- Станки с ЧПУ. Основные определения

Содержание
- 2. ЧПУ и его виды Числовое программное управление (ЧПУ) станком — управление обработкой заготовки на станке по
- 3. Система ЧПУ и ее компоненты Система числового программного управления (СЧПУ) — совокупность функционально взаимосвязанных и взаимодействующих
- 4. Управляющая программа станков с ЧПУ Управляющая программа (УП) — совокупность команд на языке программирования, соответствующая заданному
- 5. Компоненты управляющей программы станков с ЧПУ Кадр управляющей программы (кадр) — составная часть управляющей программы (УП),
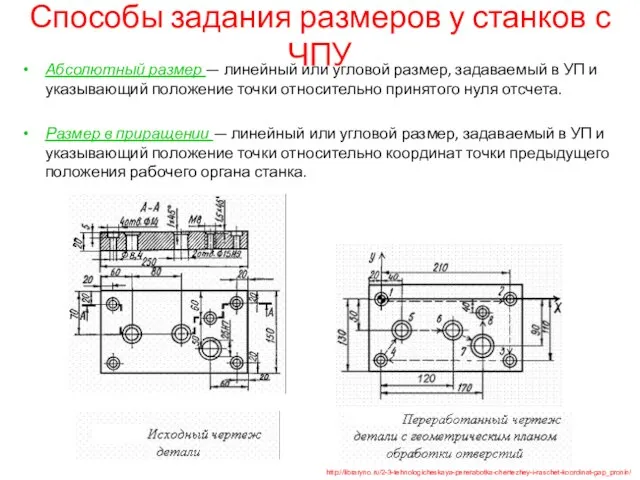
- 6. Способы задания размеров у станков с ЧПУ Абсолютный размер — линейный или угловой размер, задаваемый в
- 7. Работа системы управления станков с ЧПУ Автоматическая работа системы устройства ЧПУ (автоматическая работа) — функционирование СЧПУ
- 8. Функции оболочки ЧПУ Ввод УП (ввод) — функционирование УЧПУ, при котором ввод данных в память УЧПУ
- 9. Написание и хранение информации Рукопись программы — информация, записанная в виде, удобном для составления языковой или
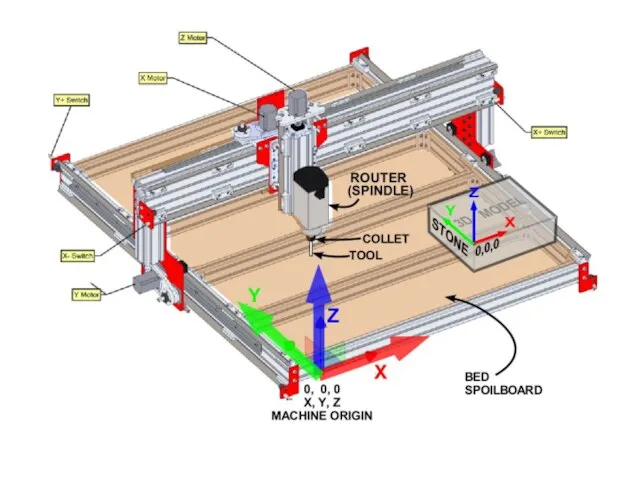
- 10. Основные нулевые точки станков с ЧПУ Нулевая точка станка (нуль станка) — точка, принятая за начало
- 13. Коррекция и ее виды Коррекция инструмента — изменение с пульта управления запрограммированных координат (координаты) рабочего органа
- 14. Задающая информация в станках с ЧПУ Задающая информация (программа управления) — информация, известная до начала технологического
- 15. Замкнутые и разомкнутые системы управления станков с ЧПУ Системы управления разомкнутые (без обратной связи, с разомкнутой
- 17. Схемы управления шаговым двигателем и двигателем постоянного тока
- 18. Информация обратной связи в станках с ЧПУ Информация возмущения — информация, источником которой служит окружающая среда
- 19. Опорные точки и геометрические элементы Опорная точка — точка расчетной траектории, в которой происходит изменение либо
- 20. Интерполяция, апроксимация и алгоритм Интерполяция — получение (расчет) координат промежуточных точек траектории движения центра инструмента в
- 21. Микропроцессоры и единицы информации Микропроцессор — универсальный цифровой электронный блок, реализованный с большой степенью интеграции, у
