- Обзор модельного ряда станков INDEX и TRAUB

Содержание
- 2. Информация о INDEX и TRAUB Обзор модельного ряда станков INDEX и TRAUB Технические характеристики станков TRAUB
- 3. Местонахождение
- 4. Esslingen, 1050 Сотрудников Руководство фирмы, Отд. Сбыта Финансовый, Конструкторский отделы INDEX & TRAUB Мех. обработка: тела
- 5. 1937 Г-н Traub основывает Фирму TRAUB и производство одношпиндельных кулачковых автоматов (г. Райхенбах) INDEX-Gruppe 1997 Фирма
- 6. Филиалы (15) Представительства (80) INDEX TRAUB представлены по всему миру
- 7. Направления производства по отраслям Криогенная, арматурная техника Электротехника Приборостроение Оптика Прецизионная механика Машиностроение Самолётостроениe 40% 20%
- 8. Модельный ряд - Универсальные токарные станки Токарно- фрезерные центры Токарно- револьверные автоматы, автоматы продольного точения Вертикальные
- 9. Размеры деталей От Ø 2 мм (пруток) Спектр обрабатываемых деталей Высокая эффективность использования станков INDEX TRAUB
- 10. Геометрия детали простая сложная Высокая эффективность использования станков INDEX TRAUB Спектр обрабатываемых деталей
- 11. Поля допусков жесткие допуски свободные допуски Спектр обрабатываемых деталей Высокая эффективность использования станков INDEX TRAUB
- 12. Модели станков TRAUB TNL18P / TNL32P
- 13. Модели станков INDEX ABC C100 C200 MS20 MS32 MS40 MS52
- 14. Наши возможности и основы компетенции Высокий уровень производства Конструкторская разработка Качество Сборка Обучение клиентов как в
- 15. Наши основные цели быть для наших заказчиков надёжным, долгосрочным партнёром предложить компетентную и профессиональную консультацию, благодаря
- 16. Abschlussfolie Благодарю Вас за Ваш интepec к нашей Фирмe, cтaнкaм INDEX и TRAUB Спасибо за Ваше
- 17. Сборочная линия станков модельного ряда TNL18P TNL32P Райхенбах / Германия
- 18. Модели станков TRAUB
- 19. Автомат продольного точения и токарно- револьверный автомат два различных принципа токарной обработки – один станок Зона
- 20. ИнструментальныйРевольвер.1 Инструментальный Револьвер.1 Устройство направляющей втулки Главный шпиндель Главный шпиндель Корпус цангового патрона TNL18P Продольное точение
- 21. Корпус для направляющей втулки TNL- Вариант Автомат продольного точения Корпус для цангового патрона TNL(К)-Вариант Токарно- револьверный
- 22. Количество инструментов Конструкция Базовая комплектация TNL18P Инструментальная система TRAUB с компактным хвостовиком Большое количество инструментов для
- 23. Конструкция и компановка станка два вида обработки – один станок Корпус для направляющей втулки ГШП или
- 24. Концепция станка T Рабочая зона Диаметр прутка мм 32 Скорость шпинделя об/мин 8.000 Макс. мощность кВт
- 25. ИнструментальныйРевольвер.1 Инструментальный Револьвер.1 Устройство направляющей втулки Главный шпиндель Главный шпиндель Корпус цангового патрона TNL32P Продольное точение
- 26. Количество инструментов Конструкция Базовая комплектация Инструментальная система TRAUB с компактным хвостовиком Большое количество инструментов для сокращения
- 27. Корпус для направляющей втулки TNL- Вариант Автомат продольного точения Корпус для цангового патрона TNL(К)-Вариант Прутковый автомат
- 28. Модели станков TRAUB
- 29. Каретка оси X Каретка оси Y Каретка оси Z Конструкция Станина в горизонтальном положении на сборочном
- 30. Станина и подставка под станину Обработка станины производится на зв один установ по трём плоскостям XYZ
- 31. Концепция станка Опорный подшипник (7005) cопоставим с VDI50 = долговечность Герметичность 30 бар Малая общая высота
- 32. Гибкость T TNL18P TNL32P Базовая комплектация Производительность Одновременная обработка в главном шпинделе Два револьвера на ГШП
- 33. -- Концепция станка В базовой комплектации станков TNL18P + TNL32P Насосы СОЖ 3 бар и 8
- 34. -- Система СОЖ включая опции Концепция станка TNL18P TNL32P
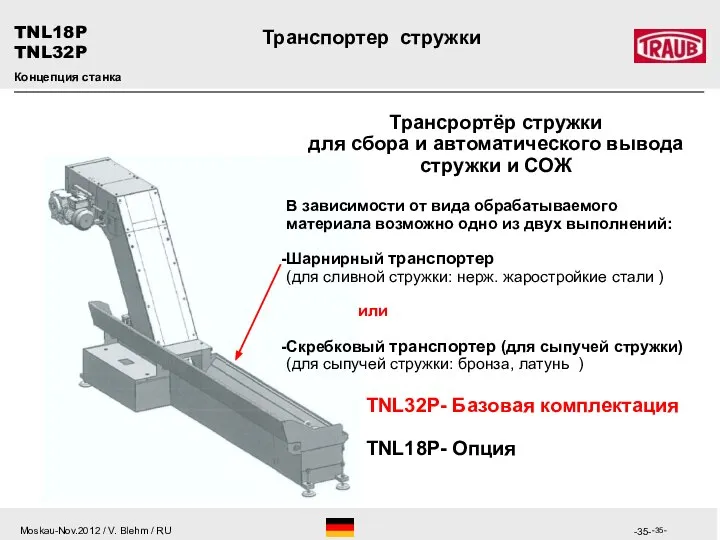
- 35. -- TNL32P- Базовая комплектация TNL18P- Опция Концепция станка Транспортер стружки Трансрортёр стружки для сбора и автоматического
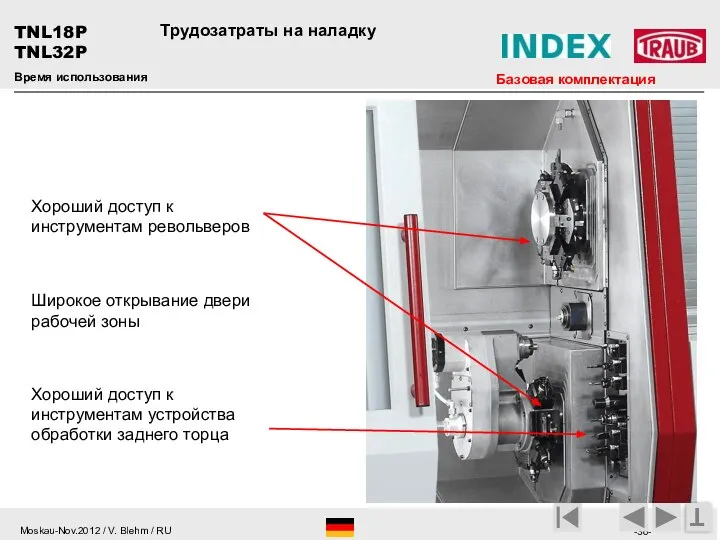
- 36. Время использования T Трудозатраты на наладку Хороший доступ к инструментам револьверов Широкое открывание двери рабочей зоны
- 37. T Конструкция Задняя сторона станка Отличный доступ для сервисного обслуживания Базовая комплектация TNL18P TNL32P
- 38. TNL18P FMB minimag 20 Ø прутка 2-20 (альтернативно: micromag 0.8 – 18 Ø прутка 0,8-18 )
- 39. Передача программ и данных (возможно соединение по локальной сети) WinCNC-Client в базовой комплектации TNL18P Система управления
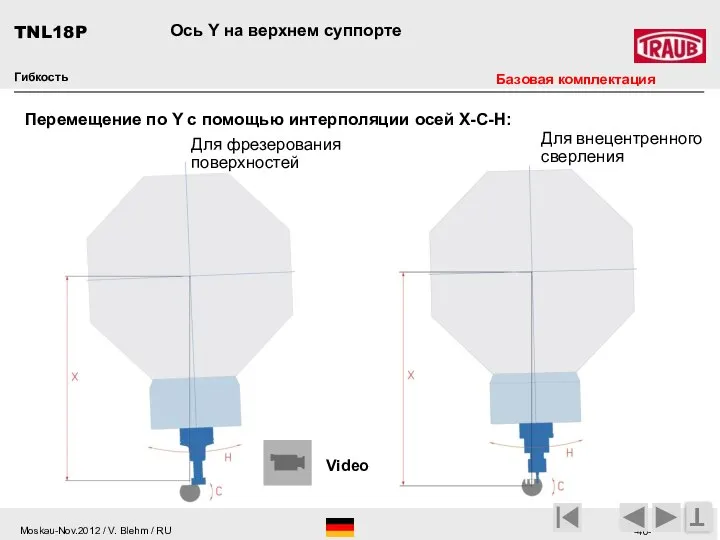
- 40. Гибкость T Ось Y на верхнем суппорте TNL18P Перемещение по Y с помощью интерполяции осей X-C-H:
- 41. TNL18P / TNL32P Измерение на детали: Плоскостность 8 мкм Ø прутка: 18 мм Материал: Ms58 Ø
- 42. Деталь: «Установочный шпиндель» TNL18Р Вариант: продольное точение Материал: 08X18H10 (DIN 1.4305) Пруток: Ø20/h9 Деталь: Ø16 /
- 43. Автомобилестроение Деталь: „Корпус“ Ø18,5 L42 mm TNL18Р Вариант прутковый автомат Материал: Ø20h11 – Автоматная сталь Время
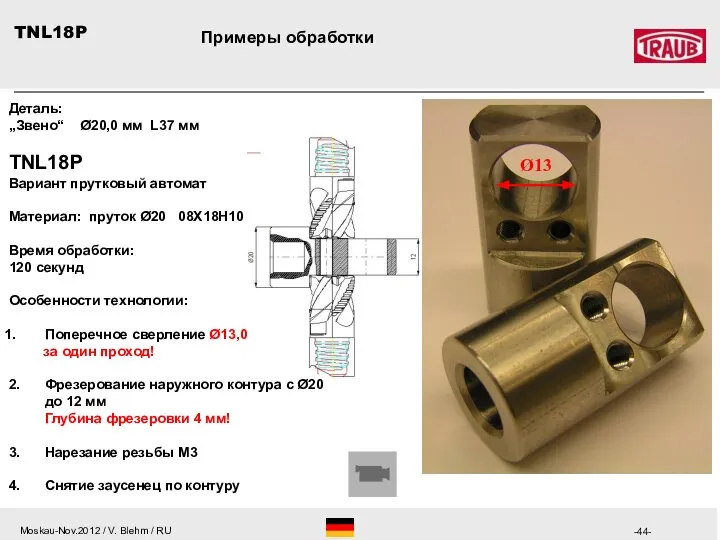
- 44. TNL18P Примеры обработки Деталь: „Звено“ Ø20,0 мм L37 мм TNL18Р Вариант прутковый автомат Материал: пруток Ø20
- 45. Деталь «Вал- Шнек» Автомобилестроение TNL18Р Вариант: продольное точение Материал: 40Х (DIN 1.7225) Пруток: Ø12/h9 Деталь: Ø5,1
- 46. Video Обработка детали Деталь: «Абутмент» Стоматология TNL18Р Вариант: продольное точение Материал: 12X18H10 Т (DIN 1.4305) Пруток:
