- Способы обеспечения точности сборки

Содержание
- 2. Так как обычным способом устранения отказов в эксплуатации ЛА является замена отказавшего изделия, предполагающая предварительную разборку
- 3. Сборка – процесс последовательного образование соединений составных частей изделия в сборочные единицы, а сборочных единиц –
- 4. Деталь – изделие, изделие, изготовленное из однородного материала без применения сборочных операций, например, гильза, шкив, валик,
- 5. Сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием,
- 6. Перед сборкой узлов или агрегатов выполняют подготовительные операции: комплектование деталей и узлов, изготовленных на предприятии-изготовителе агрегата
- 7. Комплектование агрегатов (машин) деталями, узлами и покупными изделиями производят при подготовке их к сборке. Детали подбирают
- 8. Промывка деталей и узлов объекта сборки необходима, так как в процессе изготовления они загрязняются формовочными материалами,
- 9. Клеймение деталей и узлов производится согласно технологическим требованиям. При клеймении на носят: номера машины и комплекта;
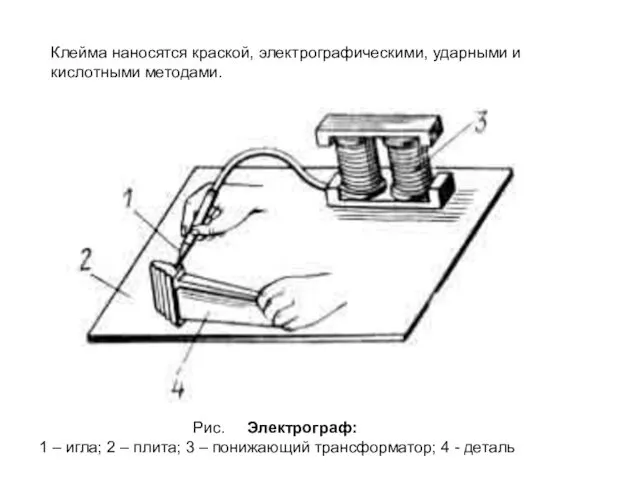
- 10. Клейма наносятся краской, электрографическими, ударными и кислотными методами. Рис. Электрограф: 1 – игла; 2 – плита;
- 11. Рис. Набор для клеймения деталей химическим способом: 1 – набор резиновых 4штампов; 2 – фетровая подушка;
- 12. Перед сборкой нужно обязательно проверить, хорошо ли промыты и очищены детали, не засорены ли отверстия и
- 13. Рис. Схема технологического процесса сборки авиационного двигателя и состав его основных операций
- 14. Сборка может быть выполнена методами полной взаимозаменяемости, неполной (частичной, ограниченной) взаимозаменяемости, выборочным, селективным, с применением компенсаторов
- 15. Метод полной взаимозаменяемости (МПВ) характеризуется тем, что детали собирают без предварительной подгонки, механической обработки и замены
- 16. К преимуществам данного метода (МПВ) относится: упрощение организации поточной сборки, возможность широкой кооперации предприятий, упрощение изготовления
- 17. Метод неполной (частичной, ограниченной) взаимозаменяемости (МНВ) заключается в том, что требуемую точность замыкающего звена размерной цепи
- 18. Рис. Сравнительная схема достижения требуемой точности методами полной (а) и неполной (б) взаимозаменяемости: А1, А2 –
- 19. Преимущества данного метода (МНВ) сборки такие же, как и у метода сборки с полной взаимозаменяемостью. При
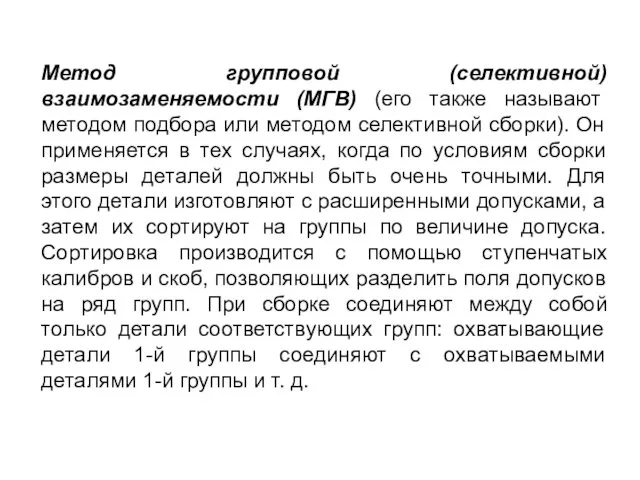
- 20. Метод групповой (селективной) взаимозаменяемости (МГВ) (его также называют методом подбора или методом селективной сборки). Он применяется
- 21. Рис. Схемы сортировки деталей на группы: а – для соединения с зазором при TD =Td ;
- 22. Рис. Калибры для сортировки деталей на группы по размерам отверстия
- 23. К преимуществам метода сборки с групповой взаимозаменяемостью (МГВ) относится возможность достижения высокой точности замыкающего размера при
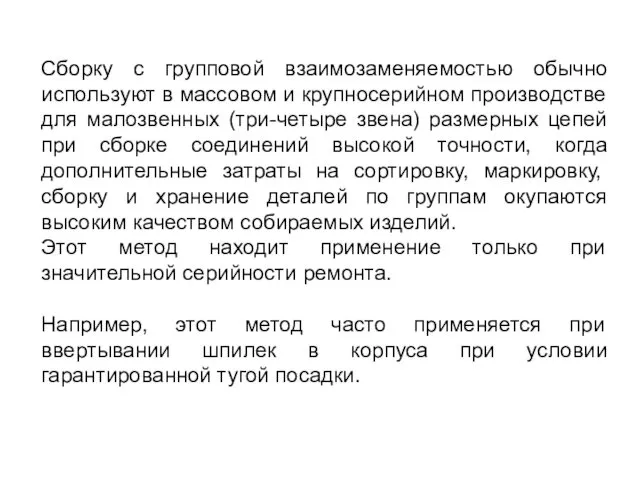
- 24. Сборку с групповой взаимозаменяемостью обычно используют в массовом и крупносерийном производстве для малозвенных (три-четыре звена) размерных
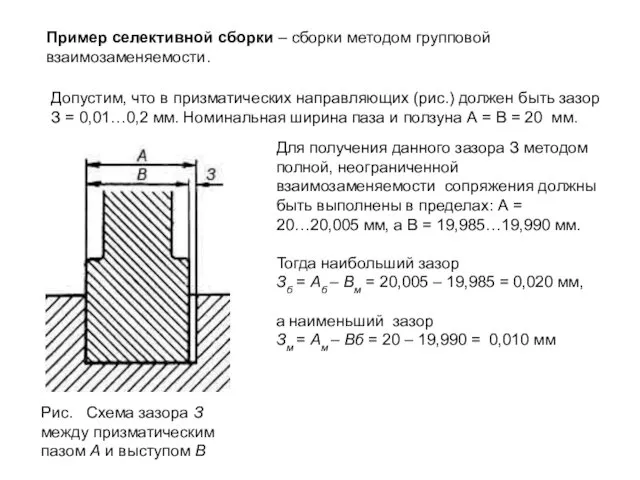
- 25. Пример селективной сборки – сборки методом групповой взаимозаменяемости. Допустим, что в призматических направляющих (рис.) должен быть
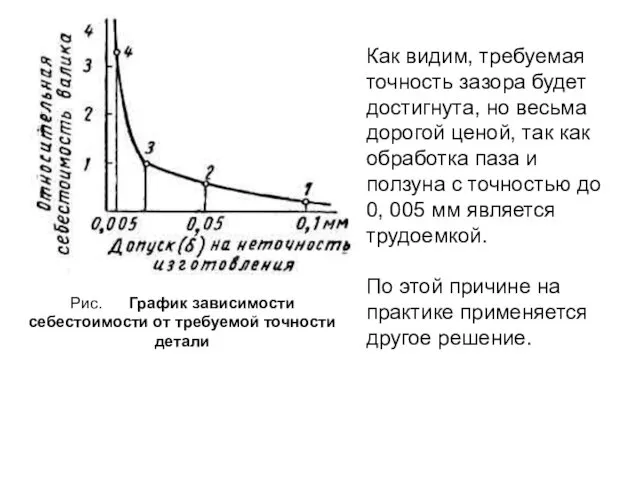
- 26. Как видим, требуемая точность зазора будет достигнута, но весьма дорогой ценой, так как обработка паза и
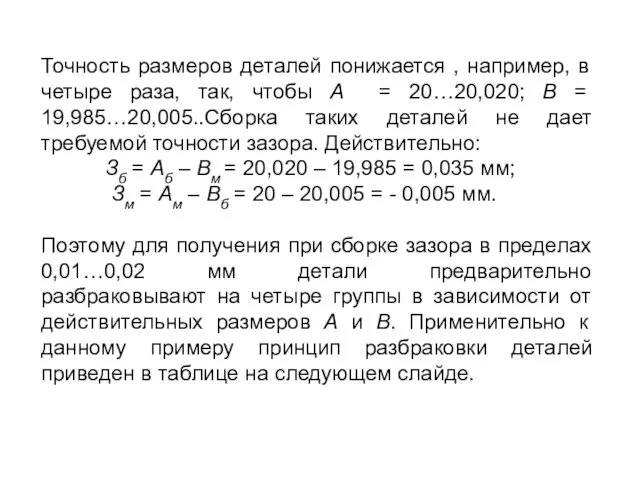
- 27. Точность размеров деталей понижается , например, в четыре раза, так, чтобы А = 20…20,020; В =
- 28. Таблица 1 Разбивка деталей на группы при селективной сборке Если собирать теперь между собой детали только
- 29. Таким образом, повторимся, преимущества селективной сборки заключаются в возможности понижения точности сопряженных деталей при сохранении требуемой
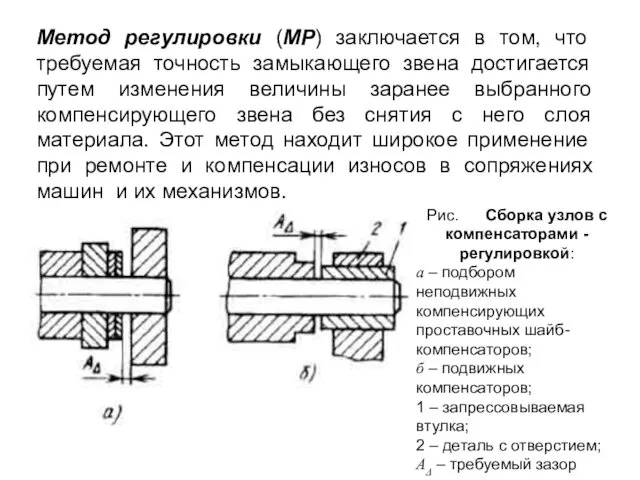
- 30. Метод регулировки (МР) заключается в том, что требуемая точность замыкающего звена достигается путем изменения величины заранее
- 31. Рис. Компенсаторы: 1 – кольцо; 2 – планка; 3 – клин Компенсаторы – дополнительные детали в
