- Свариваемые материалы. Конструкторская и производственно -технологическая документация

Содержание
- 2. Основные группы материалов подвергаемые сварке и резке Углеродистые стали (конструкционные и инструментальные) Чугуны (белый, серый, высокопрочный,
- 3. Строение и свойства металлов Классификация металлов: - черные металлы: железо, сталь, чугун; - цветные металлы: легкие
- 4. Строение и свойства металлов Полиморфизм (аллотропия) металлов Это свойство некоторых металлов при различных температурах (и давлениях)
- 5. Кривые нагрева и охлаждения чистого Fe
- 6. ИЗМЕНЕНИЕ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ (При охлаждении)
- 7. Механические свойства металлов и сплавов (При статических и равномерных нагрузках ) 1.Прочность 2.Текучесть 3.Упругость 4.Пластичность 5.Твердость
- 8. Характеристики механических свойств ( При испытании на растяжение) ПРЕДЕЛ ПРОЧНОСТИ ПЛАСТИЧНОСТЬ (ОТНОСИТЕЛЬНОЕ УДЛ.) ТЕКУЧЕСТЬ
- 9. ТВЕРДОСТЬ метод Бринелля (вдавливание шарика) – НВ; метод Роквелла (вдавливание алмазного конуса) – HRC; метод Виккерса
- 10. Метод Бринелля Основан на вдавливании стального шарика в зачищенную поверхность металла под определенной нагрузкой. В зависимости
- 11. Метод Роквелла основан на вдавливании алмазного конуса или стального шарика в испытываемый материал. Вдавливание алмазного конуса
- 12. МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ ДИНАМИЧЕСКИХ НАГРУЗКАХ Ударная вязкость Ударное разрушение Выносливость Усталость
- 13. Ударная вязкость Способность металлов оказывать сопротивление действию ударных нагрузок (вязкость - свойство обратное хрупкости). (KCV) или
- 14. некоторые механические свойства металлов и сплавов
- 15. Строение и свойство сплавов Основные понятия теории строения сплавов Сплав - это вещество, полученное сплавлением двух
- 16. Классификация сплавов - по числу компонентов - на двойные (бинарные), тройные и т.д.; - по основному
- 17. ТИПЫ СПЛАВОВ В ТВЕРДОМ СОСТОЯНИИ - по числу компонентов - на двойные (бинарные), тройные и т.д.;
- 18. Механические смеси Механические смеси называют эвтектиками, что означает «низкоплавкий». Их характерные особенности: - низкая температура плавления;
- 19. ТВЕРДЫЕ РАСТВОРЫ Это соединения, в которых один из компонентов (металл) является растворителем, а другой (металл или
- 20. Схема кристаллической решетки твердого раствора внедрения: а) - γ-Fe; б) - α-Fe; в) - твердого раствора
- 21. ХИМИЧЕСКИЕ СОЕДИНЕНИЯ Они образуются при глубоком взаимодействии атомов компонентов. Например взаимодействие металла с металлом, металла с
- 22. Железоуглеродистые сплавы Железоуглеродистые сплавы - стали и чугуны. Стали являются одним из основных высоко технологичных материалов,
- 23. ОПРЕДЕЛЕНИЯ СТАЛЕЙ И ЧУГУНОВ Стали – сплавы железа с углеродом и другими примесями, при содержании углерода
- 24. Диаграмма состояния Fe-Fe3С
- 25. Углеродистые стали По содержанию углерода: - малоуглеродистые, содержащие углерода менее 0,25%; - среднеуглеродистые, содержание углерода составляет
- 26. ЛИНИИ И ТОЧКИ ДИАГРАММЫ Fe-Fe3С Линия ABCD - линия ликвидус. Линия AHJECF – линия солидус. Точка
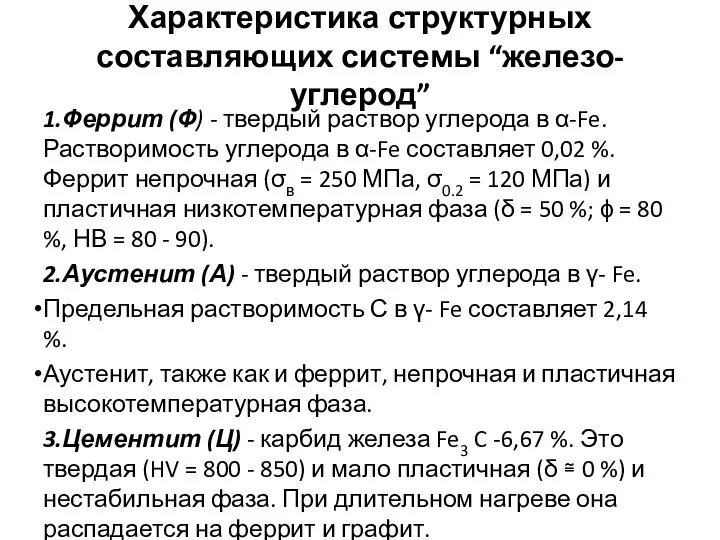
- 27. Характеристика структурных составляющих системы “железо-углерод” 1.Феррит (Ф) - твердый раствор углерода в α-Fe. Растворимость углерода в
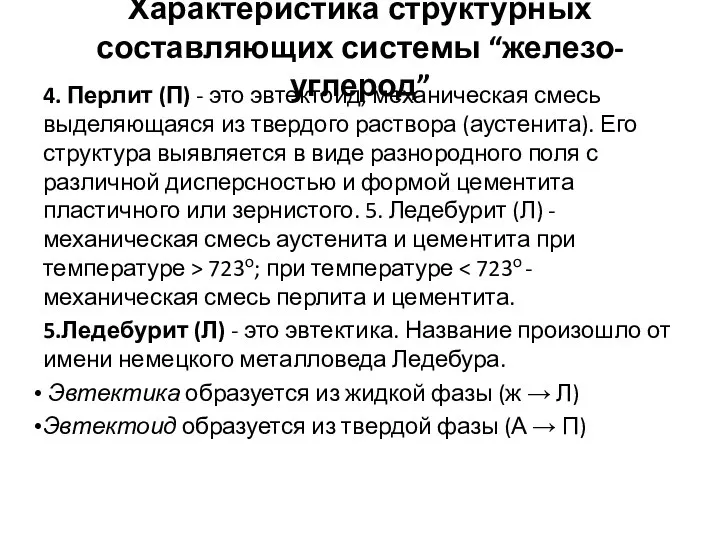
- 28. Характеристика структурных составляющих системы “железо-углерод” 4. Перлит (П) - это эвтектоид, механическая смесь выделяющаяся из твердого
- 29. Структура: а – ледебурита: б- перлита
- 30. Структуры сталей: а) доэвтектоидные; б) эвтектоидные; в) заэвтектоидные
- 31. Белый (передельный) чугун До эвтектический – С до 4.3% Эвтектический – С = 4,3% Заэвтектический –
- 32. Термическая обработка стали Сущность любой термообработки заключается в изменении структуры стали путем нагрева до температуры перекристаллизации,
- 33. Классификация видов термообработки
- 34. Виды термической обработки 1. отжиг чаще применяют, для доэвтектоидных сталей. При полном отжиге, нагрев производится до
- 35. Интервалы закалочных температур углеродистых сталей
- 36. Виды отпуска
- 37. Классификация и маркировка сталей Сталями принято называть сплавы железа с углеродом, содержащие до 2,14% углерода. По
- 38. Углеродистые стали Конструкционные и инструментальные по содержанию углерода подразделяются на: - малоуглеродистые, содержащие углерода менее 0,25%;
- 39. Качество сталей (определяется содержанием вредных примесей Р и S) Стали обыкновенного качества, содержание до 0.06% серы
- 40. Степень раскисления сталей (при производстве- при раз-ливке) спокойные стали, т. е., полностью раскисленные; такие стали обозначаются
- 41. Конструкционные стали обыкновенного качества (классификация и маркировка) сталь группы А - с гарантированными механическими свойствами –
- 42. Примерное содержание С в сталях обыкновенного качества
- 43. Конструкционные качественные и высококачественные стали В соответствии с ГОСТ 1050-88 эти стали маркируются двухзначными числами, показывающими
- 44. Легированные конструкционные стали В соответствии с ГОСТ 4543-71 наименования таких сталей состоят из цифр и букв.
