- Проектирование участка цеха по разработке технологического процесса детали Каретка

Содержание
- 2. Проектирование участка цеха по разработке технологического процесса детали «Каретка» является основой дипломного проекта. Разрабатывая технологический процесс
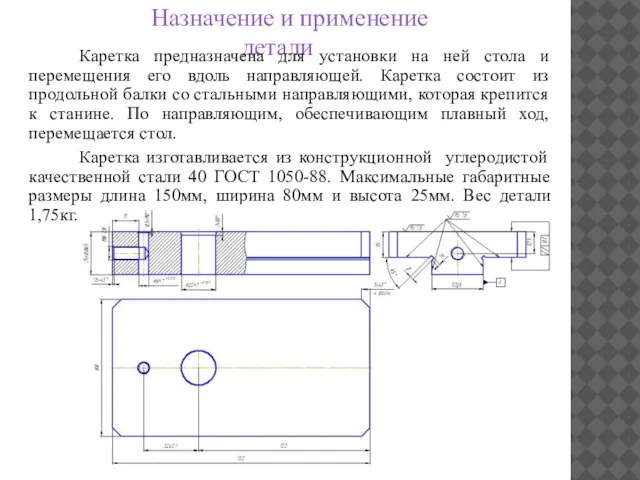
- 3. Назначение и применение детали Каретка предназначена для установки на ней стола и перемещения его вдоль направляющей.
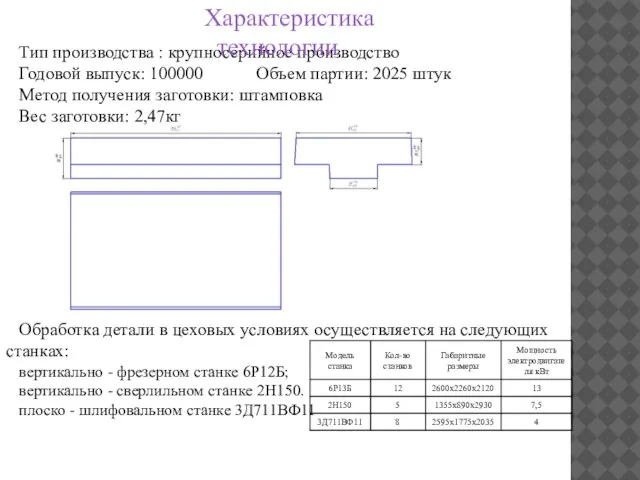
- 4. Тип производства : крупносерийное производство Годовой выпуск: 100000 Объем партии: 2025 штук Метод получения заготовки: штамповка
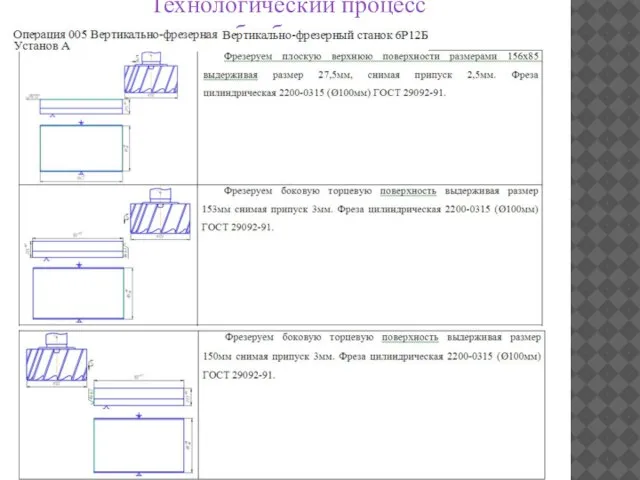
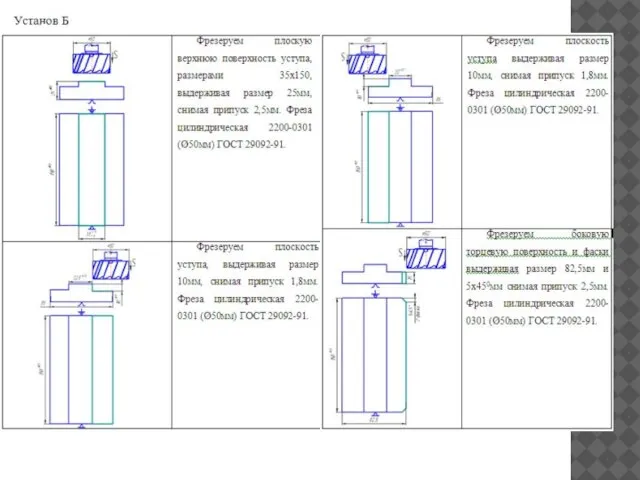
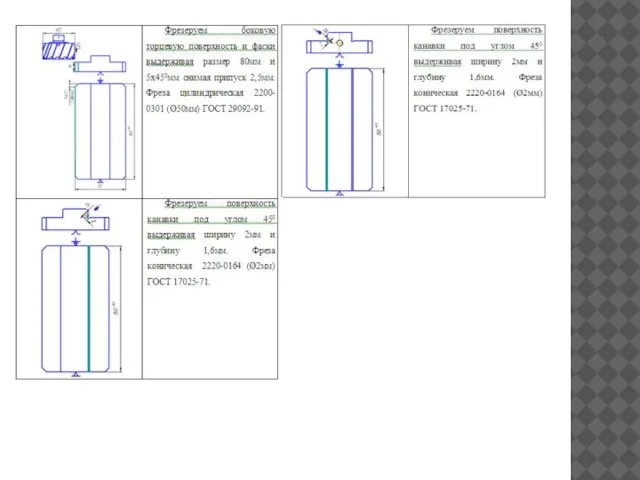
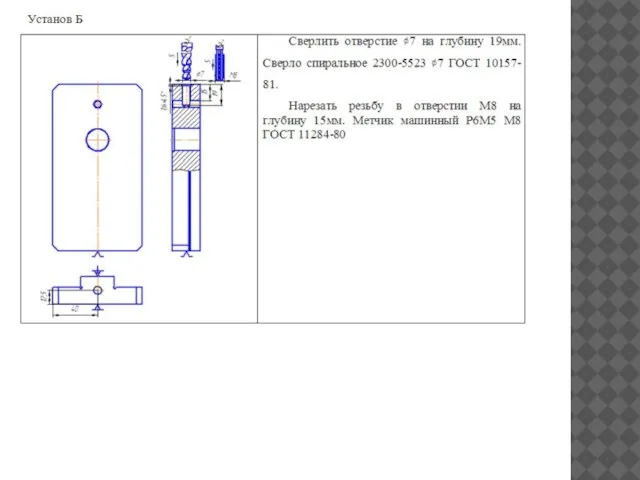
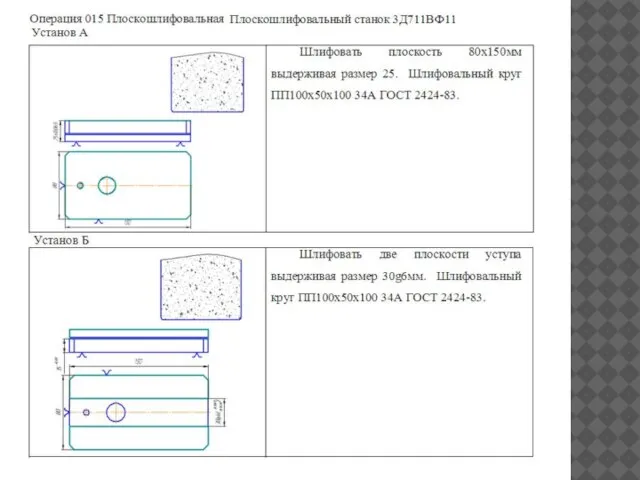
- 5. Технологический процесс обработки