- 47. Большое разнообразие изготавливаемых деталей как простой так и сложной геометрии Возможность применения различных способов металлообработки: Точение
- 48. T Рабочая зона Проход для прутка мм 18 (20) Мотор- шпингдель Частота вращения шпинделя об/мин 12.000
- 49. Корпус для направляющей втулки TNL- Вариант Автомат продольного точения Корпус для цангового патрона TNL(К)-Вариант Прутковый автомат
- 50. Обработка с поддержкой задним центром в главном шпинделе TNL18 Модернизированная версия станка T
- 51. Автомат продольного точения и токарно- револьверный автомат Верхний револьвер с осью В TNL18-7B Ось B 100°
- 52. TNL18 – 7B Опция верхний револьвер с осью B TNL18 - 7 Линейных осей Возможно только
- 53. Револьвер с осью B позиция револьвера 45° к ГШП Обработка наклонных поверхностей на главном и контршпинделе
- 54. T TNL18-7B Обработка наклонных поверхностей на главном и контршпинделе Ось В Револьвер с осью B позиция
- 55. Система управления TNL18 TNL18-7B TNL18-9 TNL18 TRAUB TX8i-s программирование + симуляция на стойке Модернизированная версия T
- 56. Дополнителные конструктивные особенности станка Дополнительные линейные оси Y и Z на верхнем револьвере Дополнительная поворотная ось
- 57. MultiLine Сборочная линия станков модельного ряда INDEX Multi Line Дайцисау, Германия
- 58. MultiLine ? Многошпиндельные токарные автоматы с ЧПУ MultiLine 3 2 1 4 5 6
- 59. Многошпиндельные токарные автоматы с ЧПУ 6 –независимых, программируемых Моторов- шпинделей. 6 Х Ось С для позиционирования!
- 60. MultiLine Многошпиндельные токарные автоматы с ЧПУ
- 61. одношпиндельный станкок С ЧПУ многошпиндельный станок С ЧПУ Сравнение одношпиндельного и многошпиндельного станков MultiLine
- 62. 3 инструмента для обработки тыльной стороны детали 1 2 3 4 5 6 MultiLine Многошпиндельные токарные
- 63. Многошпиндельные токарные автоматы с ЧПУ Многошпиндельные станки с прутковым магазином Многошпиндельные станки с роботом / манипулятором
- 64. 1 x ABC Одношпиндельный автомат Увеличение производительности, сокращение срока изготовления, уменьшение производственной площади 5 x ABC
- 65. Сравнение затрат на переналадку одношпиндельный - ABC- 10 x Инструментальных держателей в суппорте 50 мин 50
- 66. ms22-0040 MultiLine MS22C Область: Автомобилестроение Материал: Автоматная сталь (А12) Заготовка: Пруток Ø 20 мм Деталь: Ø18
- 67. MS32-0019 Область: Автомобилестроение Материал: Алюминий (Д16) Заготовка: Пруток Ø 30 мм Деталь: Ø27 Х 55 мм
- 68. ms40-0059 MultiLine MS40C Область: Автомобилестроение Материал: Легированная сталь Заготовка: Пруток 6-гр 32 мм Деталь: Ø22 (6-гр
- 69. MS52-0030 MultiLine MS40C Область: Демо- Деталь Материал: Автоматная сталь (А12) Заготовка: Пруток Ø 40 мм Деталь:
- 70. MS52-0030 MultiLine MS52C Область: Спецавтотехника Материал: Легированая сталь Заготовка: Пруток Ø 45 мм Деталь: Ø44 Х
- 71. Современные многошпинденые станки INDEX с ЧПУ устроены иначе : Мотор-шпиндель х 6 За счёт чего это
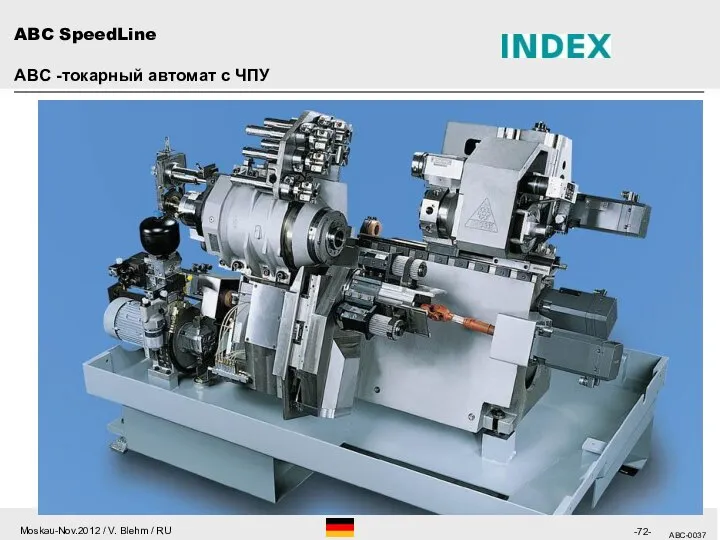
- 72. ABC-0037 ABC -токарный автомат с ЧПУ ABC SpeedLine
- 73. ABC-0037 ABC -токарный автомат с ЧПУ
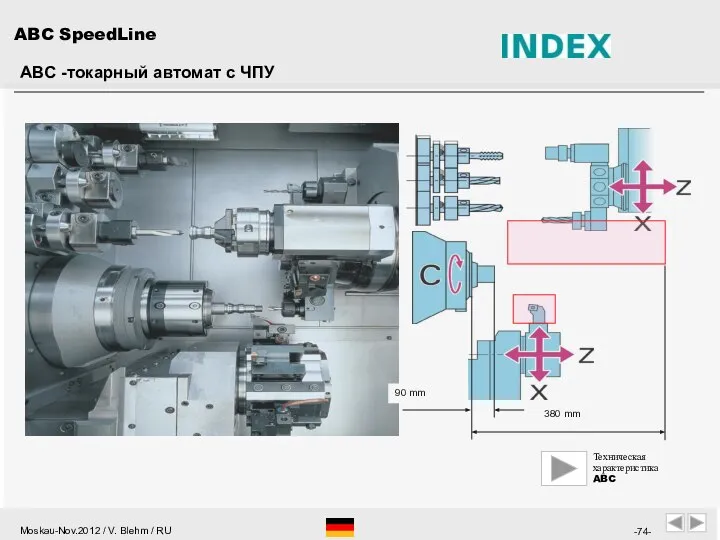
- 74. HSP Техническая характеристика ABC ABC -токарный автомат с ЧПУ ABC SpeedLine
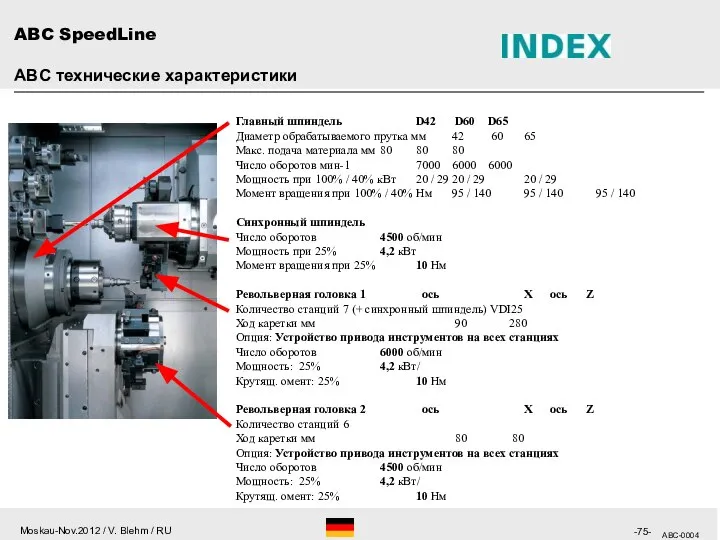
- 75. ABC-0004 Главный шпиндель D42 D60 D65 Диаметр обрабатываемого прутка мм 42 60 65 Макс. подача материала
- 76. ABC-0004 ABC – примеры обработки ABC SpeedLine
- 77. ABC – примеры обработки ABC SpeedLine
- 78. ABC-0020 ABC-0018 ABC-0016 ABC-0019 41 sec. 20 sec. ABC – примеры обработки ABC SpeedLine
- 79. ABC-0042 ABC-0040 Токарная обработка многогранников и резьбофрезерование ABC SpeedLine
- 80. ABC SpeedLine ABC-0021 Токарная обработка многогранников экономичный технологический метод для обработки поверхностей 2/4/6-гранников, а так же
- 81. Широкий спеткр изготавливаемых деталей как простой так и сложной кофигурации Высокая степень использования станка Возможна обработка
- 82. T Рабочий диапазон Диаметр прутка мм 42 Скорость об/мин 7.000 Мощность (100% / 40%) кВт 25/
- 83. T Рабочий диапазон Диаметр прутка мм 65 90 Скорость об/мин 5.000 3.500 Мощность (100% / 40%)
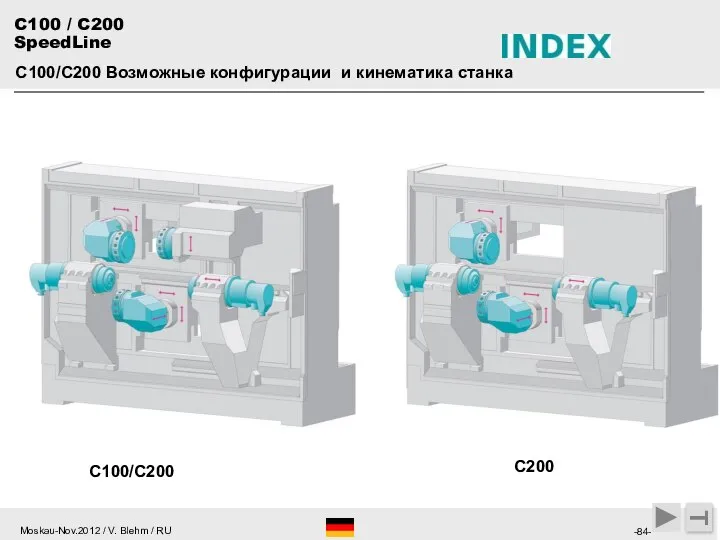
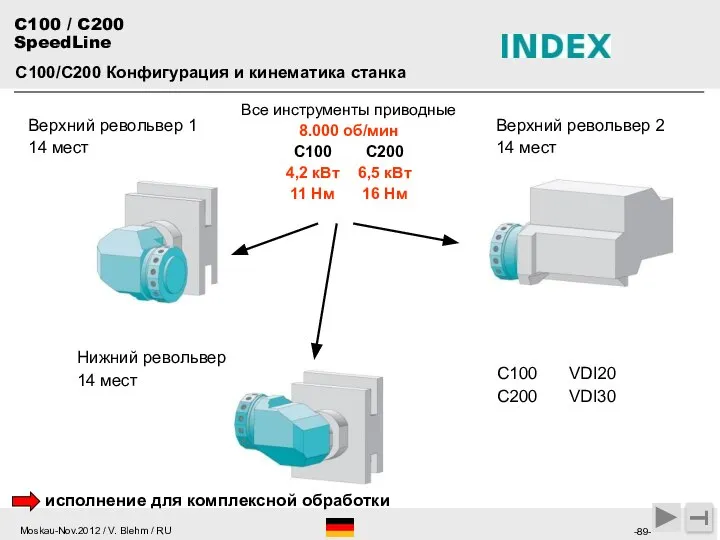
- 84. T С100/С200 Возможные конфигурации и кинематика станка С100/С200 С200 C100 / C200 SpeedLine
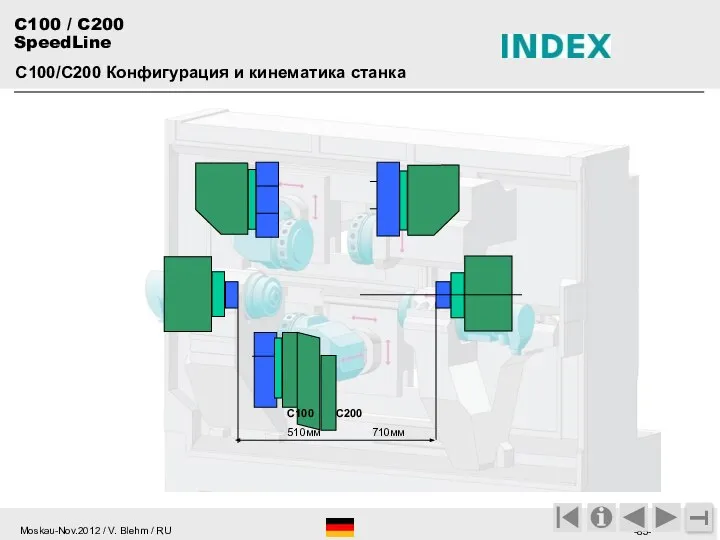
- 85. С100 С200 510мм 710мм T С100/С200 Конфигурация и кинематика станка C100 / C200 SpeedLine
- 86. T С100/С200 Конфигурация и кинематика станка C100 / C200 SpeedLine
- 87. До 3 инструментов одновременно! T открытая доступная рабочая зона 2 оси Y для 2-х револьверов раздельное
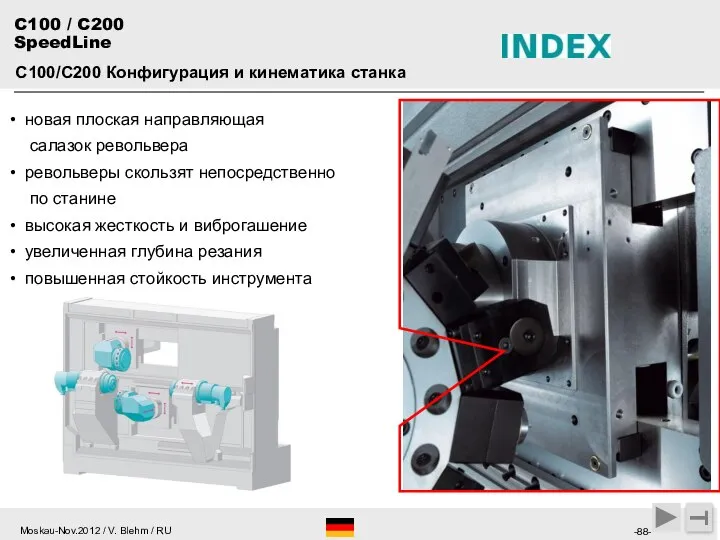
- 88. T новая плоская направляющая салазок револьвера револьверы скользят непосредственно по станине высокая жесткость и виброгашение увеличенная
- 89. Все инструменты приводные 8.000 об/мин C100 C200 4,2 кВт 6,5 кВт 11 Нм 16 Нм Верхний
- 90. T Магазины загрузки прутка Ведущие фирмы изготовители магазинов INDEX MBL C100 / C200 SpeedLine
- 91. c100-0029 SpeedLine C100 Ø 24 x 43 mm Vertraulich, nur für interne Schulungszwecke Confidential, for internal
- 92. c100-0046 SpeedLine C100 Ø 40 x 57,6 mm Время обработки : 64 сек. Область: Автомобилестроение Материал:
- 93. c100-0070 SpeedLine C100 Ø 42 x 52 mm Область: Гидравлика, пневматика Материал: Нерж. сталь Заготовка: Пруток
- 94. c100-0100 Область: Летательные аппараты Материал: Нерж. сталь 1.4305 Заготовка: Пруток Технология: Точение, нарезание резьбы сверление, развёртка,
- 96. Скачать презентацию

