- Способы автоматизации рабочего цикла

Содержание
- 2. Основные принципы производственной системы Toyota • производить только то, что нужно, и только тогда, когда нужно.
- 3. Три основных препятствия, мешающих повышению эффективности производства: • потери; • отклонения от стандарта; • отсутствие гибкости.
- 4. Под потерями подразумевается • перепроизводство; • ненужные передвижения и перевозки; • ремонт любого рода; • избыточная
- 5. Возможности для сокращения производственного цикла • качественная конструкторско-технологическая подготовка производства; • минимизация машинного времени обработки деталей
- 6. Структура предприятия
- 7. Схема планировки поточной линии обработки ведущей конической шестерни
- 8. I—автоматическая линия полной токарной обработки МРЛ-83; II—поточная линия дальнейшей механической обработки, оборудованная специальными и универсальными станками:
- 9. Планировка РТК 1-ПР мод. СМ40Ф2.80.01, 2-токарный станок с ЧПУ мод. 16К20Т1, 3-промежуточная позиция, 4-магазин, 5-система светозащиты,
- 10. Схема ГПС, построенной по принципу технологической специализации
- 12. Скачать презентацию

Основные принципы производственной системы Toyota
• производить только то, что нужно,
Основные принципы производственной системы Toyota
• производить только то, что нужно,

Три основных препятствия, мешающих повышению эффективности производства:
• потери;
• отклонения
Три основных препятствия, мешающих повышению эффективности производства:
• потери;
• отклонения
Под потерями подразумевается
• перепроизводство;
• ненужные передвижения и перевозки;
•
Под потерями подразумевается
• перепроизводство;
• ненужные передвижения и перевозки;
•

Возможности для сокращения производственного цикла
• качественная конструкторско-технологическая подготовка производства;
•
Возможности для сокращения производственного цикла
• качественная конструкторско-технологическая подготовка производства;
•
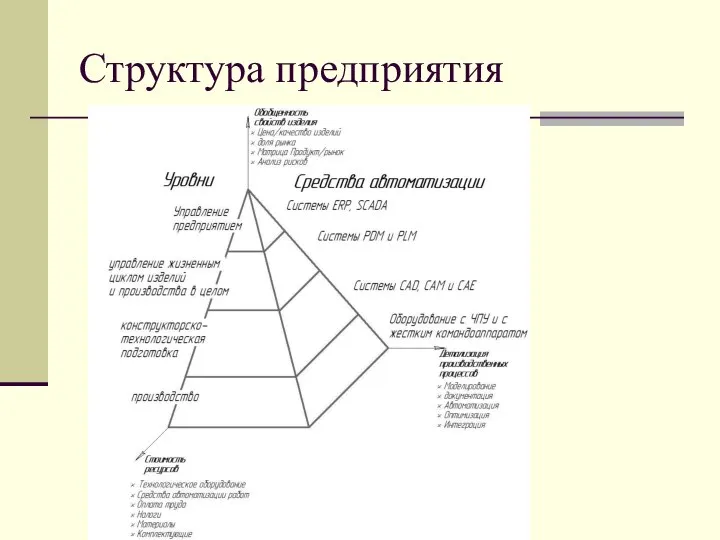
Структура предприятия
Структура предприятия
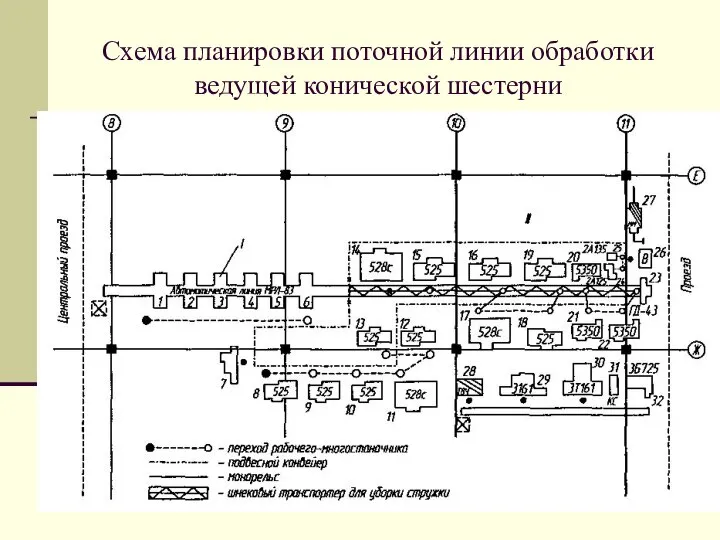
Схема планировки поточной линии обработки ведущей конической шестерни
Схема планировки поточной линии обработки ведущей конической шестерни
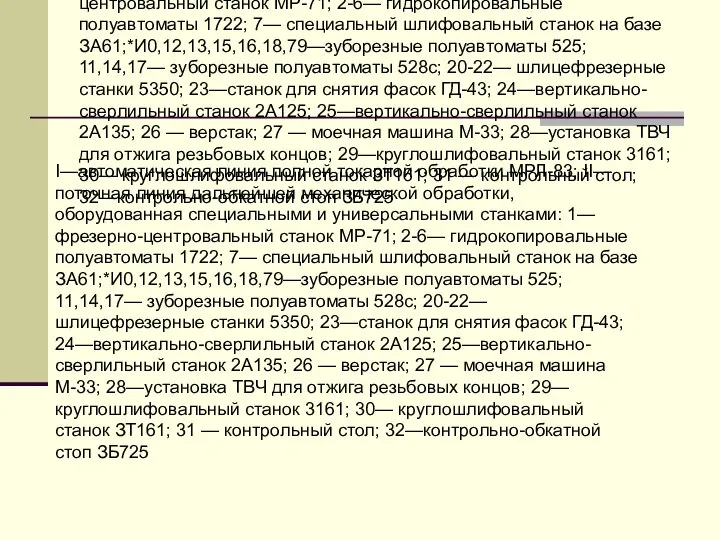
I—автоматическая линия полной токарной обработки МРЛ-83; II—поточная линия дальнейшей механической обработки,
I—автоматическая линия полной токарной обработки МРЛ-83; II—поточная линия дальнейшей механической обработки,