- 45. Строительные стали Строительные стали по ГОСТ 27772-88 обозначаются буквой С (строительная) и цифрами, соответствующими минимальному пределу
- 46. Инструментальные углеродистые стали Данные стали в соответствии с ГОСТ 1435-90 делятся на качественные и высококачественные. Качественные
- 47. Легированные инструментальные стали по ГОСТ 5950-73 в основном те же, что и для конструкционных легированных. Различие
- 48. Нержавеющие стали Обозначения стандартных нержавеющих сталей согласно ГОСТ 5632-72 состоят из букв и цифр и строятся
- 49. Алюминий - легкий металл с плотностью Характеристика: -металл серебристого цвета; -кристаллическая решетка – ГЦК; -плотность –
- 50. Сплавы алюминия Деформируемые сплавы (ГОСТ 4784-97) Al + Сu 2-х компонентные сплавы (Al-Cu, Al-Mn, AL-Mg, Al-Ni),
- 51. Медь и ее маркировка Медь (Сu) тяжелый металл красного цвета Характеристика: -Кр. Решетка - ГЦК -температура
- 52. Сплавы меди Латуни (Си+Zn) – деформируемый сплав Маркируют буквой Л и цифрой, например, латунь Л68 содержит
- 53. Твердые припои на основе меди Твердые припои, имеющие высокую температуру плавления - медно-цинковые припои и медь
- 54. Конструкторская и производственно-технологическая документация
- 56. Конструкторская документация
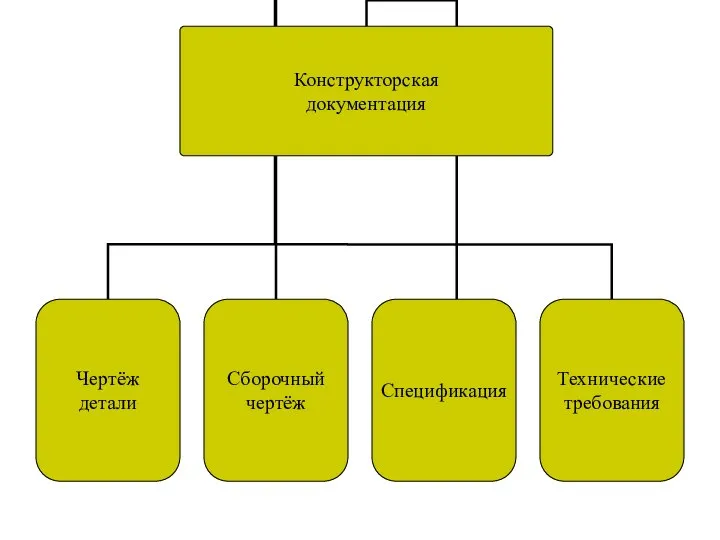
- 57. Конструкторская документация Оформление конструкторской документации производится в соответствии с «Единой системой конструкторской документации» (ЕСКД). К конструкторским
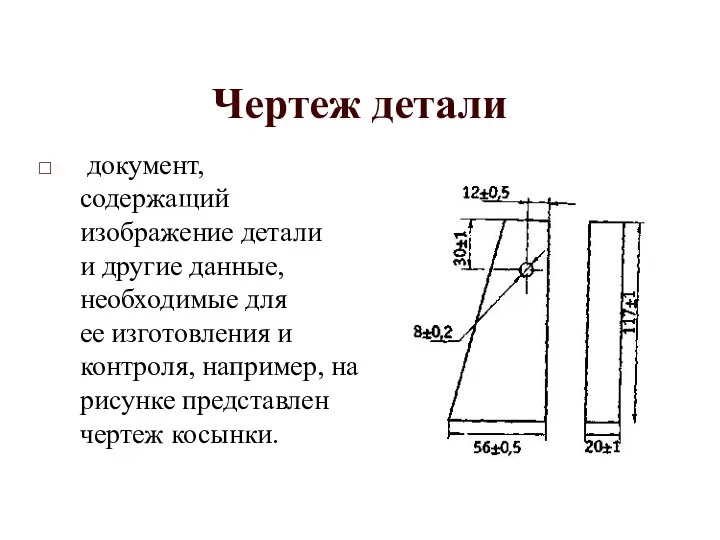
- 59. Чертеж детали документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и контроля, например,
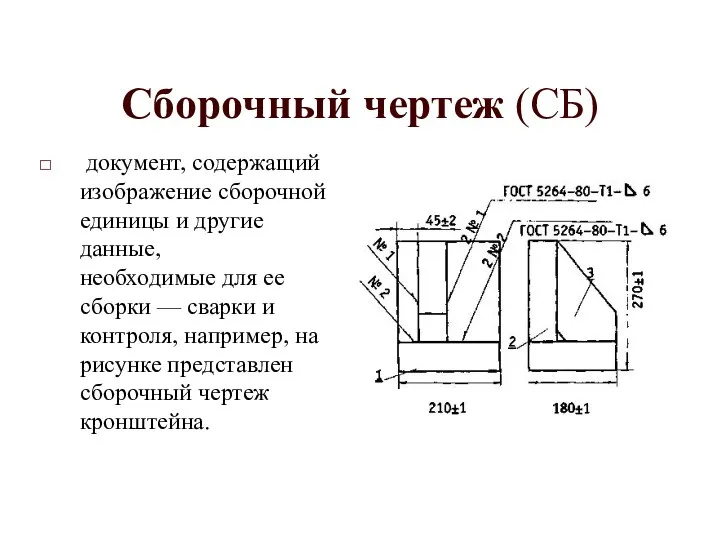
- 60. Сборочный чертеж (СБ) документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки —
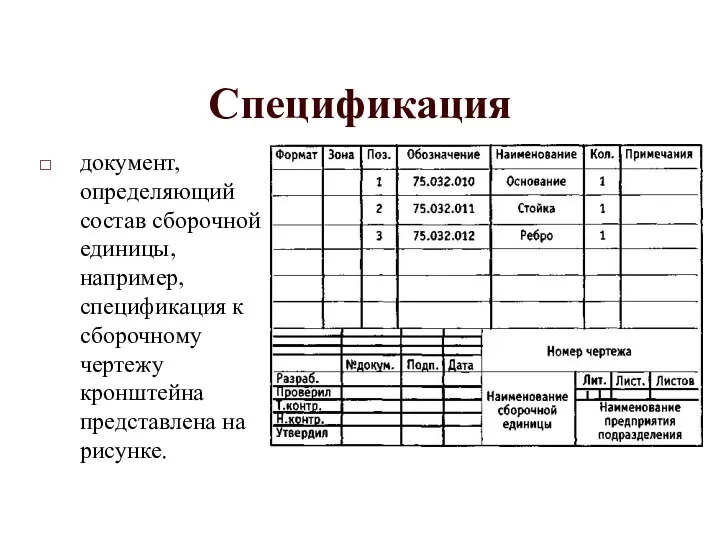
- 61. Спецификация документ, определяющий состав сборочной единицы, например, спецификация к сборочному чертежу кронштейна представлена на рисунке.
- 62. Технические требования текстовый документ, содержащий требования к изделию, его изготовлению, контролю, приемке, поставке и т. д.
- 63. Чтение конструкторской документации
- 64. Чтение конструкторской документации Сборка и сварка изделий производятся в соответствии со сборочными чертежами. На сборочном чертеже
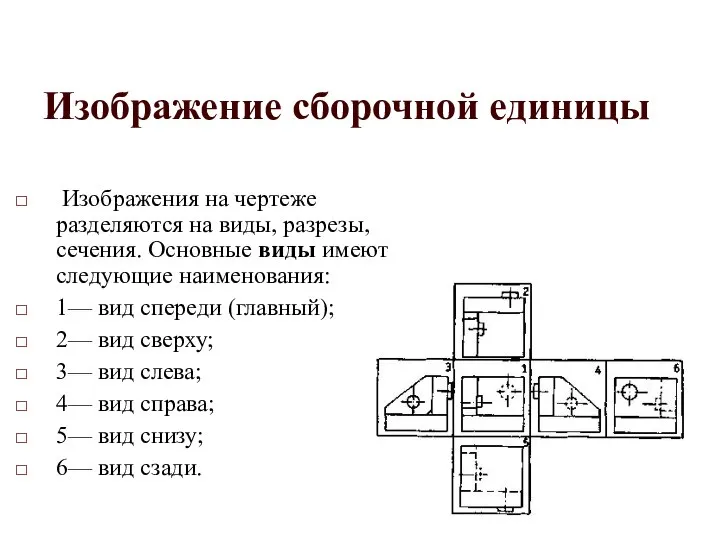
- 65. Изображение сборочной единицы Изображения на чертеже разделяются на виды, разрезы, сечения. Основные виды имеют следующие наименования:
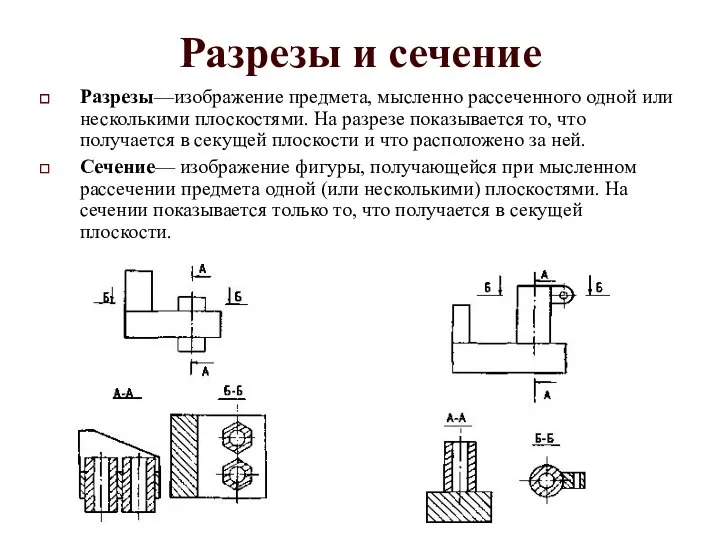
- 66. Разрезы и сечение Разрезы—изображение предмета, мысленно рассеченного одной или несколькими плоскостями. На разрезе показывается то, что
- 67. Габаритные и установочные размеры и их предельные отклонения на сборочных чертежах Сварное изделие невозможно получить абсолютно
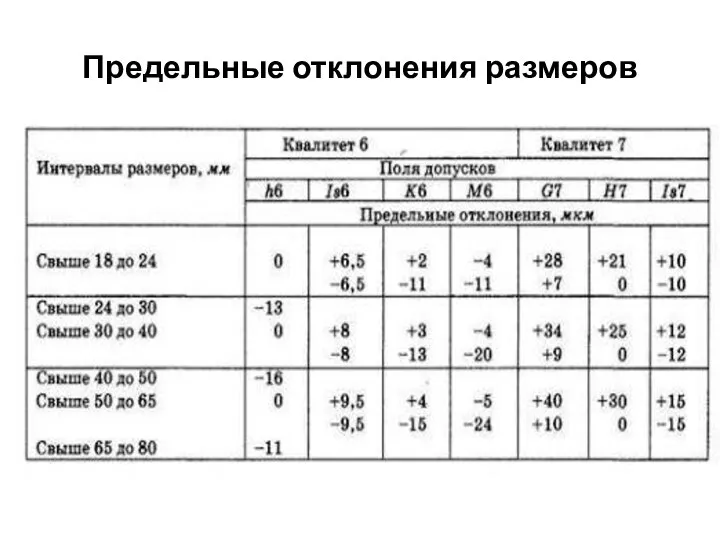
- 69. Предельные отклонения линейных размеров указываются одним из трех способов: а) условными обозначениями полей допусков, например: 18
- 70. Допуски и посадки
- 71. Предельные отклонения размеров
- 72. Обозначение допусков
- 73. Допуски формы и расположения поверхностей
- 74. При чтении на чертежах допусков и расположения поверхностей следует иметь в виду, что указанные параметры относятся
- 75. Например, при получении стыкового соединения, состоящего из 2-х листов (поз. 1 и поз. 2), задана прямолинейность
- 76. Обозначение сварных швов на чертежах
- 77. Обозначение швов сварных соединений
- 78. СБ. Ч. Сварная конструкция
- 79. Технические требования и надписи на чертежах чертеж может содержать: текстовую часть, состоящую из технических требований и
- 80. Технические требования включают в себя: требования, предъявляемые к материалу, например, твердость поверхности массу детали требования к
