- Современные технологические смазки для процессов горячей деформации в производстве бесшовных труб

Содержание
- 2. Классификация технологических смазок для горячей прокатки стали
- 3. ТЕХНОЛОГИЧЕСКАЯ СМАЗКА выполняет следующие функции Облегчение движения металла и направления деформации в зонах уменьшения диаметра Lr
- 4. ПОВРЕЖДЕНИЯ ОПРАВКИ Труба, приварившаяся к оправке Глубокие повреждения поверхности Поэтому смазка должна быть специально предназначена для
- 5. ОСНОВНЫЕ СВОЙСТВА СМАЗКИ могут быть разделены на 4 группы Смазывающие и разделительные свойства Защита оправки Устойчивость
- 6. Предъявляемые требования к смазке Стойкость слоя Тепловая стойкость Стойкость к окислению Стойкость против выдувания Устойчивость к
- 7. Процесс нанесения технологической смазки 1 2 3 Система подачи смазки на оправку: 1 – насос; 2
- 8. Хлорид натрия, подаваемый в сухом виде в гильзу совком или лопаткой; Сульфат железа, наносимый распылением концентрированного
- 9. Сравнение технологических смазок двух форм поставки
- 10. Наиболее распространенная смазка: графит + масло + большое количество охлаждающей воды для снижения температуры инструмента. Не
- 12. Скачать презентацию
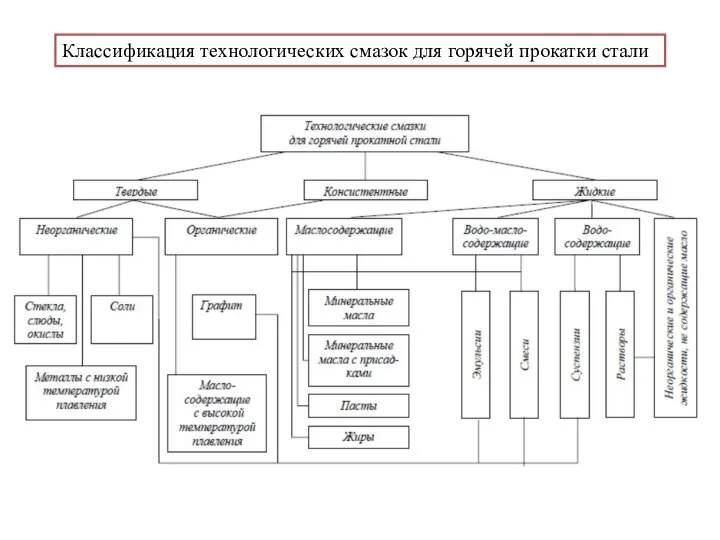
Классификация технологических смазок для горячей прокатки стали
Классификация технологических смазок для горячей прокатки стали
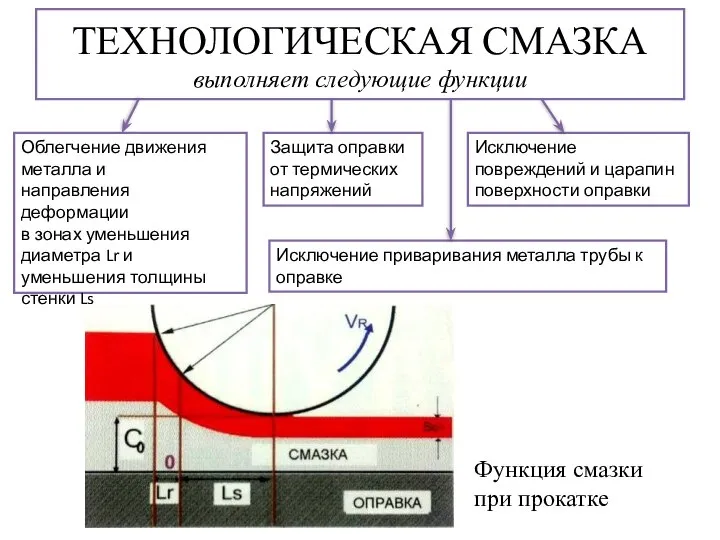
ТЕХНОЛОГИЧЕСКАЯ СМАЗКА
выполняет следующие функции
Облегчение движения металла и
направления деформации
в зонах
ТЕХНОЛОГИЧЕСКАЯ СМАЗКА
выполняет следующие функции
Облегчение движения металла и
направления деформации
в зонах

ПОВРЕЖДЕНИЯ ОПРАВКИ
Труба, приварившаяся к оправке
Глубокие повреждения поверхности
Поэтому смазка должна быть специально
ПОВРЕЖДЕНИЯ ОПРАВКИ
Труба, приварившаяся к оправке
Глубокие повреждения поверхности
Поэтому смазка должна быть специально