- 32. К преимуществам метода сборки с регулированием относится возможность: назначения экономически целесообразных допусков на составляющие размеры цепи;
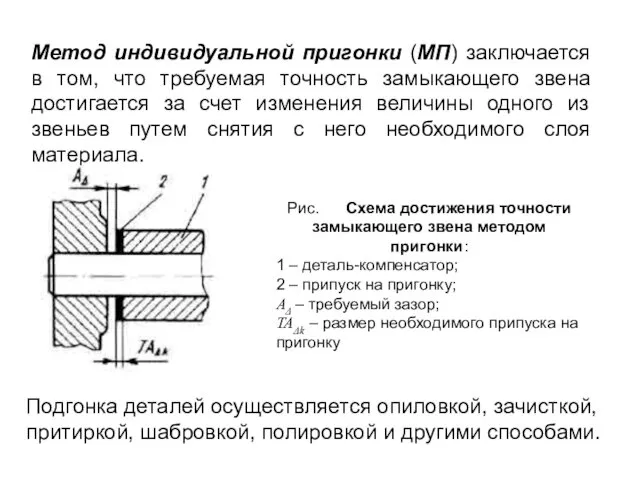
- 33. Метод индивидуальной пригонки (МП) заключается в том, что требуемая точность замыкающего звена достигается за счет изменения
- 34. К преимуществам метода сборки с пригонкой (МП) относится то, что на составляющие звенья могут быть установлены
- 35. Понятие о размерных цепях
- 36. При выполнении ремонта летательных аппаратов и авиационных двигателей наиболее сложных и ответственных задач является восстановление их
- 37. В настоящее время все задачи, связанные с достижением требуемой точности машин и их механизмов на всех
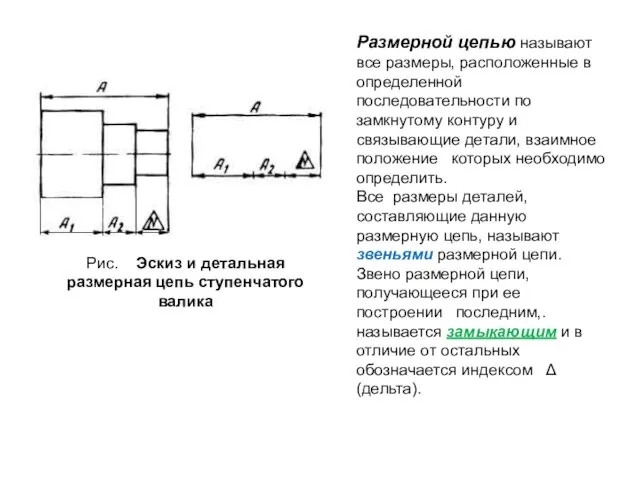
- 38. Размерной цепью называют все размеры, расположенные в определенной последовательности по замкнутому контуру и связывающие все детали,
- 39. Размерной цепью называют все размеры, расположенные в определенной последовательности по замкнутому контуру и связывающие детали, взаимное
- 40. Рис. Эскиз с детальной размерной цепью сопряжения вала и втулки Решая размерную цепь, можно, например, установить
- 41. Рис. Эскиз узла (а) и его размерной цепи (б)
- 42. Рис. Эскиз и сборочная размерная цепь лонжерона крыла: 1, 2 – профили; 3 – полка лонжерона;
- 43. Рис. Схема размерной цепи, определяющей величину зазора АΔ: А1, А2, А3 – размеры звеньев, уменьшающие размер
- 44. Рис. Схема обеспечения посадки по размеру А путем измерения размера Е – размера замыкающего звена (кольца
- 45. Рис. Схема размерной цепи центробежного насоса для решения задачи обеспечения путем подбора размера регулировочного кольца размеров
- 46. Технологические схемы сборки
- 47. Для организации сборки пользуются технологическими схемами – изображениями в графическом виде последовательностей сборки. Технологические схемы не
- 48. Для машин, которые посылаются потребителю в разобранном виде, строятся специальные схемы их демонтажа у изготовителя и
- 49. Схема сборки и разборки должна отличаться наглядностью, показывать последовательность процессов и служить оперативным документом. Для этого
- 50. Рис. Технологические схемы сборки токарного станка Лист бумаги делят на несколько зон: деталей, комплектов, подузлов, узлов
- 51. Рис. Технологическая схема сборки самолета
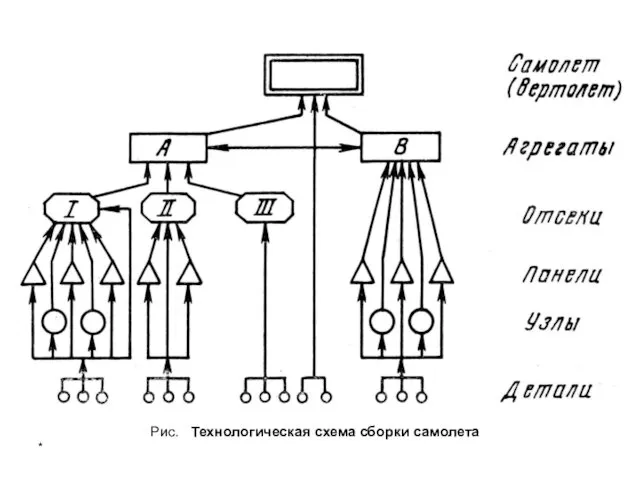
- 52. * Рис. Технологическая схема сборки самолета
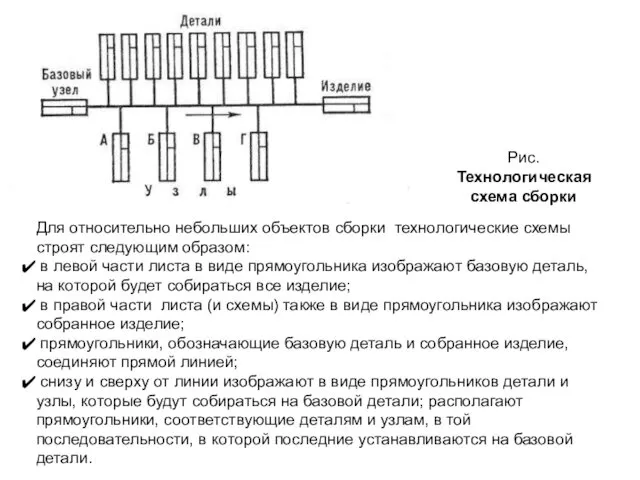
- 53. Для относительно небольших объектов сборки технологические схемы строят следующим образом: в левой части листа в виде
- 54. Рис. Схема сборки (а) сборочной единицы (б) – натяжного ролика На технологических схемах сборки каждый составной
- 55. Рис. Схема сборки натяжного ролика (начало сборки) Технологическую схему сборки натяжного ролика составляют в следующей последовательности:
- 56. Рис. Схема сборки сверху от линии изображают в виде прямоугольника деталь, которая будет собираться на базовой
- 57. Рис. Схема подсборки Узлы (подсборки) готового изделия изображаются снизу от общей линии сборки изделия и имеют
- 58. Рис. Схема сборки Присоединение узла в виде корпуса ролика 3 в сборе с шарикоподнипниками 4 осуществляется
- 59. Рис. Схема сборки На следующем шаге сборке присоединяется следующий элемент сборки – шайба 5. Это деталь,
- 60. Рис. Схема сборки На следующей, предпоследнем, шаге сборки присоединяется следующий элемент сборки – масленка 7. Масленка,
- 61. Рис. Схема сборки На последнем шаге сборки навинчивается гайка 6 - деталь, «прямоугольник» которой как детали
- 62. Рис. Составное зубчатое колесо: 1 – зубчатый венец; 2 – ступица; 3 – болт; 4 –
- 63. Рис. Составное зубчатое колесо: 1 – зубчатый венец; 2 – ступица; 3 – болт; 4 –
- 64. Рис. Узел червячного колеса: 1 – ступица; 2 – венец; 3 – болт; 4 – упругая
- 65. Рис. Узел червячного колеса: 1 – ступица; 2 – венец; 3 – болт; 4 – упругая
- 66. На основе выполненной технологической схемы сборки разрабатывают технологические процессы сборки, составляя технологические маршрутные, маршрутно-операционные и операционные
- 67. Модели сборки и задачи оптимизации
- 68. Любое изделие проектируется так, чтобы наилучшим образом обеспечить выполнение требований функционального назначения, производства и эксплуатации.
