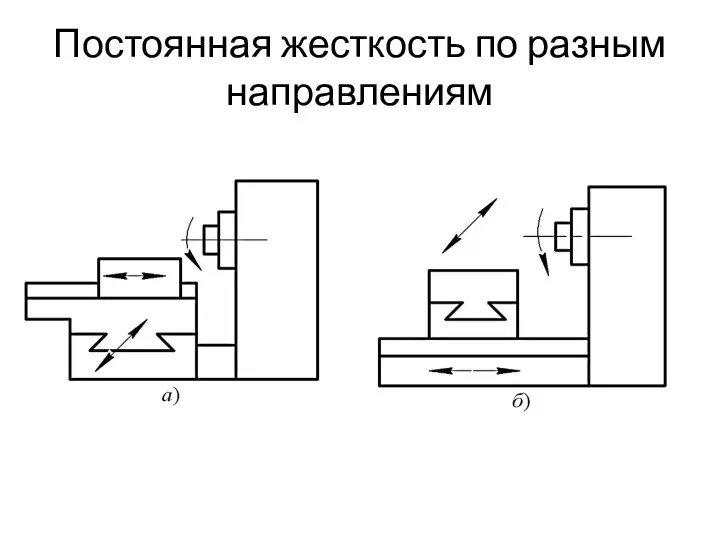
Постоянная жесткость по разным направлениям
Постоянная жесткость по разным направлениям
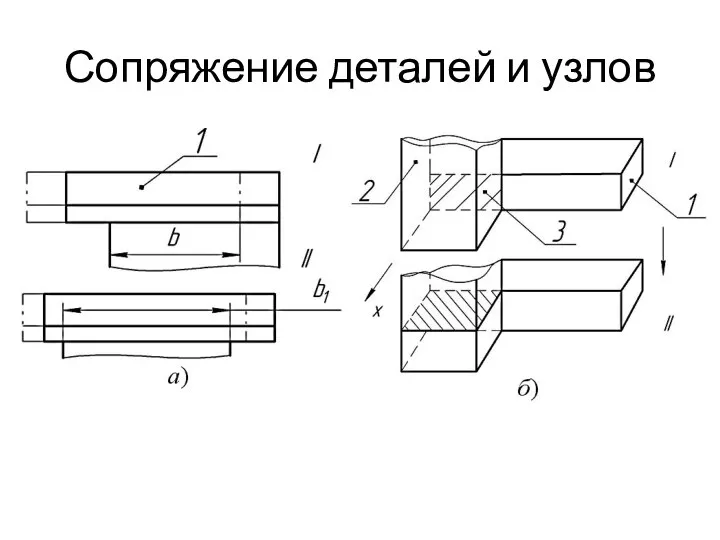
Сопряжение деталей и узлов
Сопряжение деталей и узлов

Установка станка на фундаменте
Установка станка на фундаменте
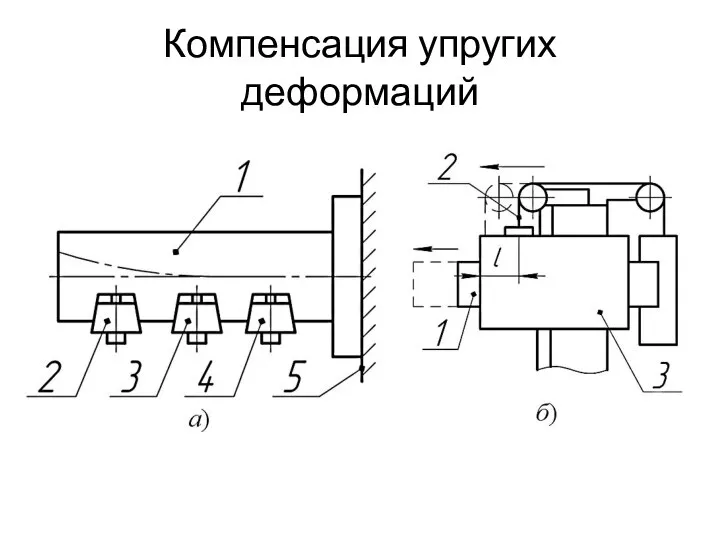
Компенсация упругих деформаций
Компенсация упругих деформаций
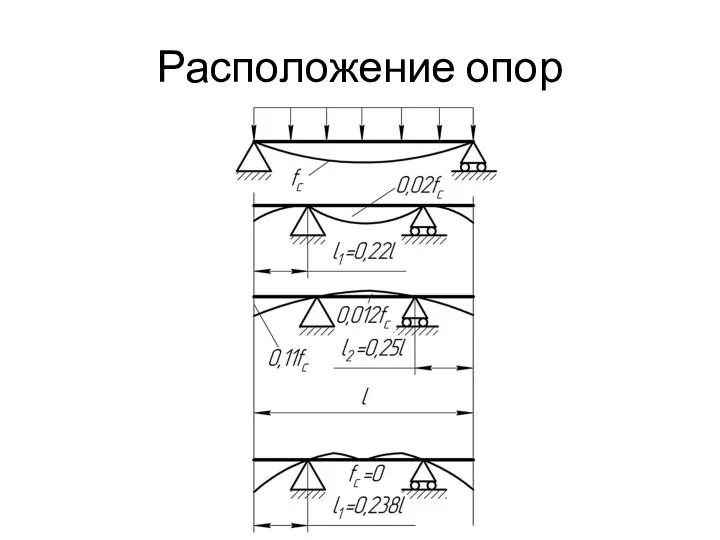
Расположение опор
Расположение опор
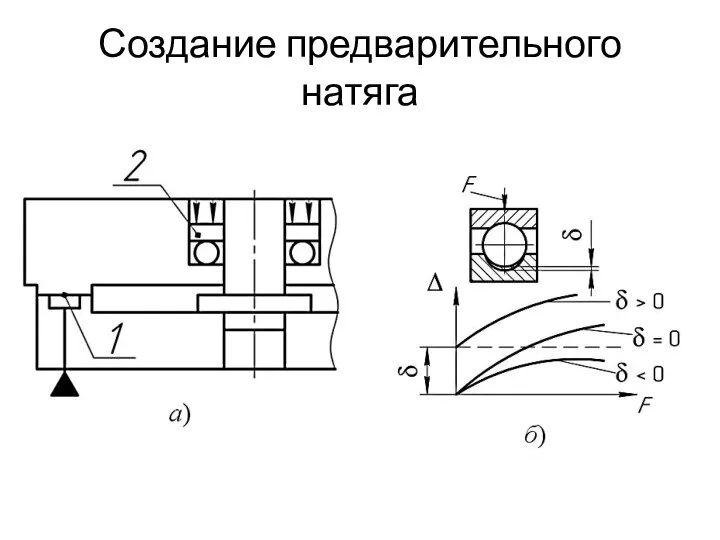
Создание предварительного натяга