- 22. Системы автоматизированного программирования, процессоры и постпроцессоры Процессор — программа первичной переработки информации в САП, формирующая данные
- 23. Ось станка, управляемая координата и точность позиционирования Ось координат станка с ЧПУ — направление, совпадающее с
- 24. Управляемая координата и точность позиционирования Центр инструмента — неподвижная относительно державки точка инструмента, по которой ведется
- 26. Скачать презентацию
ЧПУ и его виды
Числовое программное управление (ЧПУ) станком — управление обработкой
ЧПУ и его виды
Числовое программное управление (ЧПУ) станком — управление обработкой
Система ЧПУ и ее компоненты
Система числового программного управления (СЧПУ) — совокупность
Система ЧПУ и ее компоненты
Система числового программного управления (СЧПУ) — совокупность
Управляющая программа станков с ЧПУ
Управляющая программа (УП) — совокупность команд на
Управляющая программа станков с ЧПУ
Управляющая программа (УП) — совокупность команд на
Компоненты управляющей программы станков с ЧПУ
Кадр управляющей программы (кадр) — составная
Компоненты управляющей программы станков с ЧПУ
Кадр управляющей программы (кадр) — составная
Способы задания размеров у станков с ЧПУ
Абсолютный размер — линейный или
Способы задания размеров у станков с ЧПУ
Абсолютный размер — линейный или
Работа системы управления станков с ЧПУ
Автоматическая работа системы устройства ЧПУ (автоматическая
Работа системы управления станков с ЧПУ
Автоматическая работа системы устройства ЧПУ (автоматическая
Функции оболочки ЧПУ
Ввод УП (ввод) — функционирование УЧПУ, при котором ввод
Функции оболочки ЧПУ
Ввод УП (ввод) — функционирование УЧПУ, при котором ввод
Написание и хранение информации
Рукопись программы — информация, записанная в виде, удобном
Написание и хранение информации
Рукопись программы — информация, записанная в виде, удобном
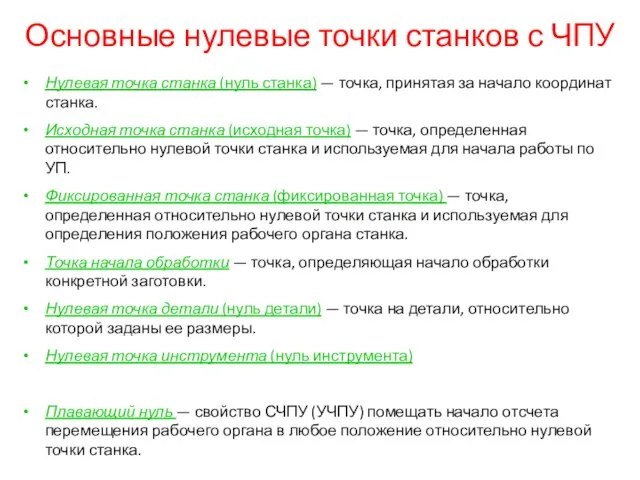
Основные нулевые точки станков с ЧПУ
Нулевая точка станка (нуль станка) —
Основные нулевые точки станков с ЧПУ
Нулевая точка станка (нуль станка) —
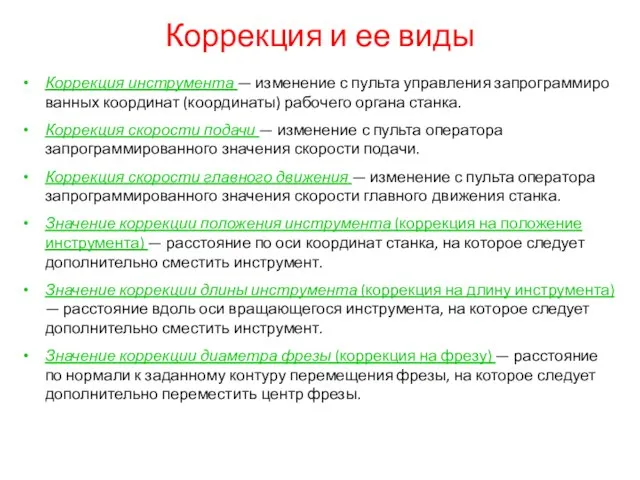
Коррекция и ее виды
Коррекция инструмента — изменение с пульта управления
Коррекция и ее виды
