- Основные требования к источникам питания дуги при РДС

Содержание
- 2. (I)Особенности дуги как потребителя электрической энергии. Электрическая сварочная дуга представляет собой такой вид нагрузки который отличается
- 3. (II)Требование к источникам питания дуги. Особенности дуги предъявляют следующие требования к источникам питания: 1) Напряжение холостого
- 4. 3) Время восстановления напряжения на дуге от 0B (короткое замыкание) до 25B (рабочее напряжение дуги) не
- 5. (III)Вольт –амперная характеристика дуги
- 6. Зависимость между напряжением и силой тока принято называть вольт – амперной характеристикой (ВАХ). ВАХ дуги при
- 7. При увеличении сварочного тока более 800А (1000А) напряжение дуги возрастает (возрастающая характеристика), это объясняется увеличением плотности
- 8. Вольтамперные характеристики источников питания дуги Для ручной дуговой сварки Для полуавтоматической и автоматической в защитных газах
- 9. Свойства источника питания определяются его внешней ВАХ. В зависимости от конструкции электрической схемы источника питания его
- 10. При р.д.с. на средних режимах дуга имеет жёсткую ВАХ характеристику => наиболее подходящим источником питания является
- 11. Взаимосвязь ВАХ дуги и источника питания при ручной дуговой сварке
- 12. При автоматической и полуавтоматической сварке применяют источник питания с пологопадающей характеристикой так как в этом случае
- 14. Скачать презентацию
(I)Особенности дуги как потребителя электрической энергии.
Электрическая сварочная дуга представляет собой такой
(I)Особенности дуги как потребителя электрической энергии.
Электрическая сварочная дуга представляет собой такой
(II)Требование к источникам питания дуги.
Особенности дуги предъявляют следующие требования к источникам
(II)Требование к источникам питания дуги.
Особенности дуги предъявляют следующие требования к источникам
3) Время восстановления напряжения на дуге от 0B (короткое замыкание) до
3) Время восстановления напряжения на дуге от 0B (короткое замыкание) до

(III)Вольт –амперная характеристика дуги
(III)Вольт –амперная характеристика дуги
Зависимость между напряжением и силой тока принято называть вольт – амперной
Зависимость между напряжением и силой тока принято называть вольт – амперной
При увеличении сварочного тока более 800А (1000А) напряжение дуги возрастает (возрастающая
При увеличении сварочного тока более 800А (1000А) напряжение дуги возрастает (возрастающая

Вольтамперные характеристики источников питания дуги
Для ручной дуговой сварки
Для полуавтоматической и автоматической
Вольтамперные характеристики источников питания дуги
Для ручной дуговой сварки
Для полуавтоматической и автоматической
Свойства источника питания определяются его внешней ВАХ.
В зависимости от конструкции электрической
Свойства источника питания определяются его внешней ВАХ.
В зависимости от конструкции электрической
При р.д.с. на средних режимах дуга имеет жёсткую ВАХ характеристику =>
При р.д.с. на средних режимах дуга имеет жёсткую ВАХ характеристику =>
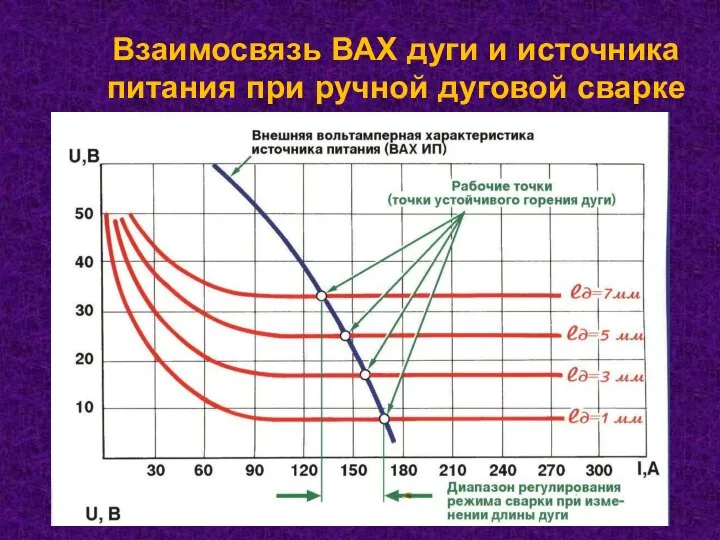
Взаимосвязь ВАХ дуги и источника питания при ручной дуговой сварке
Взаимосвязь ВАХ дуги и источника питания при ручной дуговой сварке
При автоматической и полуавтоматической сварке применяют источник питания с пологопадающей характеристикой
При автоматической и полуавтоматической сварке применяют источник питания с пологопадающей характеристикой
 С днём рождения
С днём рождения Безпечність та якість відновлених напоїв антистресової дії
Безпечність та якість відновлених напоїв антистресової дії 20171223_krasnaya_kniga_kraya
20171223_krasnaya_kniga_kraya Прочитать, осознать материал, выполнить задание
Прочитать, осознать материал, выполнить задание Части суток
Части суток Mozart
Mozart Классификация текстильных волокон. Зрительные иллюзии в одежде
Классификация текстильных волокон. Зрительные иллюзии в одежде Правовая пинктограмма
Правовая пинктограмма Необычные праздники апреля
Необычные праздники апреля Классификация широкодиапазонных систем и устройств
Классификация широкодиапазонных систем и устройств Презентация1
Презентация1 Основы проектной деятельности
Основы проектной деятельности 20130622_vinni_puh_differenciaciya_zvukov_zh_i_z
20130622_vinni_puh_differenciaciya_zvukov_zh_i_z Газета для родителей
Газета для родителей email sign
email sign Фотоальбом. 7 лет вместе
Фотоальбом. 7 лет вместе Болтливая баба
Болтливая баба Устойчивость систем автоматического управления
Устойчивость систем автоматического управления ПрезентацияМедСтандарт
ПрезентацияМедСтандарт А Влажная уборка кухни и ванной комнаты
А Влажная уборка кухни и ванной комнаты Применение нестационарного заводнения с изменением направления фильтрационных поток жидкости в пластах
Применение нестационарного заводнения с изменением направления фильтрационных поток жидкости в пластах Модернизация шкафа синхронизации Р8
Модернизация шкафа синхронизации Р8 Programma_Zubareva_I_A
Programma_Zubareva_I_A Свойства тканей. Потребительские показатели качества тканей
Свойства тканей. Потребительские показатели качества тканей О.П
О.П Методы и средства борьбы газонефтеводопроявлениями. Семинар 11
Методы и средства борьбы газонефтеводопроявлениями. Семинар 11 Резюме
Резюме Учебно - трудовой сектор
Учебно - трудовой сектор