- 81. Порядок чтения сборочно-сварочных чертежей конструкции — определите по спецификации комплектность сварной конструкции (узла); конструкция состоит из
- 82. Ознакомьтесь со сборочным чертежом
- 83. — определите массу конструкции; масса малагрузоподъемные средства не требуются — определите габариты конструкции; высота 50+0,5 мм,
- 84. — определите вид сварки; ГОСТ 5264-80 определяет вид сварки — ручная электродуговая — определите тип сварного
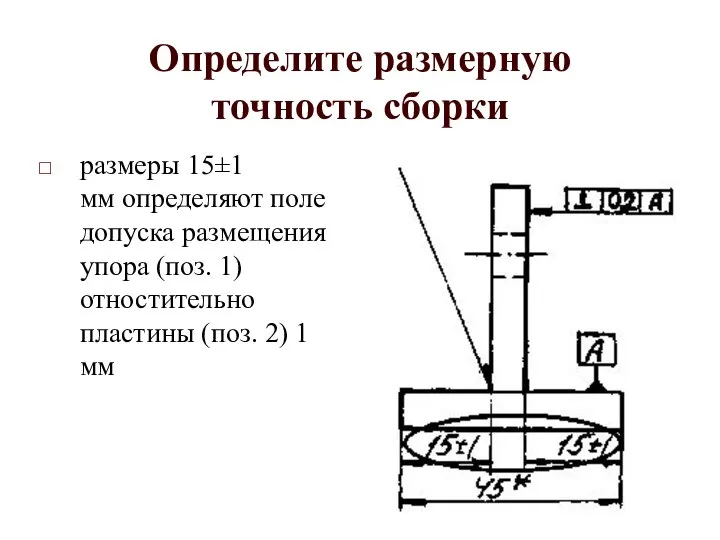
- 85. Определите размерную точность сборки размеры 15±1 мм определяют поле допуска размещения упора (поз. 1) отностительно пластины
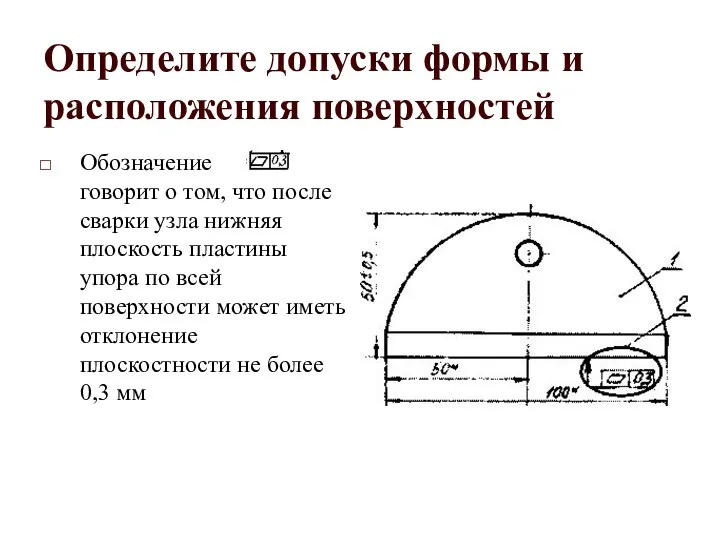
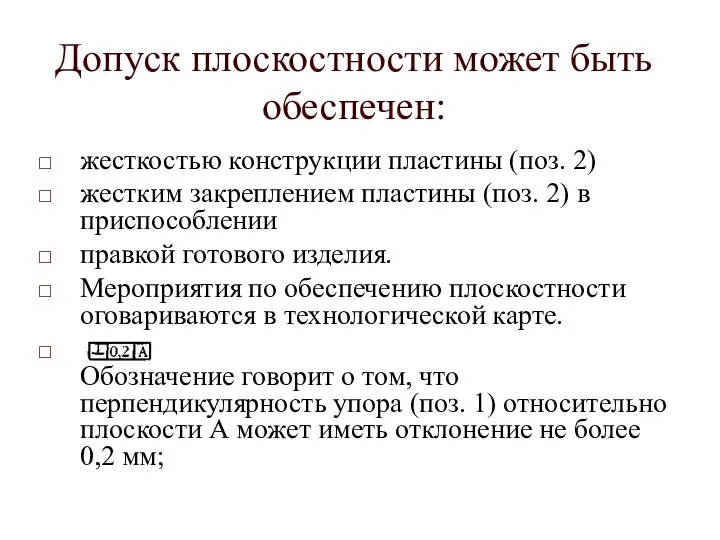
- 86. Определите допуски формы и расположения поверхностей Обозначение говорит о том, что после сварки узла нижняя плоскость
- 87. жесткостью конструкции пластины (поз. 2) жестким закреплением пластины (поз. 2) в приспособлении правкой готового изделия. Мероприятия
- 88. Изучите технические требования по сборке и контролю узла Технические требования: 1.Сварку производить электродами типа Э42А. 2.Клеймить
- 89. Производственная и технологическая документация
- 90. Технологическая документация Оформление технологической документации производится в соответствии с требованиями единой системы технологической документации (ЕСТД) Комплект
- 92. Технологическая инструкция (ТИ) технологический документ, содержащий описание приемов работы или технологических процессов изготовления или ремонта изделия
- 94. Технологическая инструкция может включать следующие разделы: Вводная часть Сварочные материалы Подготовка деталей под сварку Техника сварки
- 95. Карта технологического процесса (КТП) производственный документ, представляющий весь ход процесса сборки — сварки и обработки данного
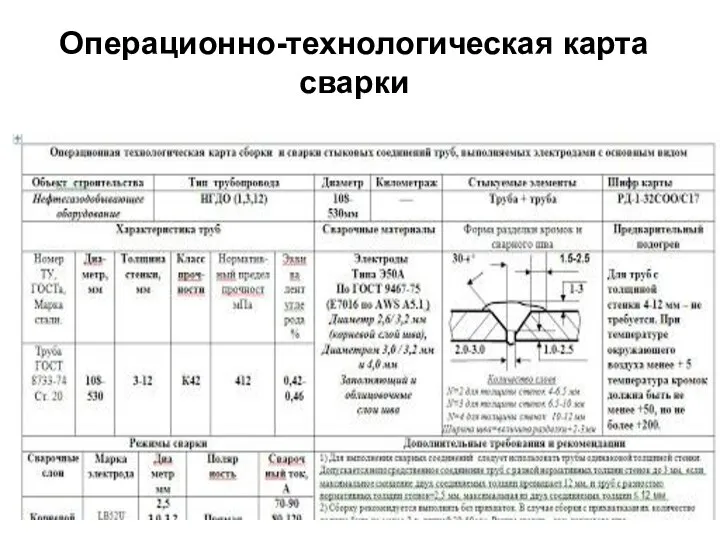
- 96. Операционно-технологическая карта сварки
- 97. pptPlex Section Divider Чтение технологической документации The slides after this divider will be grouped into a
- 98. Чтение технологической документации Технологическую инструкцию необходимо внимательно изучить в следующих случаях: перед началом выполнения соответствующей технологической
- 99. Последовательность чтения изучите содержание технологической инструкции ознакомьтесь со всеми ее разделами определите разделы, касающиеся технологической операции,
- 100. Последовательность изучения карты сварочно-сборочных работ изучите сборочный чертеж и спецификацию, представленные на карте (см. раздел 2
- 101. определите оборудование, приспособление, инструмент, электроды, которые необходимо использовать для выполнения каждой операции, а также режимы сварки,
- 102. Контрольные вопросы 1. К конструкторским документам относятся: а) чертеж детали; б) технические требования; в) карта технологического
- 103. 2. На сборочном чертеже указывают: а) технические требования; б) химический состав свариваемого материала; в) изображение сборочной
- 104. 3. Разрез — это: а) изображение предмета, мысленно рассеченного одной или несколькими плоскостями; б) изображение фигуры,
- 105. 4. Предельные отклонения размеров детали указываются: а) условными обозначениями полей допусков; б) числовыми значениями предельных отклонений;
- 106. 5. К допускам формы относятся: а) допуск прямолинейности; б) допуск плоскостности; в) допуск перпендикулярности
- 107. 6. При чтении рабочего чертежа в первую очередь определяют: а) требования по шероховатости поверхности; б) габариты
- 108. 7. К технологической документации относятся: а) спецификация; б) технологическая инструкция; в) карта технологического процесса.