- 11. Станочное приспособление Приспособление предназначено для базирования и закрепления заготовки на фрезерном станке. Заготовка базируется на опорные
- 12. Измерительный инструмент Калибр —бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения поверхностей детали. Штангенциркуль
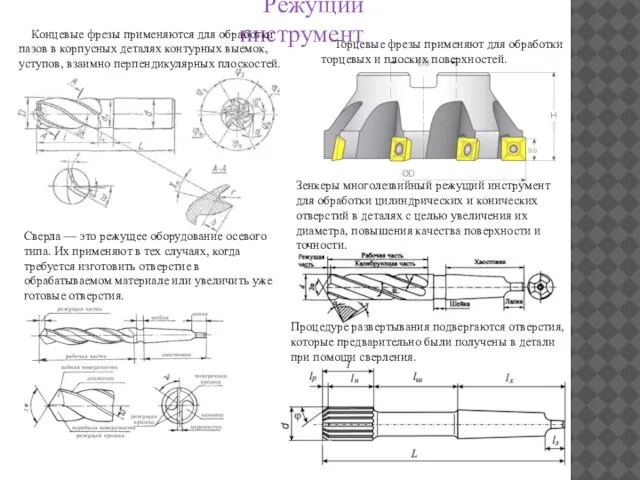
- 13. Режущий инструмент Концевые фрезы применяются для обработки пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных
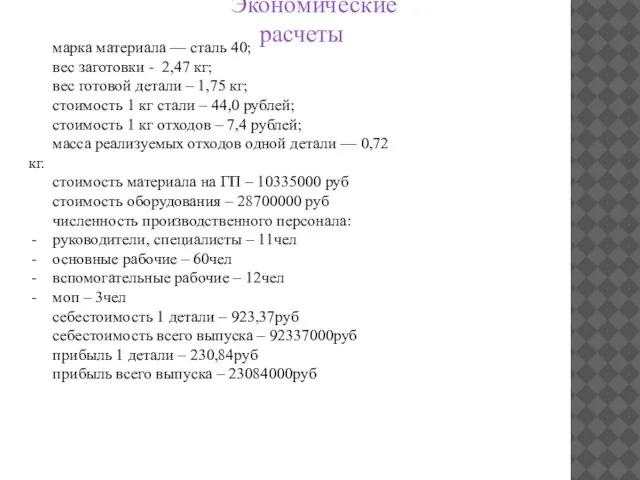
- 14. Экономические расчеты марка материала — сталь 40; вес заготовки - 2,47 кг; вес готовой детали –
- 15. План цеха
- 16. В данном дипломном проекте разрабатывается технология механической обработки детали «Каретка» и построен план участка цеха. За
- 18. Скачать презентацию
Проектирование участка цеха по разработке технологического процесса детали «Каретка» является основой
Проектирование участка цеха по разработке технологического процесса детали «Каретка» является основой
Назначение и применение детали
Каретка предназначена для установки на ней стола и
Назначение и применение детали
Каретка предназначена для установки на ней стола и
Тип производства : крупносерийное производство
Годовой выпуск: 100000 Объем партии: 2025 штук
Метод
Тип производства : крупносерийное производство
Годовой выпуск: 100000 Объем партии: 2025 штук
Метод
Технологический процесс обработки
Технологический процесс обработки


Станочное приспособление
Приспособление предназначено для базирования и закрепления заготовки на фрезерном станке.
Станочное приспособление
Приспособление предназначено для базирования и закрепления заготовки на фрезерном станке.