Создание предварительного натяга
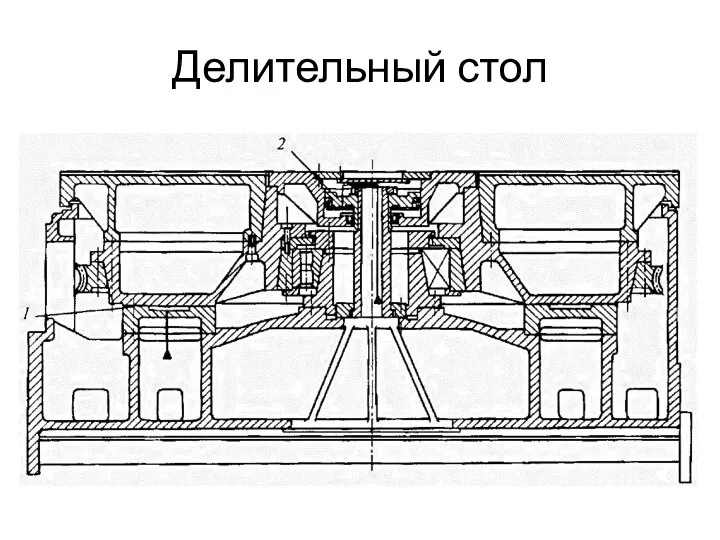
Делительный стол
Делительный стол
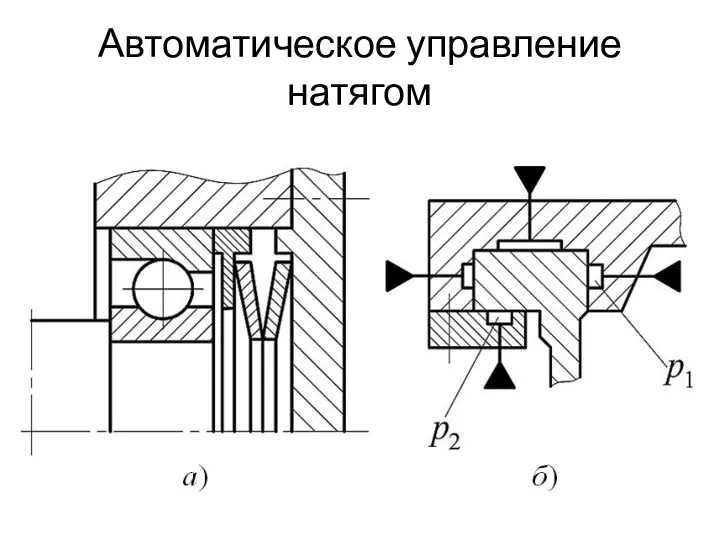
Автоматическое управление натягом
Автоматическое управление натягом
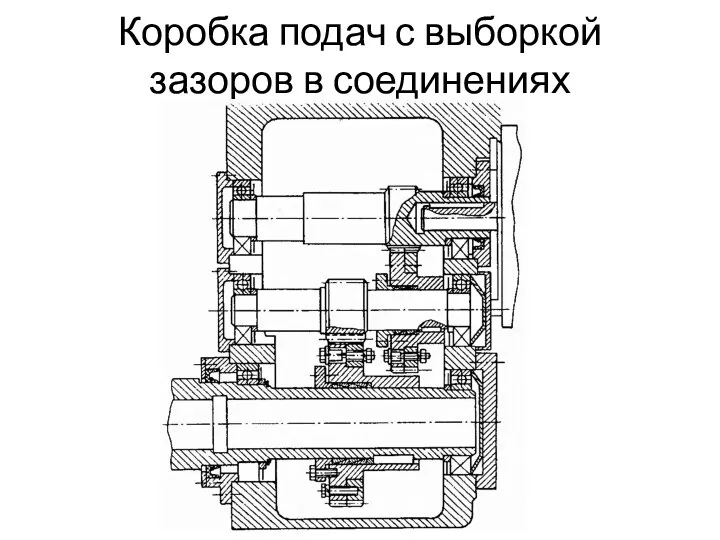
Коробка подач с выборкой зазоров в соединениях
Коробка подач с выборкой зазоров в соединениях
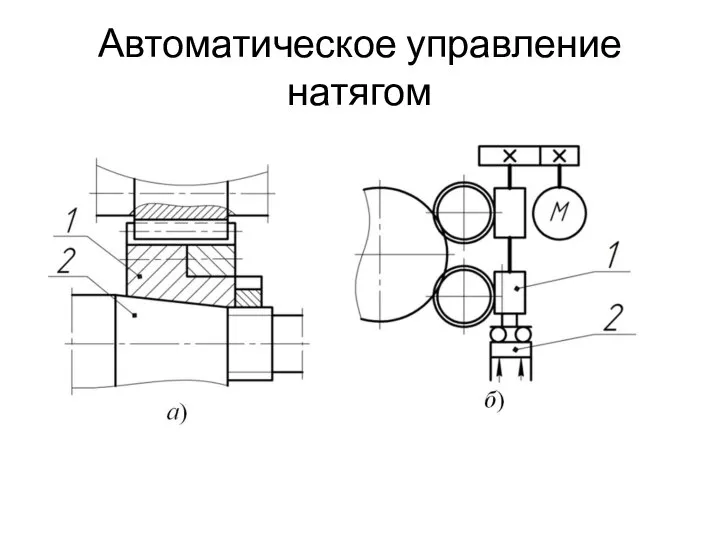
Автоматическое управление натягом
Автоматическое управление натягом
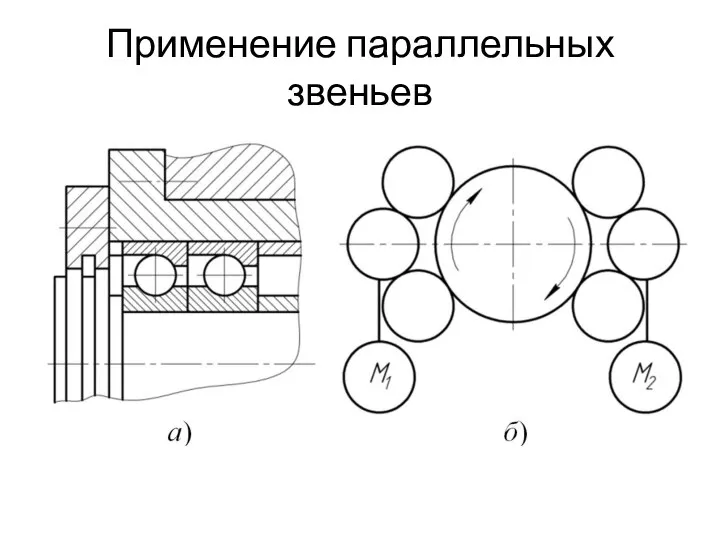
Применение параллельных звеньев
Применение параллельных звеньев