- 109. 8. В карте технологического процесса указывают: а) данные о режимах сварки; б) паспортные данные оборудования; в)
- 110. 9. Технологическая инструкция содержит: а) описание приемов работы; б) описание физических и химических явлений; в) данные
- 112. Скачать презентацию
Основные группы материалов
подвергаемые сварке и резке
Углеродистые стали (конструкционные и инструментальные)
Чугуны (белый,
Основные группы материалов
подвергаемые сварке и резке
Углеродистые стали (конструкционные и инструментальные)
Чугуны (белый,
Строение и свойства металлов
Классификация металлов:
- черные металлы: железо, сталь,
Строение и свойства металлов
Классификация металлов:
- черные металлы: железо, сталь,
Строение и свойства металлов
Полиморфизм (аллотропия) металлов
Это свойство некоторых металлов при различных
Строение и свойства металлов
Полиморфизм (аллотропия) металлов
Это свойство некоторых металлов при различных
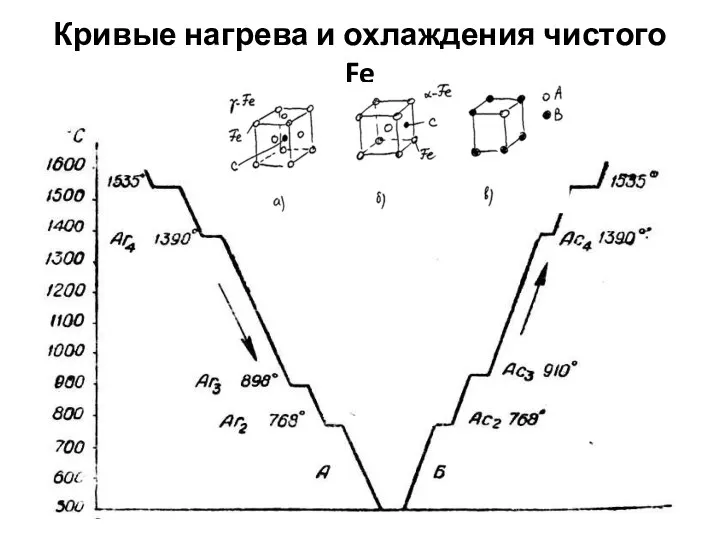
Кривые нагрева и охлаждения чистого Fe
Кривые нагрева и охлаждения чистого Fe
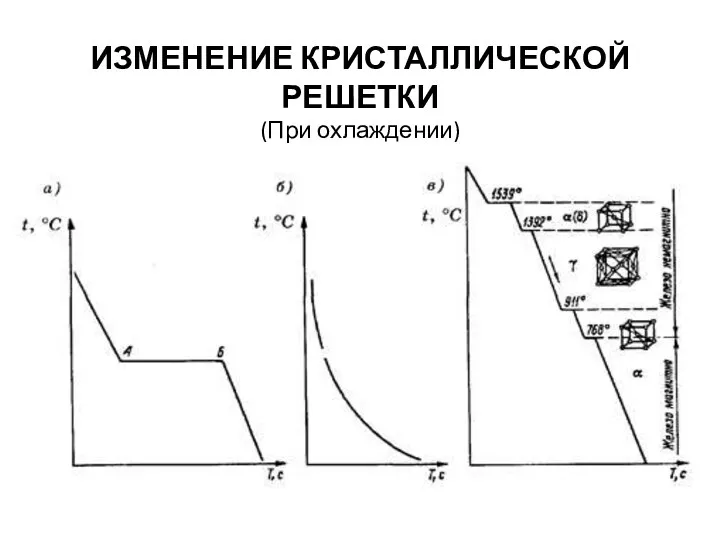
ИЗМЕНЕНИЕ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ
(При охлаждении)
ИЗМЕНЕНИЕ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ
(При охлаждении)
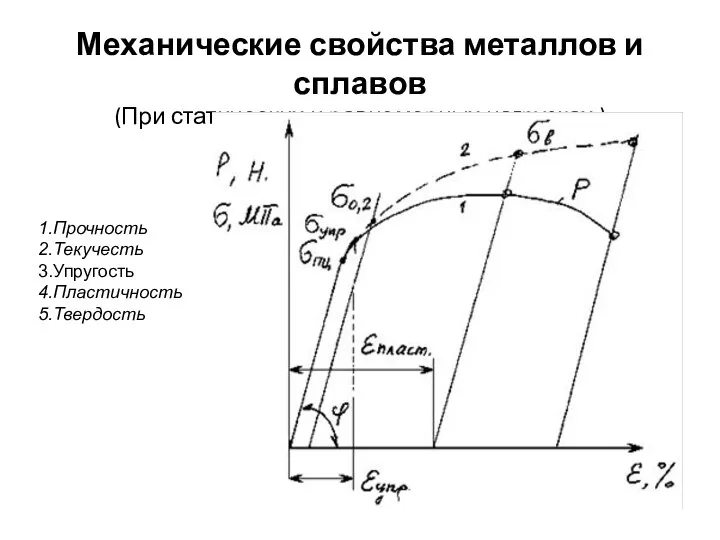
Механические свойства металлов и сплавов
(При статических и равномерных нагрузках )
1.Прочность
2.Текучесть
3.Упругость
4.Пластичность
5.Твердость
Механические свойства металлов и сплавов
(При статических и равномерных нагрузках )
1.Прочность
2.Текучесть
3.Упругость
4.Пластичность
5.Твердость
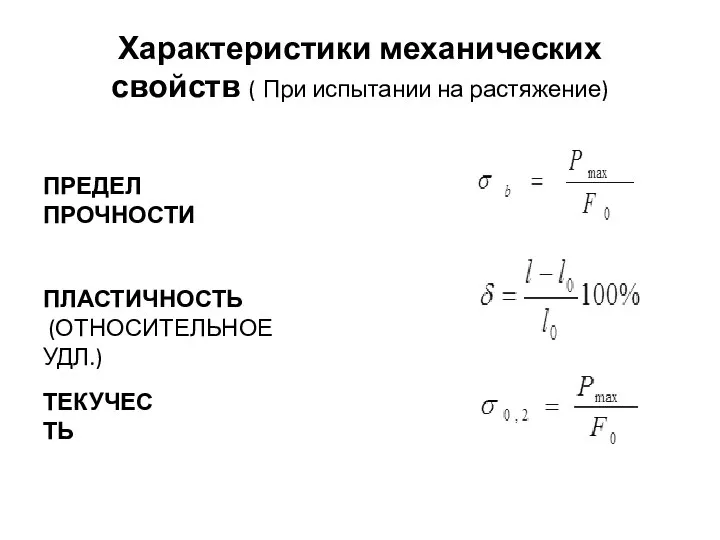
Характеристики механических
свойств ( При испытании на растяжение)
ПРЕДЕЛ ПРОЧНОСТИ
ПЛАСТИЧНОСТЬ
(ОТНОСИТЕЛЬНОЕ УДЛ.)
ТЕКУЧЕСТЬ
Характеристики механических
свойств ( При испытании на растяжение)
ПРЕДЕЛ ПРОЧНОСТИ
ПЛАСТИЧНОСТЬ
(ОТНОСИТЕЛЬНОЕ УДЛ.)
ТЕКУЧЕСТЬ
ТВЕРДОСТЬ
метод Бринелля (вдавливание шарика) – НВ;
метод Роквелла (вдавливание алмазного конуса) –
ТВЕРДОСТЬ
метод Бринелля (вдавливание шарика) – НВ;
метод Роквелла (вдавливание алмазного конуса) –
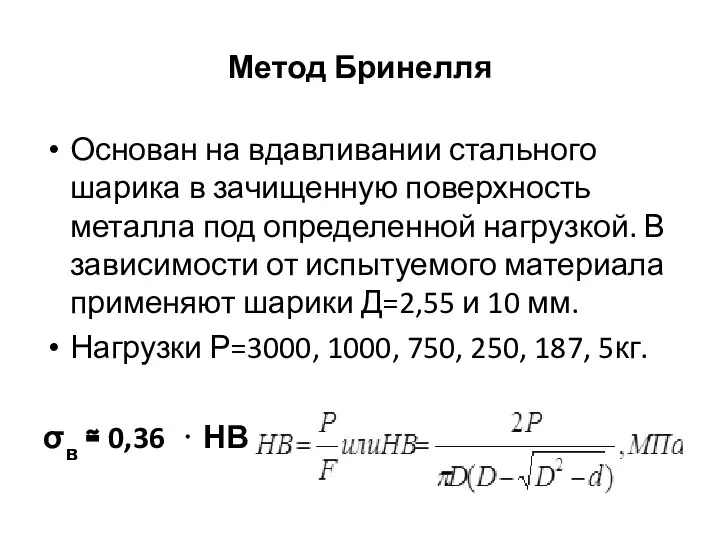
Метод Бринелля
Основан на вдавливании стального шарика в зачищенную поверхность металла
Метод Бринелля
Основан на вдавливании стального шарика в зачищенную поверхность металла
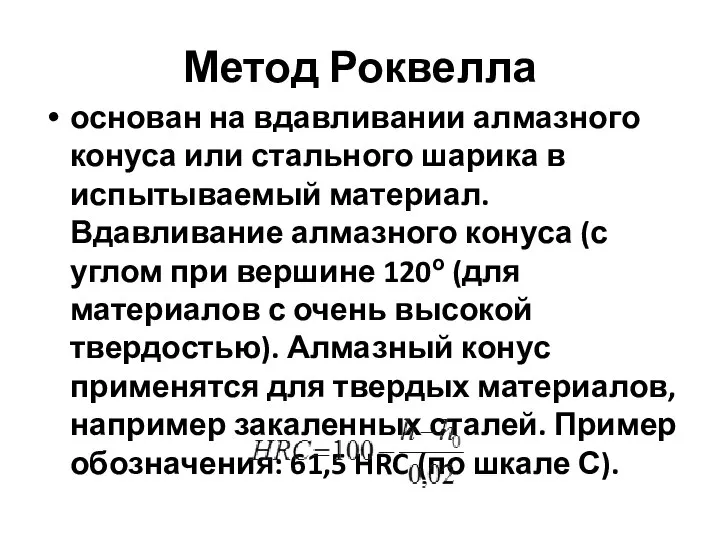
Метод Роквелла
основан на вдавливании алмазного конуса или стального шарика в
Метод Роквелла
основан на вдавливании алмазного конуса или стального шарика в
МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ ДИНАМИЧЕСКИХ НАГРУЗКАХ
Ударная вязкость
Ударное разрушение
Выносливость
Усталость
МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ ДИНАМИЧЕСКИХ НАГРУЗКАХ
Ударная вязкость
Ударное разрушение
Выносливость
Усталость
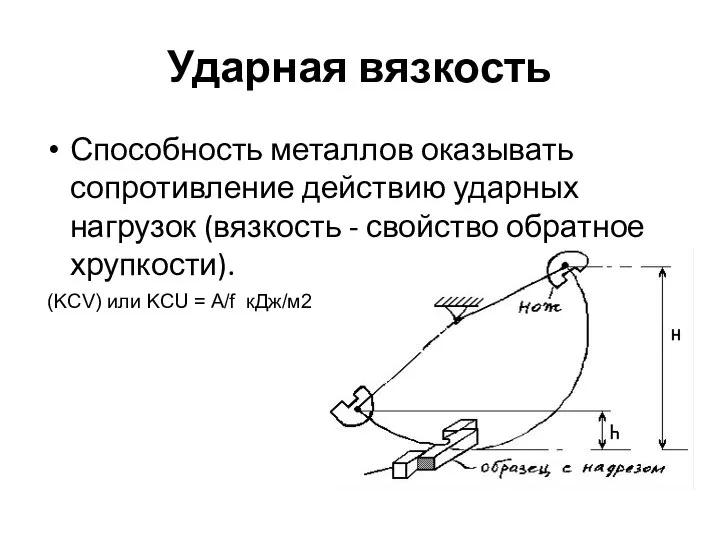
Ударная вязкость
Способность металлов оказывать сопротивление действию ударных нагрузок (вязкость - свойство
Ударная вязкость
Способность металлов оказывать сопротивление действию ударных нагрузок (вязкость - свойство
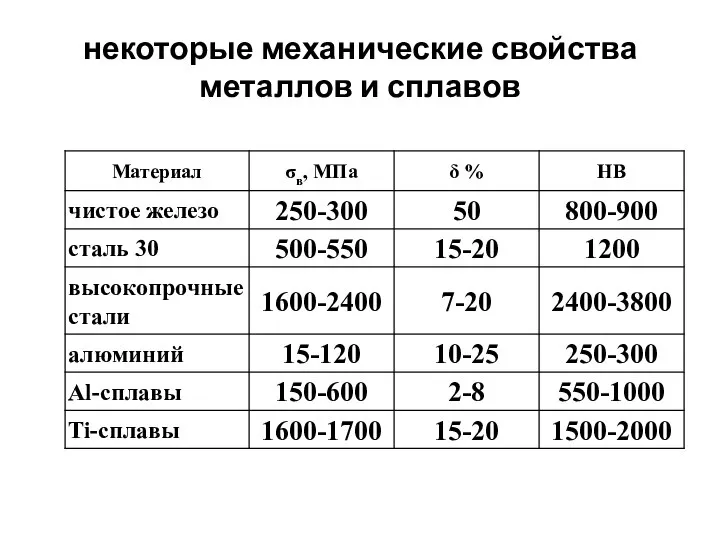
некоторые механические свойства металлов и сплавов
некоторые механические свойства металлов и сплавов
Строение и свойство сплавов
Основные понятия теории строения сплавов
Сплав - это
Строение и свойство сплавов
Основные понятия теории строения сплавов
Сплав - это
Классификация сплавов
- по числу компонентов - на двойные (бинарные), тройные и
Классификация сплавов
- по числу компонентов - на двойные (бинарные), тройные и
ТИПЫ СПЛАВОВ В ТВЕРДОМ СОСТОЯНИИ
- по числу компонентов - на двойные
ТИПЫ СПЛАВОВ В ТВЕРДОМ СОСТОЯНИИ
- по числу компонентов - на двойные
Механические смеси
Механические смеси называют эвтектиками, что означает «низкоплавкий». Их характерные особенности:
-
Механические смеси
Механические смеси называют эвтектиками, что означает «низкоплавкий». Их характерные особенности:
-
ТВЕРДЫЕ РАСТВОРЫ
Это соединения, в которых один из компонентов (металл) является растворителем,
ТВЕРДЫЕ РАСТВОРЫ
