- Рейсмусовые станки

Содержание
- 2. Рейсмусовые станки предназначены для обработки брусковых и щитовых заготовок на заданную толщину обычно после создания у
- 3. Рейсмусовый станок, относящийся к группе продольно-фрезерных, предназначен для точной обработки деталей по толщине. Различают односторонние и
- 4. Рейсмусовые станки выпускаются двух типов: односторонние СРЗ-5, СР6-2, СР6-7, CP12-3 и двусторонние С2Р8, С2Р12. Односторонние станки
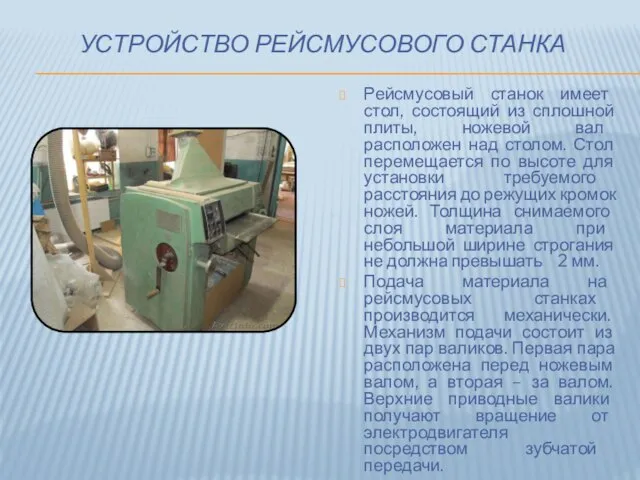
- 5. УСТРОЙСТВО РЕЙСМУСОВОГО СТАНКА Рейсмусовый станок имеет стол, состоящий из сплошной плиты, ножевой вал расположен над столом.
- 6. СХЕМА РЕЙСМУСОВОГО СТАНКА 1 – РЕДУКТОР; 2 – ЭЛЕКТРОДВИГАТЕЛЬ ПОДАЧИ; 3 – МУФТА; 4 – ЦЕПЬ
- 7. СХЕМА РАБОТЫ РЕЙСМУСОВОГО СТАНКА Нижние валики (направляющие) расположены точно под верхними, установлены свободно и приводятся во
- 8. СХЕМАТИЧНОЕ ИЗОБРАЖЕНИЯ ПРОЦЕССА СТРОГАНИЯ НА РЕЙСМУСОВОМ СТАНКЕ 3 4 2 5 1 – рабочий стол; 2
- 9. Пильный (ножевой) вал
- 10. Ножевой вал в сборе состоит (в данном случае) из четырёх ножей.
- 12. Установка и регулировка режущего инструмента рейсмусового станка
- 13. Рифлёный секционный валец рейсмусового станка Передний валец одностороннего рейсмусового станка делают рифлёным. Рифли обеспечивают хорошее сцепление
- 14. РЕМЁННАЯ ПЕРЕДАЧА ПЕРЕДАЁТ ДВИЖЕНИЕ ОТ ДВИГАТЕЛЯ К НОЖЕВОМУ ВАЛУ
- 15. ВИДЫ ПЕРЕДАЧ: Зубчатая передача Цепная передача Ременная передача
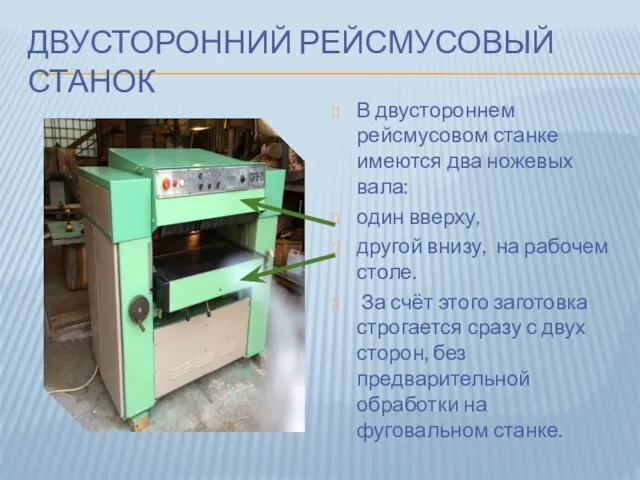
- 16. ДВУСТОРОННИЙ РЕЙСМУСОВЫЙ СТАНОК В двустороннем рейсмусовом станке имеются два ножевых вала: один вверху, другой внизу, на
- 17. СХЕМА ДВУСТОРОННЕГО ФРЕЗЕРОВАНИЯ (ДВУХРЕЙСМУСОВАЯ)
- 18. В РЕЙСМУСОВОМ СТАНКЕ МОЖНО ОДНОВРЕМЕННО ОБРАБАТЫВАТЬ НЕСКОЛЬКО ЗАГОТОВОК С РАЗНИЦЕЙ ПО ТОЛЩИНЕ 4 ММ (ПРИ НАЛИЧИИ
- 20. Скачать презентацию