Информация о INDEX и TRAUB
Обзор модельного ряда станков INDEX
Информация о INDEX и TRAUB
Обзор модельного ряда станков INDEX

Местонахождение
Местонахождение
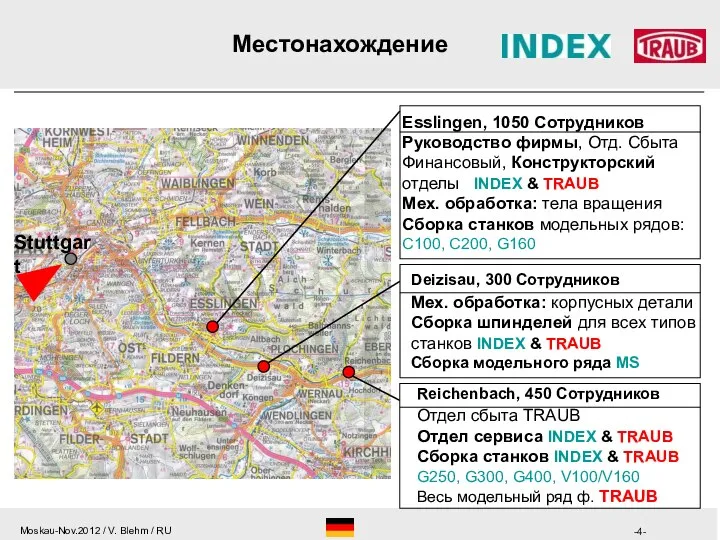
Esslingen, 1050 Сотрудников
Руководство фирмы, Отд. Сбыта
Финансовый, Конструкторский
отделы INDEX & TRAUB
Мех.
Esslingen, 1050 Сотрудников
Руководство фирмы, Отд. Сбыта
Финансовый, Конструкторский
отделы INDEX & TRAUB
Мех.
1937 Г-н Traub основывает Фирму TRAUB и производство одношпиндельных кулачковых
1937 Г-н Traub основывает Фирму TRAUB и производство одношпиндельных кулачковых
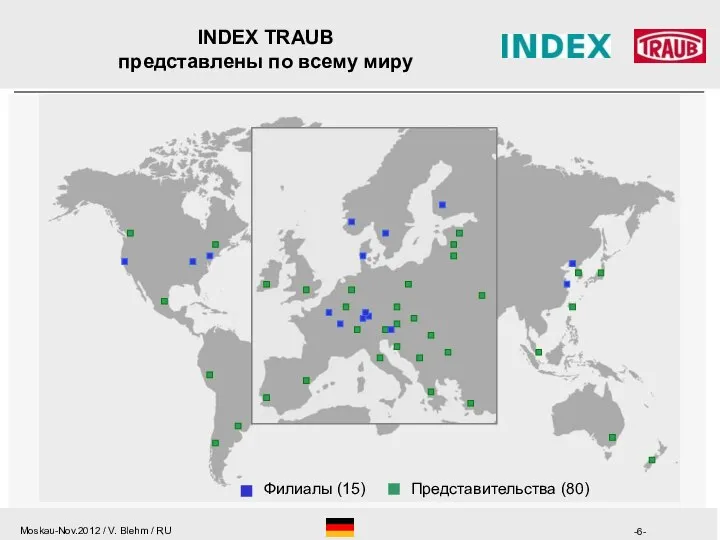
Филиалы (15)
Представительства (80)
INDEX TRAUB
представлены по всему миру
Филиалы (15)
Представительства (80)
INDEX TRAUB
представлены по всему миру

Направления производства
по отраслям
Криогенная, арматурная техника
Электротехника
Приборостроение
Оптика
Прецизионная механика
Машиностроение
Самолётостроениe
40%
20%
15%
5%
5%
5%
Направления производства
по отраслям
Криогенная, арматурная техника
Электротехника
Приборостроение
Оптика
Прецизионная механика
Машиностроение
Самолётостроениe
40%
20%
15%
5%
5%
5%