Это соединения, в которых один из компонентов (металл) является растворителем,
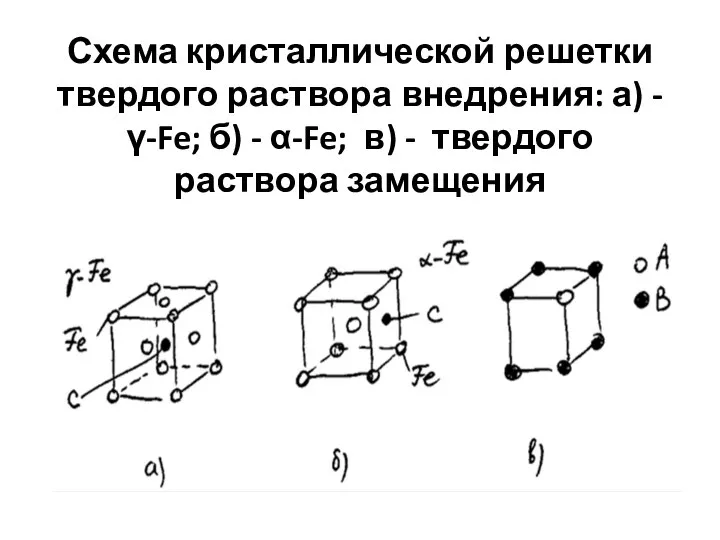
Схема кристаллической решетки твердого раствора внедрения: а) - γ-Fe; б) -
Схема кристаллической решетки твердого раствора внедрения: а) - γ-Fe; б) -
ХИМИЧЕСКИЕ СОЕДИНЕНИЯ
Они образуются при глубоком взаимодействии атомов компонентов. Например взаимодействие металла
ХИМИЧЕСКИЕ СОЕДИНЕНИЯ
Они образуются при глубоком взаимодействии атомов компонентов. Например взаимодействие металла
Железоуглеродистые сплавы
Железоуглеродистые сплавы - стали и чугуны.
Стали являются одним из
Железоуглеродистые сплавы
Железоуглеродистые сплавы - стали и чугуны.
Стали являются одним из
ОПРЕДЕЛЕНИЯ СТАЛЕЙ И ЧУГУНОВ
Стали – сплавы железа с углеродом и другими
ОПРЕДЕЛЕНИЯ СТАЛЕЙ И ЧУГУНОВ
Стали – сплавы железа с углеродом и другими

Диаграмма состояния Fe-Fe3С
Диаграмма состояния Fe-Fe3С
Углеродистые стали
По содержанию углерода:
- малоуглеродистые, содержащие углерода менее 0,25%;
- среднеуглеродистые,
Углеродистые стали
По содержанию углерода:
- малоуглеродистые, содержащие углерода менее 0,25%;
- среднеуглеродистые,
ЛИНИИ И ТОЧКИ ДИАГРАММЫ Fe-Fe3С
Линия ABCD - линия ликвидус.
Линия AHJECF –
ЛИНИИ И ТОЧКИ ДИАГРАММЫ Fe-Fe3С
Линия ABCD - линия ликвидус.
Линия AHJECF –
Характеристика структурных составляющих системы “железо-углерод”
1.Феррит (Ф) - твердый раствор углерода в
Характеристика структурных составляющих системы “железо-углерод”
1.Феррит (Ф) - твердый раствор углерода в
Характеристика структурных составляющих системы “железо-углерод”
4. Перлит (П) - это эвтектоид, механическая
Характеристика структурных составляющих системы “железо-углерод”
4. Перлит (П) - это эвтектоид, механическая
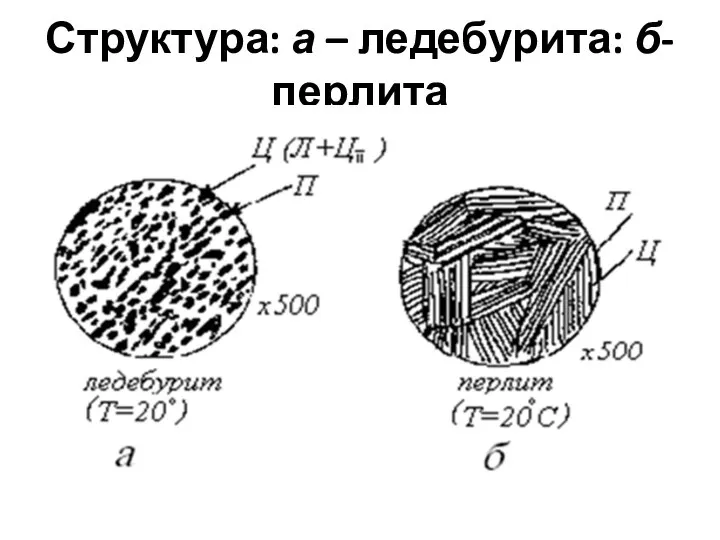
Структура: а – ледебурита: б- перлита
Структура: а – ледебурита: б- перлита

Структуры сталей:
а) доэвтектоидные; б) эвтектоидные; в) заэвтектоидные
Структуры сталей:
а) доэвтектоидные; б) эвтектоидные; в) заэвтектоидные
Белый (передельный) чугун
До эвтектический – С до 4.3%
Эвтектический – С =
Белый (передельный) чугун
До эвтектический – С до 4.3%
Эвтектический – С =
Термическая обработка стали
Сущность любой термообработки заключается в изменении структуры стали
Термическая обработка стали
Сущность любой термообработки заключается в изменении структуры стали
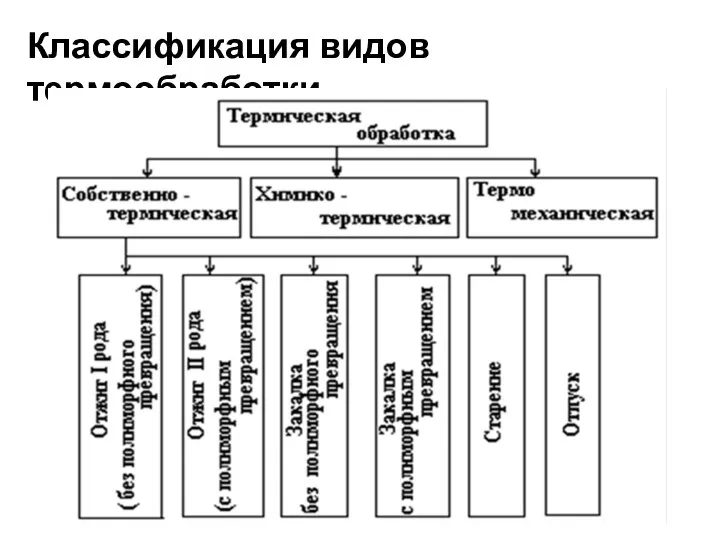
Классификация видов термообработки
Классификация видов термообработки
Виды термической обработки
1. отжиг чаще применяют, для доэвтектоидных сталей. При полном
Виды термической обработки
1. отжиг чаще применяют, для доэвтектоидных сталей. При полном
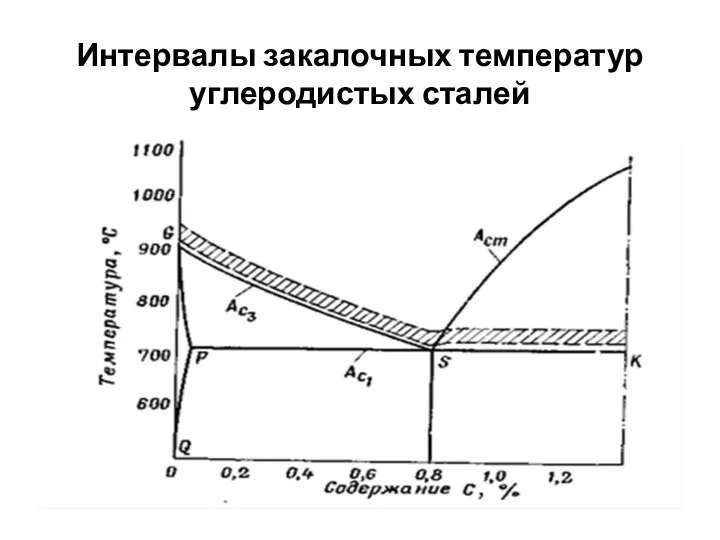
Интервалы закалочных температур углеродистых сталей
Интервалы закалочных температур углеродистых сталей
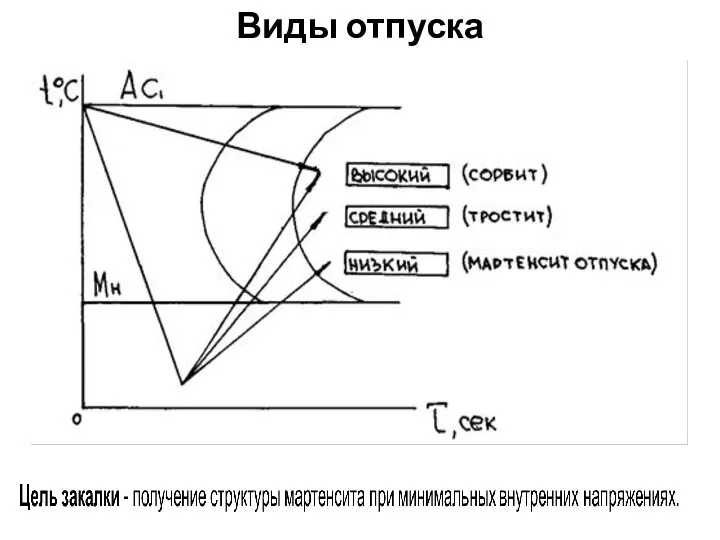
Виды отпуска
Виды отпуска
Классификация и маркировка сталей
Сталями принято называть сплавы железа с углеродом, содержащие до 2,14%
Классификация и маркировка сталей
Сталями принято называть сплавы железа с углеродом, содержащие до 2,14%
Углеродистые стали
Конструкционные и инструментальные по содержанию углерода подразделяются на:
-
Углеродистые стали
Конструкционные и инструментальные по содержанию углерода подразделяются на:
-
Качество сталей
(определяется содержанием вредных примесей Р и S)
Стали обыкновенного качества, содержание
Качество сталей
(определяется содержанием вредных примесей Р и S)
Стали обыкновенного качества, содержание
Степень раскисления сталей
(при производстве- при раз-ливке)
спокойные стали, т. е., полностью раскисленные; такие
Степень раскисления сталей
(при производстве- при раз-ливке)
спокойные стали, т. е., полностью раскисленные; такие
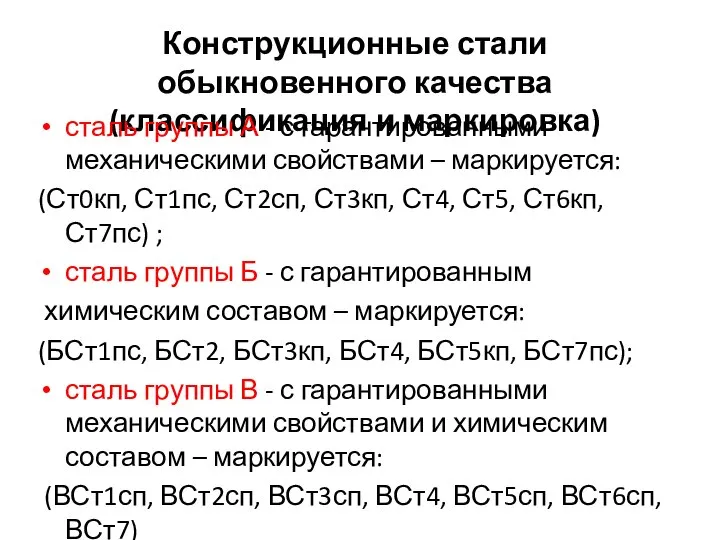
Конструкционные стали обыкновенного качества (классификация и маркировка)
сталь группы А - с гарантированными
Конструкционные стали обыкновенного качества (классификация и маркировка)
сталь группы А - с гарантированными

Примерное содержание С в сталях обыкновенного качества
Примерное содержание С в сталях обыкновенного качества