- 69. Важным результатом комплексного подхода (функциональности, производственной и эксплуатационной технологичности) к проектированию и технологичности конструкции сложных изделий
- 70. Сборочные единицы различных уровней называют агрегатами, секциями (отсеками), узлами, подузлами и т. п. Членение изделия на
- 71. Рис. Схема членения планера самолета на агрегаты: 1 - фюзеляж; 2 – правая консоль крыла; 3
- 72. Рис. Схема членения планера самолета на секции и отсеки: 1 – фонарь пилотов; 2 – воздухозаборник;
- 73. Рис. Схема членения планера самолета на узлы и панели
- 74. Рис. Конструкция насоса для густого смазочного материала При одном и том же составе монолитных элементов конструкции
- 75. Выбор оптимальной схемы членения изделия решающим образом влияет на технологичность его конструкции, так как схема членения
- 76. Рис. Схема сборки насоса для густого смазочного материала
- 77. Рис. Схемы сборки изделия: а - дифференциальная; б - недифференциальная По степени расчлененности собираемого изделия различают
- 78. Дифференцированная схема сборки соответствует широкому членению изделия на агрегаты, секции (отсеки), панели, узлы и детали. Сборка
- 79. При недифференцированной схеме сборки агрегат собирается непосредственной из деталей и незначительного числа узлов, минуя стадию сборки
- 80. Рис. Схема членения (а) и схемы сборки (б и в) изделия При одной и той же
- 81. Рис. Схема членения (а) и схемы сборки (б и в) изделия При последовательной схеме все этапы
- 83. Скачать презентацию

Так как обычным способом устранения отказов в эксплуатации ЛА является замена
Так как обычным способом устранения отказов в эксплуатации ЛА является замена
Сборка – процесс последовательного образование соединений составных частей изделия в сборочные
Сборка – процесс последовательного образование соединений составных частей изделия в сборочные
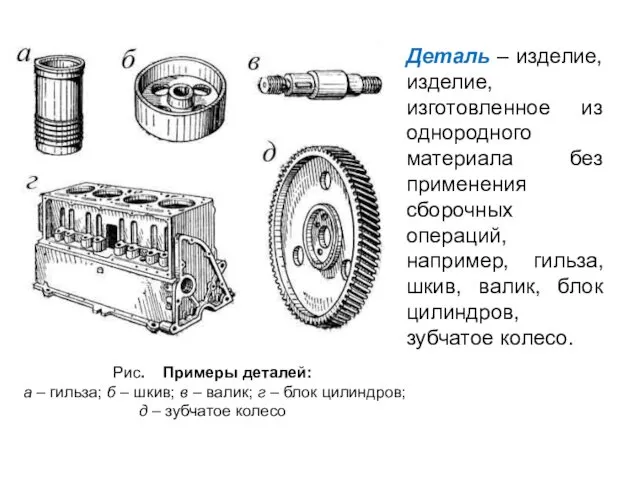
Деталь – изделие, изделие, изготовленное из однородного материала без применения сборочных
Деталь – изделие, изделие, изготовленное из однородного материала без применения сборочных
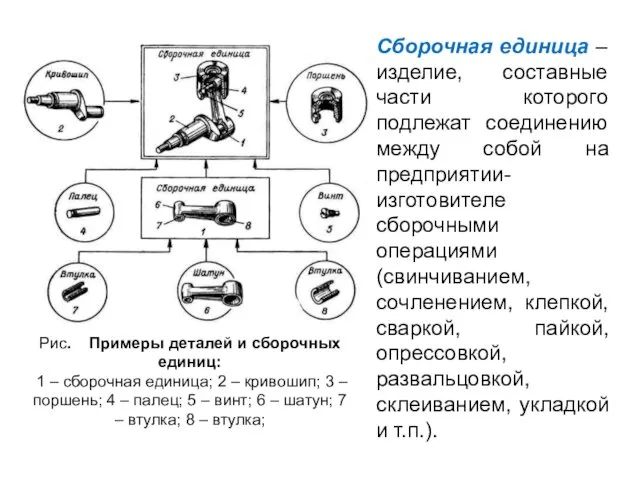
Сборочная единица – изделие, составные части которого подлежат соединению между собой
Сборочная единица – изделие, составные части которого подлежат соединению между собой
Перед сборкой узлов или агрегатов выполняют подготовительные операции:
комплектование деталей и
Перед сборкой узлов или агрегатов выполняют подготовительные операции:
комплектование деталей и
Комплектование агрегатов (машин) деталями, узлами и покупными изделиями производят при подготовке
Комплектование агрегатов (машин) деталями, узлами и покупными изделиями производят при подготовке
Промывка деталей и узлов объекта сборки необходима, так как в процессе
Промывка деталей и узлов объекта сборки необходима, так как в процессе
Клеймение деталей и узлов производится согласно технологическим требованиям.
При клеймении на носят:
Клеймение деталей и узлов производится согласно технологическим требованиям.
При клеймении на носят:
Клейма наносятся краской, электрографическими, ударными и кислотными методами.
Рис. Электрограф:
1 –
Клейма наносятся краской, электрографическими, ударными и кислотными методами.