Рейсмусовые станки предназначены для обработки брусковых и щитовых заготовок на заданную
Рейсмусовые станки предназначены для обработки брусковых и щитовых заготовок на заданную
Рейсмусовый станок, относящийся к группе продольно-фрезерных, предназначен для точной обработки деталей
Рейсмусовый станок, относящийся к группе продольно-фрезерных, предназначен для точной обработки деталей

Рейсмусовые станки выпускаются двух типов: односторонние СРЗ-5, СР6-2, СР6-7, CP12-3 и
УСТРОЙСТВО РЕЙСМУСОВОГО СТАНКА
Рейсмусовый станок имеет стол, состоящий из сплошной плиты, ножевой
УСТРОЙСТВО РЕЙСМУСОВОГО СТАНКА
Рейсмусовый станок имеет стол, состоящий из сплошной плиты, ножевой
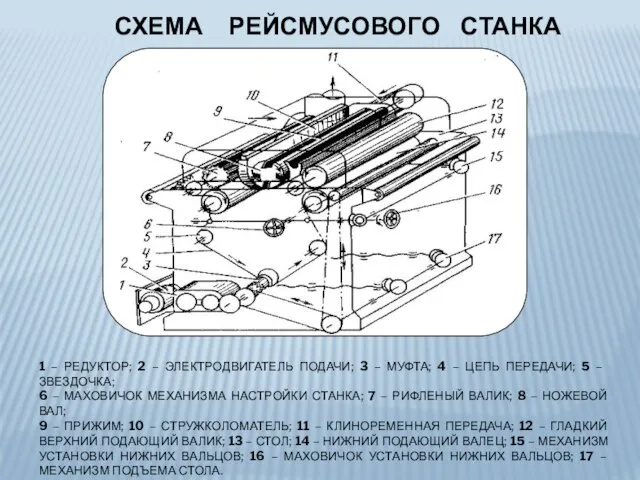
СХЕМА РЕЙСМУСОВОГО СТАНКА
1 – РЕДУКТОР; 2 – ЭЛЕКТРОДВИГАТЕЛЬ ПОДАЧИ; 3 –
СХЕМА РЕЙСМУСОВОГО СТАНКА
1 – РЕДУКТОР; 2 – ЭЛЕКТРОДВИГАТЕЛЬ ПОДАЧИ; 3 –
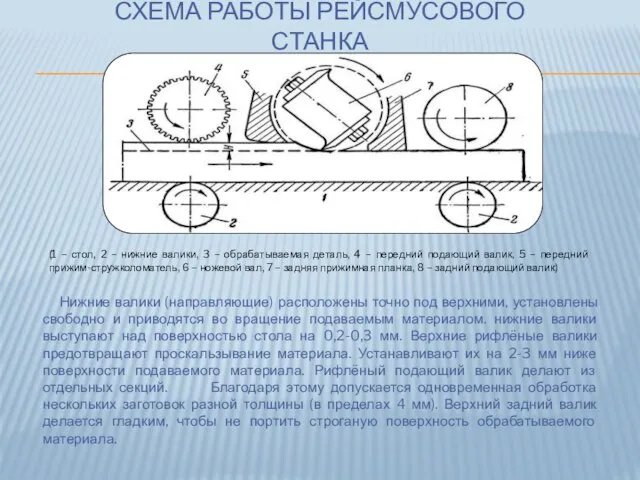
СХЕМА РАБОТЫ РЕЙСМУСОВОГО СТАНКА
Нижние валики (направляющие) расположены точно под верхними,
СХЕМА РАБОТЫ РЕЙСМУСОВОГО СТАНКА
Нижние валики (направляющие) расположены точно под верхними,

СХЕМАТИЧНОЕ ИЗОБРАЖЕНИЯ ПРОЦЕССА СТРОГАНИЯ НА РЕЙСМУСОВОМ СТАНКЕ
3
4
2
5
1 – рабочий стол;
2 –
СХЕМАТИЧНОЕ ИЗОБРАЖЕНИЯ ПРОЦЕССА СТРОГАНИЯ НА РЕЙСМУСОВОМ СТАНКЕ
3
4
2
5
1 – рабочий стол;
2 –

Пильный (ножевой) вал
Пильный (ножевой) вал

Ножевой вал в сборе состоит (в данном случае) из четырёх ножей.
Ножевой вал в сборе состоит (в данном случае) из четырёх ножей.