Модельный ряд
- Универсальные токарные станки
Токарно- фрезерные центры
Токарно- револьверные автоматы, автоматы
Модельный ряд
- Универсальные токарные станки
Токарно- фрезерные центры
Токарно- револьверные автоматы, автоматы

Размеры деталей
От Ø 2 мм (пруток)
Спектр обрабатываемых деталей
Высокая эффективность использования станков
Размеры деталей
От Ø 2 мм (пруток)
Спектр обрабатываемых деталей
Высокая эффективность использования станков

Геометрия детали
простая
сложная
Высокая эффективность использования станков INDEX TRAUB
Спектр обрабатываемых деталей
Геометрия детали
простая
сложная
Высокая эффективность использования станков INDEX TRAUB
Спектр обрабатываемых деталей
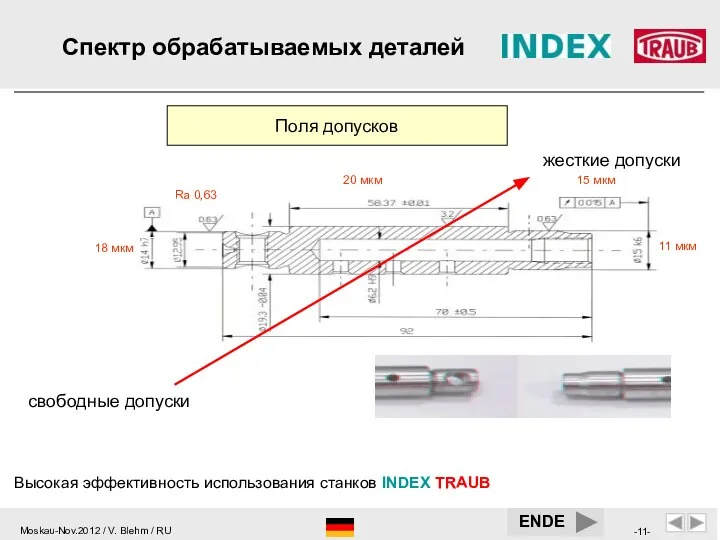
Поля допусков
жесткие допуски
свободные допуски
Спектр обрабатываемых деталей
Высокая эффективность использования станков INDEX
Поля допусков
жесткие допуски
свободные допуски
Спектр обрабатываемых деталей
Высокая эффективность использования станков INDEX
Модели станков TRAUB
TNL18P / TNL32P
Модели станков TRAUB
TNL18P / TNL32P

Модели станков INDEX
ABC
C100 C200
MS20 MS32 MS40 MS52
Модели станков INDEX
ABC
C100 C200
MS20 MS32 MS40 MS52
Наши возможности и
основы компетенции
Высокий уровень производства
Конструкторская разработка
Качество
Наши возможности и
основы компетенции
Высокий уровень производства
Конструкторская разработка
Качество
Наши основные цели
быть для наших заказчиков надёжным, долгосрочным партнёром
предложить компетентную и
Наши основные цели
быть для наших заказчиков надёжным, долгосрочным партнёром
предложить компетентную и
Abschlussfolie
Благодарю Вас за Ваш интepec
к нашей Фирмe,
cтaнкaм INDEX и
Abschlussfolie
Благодарю Вас за Ваш интepec
к нашей Фирмe,
cтaнкaм INDEX и

Сборочная линия станков модельного ряда TNL18P TNL32P
Райхенбах / Германия
Сборочная линия станков модельного ряда TNL18P TNL32P
Райхенбах / Германия
Модели станков TRAUB
Модели станков TRAUB

Автомат продольного точения и токарно- револьверный автомат
два различных принципа токарной
Автомат продольного точения и токарно- револьверный автомат
два различных принципа токарной

ИнструментальныйРевольвер.1
Инструментальный Револьвер.1
Устройство направляющей втулки
Главный шпиндель
Главный шпиндель
Корпус цангового патрона
TNL18P
Продольное точение
L> 3D
Универсальное
ИнструментальныйРевольвер.1
Инструментальный Револьвер.1
Устройство направляющей втулки
Главный шпиндель
Главный шпиндель
Корпус цангового патрона
TNL18P
Продольное точение
L> 3D
Универсальное
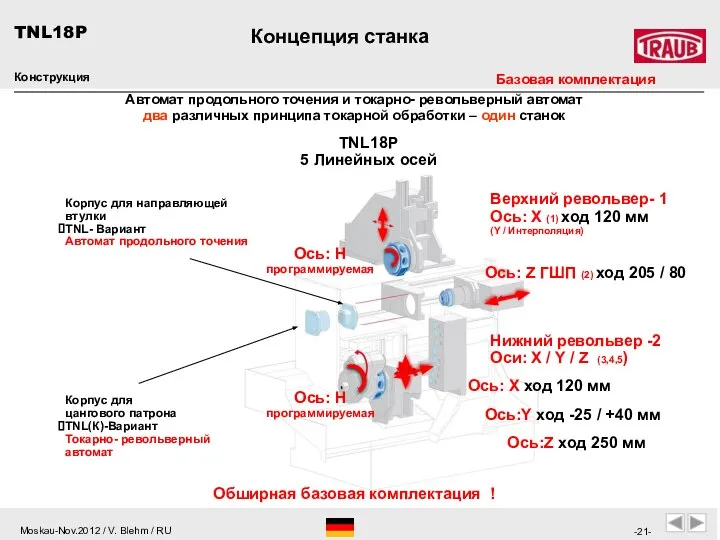
Корпус для направляющей втулки
TNL- Вариант
Автомат продольного точения
Корпус для
цангового патрона
TNL(К)-Вариант
Токарно- револьверный автомат
Корпус для направляющей втулки
TNL- Вариант
Автомат продольного точения
Корпус для
цангового патрона
TNL(К)-Вариант
Токарно- револьверный автомат

Количество инструментов
Конструкция
Базовая комплектация
TNL18P
Инструментальная система
TRAUB с компактным хвостовиком
Большое количество инструментов для сокращения
Количество инструментов
Конструкция
Базовая комплектация
TNL18P
Инструментальная система
TRAUB с компактным хвостовиком
Большое количество инструментов для сокращения
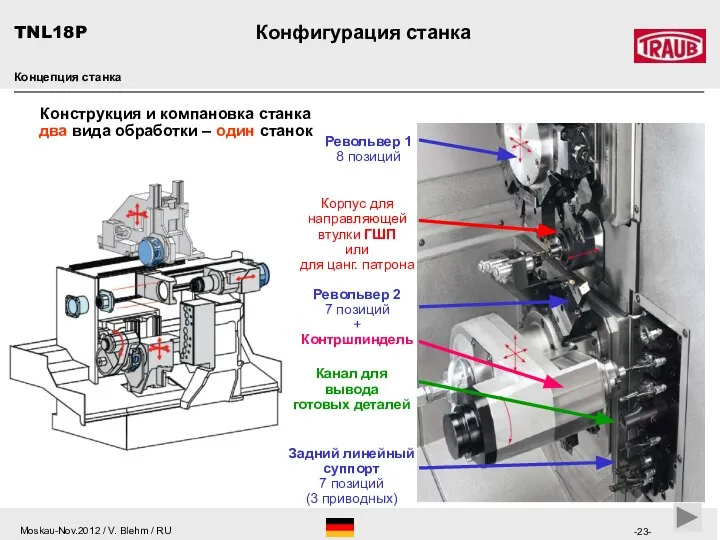
Конструкция и компановка станка
два вида обработки – один станок
Корпус
Конструкция и компановка станка
два вида обработки – один станок
Корпус
Концепция станка
T
Рабочая зона
Диаметр прутка мм 32
Скорость шпинделя об/мин 8.000
Макс. мощность кВт 10.7
Ход передней бабки мм 305 / 127
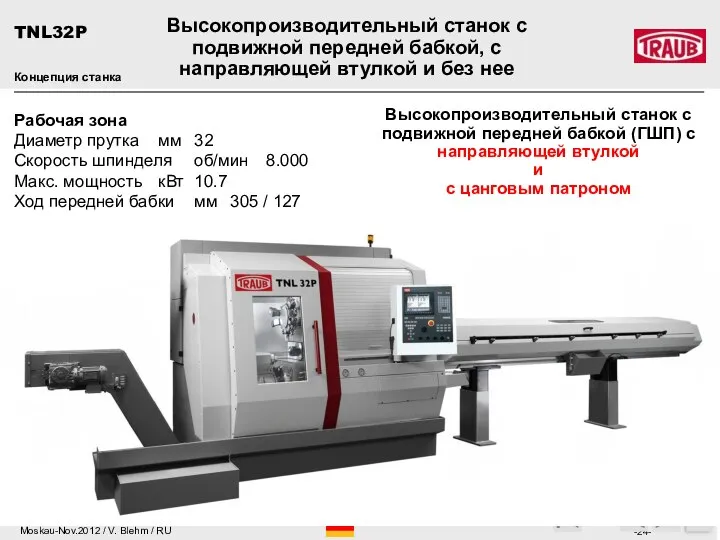
Высокопроизводительный
Концепция станка
T
Рабочая зона
Диаметр прутка мм 32
Скорость шпинделя об/мин 8.000
Макс. мощность кВт 10.7
Ход передней бабки мм 305 / 127
Высокопроизводительный

ИнструментальныйРевольвер.1
Инструментальный Револьвер.1
Устройство направляющей втулки
Главный шпиндель
Главный шпиндель
Корпус цангового патрона
TNL32P
Продольное точение
Универсальное точение
Переналадка
ИнструментальныйРевольвер.1
Инструментальный Револьвер.1
Устройство направляющей втулки
Главный шпиндель
Главный шпиндель
Корпус цангового патрона
TNL32P
Продольное точение
Универсальное точение
Переналадка

Количество инструментов
Конструкция
Базовая комплектация
Инструментальная система
TRAUB с компактным хвостовиком
Большое количество инструментов для сокращения
Количество инструментов
Конструкция
Базовая комплектация
Инструментальная система
TRAUB с компактным хвостовиком
Большое количество инструментов для сокращения