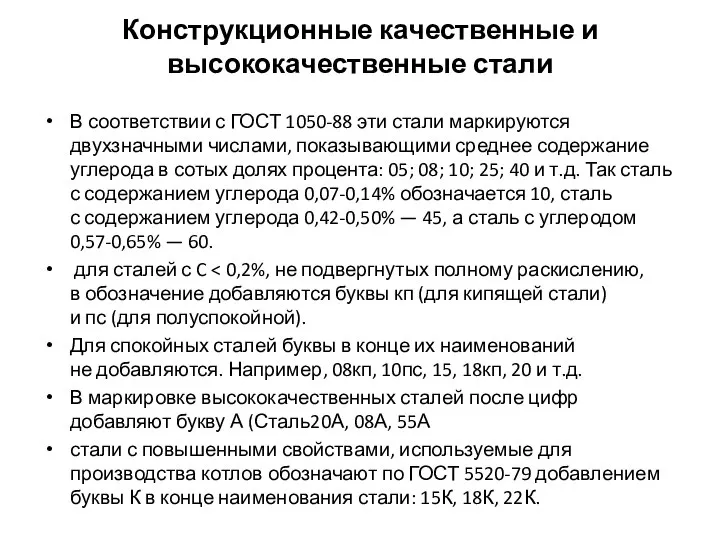
Конструкционные качественные и высококачественные стали
В соответствии с ГОСТ 1050-88 эти стали маркируются двухзначными
Конструкционные качественные и высококачественные стали
В соответствии с ГОСТ 1050-88 эти стали маркируются двухзначными
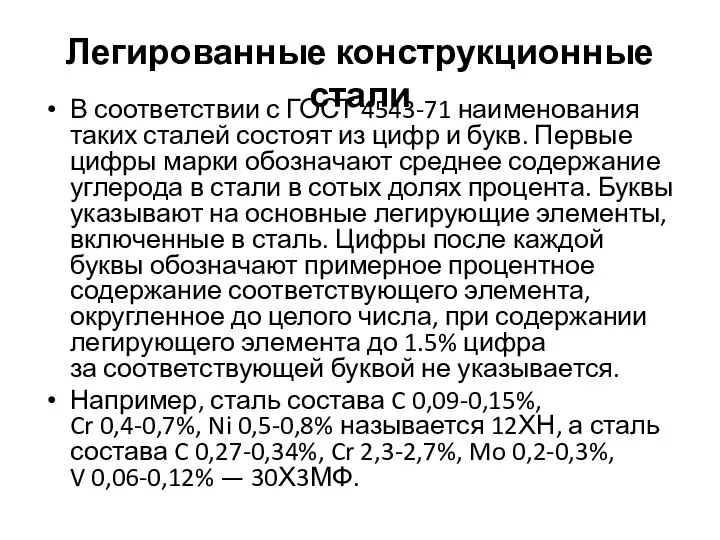
Легированные конструкционные стали
В соответствии с ГОСТ 4543-71 наименования таких сталей состоят из цифр
Легированные конструкционные стали
В соответствии с ГОСТ 4543-71 наименования таких сталей состоят из цифр
Строительные стали
Строительные стали по ГОСТ 27772-88 обозначаются буквой С (строительная) и цифрами, соответствующими минимальному пределу
Строительные стали
Строительные стали по ГОСТ 27772-88 обозначаются буквой С (строительная) и цифрами, соответствующими минимальному пределу
Инструментальные углеродистые стали
Данные стали в соответствии с ГОСТ 1435-90 делятся на качественные и высококачественные.
Качественные стали
Инструментальные углеродистые стали
Данные стали в соответствии с ГОСТ 1435-90 делятся на качественные и высококачественные.
Качественные стали
Легированные инструментальные стали
по ГОСТ 5950-73 в основном те же, что и для конструкционных легированных. Различие заключается
Легированные инструментальные стали
по ГОСТ 5950-73 в основном те же, что и для конструкционных легированных. Различие заключается
Нержавеющие стали
Обозначения стандартных нержавеющих сталей согласно ГОСТ 5632-72 состоят из букв и цифр и строятся
Нержавеющие стали
Обозначения стандартных нержавеющих сталей согласно ГОСТ 5632-72 состоят из букв и цифр и строятся
Алюминий - легкий металл с плотностью < 3 г/см3,
Характеристика:
-металл
Алюминий - легкий металл с плотностью < 3 г/см3,
Характеристика:
-металл
Сплавы алюминия
Деформируемые сплавы (ГОСТ 4784-97) Al + Сu
2-х компонентные сплавы (Al-Cu,
Сплавы алюминия
Деформируемые сплавы (ГОСТ 4784-97) Al + Сu
2-х компонентные сплавы (Al-Cu,
Медь и ее маркировка
Медь (Сu) тяжелый металл красного цвета
Характеристика:
-Кр. Решетка
Медь и ее маркировка
Медь (Сu) тяжелый металл красного цвета
Характеристика:
-Кр. Решетка
Сплавы меди
Латуни (Си+Zn) – деформируемый сплав
Маркируют буквой Л и цифрой,
Сплавы меди
Латуни (Си+Zn) – деформируемый сплав
Маркируют буквой Л и цифрой,
Твердые припои на основе меди
Твердые припои, имеющие высокую температуру плавления
- медно-цинковые
Твердые припои на основе меди
Твердые припои, имеющие высокую температуру плавления
- медно-цинковые
Конструкторская и производственно-технологическая документация
Конструкторская и производственно-технологическая документация
Конструкторская документация
Конструкторская документация
Конструкторская документация
Оформление конструкторской документации производится в соответствии с «Единой системой
Конструкторская документация
Оформление конструкторской документации производится в соответствии с «Единой системой
Чертеж детали
документ,
содержащий изображение детали
и другие данные, необходимые для
ее изготовления и
Чертеж детали
документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и
Сборочный чертеж (СБ)
документ, содержащий изображение сборочной единицы и другие данные,
необходимые
Сборочный чертеж (СБ)
документ, содержащий изображение сборочной единицы и другие данные, необходимые
Спецификация
документ, определяющий состав сборочной единицы, например, спецификация к сборочному чертежу кронштейна
Спецификация
документ, определяющий состав сборочной единицы, например, спецификация к сборочному чертежу кронштейна
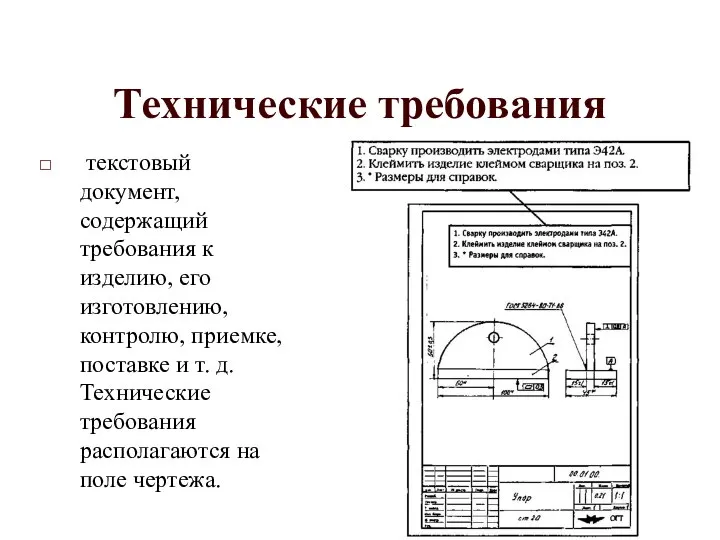
Технические требования
текстовый документ,
содержащий требования к изделию, его изготовлению,
контролю, приемке, поставке
Технические требования
текстовый документ, содержащий требования к изделию, его изготовлению, контролю, приемке, поставке
Чтение конструкторской документации
Чтение конструкторской документации
Чтение конструкторской документации
Сборка и сварка изделий производятся в соответствии
со сборочными чертежами.