Рис. Электрограф:
1 –
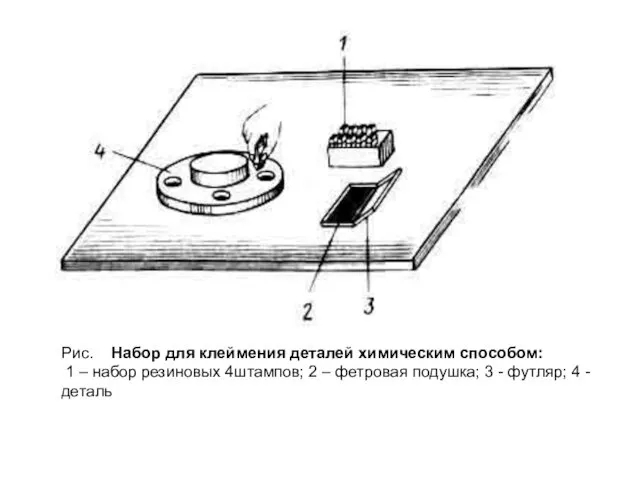
Рис. Набор для клеймения деталей химическим способом:
1 – набор резиновых
Рис. Набор для клеймения деталей химическим способом:
1 – набор резиновых
Перед сборкой нужно обязательно проверить, хорошо ли промыты и очищены детали,
Перед сборкой нужно обязательно проверить, хорошо ли промыты и очищены детали,

Рис. Схема технологического процесса сборки
авиационного двигателя и состав его основных
Рис. Схема технологического процесса сборки
авиационного двигателя и состав его основных
Сборка может быть выполнена методами
полной взаимозаменяемости,
неполной (частичной,
Сборка может быть выполнена методами
полной взаимозаменяемости,
неполной (частичной,
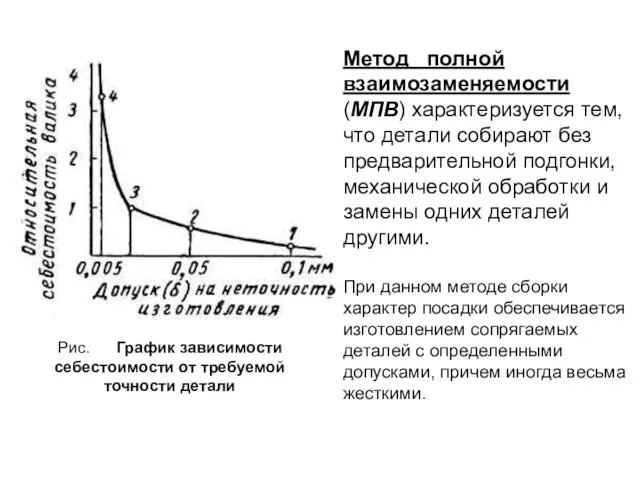
Метод полной взаимозаменяемости (МПВ) характеризуется тем, что детали собирают без предварительной
Метод полной взаимозаменяемости (МПВ) характеризуется тем, что детали собирают без предварительной
К преимуществам данного метода (МПВ) относится: упрощение организации поточной сборки, возможность
К преимуществам данного метода (МПВ) относится: упрощение организации поточной сборки, возможность
Метод неполной (частичной, ограниченной) взаимозаменяемости (МНВ) заключается в том, что требуемую
Метод неполной (частичной, ограниченной) взаимозаменяемости (МНВ) заключается в том, что требуемую
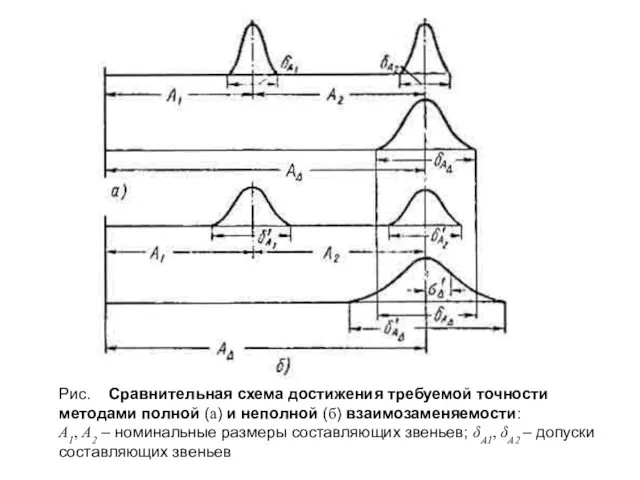
Рис. Сравнительная схема достижения требуемой точности методами полной (а) и неполной
Рис. Сравнительная схема достижения требуемой точности методами полной (а) и неполной
Преимущества данного метода (МНВ) сборки такие же, как и у метода
Преимущества данного метода (МНВ) сборки такие же, как и у метода
Метод групповой (селективной) взаимозаменяемости (МГВ) (его также называют методом подбора или
Метод групповой (селективной) взаимозаменяемости (МГВ) (его также называют методом подбора или
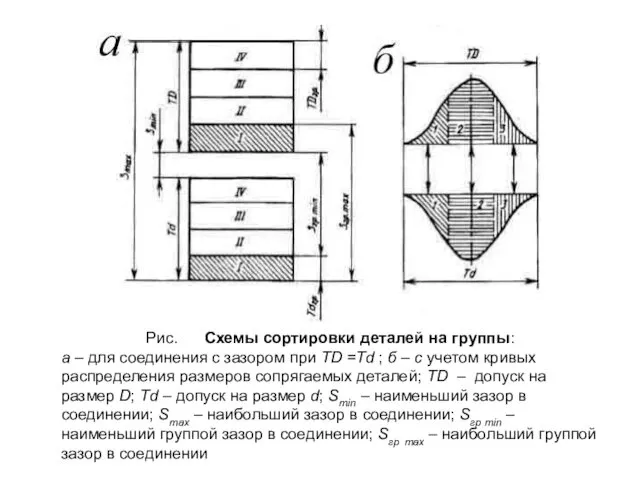
Рис. Схемы сортировки деталей на группы:
а – для соединения с зазором
Рис. Схемы сортировки деталей на группы:
а – для соединения с зазором
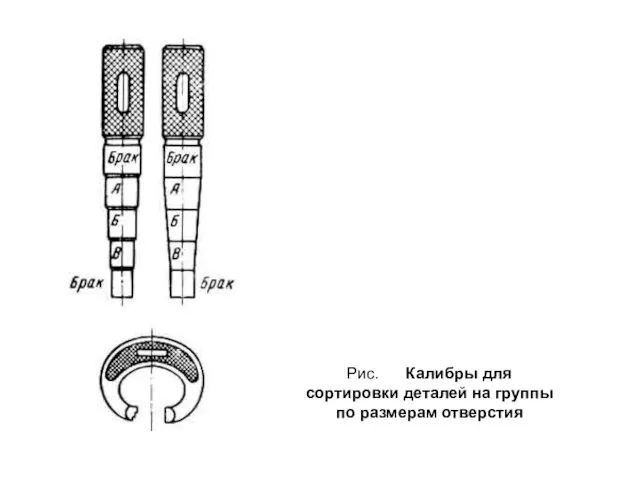
Рис. Калибры для сортировки деталей на группы по размерам отверстия
Рис. Калибры для сортировки деталей на группы по размерам отверстия
К преимуществам метода сборки с групповой взаимозаменяемостью (МГВ) относится возможность достижения
К преимуществам метода сборки с групповой взаимозаменяемостью (МГВ) относится возможность достижения
Сборку с групповой взаимозаменяемостью обычно используют в массовом и крупносерийном производстве
Сборку с групповой взаимозаменяемостью обычно используют в массовом и крупносерийном производстве
Пример селективной сборки – сборки методом групповой взаимозаменяемости.
Допустим, что в призматических
Пример селективной сборки – сборки методом групповой взаимозаменяемости.
Допустим, что в призматических
Как видим, требуемая точность зазора будет достигнута, но весьма дорогой ценой,