Корпус для направляющей втулки
TNL- Вариант
Автомат продольного точения
Корпус для
цангового патрона
TNL(К)-Вариант
Прутковый автомат
TNL32P
5 Линейных
Корпус для направляющей втулки
TNL- Вариант
Автомат продольного точения
Корпус для
цангового патрона
TNL(К)-Вариант
Прутковый автомат
TNL32P
5 Линейных

Модели станков TRAUB
Модели станков TRAUB

Каретка оси X
Каретка оси Y
Каретка оси Z
Конструкция
Станина в горизонтальном положении на
Каретка оси X
Каретка оси Y
Каретка оси Z
Конструкция
Станина в горизонтальном положении на

Станина и подставка под станину
Обработка станины производится на зв один установ
Станина и подставка под станину
Обработка станины производится на зв один установ
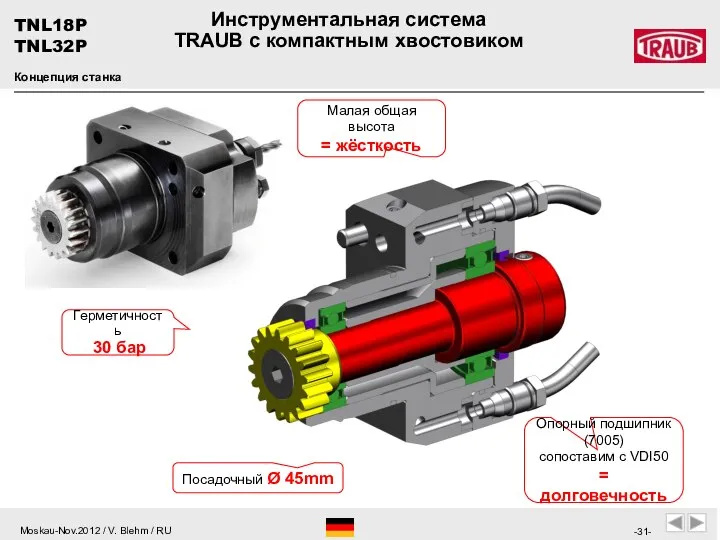
Концепция станка
Опорный подшипник
(7005)
cопоставим с VDI50
= долговечность
Герметичность
30 бар
Малая общая высота
=
Концепция станка
Опорный подшипник
(7005)
cопоставим с VDI50
= долговечность
Герметичность
30 бар
Малая общая высота
=
Гибкость
T
TNL18P
TNL32P
Базовая комплектация
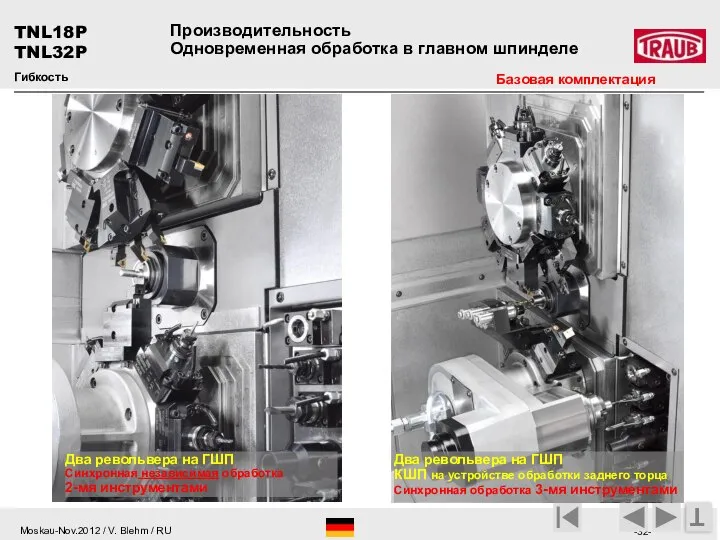
Производительность
Одновременная обработка в главном шпинделе
Два револьвера на ГШП
Синхронная независимая
Гибкость
T
TNL18P
TNL32P
Базовая комплектация
Производительность
Одновременная обработка в главном шпинделе
Два револьвера на ГШП
Синхронная независимая
--
Концепция станка
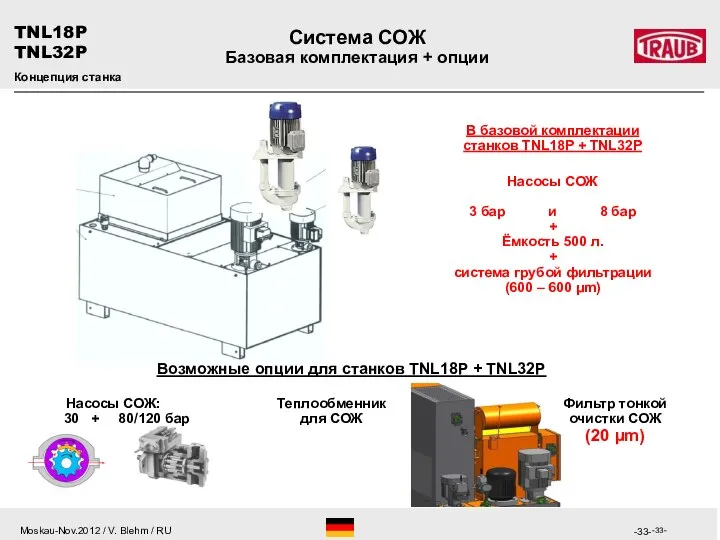
В базовой комплектации станков TNL18P + TNL32P
Насосы СОЖ
3 бар
--
Концепция станка
В базовой комплектации станков TNL18P + TNL32P
Насосы СОЖ
3 бар
--
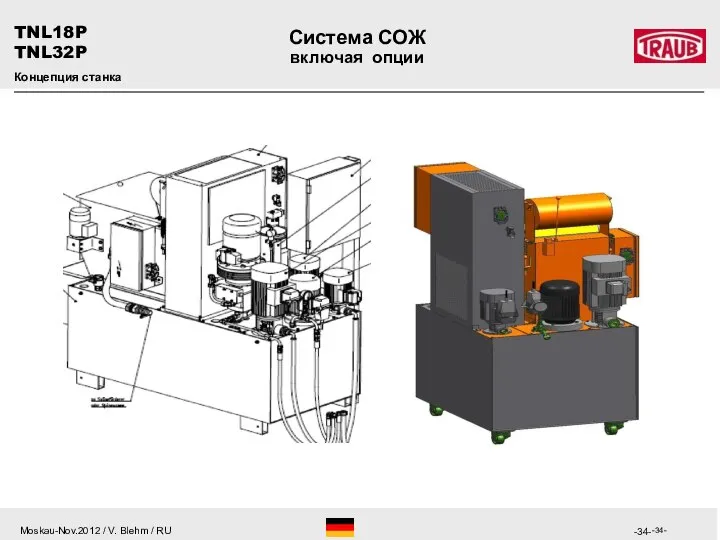
Система СОЖ
включая опции
Концепция станка
TNL18P
TNL32P
--
Система СОЖ
включая опции
Концепция станка
TNL18P
TNL32P
--
TNL32P- Базовая комплектация
TNL18P- Опция
Концепция станка
Транспортер стружки
Трансрортёр стружки
для
--
TNL32P- Базовая комплектация
TNL18P- Опция
Концепция станка
Транспортер стружки
Трансрортёр стружки
для
Время использования
T
Трудозатраты на наладку
Хороший доступ к инструментам револьверов
Широкое открывание двери рабочей
Время использования
T
Трудозатраты на наладку
Хороший доступ к инструментам револьверов
Широкое открывание двери рабочей

T
Конструкция
Задняя сторона станка
Отличный доступ для сервисного обслуживания
Базовая комплектация
TNL18P
TNL32P
T
Конструкция
Задняя сторона станка
Отличный доступ для сервисного обслуживания
Базовая комплектация
TNL18P
TNL32P

TNL18P
FMB minimag 20 Ø прутка 2-20
(альтернативно: micromag 0.8 – 18
TNL18P
FMB minimag 20 Ø прутка 2-20
(альтернативно: micromag 0.8 – 18
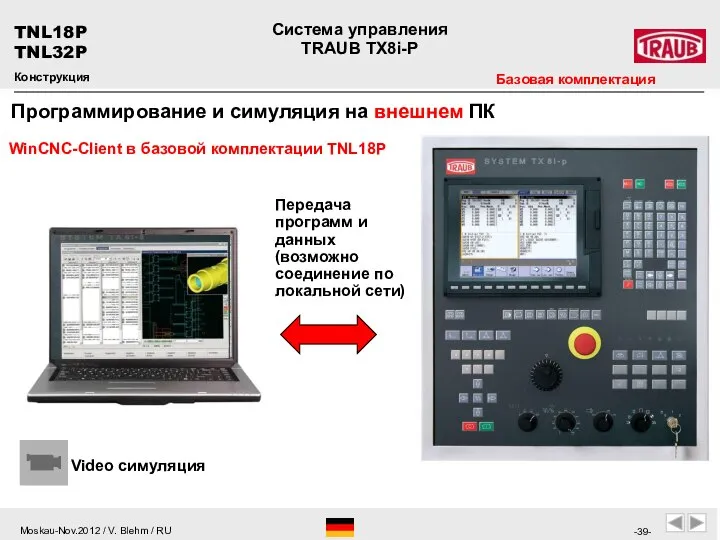
Передача программ и данных (возможно соединение по локальной сети)
WinCNC-Client в базовой
Передача программ и данных (возможно соединение по локальной сети)
WinCNC-Client в базовой
Гибкость
T
Ось Y на верхнем суппорте
TNL18P
Перемещение по Y с помощью интерполяции осей
Гибкость
T
Ось Y на верхнем суппорте
TNL18P
Перемещение по Y с помощью интерполяции осей
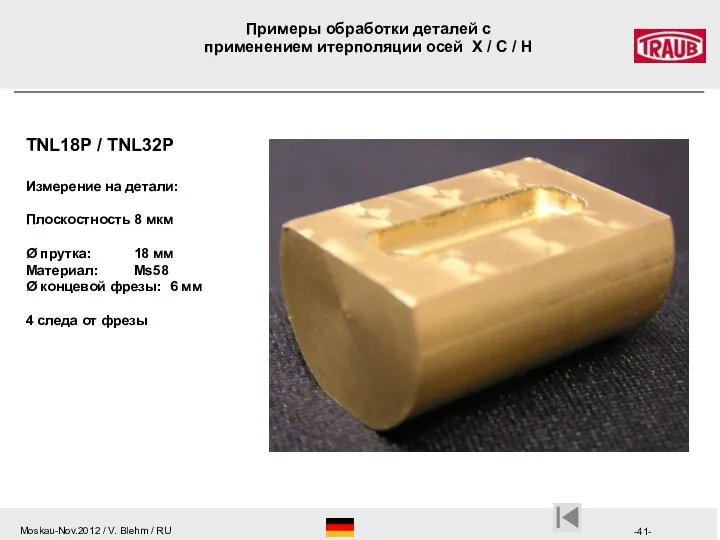
TNL18P / TNL32P
Измерение на детали:
Плоскостность 8 мкм
Ø прутка: 18 мм
Материал: Ms58
Ø концевой
TNL18P / TNL32P
Измерение на детали:
Плоскостность 8 мкм
Ø прутка: 18 мм
Материал: Ms58
Ø концевой