Коррекция инструмента — изменение с пульта управления
Задающая информация в станках с ЧПУ
Задающая информация (программа управления) — информация,
Задающая информация в станках с ЧПУ
Задающая информация (программа управления) — информация,
Замкнутые и разомкнутые системы управления станков с ЧПУ
Системы управления разомкнутые (без
Замкнутые и разомкнутые системы управления станков с ЧПУ
Системы управления разомкнутые (без


Схемы управления шаговым двигателем и двигателем постоянного тока
Схемы управления шаговым двигателем и двигателем постоянного тока
Информация обратной связи в станках с ЧПУ
Информация возмущения — информация, источником
Информация обратной связи в станках с ЧПУ
Информация возмущения — информация, источником
Опорные точки и геометрические элементы
Опорная точка — точка расчетной траектории, в
Опорные точки и геометрические элементы
Опорная точка — точка расчетной траектории, в
Интерполяция, апроксимация и алгоритм
Интерполяция — получение (расчет) координат промежуточных точек траектории
Интерполяция, апроксимация и алгоритм
Интерполяция — получение (расчет) координат промежуточных точек траектории
Микропроцессоры и единицы информации
Микропроцессор — универсальный цифровой электронный блок, реализованный с
Микропроцессоры и единицы информации
Микропроцессор — универсальный цифровой электронный блок, реализованный с
Системы автоматизированного программирования, процессоры и постпроцессоры
Процессор — программа первичной переработки информации
Системы автоматизированного программирования, процессоры и постпроцессоры
Процессор — программа первичной переработки информации
Ось станка, управляемая координата и точность позиционирования
Ось координат станка с ЧПУ
Ось станка, управляемая координата и точность позиционирования
Ось координат станка с ЧПУ
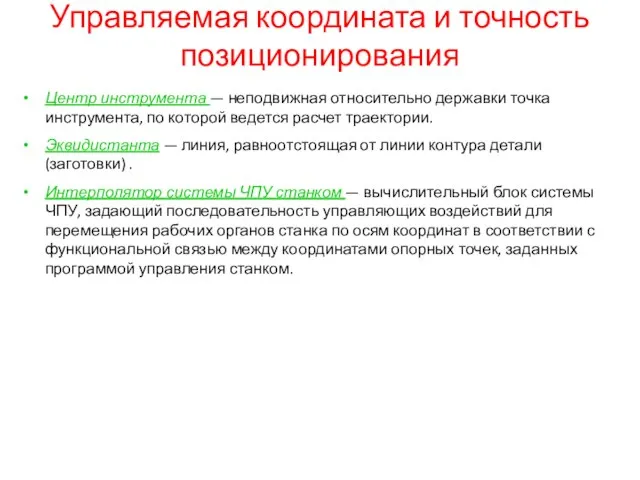
Управляемая координата и точность позиционирования
Центр инструмента — неподвижная относительно державки точка
Управляемая координата и точность позиционирования
Центр инструмента — неподвижная относительно державки точка
 клуб бардовской песни
клуб бардовской песни 20110527_Interaktivnyy_plakat_Sinkveyn
20110527_Interaktivnyy_plakat_Sinkveyn Гарнизонная церковь в честь Покрова Богородицы в г. Орле
