- Последовательность и правила проектирования технологических процессов. Тема 2

Содержание
- 2. Последовательность проектирования технологических процессов. Общие правила разработки технологических процессов определены ГОСТом 14.301-83. Анализ исходных данных. Определение
- 3. Анализ исходных данных
- 4. Исходные данные для проектирования технологического процесса: Сборочный чертеж с кратким описанием служебного назначения и технических условий
- 5. Анализ технологичности изделий Технологичность – это комплекс требований и показателей (22 показателя), характеризующие технологическую рациональность конструктивных
- 6. Определение типа производства
- 7. Коэффициент закрепления операций
- 8. Определение типа производства На первом этапе проектирования тип производства ориентировочно может быть определен в зависимости от
- 9. Единичное производство Единичное производство – производство характеризуемое широкой номенклатурой изготавливаемых или ремонтируемых изделий и малым объемом
- 10. Серийное производство Серийное производство – производство характеризуемое ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися партиями
- 11. Серийное производство Коэффициенты закрепления операций: Мелкосерийное производство: 20…40; Среднесерийное производство: 10…20; Крупносерийное производство: 1…10
- 12. Массовое производство Массовое производство – производство, характеризуемое узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых
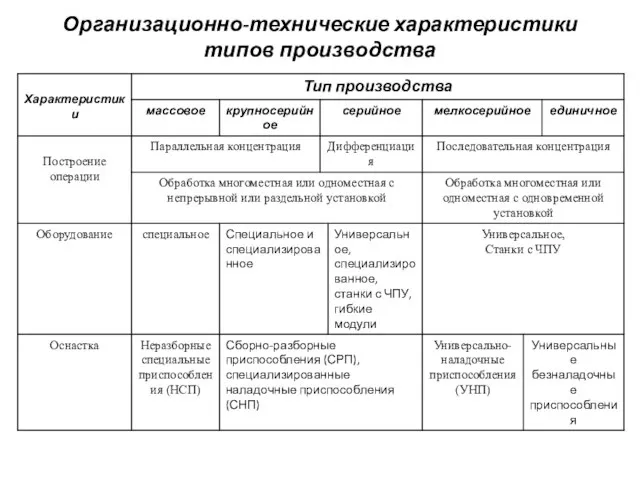
- 13. Организационно-технические характеристики типов производства
- 14. Организационно-технические характеристики типов производства
- 15. Определение исходной заготовки и выбора метода ее изготовления
- 16. Определение исходной заготовки и выбора метода ее изготовления При выборе заготовки необходимо решить следующие вопросы: Установить
- 17. Выбор технологических баз
- 19. Скачать презентацию
Последовательность проектирования технологических процессов.
Общие правила разработки технологических процессов определены ГОСТом 14.301-83.
Анализ
Последовательность проектирования технологических процессов.
Общие правила разработки технологических процессов определены ГОСТом 14.301-83.
Анализ
Анализ исходных данных
Анализ исходных данных
Исходные данные для проектирования технологического процесса:
Сборочный чертеж с кратким описанием служебного
Исходные данные для проектирования технологического процесса:
Сборочный чертеж с кратким описанием служебного
Анализ технологичности изделий
Технологичность – это комплекс требований и показателей (22 показателя),
Анализ технологичности изделий
Технологичность – это комплекс требований и показателей (22 показателя),
Определение типа производства
Определение типа производства
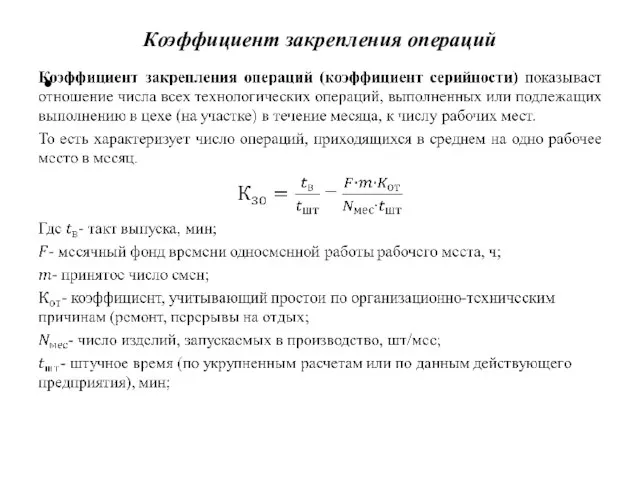
Коэффициент закрепления операций
Коэффициент закрепления операций
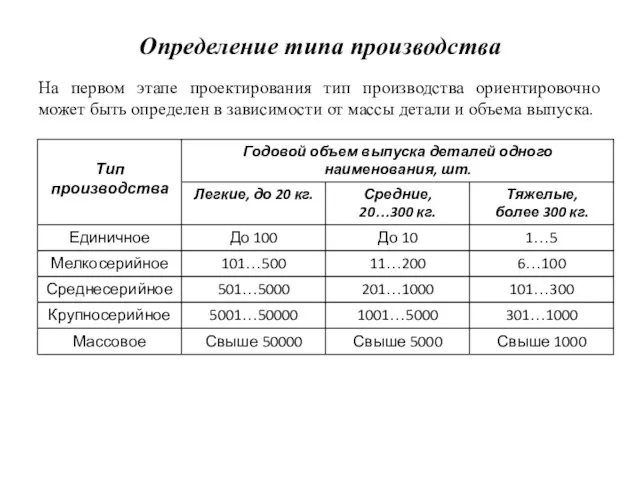
Определение типа производства
На первом этапе проектирования тип производства ориентировочно может быть
Определение типа производства
На первом этапе проектирования тип производства ориентировочно может быть
Единичное производство
Единичное производство – производство характеризуемое широкой номенклатурой изготавливаемых или ремонтируемых
Единичное производство
Единичное производство – производство характеризуемое широкой номенклатурой изготавливаемых или ремонтируемых
Серийное производство