Деталь: «Установочный шпиндель»
TNL18Р
Вариант: продольное точение
Материал: 08X18H10 (DIN 1.4305)
Пруток: Ø20/h9
Деталь: «Установочный шпиндель»
TNL18Р
Вариант: продольное точение
Материал: 08X18H10 (DIN 1.4305)
Пруток: Ø20/h9
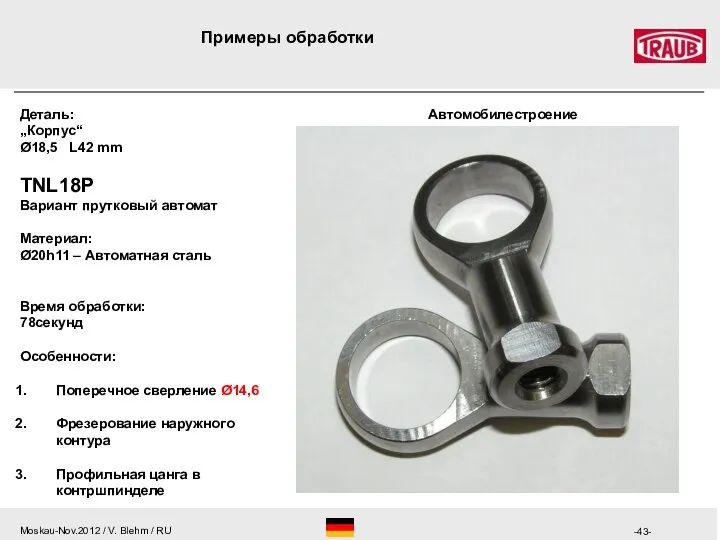
Автомобилестроение
Деталь:
„Корпус“
Ø18,5 L42 mm
TNL18Р
Вариант прутковый автомат
Материал:
Ø20h11 – Автоматная
Автомобилестроение
Деталь:
„Корпус“
Ø18,5 L42 mm
TNL18Р
Вариант прутковый автомат
Материал:
Ø20h11 – Автоматная
TNL18P
Примеры обработки
Деталь:
„Звено“ Ø20,0 мм L37 мм
TNL18Р
Вариант прутковый автомат
Материал:
TNL18P
Примеры обработки
Деталь:
„Звено“ Ø20,0 мм L37 мм
TNL18Р
Вариант прутковый автомат
Материал:

Деталь «Вал- Шнек» Автомобилестроение
TNL18Р
Вариант: продольное точение
Материал: 40Х (DIN 1.7225)
Пруток:
Деталь «Вал- Шнек» Автомобилестроение
TNL18Р
Вариант: продольное точение
Материал: 40Х (DIN 1.7225)
Пруток:

Video
Обработка детали
Деталь: «Абутмент» Стоматология
TNL18Р
Вариант: продольное точение
Материал: 12X18H10 Т (DIN
Video
Обработка детали
Деталь: «Абутмент» Стоматология
TNL18Р
Вариант: продольное точение
Материал: 12X18H10 Т (DIN
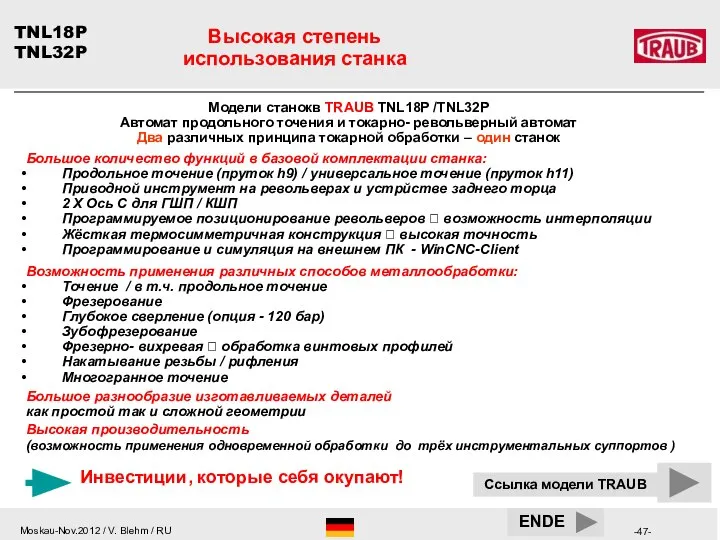
Большое разнообразие изготавливаемых деталей
как простой так и сложной геометрии
Возможность применения
Большое разнообразие изготавливаемых деталей
как простой так и сложной геометрии
Возможность применения
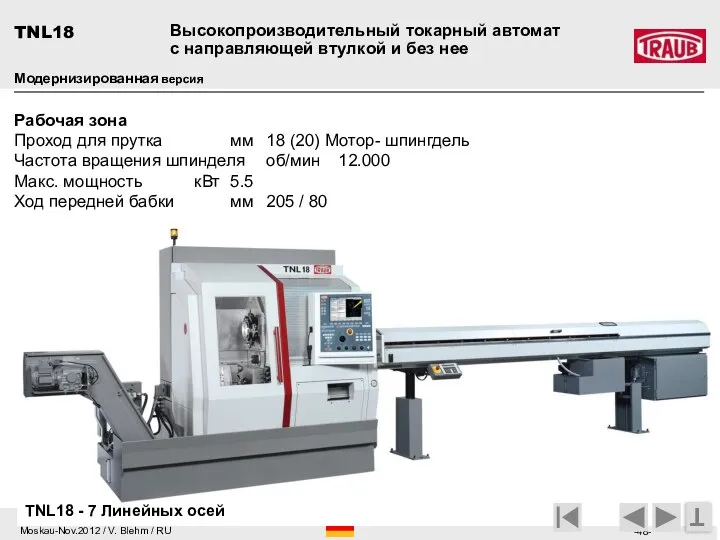
T
Рабочая зона
Проход для прутка мм 18 (20) Мотор- шпингдель
Частота вращения шпинделя об/мин 12.000
Макс. мощность кВт 5.5
Ход
T
Рабочая зона
Проход для прутка мм 18 (20) Мотор- шпингдель
Частота вращения шпинделя об/мин 12.000
Макс. мощность кВт 5.5
Ход
Корпус для направляющей втулки
TNL- Вариант
Автомат продольного точения
Корпус для
цангового патрона
TNL(К)-Вариант
Прутковый автомат
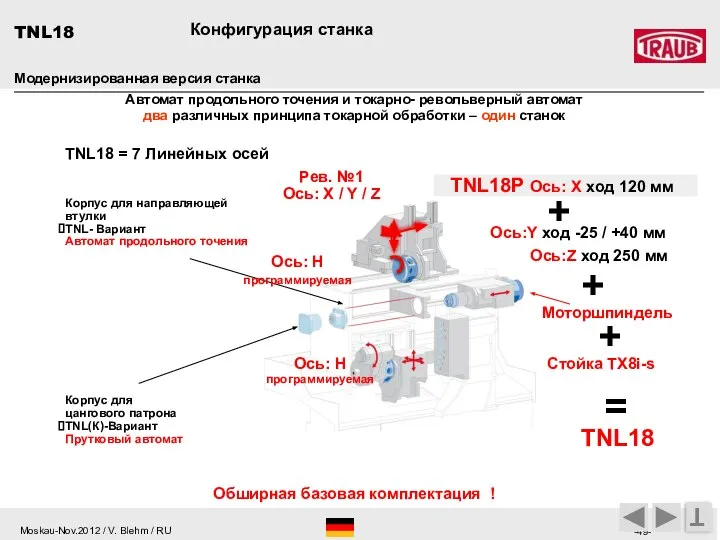
TNL18 =
Корпус для направляющей втулки
TNL- Вариант
Автомат продольного точения
Корпус для
цангового патрона
TNL(К)-Вариант
Прутковый автомат
TNL18 =
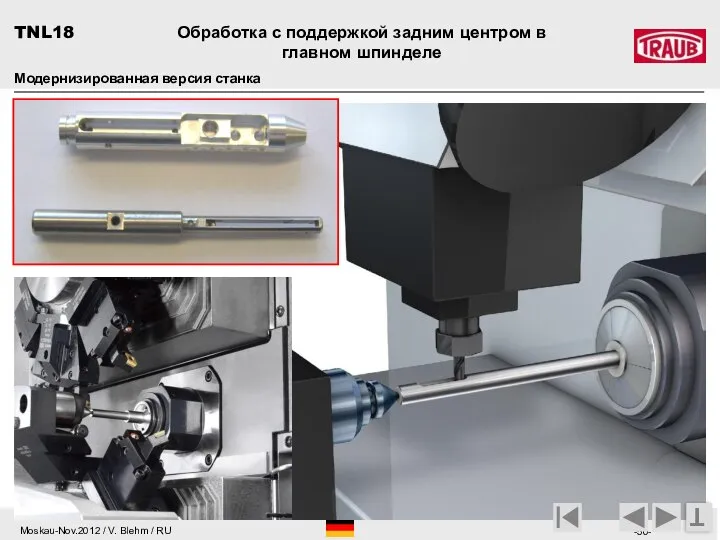
Обработка с поддержкой задним центром в главном шпинделе
TNL18
Модернизированная версия станка
T
Обработка с поддержкой задним центром в главном шпинделе
TNL18
Модернизированная версия станка
T
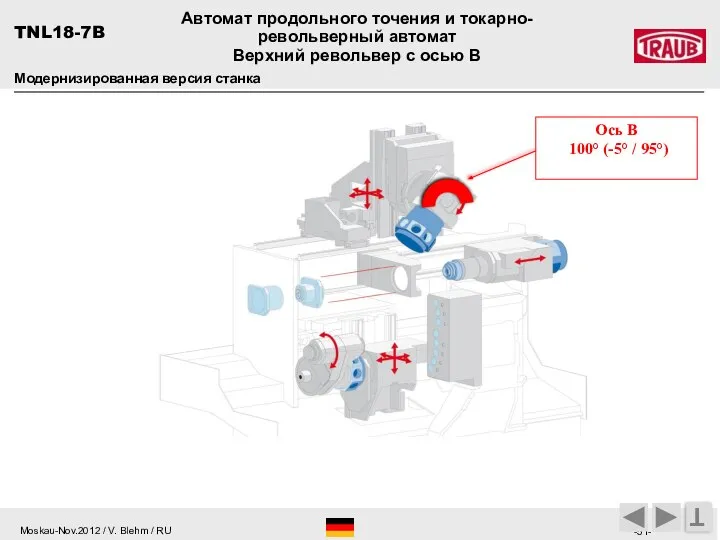
Автомат продольного точения и токарно- револьверный автомат
Верхний револьвер с осью
Автомат продольного точения и токарно- револьверный автомат
Верхний револьвер с осью
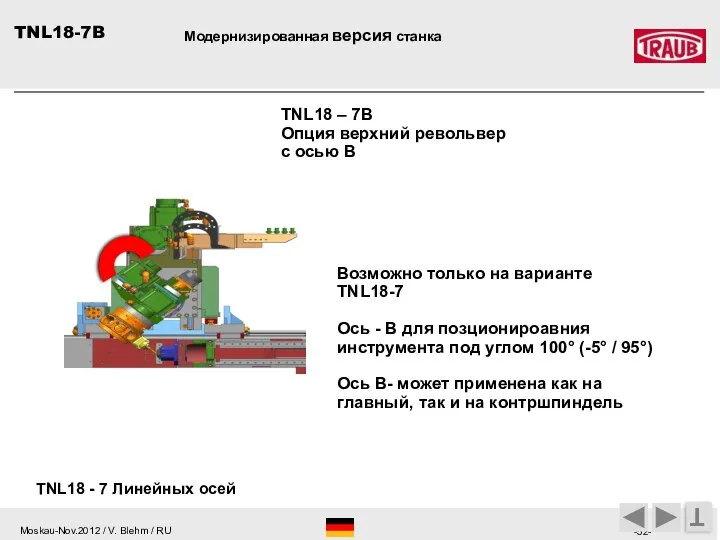
TNL18 – 7B
Опция верхний револьвер
с осью B
TNL18 - 7 Линейных осей
Возможно
TNL18 – 7B
Опция верхний револьвер
с осью B
TNL18 - 7 Линейных осей
Возможно