Как видим, требуемая точность зазора будет достигнута, но весьма дорогой ценой,
Точность размеров деталей понижается , например, в четыре раза, так, чтобы
Точность размеров деталей понижается , например, в четыре раза, так, чтобы
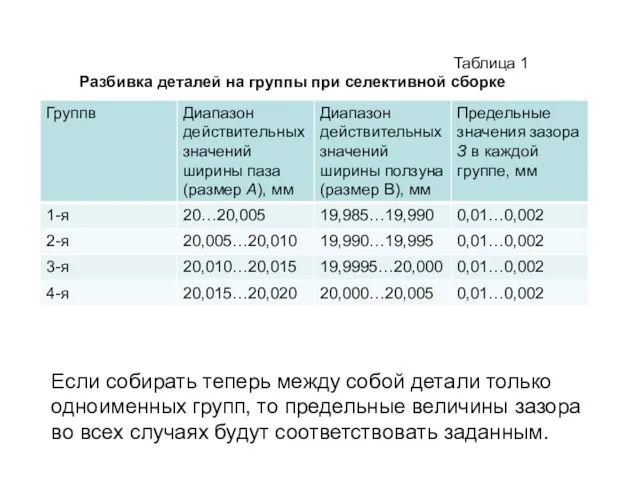
Таблица 1
Разбивка деталей на группы при селективной сборке
Если собирать теперь между
Таблица 1
Разбивка деталей на группы при селективной сборке
Если собирать теперь между
Таким образом, повторимся,
преимущества селективной сборки заключаются в возможности понижения точности
Таким образом, повторимся,
преимущества селективной сборки заключаются в возможности понижения точности
Метод регулировки (МР) заключается в том, что требуемая точность замыкающего звена
Метод регулировки (МР) заключается в том, что требуемая точность замыкающего звена

Рис. Компенсаторы:
1 – кольцо; 2 – планка; 3 – клин
Компенсаторы –
Рис. Компенсаторы:
1 – кольцо; 2 – планка; 3 – клин
Компенсаторы –
К преимуществам метода сборки с регулированием относится возможность:
назначения экономически
К преимуществам метода сборки с регулированием относится возможность:
назначения экономически
Метод индивидуальной пригонки (МП) заключается в том, что требуемая точность замыкающего
Метод индивидуальной пригонки (МП) заключается в том, что требуемая точность замыкающего
К преимуществам метода сборки с пригонкой (МП) относится то, что на
К преимуществам метода сборки с пригонкой (МП) относится то, что на
Понятие о размерных цепях
Понятие о размерных цепях
При выполнении ремонта летательных аппаратов и авиационных двигателей наиболее сложных и
При выполнении ремонта летательных аппаратов и авиационных двигателей наиболее сложных и
В настоящее время все задачи, связанные с достижением требуемой точности машин
В настоящее время все задачи, связанные с достижением требуемой точности машин
Размерной цепью называют все размеры, расположенные в определенной последовательности по замкнутому
Размерной цепью называют все размеры, расположенные в определенной последовательности по замкнутому
Размерной цепью называют все размеры, расположенные в определенной последовательности по замкнутому
Размерной цепью называют все размеры, расположенные в определенной последовательности по замкнутому
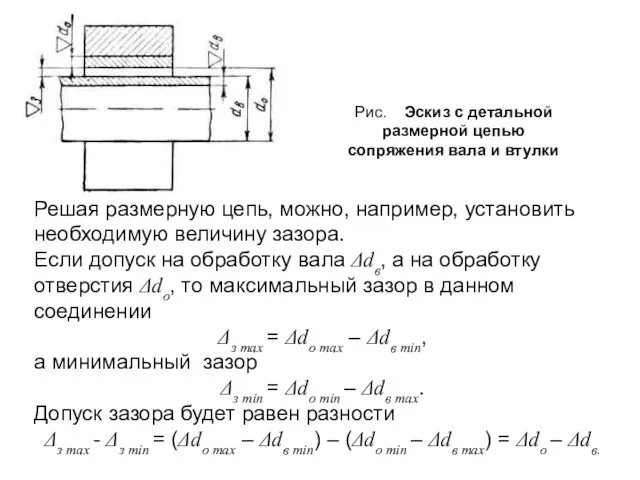
Рис. Эскиз с детальной размерной цепью сопряжения вала и втулки
Решая размерную
Рис. Эскиз с детальной размерной цепью сопряжения вала и втулки
Решая размерную
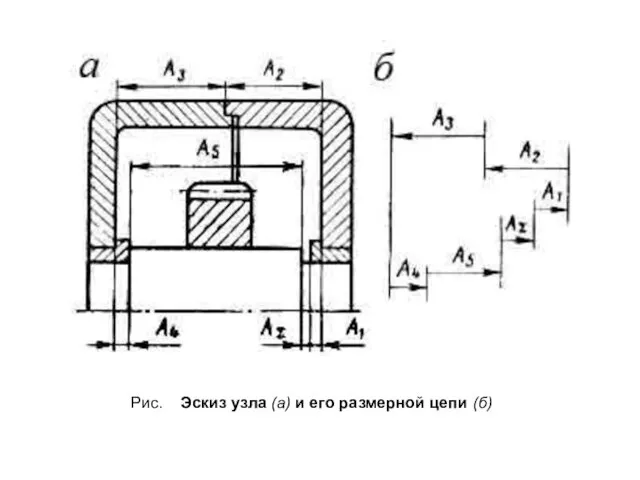
Рис. Эскиз узла (а) и его размерной цепи (б)
Рис. Эскиз узла (а) и его размерной цепи (б)
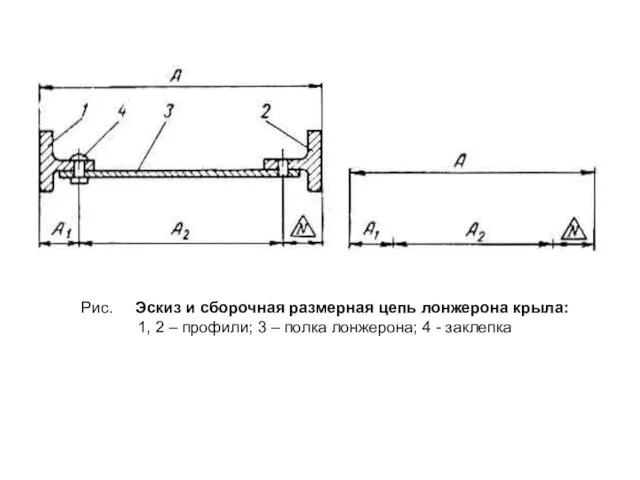
Рис. Эскиз и сборочная размерная цепь лонжерона крыла:
1, 2 – профили;
Рис. Эскиз и сборочная размерная цепь лонжерона крыла:
1, 2 – профили;
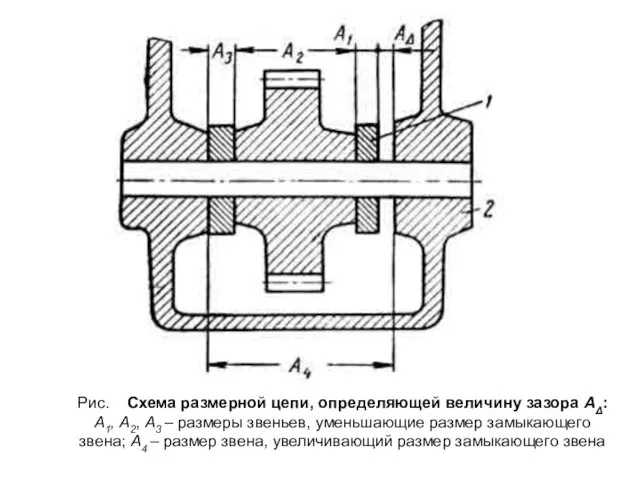
Рис. Схема размерной цепи, определяющей величину зазора АΔ:
А1, А2, А3
Рис. Схема размерной цепи, определяющей величину зазора АΔ:
А1, А2, А3
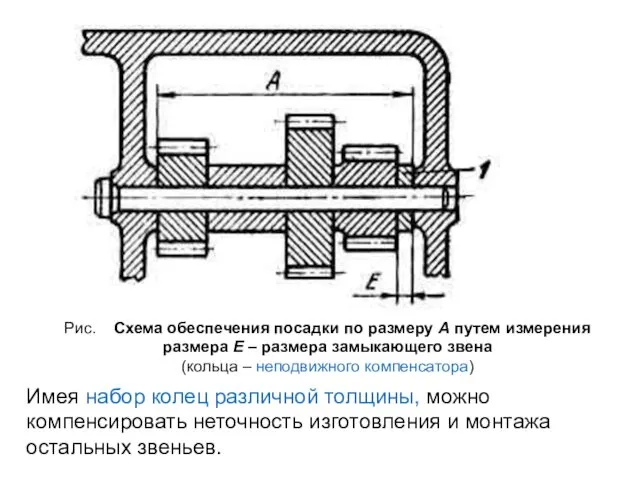
Рис. Схема обеспечения посадки по размеру А путем измерения размера Е
Рис. Схема обеспечения посадки по размеру А путем измерения размера Е
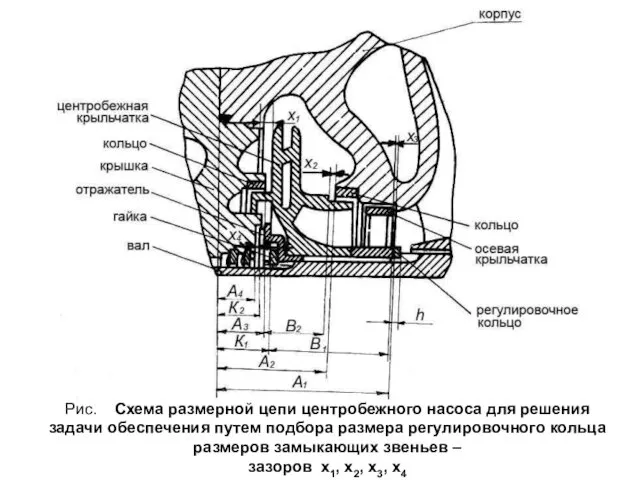
Рис. Схема размерной цепи центробежного насоса для решения задачи обеспечения путем
Рис. Схема размерной цепи центробежного насоса для решения задачи обеспечения путем
Технологические схемы сборки
Технологические схемы сборки
Для организации сборки пользуются технологическими схемами – изображениями в графическом виде
Для организации сборки пользуются технологическими схемами – изображениями в графическом виде

Для машин, которые посылаются потребителю в разобранном виде, строятся специальные схемы
Для машин, которые посылаются потребителю в разобранном виде, строятся специальные схемы
Схема сборки и разборки должна
отличаться наглядностью,
показывать последовательность
Схема сборки и разборки должна
отличаться наглядностью,
показывать последовательность
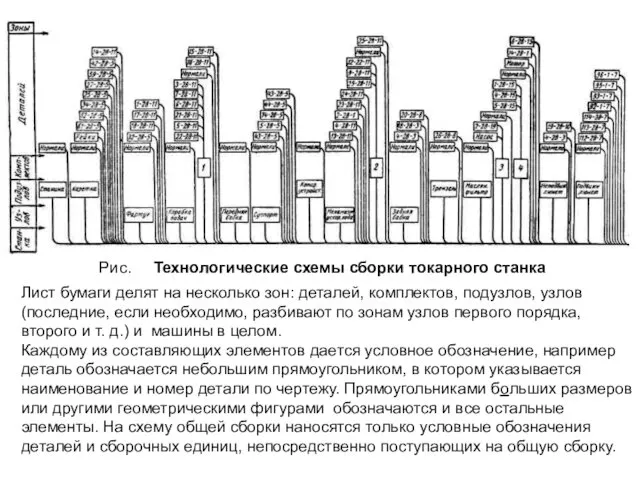
Рис. Технологические схемы сборки токарного станка
Лист бумаги делят на несколько зон:
Рис. Технологические схемы сборки токарного станка
Лист бумаги делят на несколько зон:
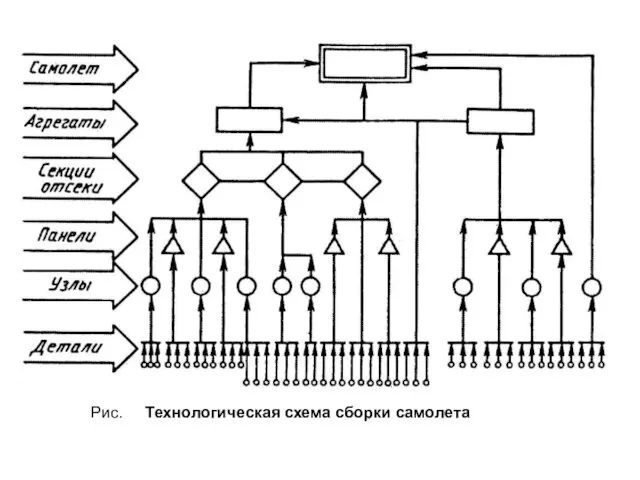
Рис. Технологическая схема сборки самолета
Рис. Технологическая схема сборки самолета
*
Рис. Технологическая схема сборки самолета
*
Рис. Технологическая схема сборки самолета
Для относительно небольших объектов сборки технологические схемы строят следующим образом:
в
Для относительно небольших объектов сборки технологические схемы строят следующим образом:
в
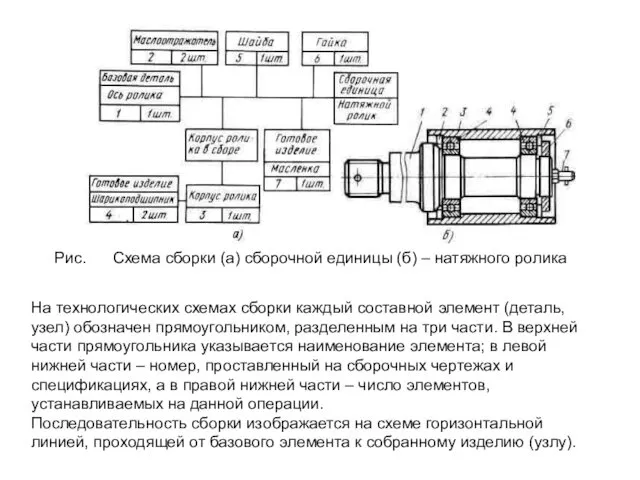
Рис. Схема сборки (а) сборочной единицы (б) – натяжного ролика
На технологических
Рис. Схема сборки (а) сборочной единицы (б) – натяжного ролика
На технологических
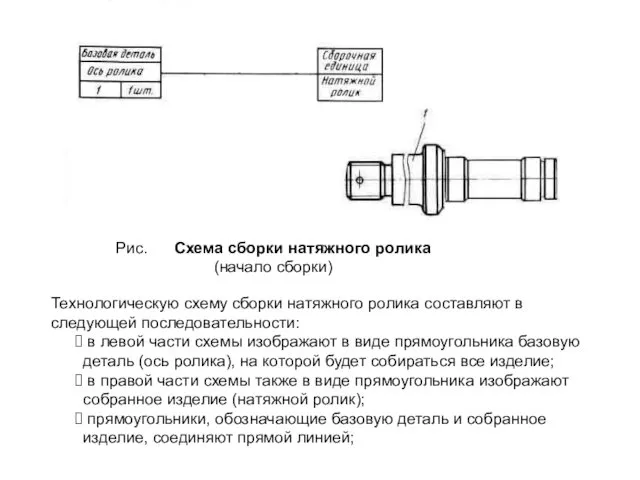
Рис. Схема сборки натяжного ролика
(начало сборки)
Технологическую схему сборки натяжного
Рис. Схема сборки натяжного ролика
(начало сборки)
Технологическую схему сборки натяжного
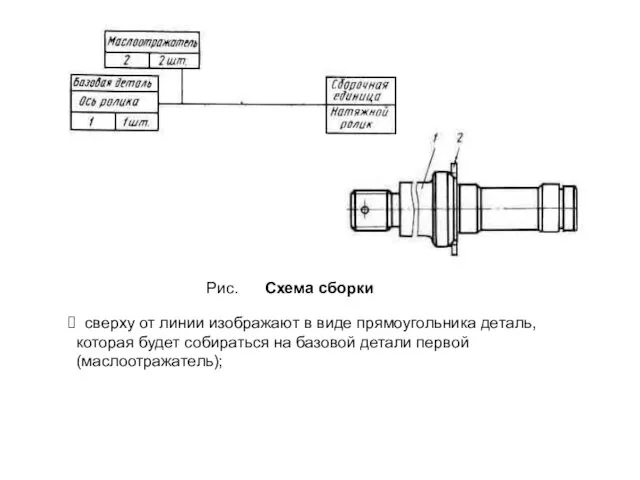
Рис. Схема сборки
сверху от линии изображают в виде прямоугольника
Рис. Схема сборки
сверху от линии изображают в виде прямоугольника
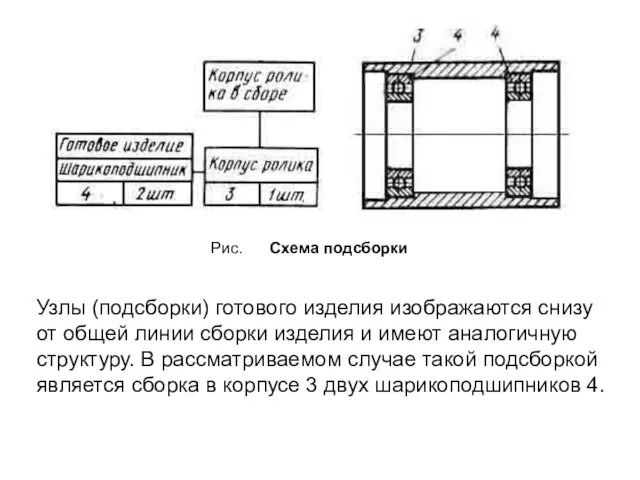
Рис. Схема подсборки
Узлы (подсборки) готового изделия изображаются снизу от общей
Рис. Схема подсборки
Узлы (подсборки) готового изделия изображаются снизу от общей
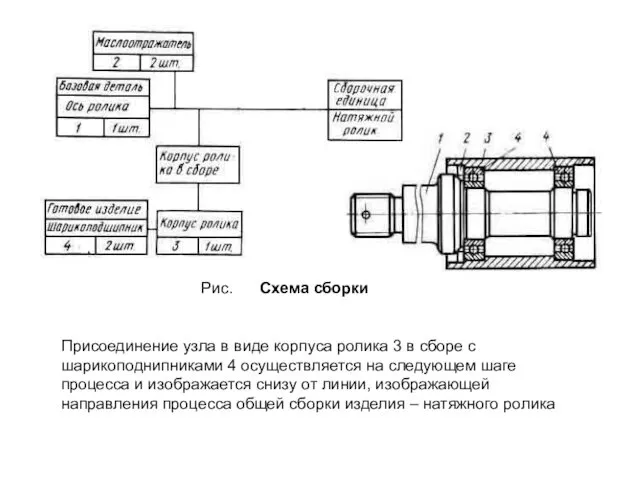
Рис. Схема сборки
Присоединение узла в виде корпуса ролика 3 в
Рис. Схема сборки
Присоединение узла в виде корпуса ролика 3 в
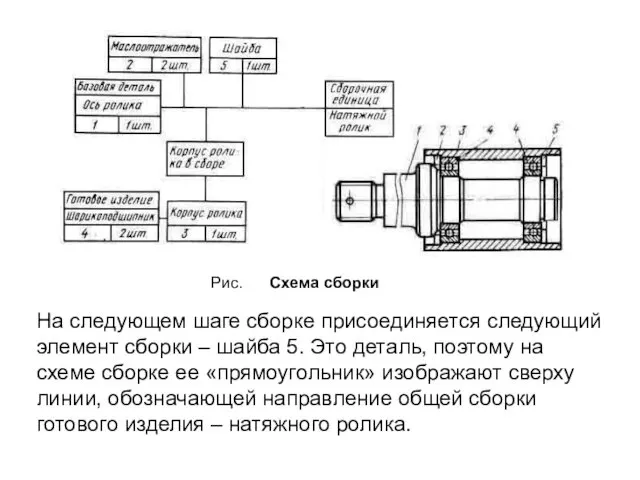
Рис. Схема сборки
На следующем шаге сборке присоединяется следующий элемент сборки
Рис. Схема сборки
На следующем шаге сборке присоединяется следующий элемент сборки

Рис. Схема сборки
На следующей, предпоследнем, шаге сборки присоединяется следующий элемент