Планировка РТК
1-ПР мод. СМ40Ф2.80.01,
2-токарный станок с ЧПУ мод. 16К20Т1,
Планировка РТК
1-ПР мод. СМ40Ф2.80.01,
2-токарный станок с ЧПУ мод. 16К20Т1,

Схема ГПС, построенной по принципу технологической специализации
Схема ГПС, построенной по принципу технологической специализации
 для родителей
для родителей Тестовая работа по произведению Э. Успенского Чебурашка
Тестовая работа по произведению Э. Успенского Чебурашка Монтаж проводів у штекер
Монтаж проводів у штекер Лабораторно-практическое занятие № 6. Орошение
Лабораторно-практическое занятие № 6. Орошение Государственный образовательный стандарт общего образования второго поколения
Государственный образовательный стандарт общего образования второго поколения Классификация методов обучения
Классификация методов обучения Сравнение групп предметов. Знаки = и ≠
Сравнение групп предметов. Знаки = и ≠ Потребитель и производитель
Потребитель и производитель Песенка! Повторяем алфавит
Песенка! Повторяем алфавит Работа с бумагой. Бабочки
Работа с бумагой. Бабочки Карарга анализ
Карарга анализ Поздравления с Новым годом
Поздравления с Новым годом Кости свободной верхней конечности: плечевая кость, кости предплечья и кисти
Кости свободной верхней конечности: плечевая кость, кости предплечья и кисти С днём рождения моя родная
С днём рождения моя родная Внешняя политика России I половины XIX века в отечественной историографии
Внешняя политика России I половины XIX века в отечественной историографии Мессианизм. Идея греха и искупления
Мессианизм. Идея греха и искупления Классификация чугунов. Их маркировка
Классификация чугунов. Их маркировка Подготовка природного газа к сжижению
Подготовка природного газа к сжижению Корпус общественных наблюдателей
Корпус общественных наблюдателей Моя профессия – электрик
Моя профессия – электрик Оформление окна
Оформление окна Не дай себя убить или Скажи наркотикам НЕТ!
Не дай себя убить или Скажи наркотикам НЕТ! Какие часы нужны в современном мире
Какие часы нужны в современном мире Сесил Битон
Сесил Битон Изменение маршрутной сети в рамках разработки КСОТ г. Киров
Изменение маршрутной сети в рамках разработки КСОТ г. Киров Достопримечательности города Мурманска Белякова
Достопримечательности города Мурманска Белякова Изо Красота человека
Изо Красота человека С днём осеннего именинника
С днём осеннего именинника