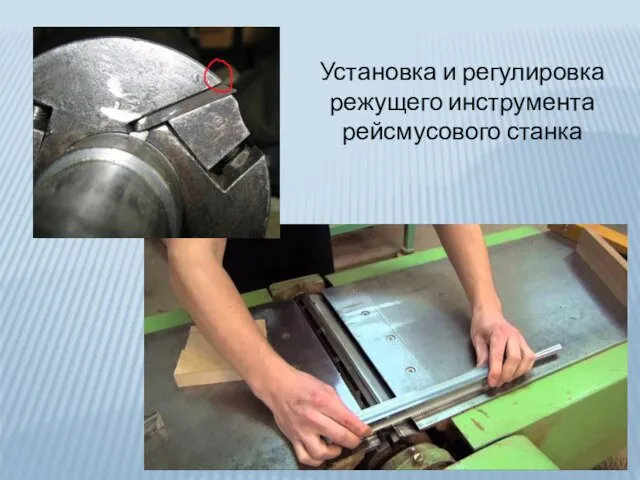
Установка и регулировка режущего инструмента рейсмусового станка
Установка и регулировка режущего инструмента рейсмусового станка

Рифлёный секционный валец рейсмусового станка
Передний валец одностороннего рейсмусового станка делают рифлёным.
Рифлёный секционный валец рейсмусового станка
Передний валец одностороннего рейсмусового станка делают рифлёным.
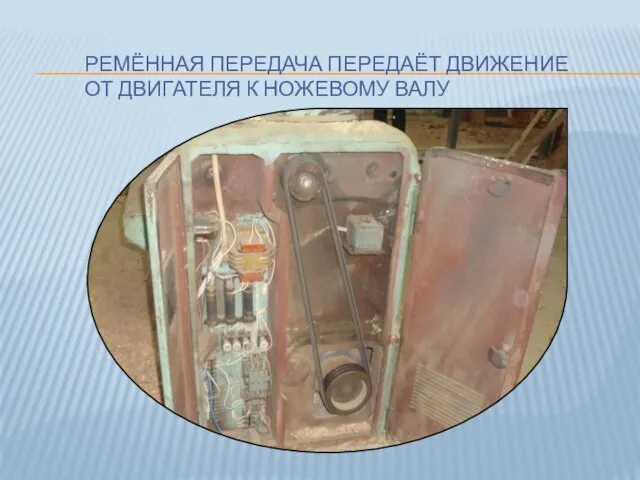
РЕМЁННАЯ ПЕРЕДАЧА ПЕРЕДАЁТ ДВИЖЕНИЕ ОТ ДВИГАТЕЛЯ К НОЖЕВОМУ ВАЛУ
РЕМЁННАЯ ПЕРЕДАЧА ПЕРЕДАЁТ ДВИЖЕНИЕ ОТ ДВИГАТЕЛЯ К НОЖЕВОМУ ВАЛУ
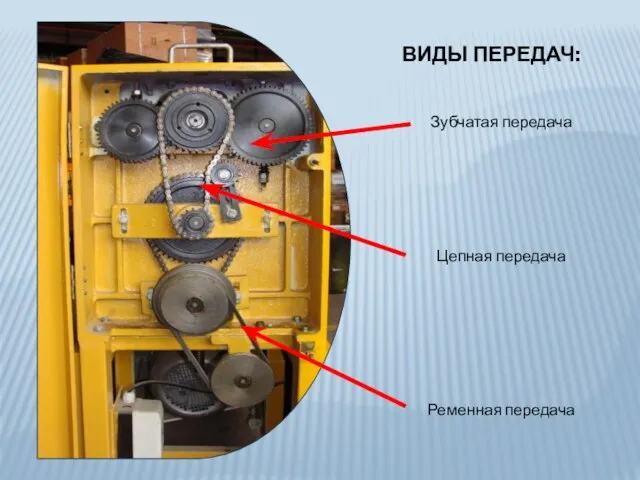
ВИДЫ ПЕРЕДАЧ:
Зубчатая передача
Цепная передача
Ременная передача
ВИДЫ ПЕРЕДАЧ:
Зубчатая передача
Цепная передача
Ременная передача
ДВУСТОРОННИЙ РЕЙСМУСОВЫЙ СТАНОК
В двустороннем рейсмусовом станке имеются два ножевых вала:
один
ДВУСТОРОННИЙ РЕЙСМУСОВЫЙ СТАНОК
В двустороннем рейсмусовом станке имеются два ножевых вала:
один
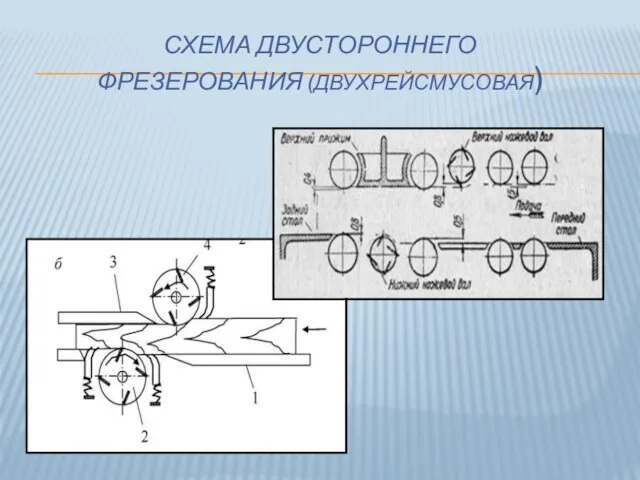
СХЕМА ДВУСТОРОННЕГО ФРЕЗЕРОВАНИЯ (ДВУХРЕЙСМУСОВАЯ)
СХЕМА ДВУСТОРОННЕГО ФРЕЗЕРОВАНИЯ (ДВУХРЕЙСМУСОВАЯ)