Измерительный инструмент
Калибр —бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения
Измерительный инструмент
Калибр —бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения
Режущий инструмент
Концевые фрезы применяются для обработки пазов в корпусных деталях контурных
Режущий инструмент
Концевые фрезы применяются для обработки пазов в корпусных деталях контурных
Экономические расчеты
марка материала — сталь 40;
вес заготовки - 2,47 кг;
вес готовой
Экономические расчеты
марка материала — сталь 40;
вес заготовки - 2,47 кг;
вес готовой
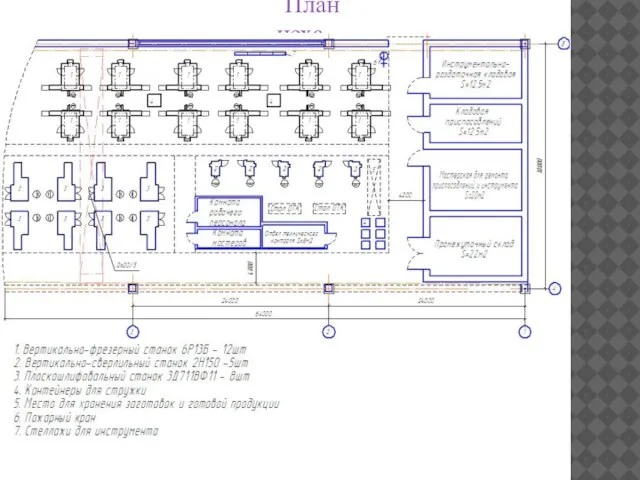
План цеха
План цеха
В данном дипломном проекте разрабатывается технология механической обработки детали «Каретка» и
В данном дипломном проекте разрабатывается технология механической обработки детали «Каретка» и
 Лекция1_Матрицы_Операции_над_матрицами_Определители_1(3)
Лекция1_Матрицы_Операции_над_матрицами_Определители_1(3) Константинов
Константинов Сканеры
Сканеры Цифровое эфирное телевидение
Цифровое эфирное телевидение написание статьи
написание статьи Найди животных
Найди животных Цилиндр
Цилиндр Слайд-шоу
Слайд-шоу 20130125_oshibkiv_vybore_professii
20130125_oshibkiv_vybore_professii Прогоны: разрезные, с подбалками, с подкосами. Сбор нагрузок на 1 п. м прогона
Прогоны: разрезные, с подбалками, с подкосами. Сбор нагрузок на 1 п. м прогона группа№2
группа№2 20180920_5_klass_sravn_drobey
20180920_5_klass_sravn_drobey Отчет отдела эксплуатации инженерных сооружений о работе за 2017 год и производственная программа на 2018 год
Отчет отдела эксплуатации инженерных сооружений о работе за 2017 год и производственная программа на 2018 год Условия работы элементов пароводяного тракта, коэффициенты неравномерности, конструктивной нетождественности и разверки на ТЭС
Условия работы элементов пароводяного тракта, коэффициенты неравномерности, конструктивной нетождественности и разверки на ТЭС From climate alarmist to climate realist – a personal journey
From climate alarmist to climate realist – a personal journey Общие требования и правила оформления текстовой, графической и конструкторской документации
Общие требования и правила оформления текстовой, графической и конструкторской документации ООО “СиВер” (часть 5)
ООО “СиВер” (часть 5) Лабиринт. Робот на основе Lego Mindstorms находит выход из лабиринта
Лабиринт. Робот на основе Lego Mindstorms находит выход из лабиринта городу
городу Где логика
Где логика HR-link. Первая система электронного кадрового документооборота
HR-link. Первая система электронного кадрового документооборота Русалочка
Русалочка Формирование элементарных математических представлений
Формирование элементарных математических представлений Оптимизация процесса одевания детей на прогулку
Оптимизация процесса одевания детей на прогулку 20160920_zmeeva_l.v.-shkola_no105
20160920_zmeeva_l.v.-shkola_no105 КФ Интонация
КФ Интонация Водорослевое обертывание
Водорослевое обертывание Урок 03 Основи МКТ
Урок 03 Основи МКТ