Чтение конструкторской документации
Сборка и сварка изделий производятся в соответствии
со сборочными чертежами.
Изображение сборочной единицы
Изображения на чертеже разделяются на виды, разрезы, сечения.
Изображение сборочной единицы
Изображения на чертеже разделяются на виды, разрезы, сечения.
Разрезы и сечение
Разрезы—изображение предмета, мысленно рассеченного одной или несколькими плоскостями.
Разрезы и сечение
Разрезы—изображение предмета, мысленно рассеченного одной или несколькими плоскостями.
Габаритные и установочные размеры и их предельные отклонения на сборочных чертежах
Сварное
Габаритные и установочные размеры и их предельные отклонения на сборочных чертежах
Сварное

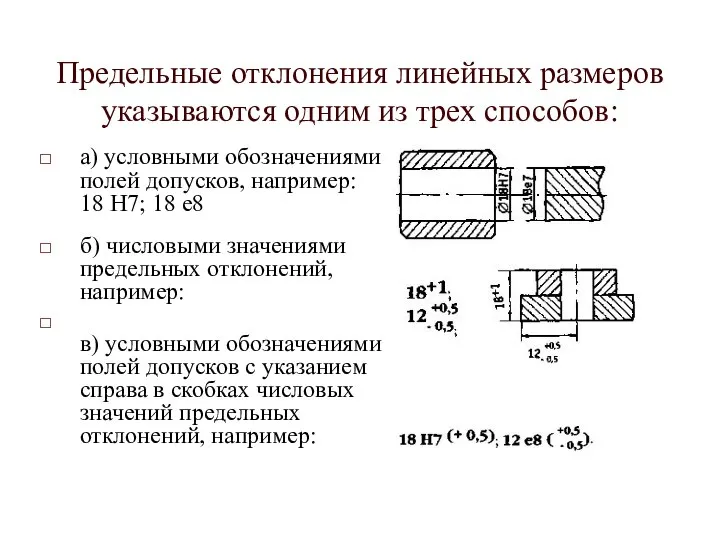
Предельные отклонения линейных размеров указываются одним из трех способов:
а) условными обозначениями
полей
Предельные отклонения линейных размеров указываются одним из трех способов:
а) условными обозначениями
полей

Допуски и посадки
Допуски и посадки
Предельные отклонения размеров
Предельные отклонения размеров

Обозначение допусков
Обозначение допусков

Допуски формы и расположения поверхностей
Допуски формы и расположения поверхностей
При чтении на чертежах допусков и расположения поверхностей следует иметь в
При чтении на чертежах допусков и расположения поверхностей следует иметь в
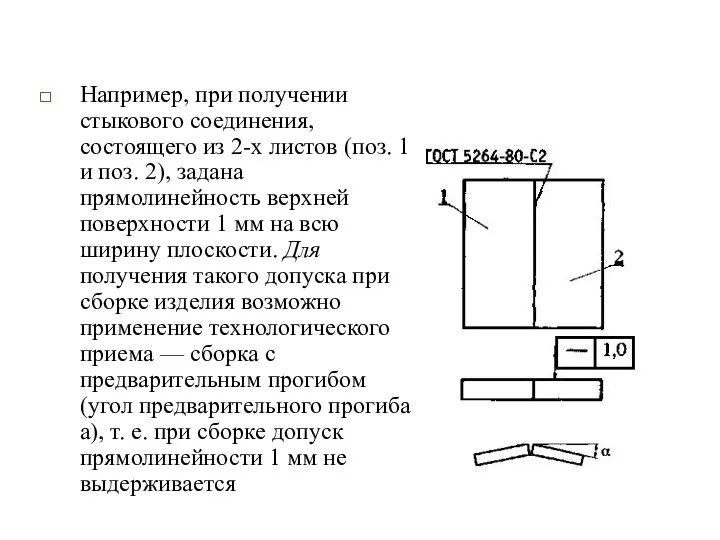
Например, при получении стыкового соединения, состоящего из 2-х листов (поз. 1
Например, при получении стыкового соединения, состоящего из 2-х листов (поз. 1
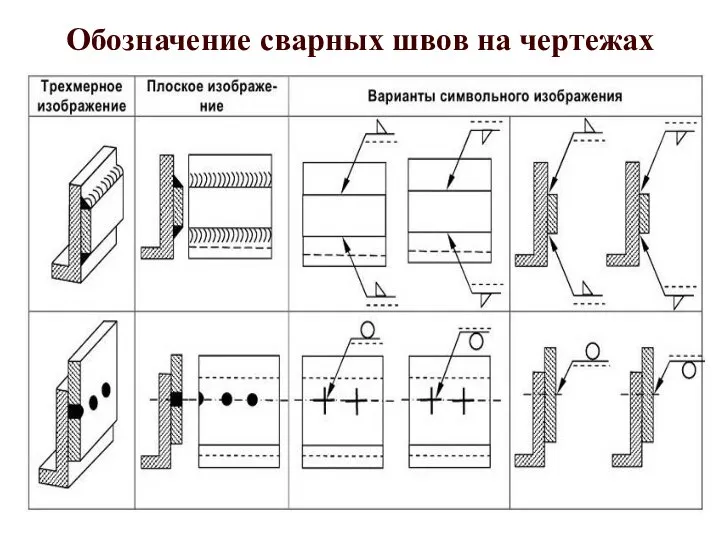
Обозначение сварных швов на чертежах
Обозначение сварных швов на чертежах

Обозначение швов сварных соединений
Обозначение швов сварных соединений

СБ. Ч. Сварная конструкция
СБ. Ч. Сварная конструкция
Технические требования и надписи на чертежах
чертеж может содержать:
текстовую часть, состоящую
Технические требования и надписи на чертежах
чертеж может содержать:
текстовую часть, состоящую
Технические требования включают в себя:
требования, предъявляемые к материалу, например, твердость поверхности
массу
Технические требования включают в себя:
требования, предъявляемые к материалу, например, твердость поверхности
массу
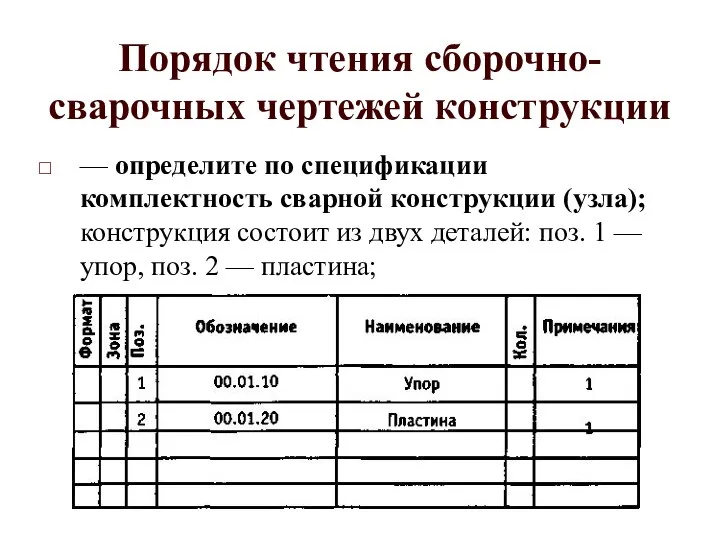
Порядок чтения сборочно-сварочных чертежей конструкции
— определите по спецификации комплектность сварной конструкции
Порядок чтения сборочно-сварочных чертежей конструкции
— определите по спецификации комплектность сварной конструкции
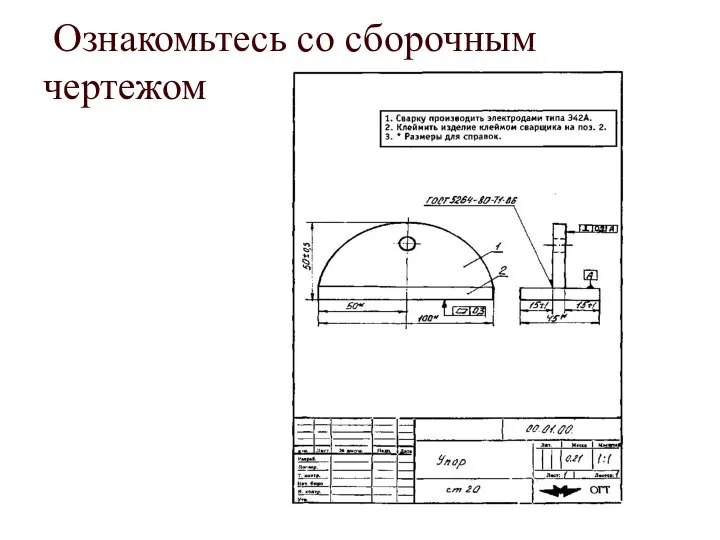
Ознакомьтесь со сборочным чертежом
Ознакомьтесь со сборочным чертежом
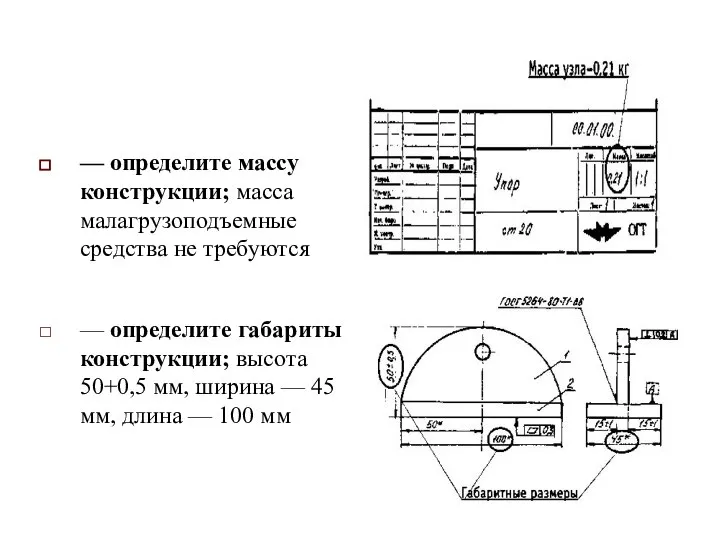
— определите массу конструкции; масса малагрузоподъемные средства не требуются
— определите габариты
— определите массу конструкции; масса малагрузоподъемные средства не требуются
— определите габариты
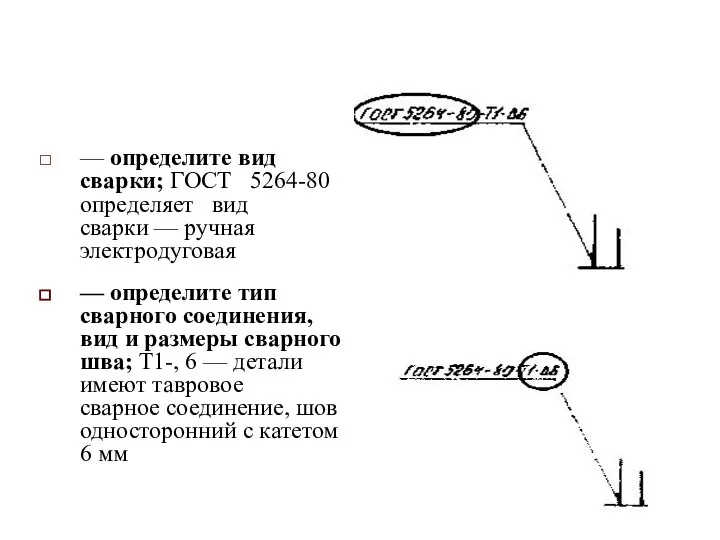
— определите вид сварки; ГОСТ 5264-80 определяет вид
сварки — ручная электродуговая
— определите вид сварки; ГОСТ 5264-80 определяет вид сварки — ручная электродуговая
Определите размерную
точность сборки
размеры 15±1
мм определяют поле допуска размещения упора (поз. 1)
Определите размерную
точность сборки
размеры 15±1 мм определяют поле допуска размещения упора (поз. 1)
Определите допуски формы и расположения поверхностей
Обозначение
говорит о том, что после
Определите допуски формы и расположения поверхностей
Обозначение говорит о том, что после
жесткостью конструкции пластины (поз. 2)
жестким закреплением пластины (поз. 2) в приспособлении
правкой
жесткостью конструкции пластины (поз. 2)
жестким закреплением пластины (поз. 2) в приспособлении
правкой
Изучите технические требования по сборке и контролю узла
Технические требования:
1.Сварку производить электродами
Изучите технические требования по сборке и контролю узла
Технические требования:
1.Сварку производить электродами
Производственная и технологическая документация
Производственная и технологическая документация
Технологическая документация
Оформление технологической документации производится в соответствии с требованиями единой системы
Технологическая документация
Оформление технологической документации производится в соответствии с требованиями единой системы