Гарнизонная церковь в честь Покрова Богородицы в г. Орле Предприятие по добыче, обогащению и переработке руд Тырныаузского вольфрамо-молибденового месторождения. Гидрометаллургический
Предприятие по добыче, обогащению и переработке руд Тырныаузского вольфрамо-молибденового месторождения. Гидрометаллургический Бейджики 1-Б
Бейджики 1-Б Сервис буровых растворов
Сервис буровых растворов 2 Kap2
2 Kap2 outlook
outlook Проектирование изделий из тканей, содержащих искусственные волокна, из искусственных кож, замши, тканей с пленочным покрытием
Проектирование изделий из тканей, содержащих искусственные волокна, из искусственных кож, замши, тканей с пленочным покрытием Программируемые логические контроллеры
Программируемые логические контроллеры 20140123_agressiya_1_u_detey_kak_sledstvie_uvlecheniya_kompyuternymi_-_kopiya_0
20140123_agressiya_1_u_detey_kak_sledstvie_uvlecheniya_kompyuternymi_-_kopiya_0 БОШКА
БОШКА Работа с фрагментами в Paint
Работа с фрагментами в Paint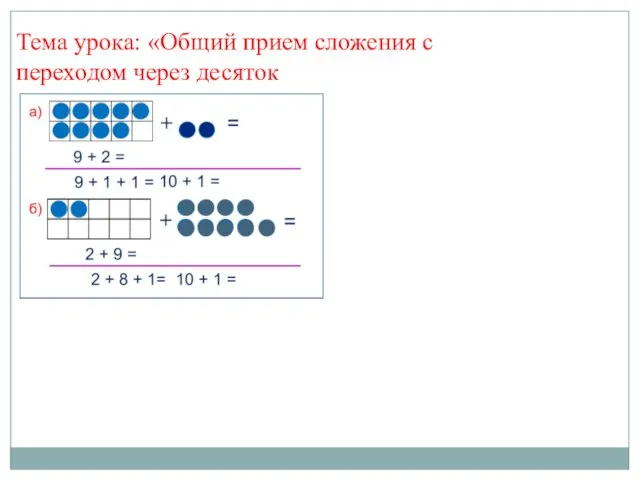 Общий прием сложения с переходом через десяток
Общий прием сложения с переходом через десяток kiber
kiber Портфолио Арсенұлы Әлнұр Арсен
Портфолио Арсенұлы Әлнұр Арсен Асинхронные машины. Конструкция и принцип действия
Асинхронные машины. Конструкция и принцип действия педсовет авг 20
педсовет авг 20 ФГОС ОО формирование компетенций ср-ми ДО
ФГОС ОО формирование компетенций ср-ми ДО Резюме2 (2)
Резюме2 (2) Угловые соединения
Угловые соединения Смена владельца сим-карты, МТС
Смена владельца сим-карты, МТС 28 листы рекомендаций
28 листы рекомендаций Ребенок с ограниченными возможностями здоровья в современном российском обществе
Ребенок с ограниченными возможностями здоровья в современном российском обществе Переробка та утилізація відходів нафтопереробної галузі
Переробка та утилізація відходів нафтопереробної галузі Очистные сооружения хозяйственно-бытовых стоков
Очистные сооружения хозяйственно-бытовых стоков Результаты работы с механизированным фондом скважин ЦДНГ №8 за 1 кв. 2015 г
Результаты работы с механизированным фондом скважин ЦДНГ №8 за 1 кв. 2015 г Мультимедийное оборудование в профессиональной деятельности
Мультимедийное оборудование в профессиональной деятельности