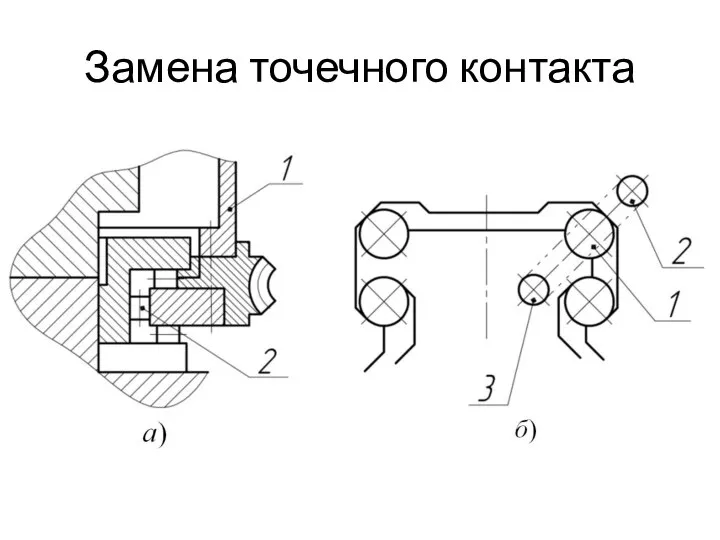
Замена точечного контакта
Замена точечного контакта
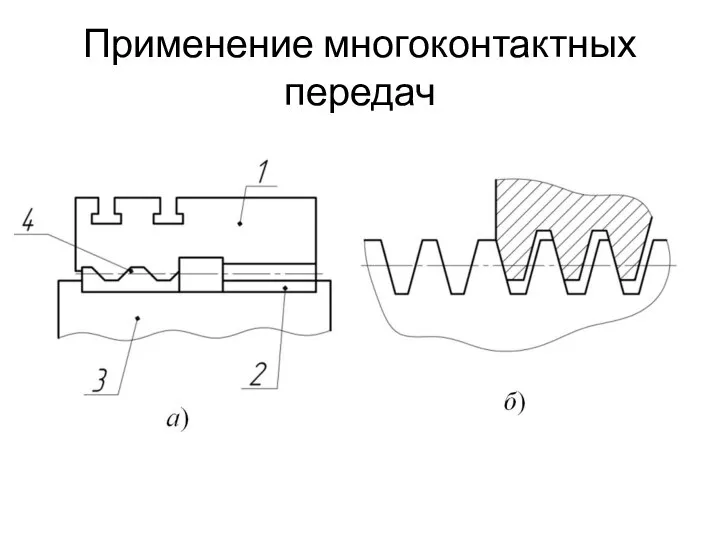
Применение многоконтактных передач
Применение многоконтактных передач
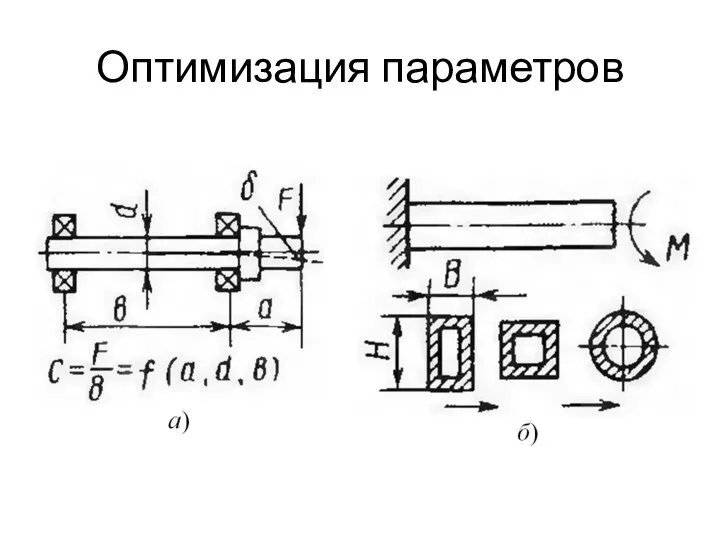
Оптимизация параметров
Оптимизация параметров
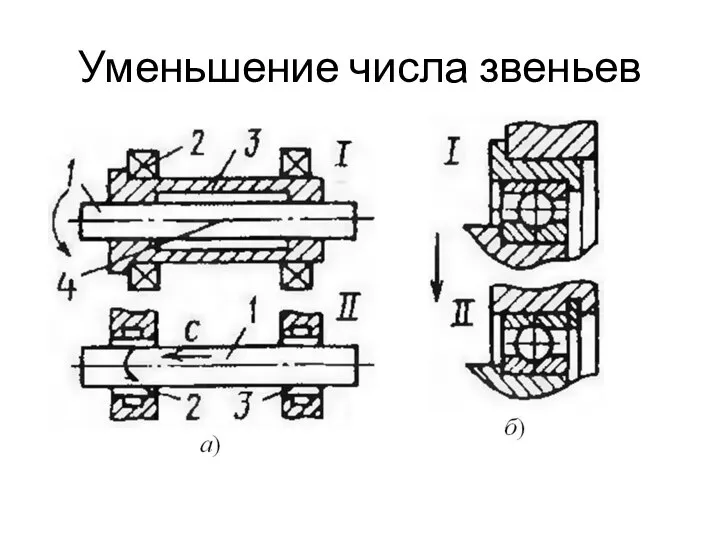
Уменьшение числа звеньев
Уменьшение числа звеньев
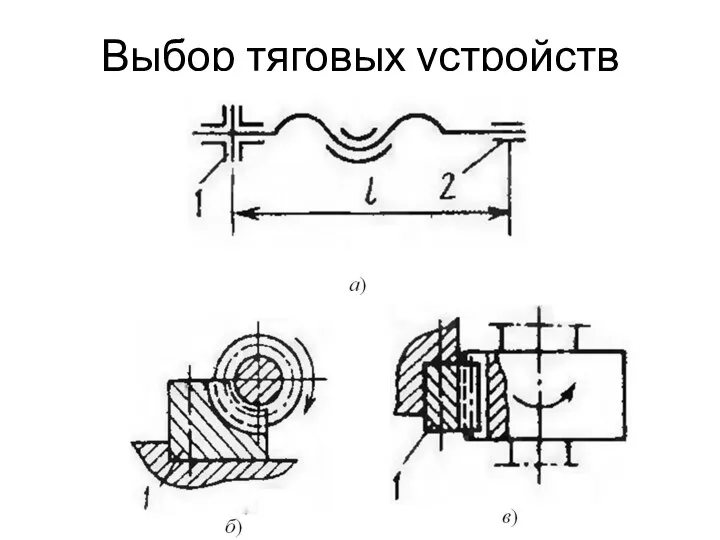
Выбор тяговых устройств
Выбор тяговых устройств
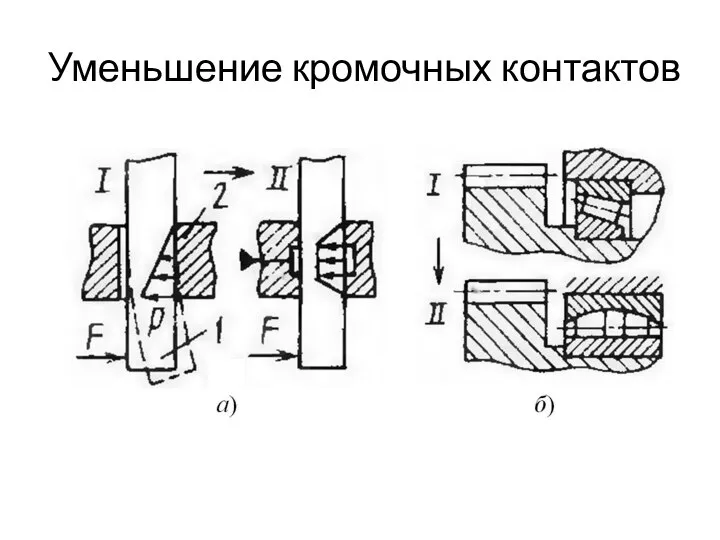
Уменьшение кромочных контактов