В РЕЙСМУСОВОМ СТАНКЕ МОЖНО ОДНОВРЕМЕННО ОБРАБАТЫВАТЬ НЕСКОЛЬКО ЗАГОТОВОК С РАЗНИЦЕЙ
В РЕЙСМУСОВОМ СТАНКЕ МОЖНО ОДНОВРЕМЕННО ОБРАБАТЫВАТЬ НЕСКОЛЬКО ЗАГОТОВОК С РАЗНИЦЕЙ
 На дне. Фото
На дне. Фото Строительство фонтана
Строительство фонтана prezentaciya_microsoft_office_powerpoint_5
prezentaciya_microsoft_office_powerpoint_5 Благовещение
Благовещение 20170531_ugly_i_ih_vidy
20170531_ugly_i_ih_vidy Внедрение инновационных ресурсосберегающих технологий в инвестиционно-строительном комплексе
Внедрение инновационных ресурсосберегающих технологий в инвестиционно-строительном комплексе Роль родителей в профессиональном самоопределении подростков
Роль родителей в профессиональном самоопределении подростков Текстильная промышленность и химия
Текстильная промышленность и химия Царственные мученики
Царственные мученики История создания станков
История создания станков Мы будущие первоклассники!
Мы будущие первоклассники! Поздравляем с Днем Бухгалтера!
Поздравляем с Днем Бухгалтера! Электрооборудование электрических экскаваторов и буровых станков
Электрооборудование электрических экскаваторов и буровых станков Новітні матеріали в дизайні інтер’єру
Новітні матеріали в дизайні інтер’єру Воскрешения мертвых, совершенные Иисусом Христом
Воскрешения мертвых, совершенные Иисусом Христом Консервы дальневосточных лососевых рыб натуральные
Консервы дальневосточных лососевых рыб натуральные Оценка и совершенствование технологии капельного орошения картофеля на южных черноземах Северо-Казахстанской области
Оценка и совершенствование технологии капельного орошения картофеля на южных черноземах Северо-Казахстанской области Металлургия черных и цветных металлов: исходные материалы
Металлургия черных и цветных металлов: исходные материалы Автоматическая система измерения и регистрации геометрических параметров сварных соединений
Автоматическая система измерения и регистрации геометрических параметров сварных соединений Проект по технологии. Моя комната
Проект по технологии. Моя комната В гостях у И.И. Шишкина
В гостях у И.И. Шишкина 书包里
书包里 Сокращения потерь нефти и нефтепродуктов от испарения. Микрошарики
Сокращения потерь нефти и нефтепродуктов от испарения. Микрошарики Венера
Венера Гордость и боль Даманского
Гордость и боль Даманского 20120417_prezentaciya_8
20120417_prezentaciya_8 Arshan
Arshan Русские академисты
Русские академисты