Серийное производство – производство характеризуемое ограниченной номенклатурой изделий, изготавливаемых или
Серийное производство
Серийное производство – производство характеризуемое ограниченной номенклатурой изделий, изготавливаемых или
Серийное производство
Коэффициенты закрепления операций:
Мелкосерийное производство: 20…40;
Среднесерийное производство: 10…20;
Крупносерийное производство: 1…10
Серийное производство
Коэффициенты закрепления операций:
Мелкосерийное производство: 20…40;
Среднесерийное производство: 10…20;
Крупносерийное производство: 1…10
Массовое производство
Массовое производство – производство, характеризуемое узкой номенклатурой и большим объемом
Массовое производство
Массовое производство – производство, характеризуемое узкой номенклатурой и большим объемом
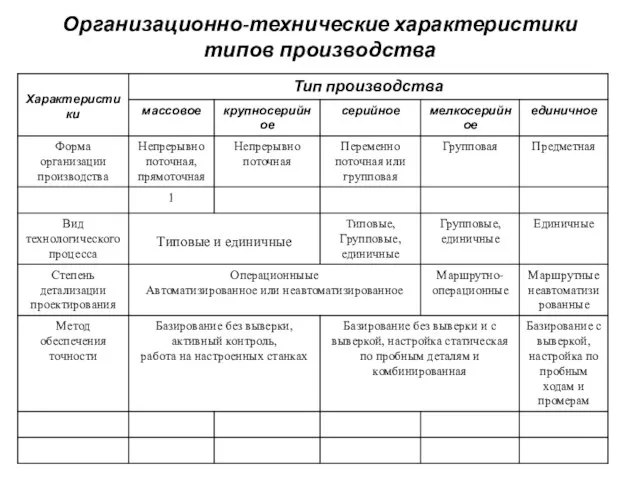
Организационно-технические характеристики типов производства
Организационно-технические характеристики типов производства
Организационно-технические характеристики типов производства
Организационно-технические характеристики типов производства
Определение исходной заготовки и выбора метода ее изготовления
Определение исходной заготовки и выбора метода ее изготовления
Определение исходной заготовки и выбора метода ее изготовления
При выборе заготовки необходимо
Определение исходной заготовки и выбора метода ее изготовления
При выборе заготовки необходимо
Выбор технологических баз
Выбор технологических баз
 Реконструкция аккумуляторного участка
Реконструкция аккумуляторного участка Сейсмостойкость зданий и сооружений (практическое занятии №2)
Сейсмостойкость зданий и сооружений (практическое занятии №2) Отчет Мальцева Дмитрия за 2015-16 учебный год
Отчет Мальцева Дмитрия за 2015-16 учебный год Километр
Километр Мешочек для Нюши (звук Ш)
Мешочек для Нюши (звук Ш) Общие сведения об аэродромных топливозаправщиках
Общие сведения об аэродромных топливозаправщиках Стеллажные камеры хранения вин
Стеллажные камеры хранения вин 20150911_master_-klass_ustnoe_narodnoe_tvorchestvo
20150911_master_-klass_ustnoe_narodnoe_tvorchestvo c794b18c6edbeb069a3764451eb9c0a0
c794b18c6edbeb069a3764451eb9c0a0 Сичкарь Н.В русский язык 31.03.20
Сичкарь Н.В русский язык 31.03.20 Современная Российская система образования
Современная Российская система образования Кератиновое выпрямление волос: до и после
Кератиновое выпрямление волос: до и после фотопрезентация
фотопрезентация История биологической науки ЮФУ. Кафедра зоологии
История биологической науки ЮФУ. Кафедра зоологии Поговорим о совести
Поговорим о совести ТНЧ. Уровень 0. Занятие 1
ТНЧ. Уровень 0. Занятие 1 Афиша на А 3 (для редактирования)
Афиша на А 3 (для редактирования) В. А. Осеева Что легче?
В. А. Осеева Что легче? естествознание, 5 кл,планирование исследования, презентация (1)
естествознание, 5 кл,планирование исследования, презентация (1) Загадки про зиму и зимние забавы
Загадки про зиму и зимние забавы Наш город - Жигулевск
Наш город - Жигулевск Клуб Белый свет. Фотоальбом
Клуб Белый свет. Фотоальбом Степкин В.В. Пещерный монастырь у с. Шмарное
Степкин В.В. Пещерный монастырь у с. Шмарное Брейн ринг. Интеллектуаль уен
Брейн ринг. Интеллектуаль уен Правила заполнения бланков ЕГЭ
Правила заполнения бланков ЕГЭ Теория железобетона
Теория железобетона Рубский и скопцы
Рубский и скопцы Отчетность в профсоюзных организациях 2015
Отчетность в профсоюзных организациях 2015