Рис. Схема сборки
На следующей, предпоследнем, шаге сборки присоединяется следующий элемент
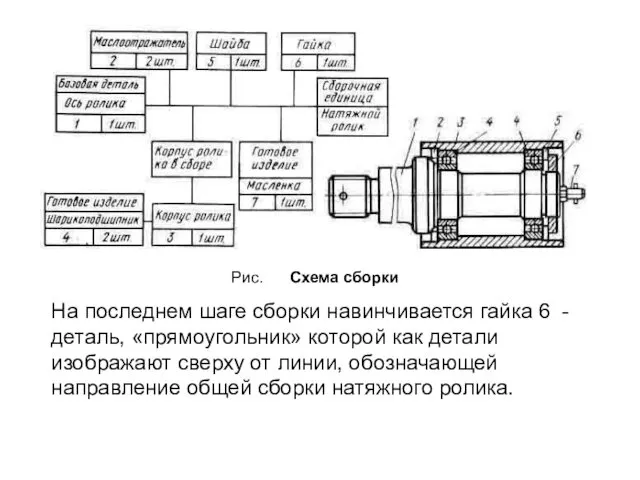
Рис. Схема сборки
На последнем шаге сборки навинчивается гайка 6 -
Рис. Схема сборки
На последнем шаге сборки навинчивается гайка 6 -
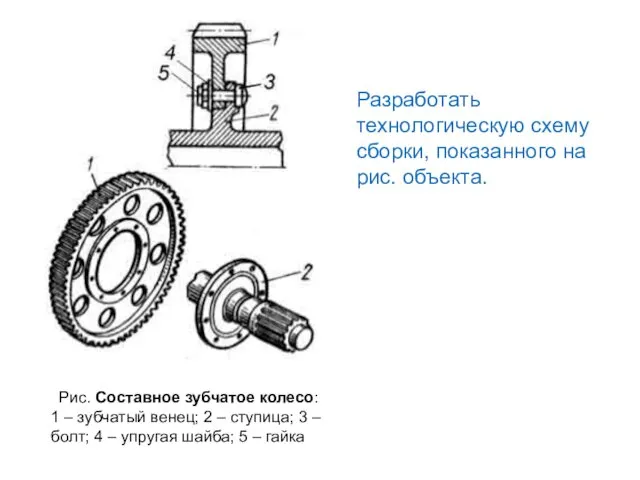
Рис. Составное зубчатое колесо:
1 – зубчатый венец; 2 – ступица; 3
Рис. Составное зубчатое колесо:
1 – зубчатый венец; 2 – ступица; 3
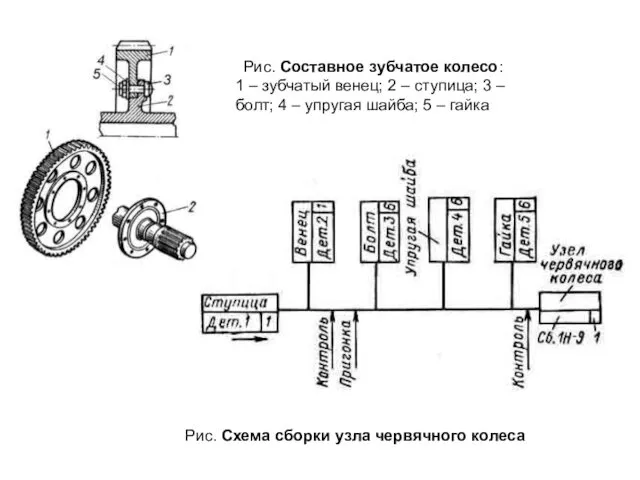
Рис. Составное зубчатое колесо:
1 – зубчатый венец; 2 – ступица; 3
Рис. Составное зубчатое колесо:
1 – зубчатый венец; 2 – ступица; 3
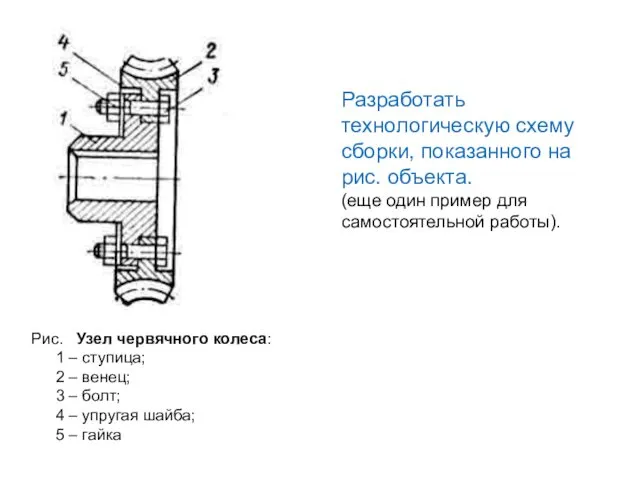
Рис. Узел червячного колеса:
1 – ступица;
2 – венец;
3 –
Рис. Узел червячного колеса:
1 – ступица;
2 – венец;
3 –
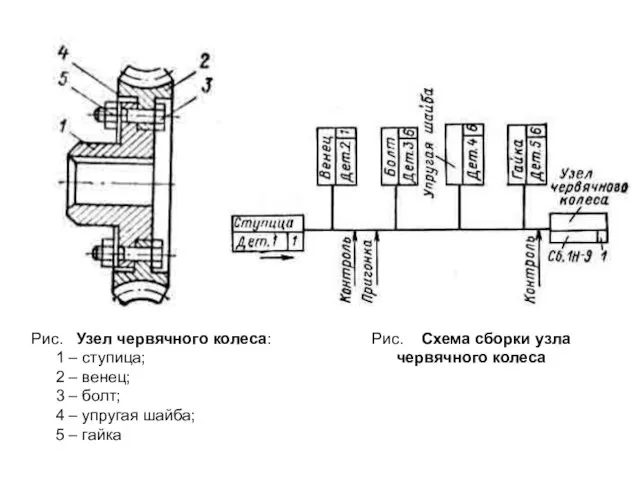
Рис. Узел червячного колеса:
1 – ступица;
2 – венец;
3 –
Рис. Узел червячного колеса:
1 – ступица;
2 – венец;
3 –
На основе выполненной технологической схемы сборки разрабатывают технологические процессы сборки, составляя
На основе выполненной технологической схемы сборки разрабатывают технологические процессы сборки, составляя
Модели сборки и
задачи оптимизации
Модели сборки и
задачи оптимизации
Любое изделие проектируется так, чтобы наилучшим образом обеспечить выполнение требований
Любое изделие проектируется так, чтобы наилучшим образом обеспечить выполнение требований
Важным результатом комплексного подхода (функциональности, производственной и эксплуатационной технологичности) к проектированию
Важным результатом комплексного подхода (функциональности, производственной и эксплуатационной технологичности) к проектированию
Сборочные единицы различных уровней называют агрегатами, секциями (отсеками), узлами, подузлами и
Сборочные единицы различных уровней называют агрегатами, секциями (отсеками), узлами, подузлами и

Рис. Схема членения планера самолета на агрегаты:
1 - фюзеляж; 2 –
Рис. Схема членения планера самолета на агрегаты:
1 - фюзеляж; 2 –
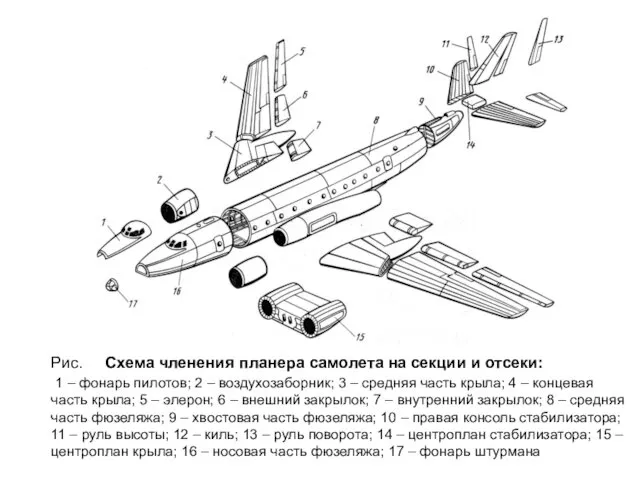
Рис. Схема членения планера самолета на секции и отсеки:
1 –
Рис. Схема членения планера самолета на секции и отсеки:
1 –
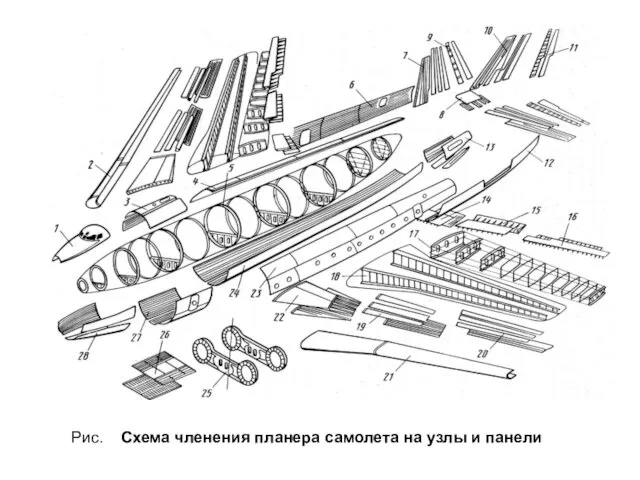
Рис. Схема членения планера самолета на узлы и панели
Рис. Схема членения планера самолета на узлы и панели
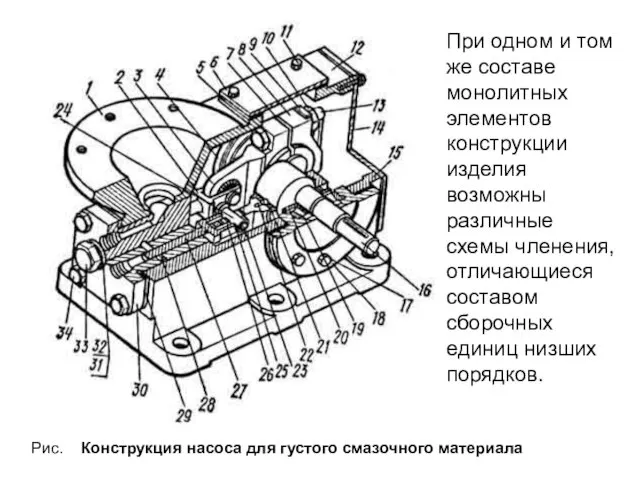
Рис. Конструкция насоса для густого смазочного материала
При одном и том
Рис. Конструкция насоса для густого смазочного материала
При одном и том
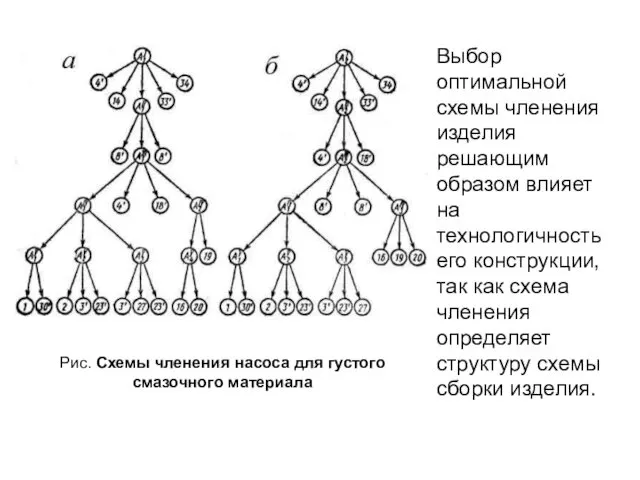
Выбор оптимальной схемы членения изделия решающим образом влияет на технологичность его
Выбор оптимальной схемы членения изделия решающим образом влияет на технологичность его
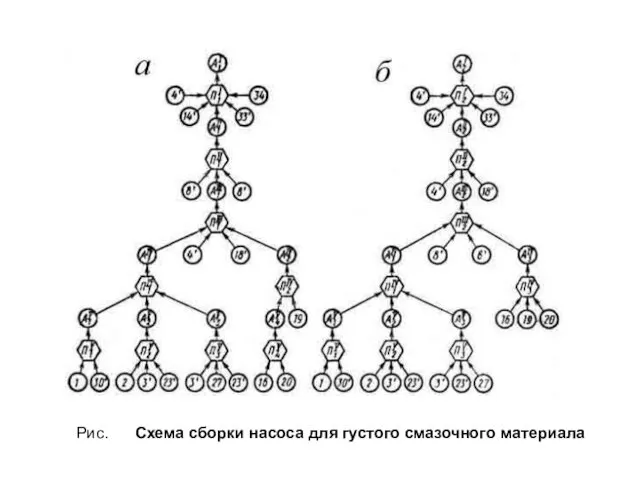
Рис. Схема сборки насоса для густого смазочного материала
Рис. Схема сборки насоса для густого смазочного материала
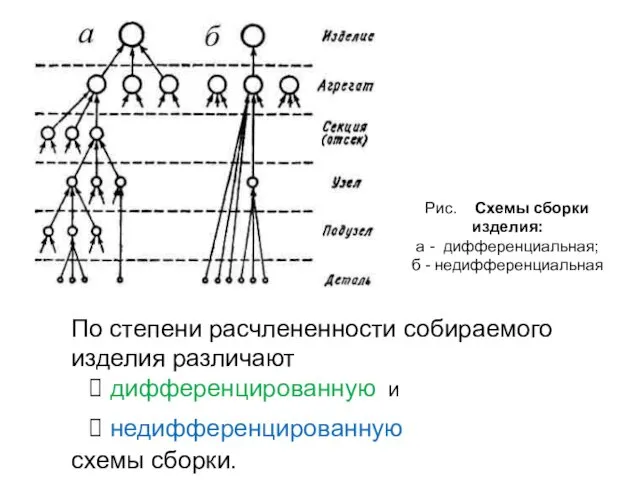
Рис. Схемы сборки изделия:
а - дифференциальная;
б - недифференциальная
По степени расчлененности
Рис. Схемы сборки изделия:
а - дифференциальная;
б - недифференциальная
По степени расчлененности
Дифференцированная схема сборки соответствует широкому членению изделия на агрегаты, секции (отсеки),
Дифференцированная схема сборки соответствует широкому членению изделия на агрегаты, секции (отсеки),
При недифференцированной схеме сборки агрегат собирается непосредственной из деталей и незначительного
При недифференцированной схеме сборки агрегат собирается непосредственной из деталей и незначительного
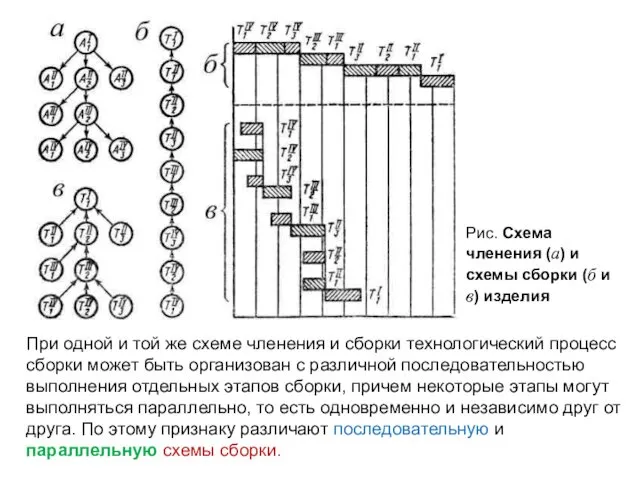
Рис. Схема членения (а) и схемы сборки (б и в) изделия
Рис. Схема членения (а) и схемы сборки (б и в) изделия
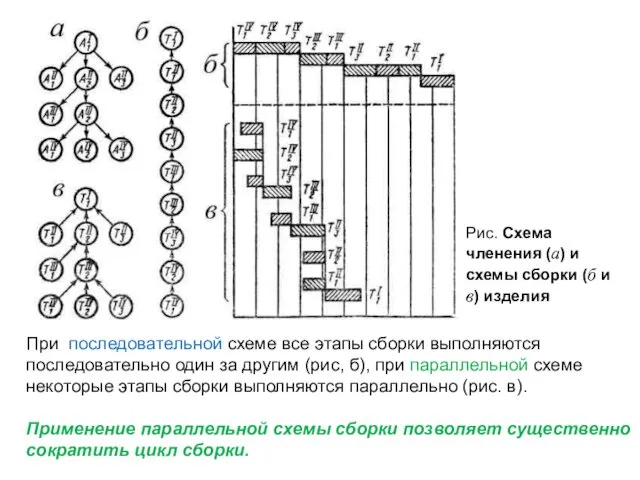
Рис. Схема членения (а) и схемы сборки (б и в) изделия
Рис. Схема членения (а) и схемы сборки (б и в) изделия
 Б нем.основной Урок 07.04
Б нем.основной Урок 07.04 Любовное послание моему возлюбленному. Нургисаева Айжана
Любовное послание моему возлюбленному. Нургисаева Айжана Расчетная часть. Календарное планирование технической подготовки к выпуску нового изделия с использованием сетевого график
Расчетная часть. Календарное планирование технической подготовки к выпуску нового изделия с использованием сетевого график птицы часть2
птицы часть2 12 апреля - день Космонавтики
12 апреля - день Космонавтики Презентация Никитин Н.В
Презентация Никитин Н.В Novaya_prezentatsia
Novaya_prezentatsia Экскурсия в этнографический музей истоки
Экскурсия в этнографический музей истоки 22 апреля – Международный день земли
22 апреля – Международный день земли Основы ТО и ремонта подвижного состава АТ
Основы ТО и ремонта подвижного состава АТ Шаблон презентации. Объект архитектор
Шаблон презентации. Объект архитектор Роботы в нашей жизни
Роботы в нашей жизни Судоку для детей
Судоку для детей Реконструкция территории сквера у гостиницы Урал
Реконструкция территории сквера у гостиницы Урал Шнобелевская премия
Шнобелевская премия ИЗО - Космические фантазии
ИЗО - Космические фантазии 20161201_prezentatsiya_k_uroku_no1
20161201_prezentatsiya_k_uroku_no1 An easy way to get rid of the smell of your sneakers
An easy way to get rid of the smell of your sneakers Афганистан - живая память
Афганистан - живая память Красота мысли
Красота мысли PPT Slides Background Design. Template
PPT Slides Background Design. Template Увеличение выходной мощности газовых турбин с помощью технологии охлаждения на входе турбины 2JCP
Увеличение выходной мощности газовых турбин с помощью технологии охлаждения на входе турбины 2JCP Комфортная городская среда. Дворы
Комфортная городская среда. Дворы Global social media plan
Global social media plan Высотная поясность
Высотная поясность Собор Богоматери, г. Бургос
Собор Богоматери, г. Бургос Производство химических волокон
Производство химических волокон Changellenge. Bright Future
Changellenge. Bright Future