Уменьшение кромочных контактов
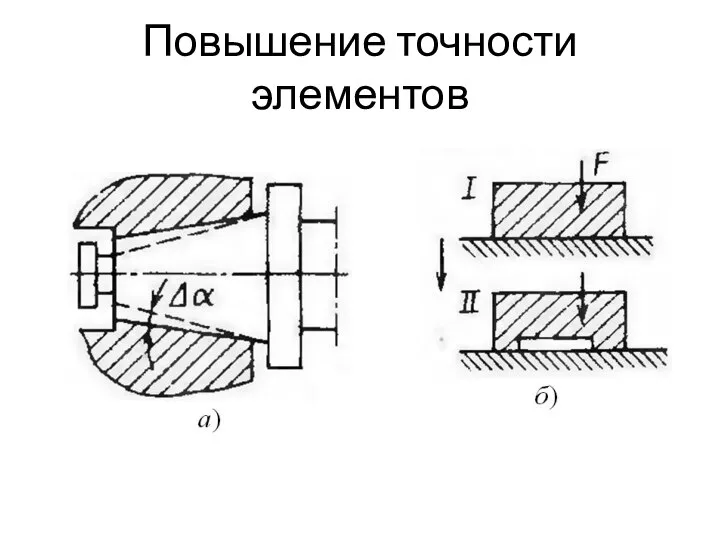
Повышение точности элементов
Повышение точности элементов
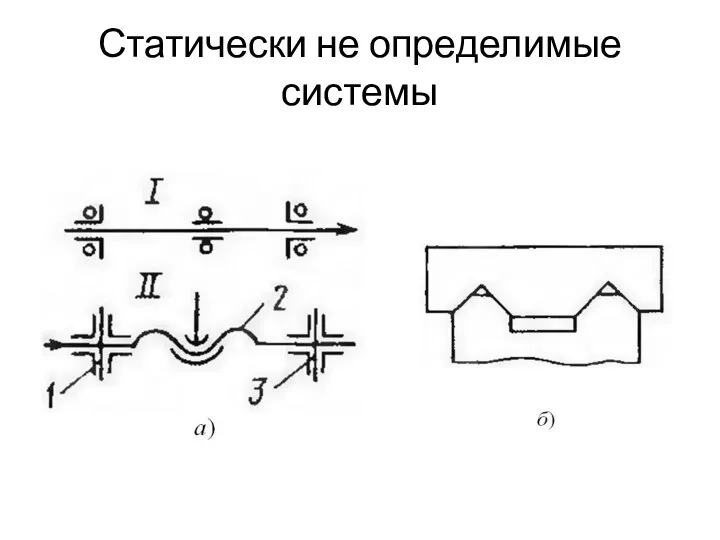
Статически не определимые системы
Статически не определимые системы
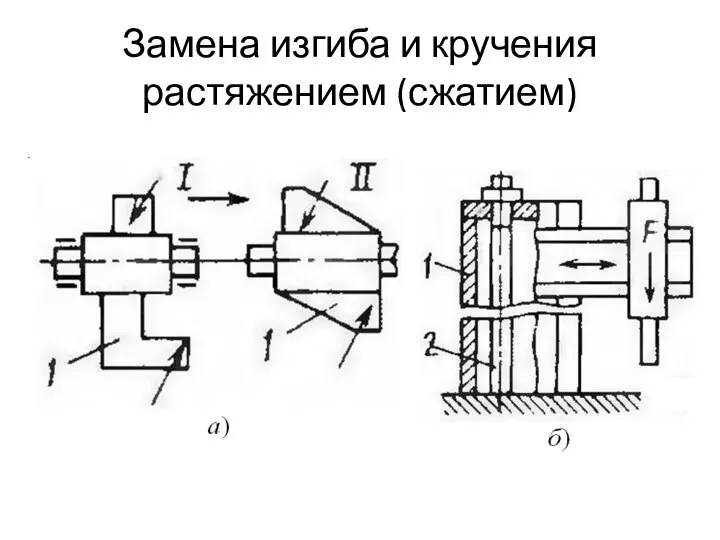
Замена изгиба и кручения растяжением (сжатием)
Замена изгиба и кручения растяжением (сжатием)
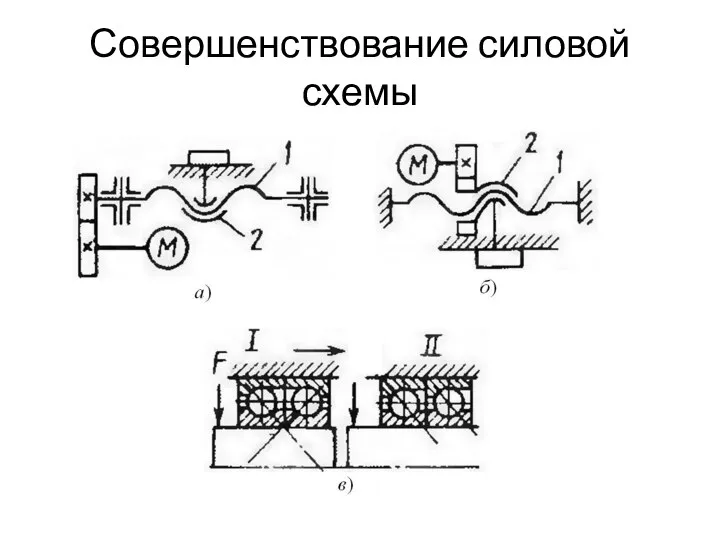
Совершенствование силовой схемы
Совершенствование силовой схемы
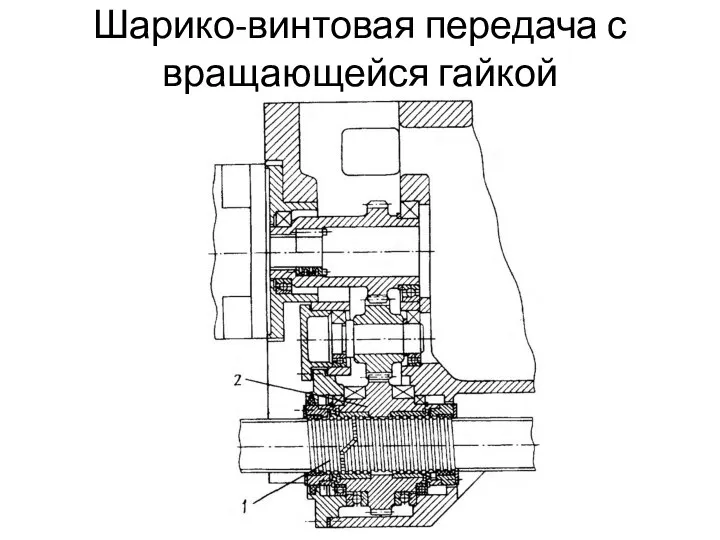
Шарико-винтовая передача с вращающейся гайкой