Револьвер с осью B позиция револьвера
45° к ГШП
Обработка наклонных
Револьвер с осью B позиция револьвера
45° к ГШП
Обработка наклонных

T
TNL18-7B
Обработка наклонных поверхностей
на главном и контршпинделе Ось В
Револьвер с осью
T
TNL18-7B
Обработка наклонных поверхностей
на главном и контршпинделе Ось В
Револьвер с осью
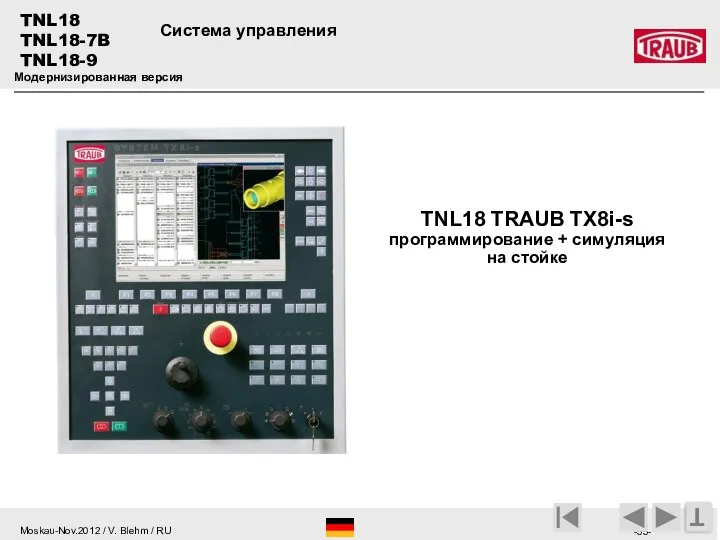
Система управления
TNL18
TNL18-7B
TNL18-9
TNL18 TRAUB TX8i-s
программирование + симуляция
на стойке
Модернизированная версия
T
Система управления
TNL18
TNL18-7B
TNL18-9
TNL18 TRAUB TX8i-s
программирование + симуляция
на стойке
Модернизированная версия
T
Дополнителные конструктивные особенности станка
Дополнительные линейные оси Y и Z на
Дополнителные конструктивные особенности станка
Дополнительные линейные оси Y и Z на

MultiLine
Сборочная линия станков модельного ряда INDEX Multi Line
Дайцисау, Германия
MultiLine
Сборочная линия станков модельного ряда INDEX Multi Line
Дайцисау, Германия

MultiLine ? Многошпиндельные токарные автоматы с ЧПУ
MultiLine
3
2
1
4
5
6
MultiLine ? Многошпиндельные токарные автоматы с ЧПУ
MultiLine
3
2
1
4
5
6

Многошпиндельные токарные автоматы с ЧПУ
6 –независимых, программируемых Моторов- шпинделей. 6 Х
Многошпиндельные токарные автоматы с ЧПУ
6 –независимых, программируемых Моторов- шпинделей. 6 Х

MultiLine
Многошпиндельные токарные автоматы с ЧПУ
MultiLine
Многошпиндельные токарные автоматы с ЧПУ
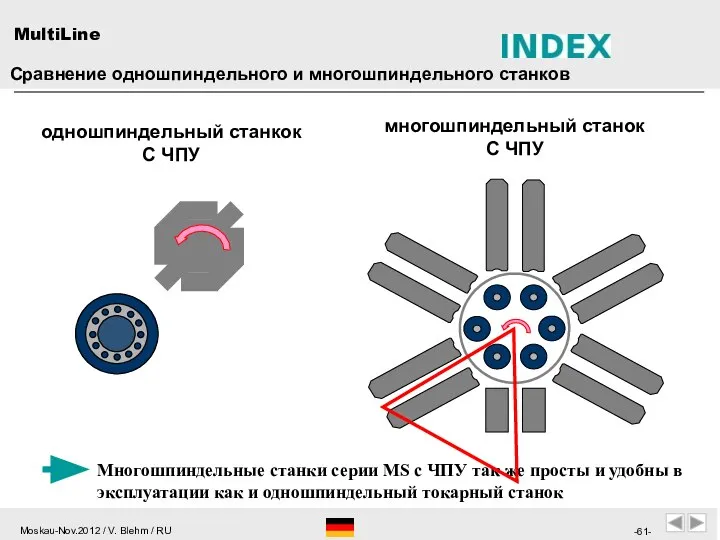
одношпиндельный станкок
С ЧПУ
многошпиндельный станок
С ЧПУ
Сравнение одношпиндельного и многошпиндельного станков
MultiLine
одношпиндельный станкок
С ЧПУ
многошпиндельный станок
С ЧПУ
Сравнение одношпиндельного и многошпиндельного станков
MultiLine
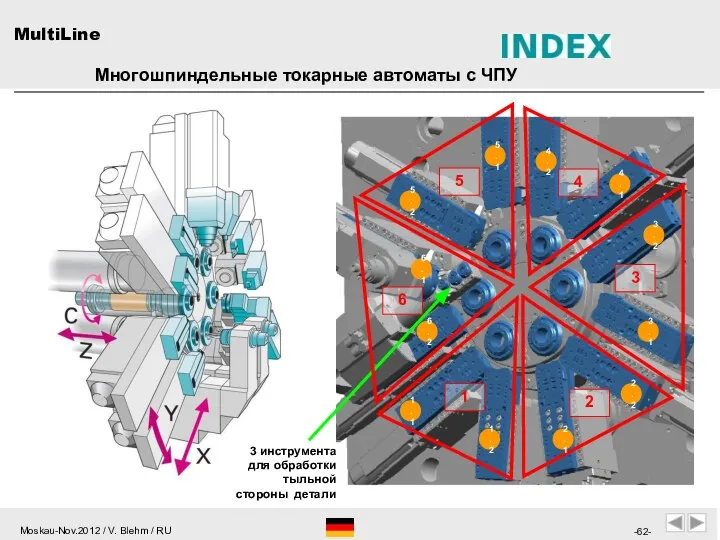
3 инструмента для обработки тыльной стороны детали
1
2
3
4
5
6
MultiLine
Многошпиндельные токарные автоматы с ЧПУ
3 инструмента для обработки тыльной стороны детали
1
2
3
4
5
6
MultiLine
Многошпиндельные токарные автоматы с ЧПУ

Многошпиндельные токарные автоматы с ЧПУ
Многошпиндельные станки
с прутковым магазином
Многошпиндельные станки
с
Многошпиндельные токарные автоматы с ЧПУ
Многошпиндельные станки
с прутковым магазином
Многошпиндельные станки
с

1 x ABC
Одношпиндельный
автомат
Увеличение производительности,
сокращение срока изготовления, уменьшение производственной площади
5
1 x ABC
Одношпиндельный
автомат
Увеличение производительности,
сокращение срока изготовления, уменьшение производственной площади
5

Сравнение затрат на переналадку
одношпиндельный
- ABC-
10 x Инструментальных держателей в суппорте
50 мин
50
Сравнение затрат на переналадку
одношпиндельный
- ABC-
10 x Инструментальных держателей в суппорте
50 мин
50

ms22-0040
MultiLine
MS22C
Область: Автомобилестроение
Материал: Автоматная сталь (А12)
Заготовка: Пруток Ø 20 мм
Деталь: Ø18 Х 40,5 мм
Технология: Точение,
ms22-0040
MultiLine
MS22C
Область: Автомобилестроение
Материал: Автоматная сталь (А12)
Заготовка: Пруток Ø 20 мм
Деталь: Ø18 Х 40,5 мм
Технология: Точение,