ОСНОВНЫЕ СВОЙСТВА СМАЗКИ
могут быть разделены на 4 группы
Смазывающие и разделительные свойства
Защита
ОСНОВНЫЕ СВОЙСТВА СМАЗКИ
могут быть разделены на 4 группы
Смазывающие и разделительные свойства
Защита
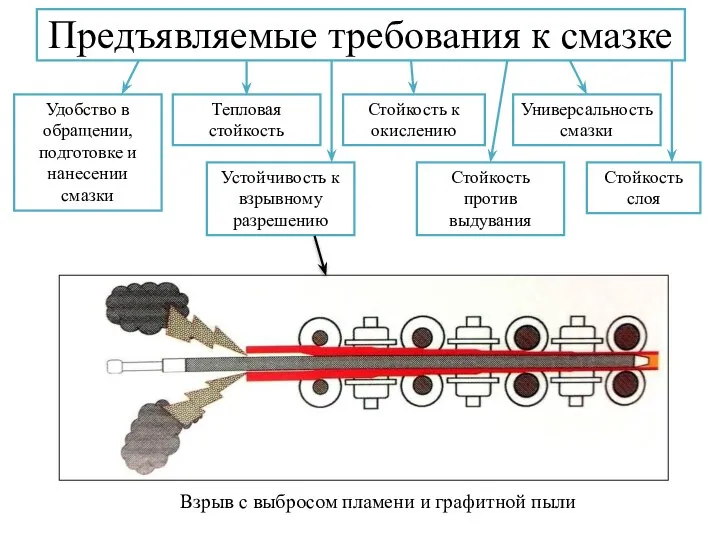
Предъявляемые требования к смазке
Стойкость
слоя
Тепловая стойкость
Стойкость к окислению
Стойкость против выдувания
Устойчивость к
Предъявляемые требования к смазке
Стойкость
слоя
Тепловая стойкость
Стойкость к окислению
Стойкость против выдувания
Устойчивость к

Процесс нанесения технологической смазки
1
2
3
Система подачи смазки на оправку: 1 – насос;
Процесс нанесения технологической смазки
1
2
3
Система подачи смазки на оправку: 1 – насос;
Хлорид натрия, подаваемый в сухом виде в гильзу совком или лопаткой;
Сульфат
Хлорид натрия, подаваемый в сухом виде в гильзу совком или лопаткой;
Сульфат
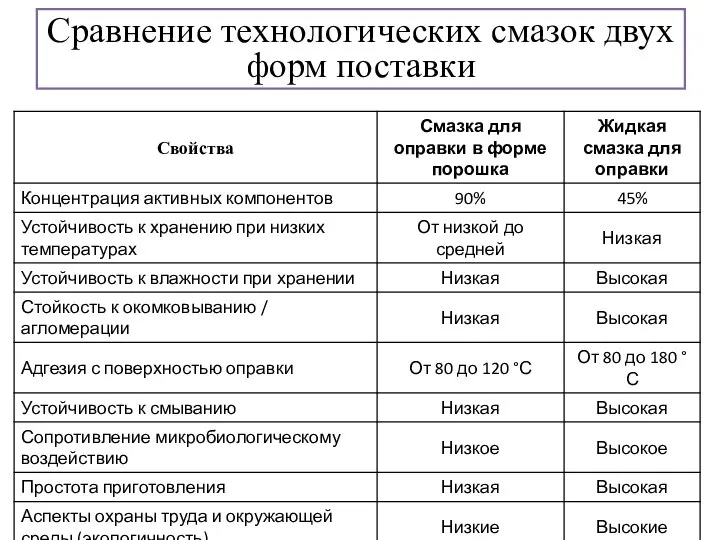
Сравнение технологических смазок двух форм поставки
Сравнение технологических смазок двух форм поставки

Наиболее распространенная смазка: графит + масло + большое количество
охлаждающей воды
Наиболее распространенная смазка: графит + масло + большое количество
охлаждающей воды
 Урок декоративной композиции
Урок декоративной композиции Уроки доброты
Уроки доброты Курси вчителів християнської етики
Курси вчителів християнської етики Español. (Leccion 2)
Español. (Leccion 2) Наводнение на Дальнем востоке. Реквизиты для перечисления денежных средств помощи
Наводнение на Дальнем востоке. Реквизиты для перечисления денежных средств помощи День Земли
День Земли Управление талантами: потенциал и компетенции
Управление талантами: потенциал и компетенции Лист посвящен кругам
Лист посвящен кругам Микропроцессорная система управления и диагностики оборудования (МСУД) локомотива ЭП1М
Микропроцессорная система управления и диагностики оборудования (МСУД) локомотива ЭП1М 20131107_kapitanskaya_dochka_0
20131107_kapitanskaya_dochka_0 Фрукты
Фрукты Приглашение на девичник
Приглашение на девичник Чердачный наблюдатель. Фильм о коте Кузе
Чердачный наблюдатель. Фильм о коте Кузе 20180825_skazochnaya_stantsiya
20180825_skazochnaya_stantsiya Лепим машину и ракету
Лепим машину и ракету Сравнительный анализ исторических и современных моделей идеального города
Сравнительный анализ исторических и современных моделей идеального города Карта СТОА ОСАГО Москва
Карта СТОА ОСАГО Москва артикли
артикли Благодарение Богу, даровавшему нам победу Господом нашим Иисусом Христом!
Благодарение Богу, даровавшему нам победу Господом нашим Иисусом Христом! Аппаратура управления конвейерами Аук – 1м
Аппаратура управления конвейерами Аук – 1м Архитектурно-дизайнерское проектирование. (Проект 1. Тема 1)
Архитектурно-дизайнерское проектирование. (Проект 1. Тема 1) Производственный процесс добычи газа
Производственный процесс добычи газа mobile banking video script
mobile banking video script Решение задач с помощью уравнений (Задачи на движение и работу)
Решение задач с помощью уравнений (Задачи на движение и работу) Многофункциональный жилой комплекс
Многофункциональный жилой комплекс Современная офисная техника
Современная офисная техника Материалы для армирования искусственного камня
Материалы для армирования искусственного камня Одесса - Кравець К. 4-М
Одесса - Кравець К. 4-М