Шарико-винтовая передача с вращающейся гайкой
 20111211_ch.2._ekskursiya_po_virtualnomu_muzeyu
20111211_ch.2._ekskursiya_po_virtualnomu_muzeyu Православная культура для малышей
Православная культура для малышей المرحلة الاخيرة
المرحلة الاخيرة Конструирование и моделирование плечевого изделия. Урок технологии 8 кл
Конструирование и моделирование плечевого изделия. Урок технологии 8 кл Вокруг света за одно лето
Вокруг света за одно лето Бесплатный_шаблон_презентаций_20
Бесплатный_шаблон_презентаций_20 Презентация приглашаем в книжное царство
Презентация приглашаем в книжное царство Съемка отраженных предметов
Съемка отраженных предметов Госпрограмма Республики Коми по занятости на 2017
Госпрограмма Республики Коми по занятости на 2017 Измерение параметров интегральных микросхем и полупроводниковых приборов
Измерение параметров интегральных микросхем и полупроводниковых приборов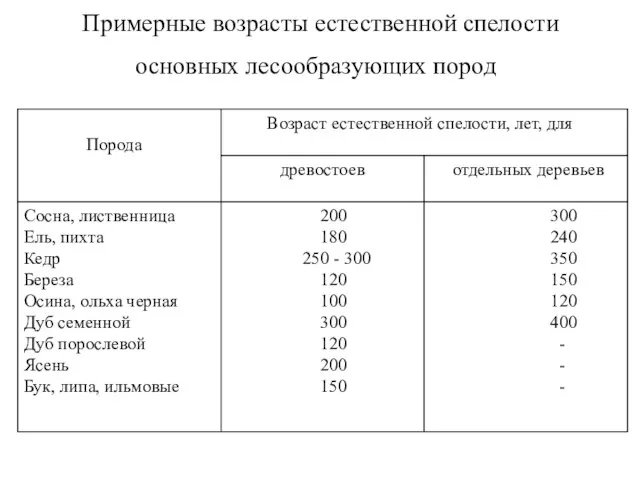 Примерные возрасты естественной спелости основных лесообразующих пород
Примерные возрасты естественной спелости основных лесообразующих пород Классификация зданий и сооружений
Классификация зданий и сооружений ВЕСЕЛАЯ РАКЕТКА-презент.для родителей
ВЕСЕЛАЯ РАКЕТКА-презент.для родителей Наименование учреждения
Наименование учреждения Итоговое сочинение 2020: направление Разговор с собой
Итоговое сочинение 2020: направление Разговор с собой Праздник Новый Год
Праздник Новый Год Устройство ЧПУ токарно-фрезерного станка
Устройство ЧПУ токарно-фрезерного станка Теплоснабжение
Теплоснабжение Урок 25-26_2кл_добавление текста
Урок 25-26_2кл_добавление текста Российское движение школьников. Шаблон
Российское движение школьников. Шаблон Индустриализация
Индустриализация 36179 презентация
36179 презентация Производство чугуна. Производство черных металлов
Производство чугуна. Производство черных металлов Виниловые обои на флизелиновой основе
Виниловые обои на флизелиновой основе 20161120_5_ploshchad
20161120_5_ploshchad Формирование маркетинговой стратегии сельскохозяйственной организации
Формирование маркетинговой стратегии сельскохозяйственной организации Анкетирование
Анкетирование Отток населения России в Москву
Отток населения России в Москву