MS32-0019
Область: Автомобилестроение
Материал: Алюминий (Д16)
Заготовка: Пруток Ø 30 мм
Деталь: Ø27 Х 55 мм
Технология: Точение,
сверление,
фрезерование
MS32-0019
Область: Автомобилестроение
Материал: Алюминий (Д16)
Заготовка: Пруток Ø 30 мм
Деталь: Ø27 Х 55 мм
Технология: Точение,
сверление,
фрезерование

ms40-0059
MultiLine
MS40C
Область: Автомобилестроение
Материал: Легированная сталь
Заготовка: Пруток 6-гр 32 мм
Деталь: Ø22 (6-гр 32) Х 96 мм
Технология:
ms40-0059
MultiLine
MS40C
Область: Автомобилестроение
Материал: Легированная сталь
Заготовка: Пруток 6-гр 32 мм
Деталь: Ø22 (6-гр 32) Х 96 мм
Технология:

MS52-0030
MultiLine
MS40C
Область: Демо- Деталь
Материал: Автоматная сталь (А12)
Заготовка: Пруток Ø 40 мм
Деталь: Ø39 Х 80 мм
Технология:
MS52-0030
MultiLine
MS40C
Область: Демо- Деталь
Материал: Автоматная сталь (А12)
Заготовка: Пруток Ø 40 мм
Деталь: Ø39 Х 80 мм
Технология:

MS52-0030
MultiLine
MS52C
Область: Спецавтотехника
Материал: Легированая сталь
Заготовка: Пруток Ø 45 мм
Деталь: Ø44 Х 106 мм
Технология: Точение, сверление,
MS52-0030
MultiLine
MS52C
Область: Спецавтотехника
Материал: Легированая сталь
Заготовка: Пруток Ø 45 мм
Деталь: Ø44 Х 106 мм
Технология: Точение, сверление,

Современные многошпинденые станки INDEX с ЧПУ устроены иначе :
Мотор-шпиндель х
Современные многошпинденые станки INDEX с ЧПУ устроены иначе :
Мотор-шпиндель х
ABC-0037
ABC -токарный автомат с ЧПУ
ABC SpeedLine
ABC-0037
ABC -токарный автомат с ЧПУ
ABC SpeedLine

ABC-0037
ABC -токарный автомат с ЧПУ
ABC-0037
ABC -токарный автомат с ЧПУ
HSP
Техническая характеристика
ABC
ABC -токарный автомат с ЧПУ
ABC SpeedLine
HSP
Техническая характеристика
ABC
ABC -токарный автомат с ЧПУ
ABC SpeedLine
ABC-0004
Главный шпиндель D42 D60 D65
Диаметр обрабатываемого прутка мм 42 60 65
Макс.
ABC-0004
Главный шпиндель D42 D60 D65
Диаметр обрабатываемого прутка мм 42 60 65
Макс.

ABC-0004
ABC – примеры обработки
ABC SpeedLine
ABC-0004
ABC – примеры обработки
ABC SpeedLine

ABC – примеры обработки
ABC SpeedLine
ABC – примеры обработки
ABC SpeedLine

ABC-0020
ABC-0018
ABC-0016
ABC-0019
41 sec.
20 sec.
ABC – примеры обработки
ABC SpeedLine
ABC-0020
ABC-0018
ABC-0016
ABC-0019
41 sec.
20 sec.
ABC – примеры обработки
ABC SpeedLine

ABC-0042
ABC-0040
Токарная обработка многогранников и резьбофрезерование
ABC SpeedLine
ABC-0042
ABC-0040
Токарная обработка многогранников и резьбофрезерование
ABC SpeedLine

ABC SpeedLine
ABC-0021
Токарная обработка многогранников
экономичный технологический метод для
обработки поверхностей 2/4/6-гранников,
ABC SpeedLine
ABC-0021
Токарная обработка многогранников
экономичный технологический метод для
обработки поверхностей 2/4/6-гранников,
Широкий спеткр изготавливаемых деталей
как простой так и сложной кофигурации
Высокая степень
Широкий спеткр изготавливаемых деталей
как простой так и сложной кофигурации
Высокая степень

T
Рабочий диапазон
Диаметр прутка мм 42
Скорость об/мин 7.000
Мощность (100% / 40%) кВт 25/ 29
Длина обработки мм 200
С100 технические
T
Рабочий диапазон
Диаметр прутка мм 42
Скорость об/мин 7.000
Мощность (100% / 40%) кВт 25/ 29
Длина обработки мм 200
С100 технические

T
Рабочий диапазон
Диаметр прутка мм 65 90
Скорость об/мин 5.000 3.500
Мощность (100% / 40%) кВт 25/ 33 29/40
Длина обработки мм 250 250
С200 технические
T
Рабочий диапазон
Диаметр прутка мм 65 90
Скорость об/мин 5.000 3.500
Мощность (100% / 40%) кВт 25/ 33 29/40
Длина обработки мм 250 250
С200 технические
T
С100/С200 Возможные конфигурации и кинематика станка
С100/С200
С200
C100 / C200 SpeedLine
T
С100/С200 Возможные конфигурации и кинематика станка
С100/С200
С200
C100 / C200 SpeedLine
С100 С200
510мм 710мм
T
С100/С200 Конфигурация и кинематика станка
C100 / C200 SpeedLine
С100 С200
510мм 710мм
T
С100/С200 Конфигурация и кинематика станка
C100 / C200 SpeedLine

T
С100/С200 Конфигурация и кинематика станка
C100 / C200 SpeedLine
T
С100/С200 Конфигурация и кинематика станка
C100 / C200 SpeedLine

До 3 инструментов одновременно!
T
открытая доступная рабочая зона
2 оси Y
До 3 инструментов одновременно!
T
открытая доступная рабочая зона
2 оси Y
T
новая плоская направляющая салазок револьвера
револьверы скользят непосредственно по станине
T
новая плоская направляющая салазок револьвера
револьверы скользят непосредственно по станине
Все инструменты приводные
8.000 об/мин
C100 C200
4,2 кВт 6,5 кВт
11 Нм 16 Нм
Верхний
Все инструменты приводные
8.000 об/мин
C100 C200
4,2 кВт 6,5 кВт
11 Нм 16 Нм
Верхний

T
Магазины загрузки прутка
Ведущие фирмы изготовители магазинов
INDEX MBL
C100 / C200
T
Магазины загрузки прутка
Ведущие фирмы изготовители магазинов
INDEX MBL
C100 / C200

c100-0029
SpeedLine
C100
Ø 24 x 43 mm
Vertraulich, nur für interne Schulungszwecke
Confidential, for internal
c100-0029
SpeedLine
C100
Ø 24 x 43 mm
Vertraulich, nur für interne Schulungszwecke Confidential, for internal

c100-0046
SpeedLine
C100
Ø 40 x 57,6 mm
Время обработки : 64 сек.
Область: Автомобилестроение
Материал: Латунь
Заготовка: Пруток D
c100-0046
SpeedLine
C100
Ø 40 x 57,6 mm
Время обработки : 64 сек.
Область: Автомобилестроение
Материал: Латунь
Заготовка: Пруток D

c100-0070
SpeedLine
C100
Ø 42 x 52 mm
Область: Гидравлика, пневматика
Материал: Нерж. сталь
Заготовка: Пруток Д 42 мм
Технология: Точение,
c100-0070
SpeedLine
C100
Ø 42 x 52 mm
Область: Гидравлика, пневматика
Материал: Нерж. сталь
Заготовка: Пруток Д 42 мм
Технология: Точение,

c100-0100
Область: Летательные аппараты
Материал: Нерж. сталь 1.4305
Заготовка: Пруток
Технология: Точение,
нарезание резьбы
сверление,
c100-0100
Область: Летательные аппараты
Материал: Нерж. сталь 1.4305
Заготовка: Пруток
Технология: Точение,
нарезание резьбы
сверление,
 День Крещения Руси
День Крещения Руси Занятие №1
Занятие №1 Провешивание поверхностей, устройство маяков. Установка штукатурных маяков
Провешивание поверхностей, устройство маяков. Установка штукатурных маяков Миколаївський морський торгівельний порт
Миколаївський морський торгівельний порт С 23 февраля
С 23 февраля Vous pensez avoir tout vu sur la route
Vous pensez avoir tout vu sur la route Геология и минерально-сырьевые ресурсы Запада Восточно-Европейской платформы
Геология и минерально-сырьевые ресурсы Запада Восточно-Европейской платформы Знание и сознание
Знание и сознание Опера
Опера Подборка и анализ подземных переходов
Подборка и анализ подземных переходов Дизайны наборы НГ Подарки
Дизайны наборы НГ Подарки ЗАХИСТ ПРАВ
ЗАХИСТ ПРАВ Промышленные предприятия как участники ВХК
Промышленные предприятия как участники ВХК 22546c511b962919
22546c511b962919 Как украшает себя человек. Изображение любимых сказочных героев и их украшений
Как украшает себя человек. Изображение любимых сказочных героев и их украшений 04 песенки,потешки
04 песенки,потешки Оценка эффективности параллельных вычислений
Оценка эффективности параллельных вычислений Введенский женский монастырь г.Иваново
Введенский женский монастырь г.Иваново Центр реструктуризации долговых обязательств
Центр реструктуризации долговых обязательств 20170213_muzei_nauki_v_sankt-peterburge
20170213_muzei_nauki_v_sankt-peterburge Фотоальбом
Фотоальбом МК Тульский пряник
МК Тульский пряник Литературное чтение
Литературное чтение Разделение продажи производство
Разделение продажи производство Искусственные каменные материалы на основе вяжущих веществ. Силикатный кирпич и силикатобетонные изделия
Искусственные каменные материалы на основе вяжущих веществ. Силикатный кирпич и силикатобетонные изделия 20150323_prezentatsiya_istoriya
20150323_prezentatsiya_istoriya Черная и цветная металлургия
Черная и цветная металлургия Уход за изделиями из кожи и меха
Уход за изделиями из кожи и меха