Технологическая инструкция (ТИ)
технологический документ, содержащий описание приемов работы или технологических процессов
Технологическая инструкция (ТИ)
технологический документ, содержащий описание приемов работы или технологических процессов
Технологическая инструкция может включать следующие разделы:
Вводная часть
Сварочные материалы
Подготовка деталей под сварку
Техника
Технологическая инструкция может включать следующие разделы:
Вводная часть
Сварочные материалы
Подготовка деталей под сварку
Техника
Карта технологического процесса (КТП)
производственный документ, представляющий весь ход процесса сборки —
Карта технологического процесса (КТП)
производственный документ, представляющий весь ход процесса сборки —
Операционно-технологическая карта сварки
Операционно-технологическая карта сварки
pptPlex Section Divider
Чтение технологической документации
The slides after this divider will be
pptPlex Section Divider
Чтение технологической документации
The slides after this divider will be
Чтение технологической документации
Технологическую инструкцию необходимо внимательно изучить в следующих случаях:
перед началом
Чтение технологической документации
Технологическую инструкцию необходимо внимательно изучить в следующих случаях:
перед началом
Последовательность чтения
изучите содержание технологической инструкции
ознакомьтесь со всеми ее разделами
определите разделы, касающиеся
Последовательность чтения
изучите содержание технологической инструкции
ознакомьтесь со всеми ее разделами
определите разделы, касающиеся
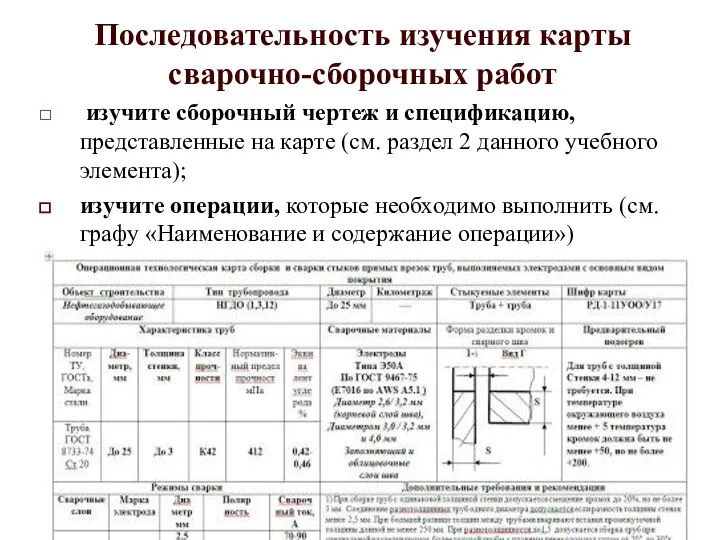
Последовательность изучения карты сварочно-сборочных работ
изучите сборочный чертеж и спецификацию,
представленные
Последовательность изучения карты сварочно-сборочных работ
изучите сборочный чертеж и спецификацию, представленные
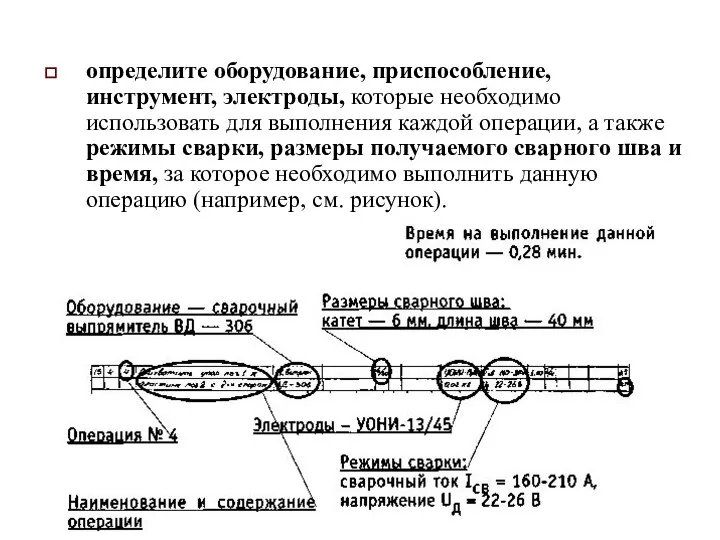
определите оборудование, приспособление,
инструмент, электроды, которые необходимо использовать для выполнения каждой операции,
определите оборудование, приспособление, инструмент, электроды, которые необходимо использовать для выполнения каждой операции,
Контрольные вопросы
1. К конструкторским документам относятся:
а) чертеж детали;
б) технические требования;
в) карта технологического процесса.
Контрольные вопросы
1. К конструкторским документам относятся:
а) чертеж детали;
б) технические требования;
в) карта технологического процесса.
2. На сборочном чертеже указывают:
а) технические требования;
б) химический состав свариваемого материала;
в) изображение сборочной единицы.
2. На сборочном чертеже указывают:
а) технические требования;
б) химический состав свариваемого материала;
в) изображение сборочной единицы.
3. Разрез — это:
а) изображение предмета, мысленно рассеченного одной или несколькими плоскостями;
б) изображение фигуры,
3. Разрез — это:
а) изображение предмета, мысленно рассеченного одной или несколькими плоскостями;
б) изображение фигуры,
4. Предельные отклонения размеров детали указываются:
а) условными обозначениями полей допусков;
б) числовыми значениями предельных отклонений;
в) условными
4. Предельные отклонения размеров детали указываются:
а) условными обозначениями полей допусков;
б) числовыми значениями предельных отклонений;
в) условными
5. К допускам формы относятся:
а) допуск прямолинейности;
б) допуск плоскостности;
в) допуск перпендикулярности
5. К допускам формы относятся:
а) допуск прямолинейности;
б) допуск плоскостности;
в) допуск перпендикулярности
6. При чтении рабочего чертежа в первую очередь определяют:
а) требования по шероховатости
6. При чтении рабочего чертежа в первую очередь определяют:
а) требования по шероховатости
7. К технологической документации относятся:
а) спецификация;
б) технологическая инструкция;
в) карта технологического процесса.
7. К технологической документации относятся:
а) спецификация;
б) технологическая инструкция;
в) карта технологического процесса.
8. В карте технологического процесса указывают:
а) данные о режимах сварки;
б) паспортные данные оборудования;
в) приспособления и
8. В карте технологического процесса указывают:
а) данные о режимах сварки;
б) паспортные данные оборудования;
в) приспособления и
9. Технологическая инструкция содержит:
а) описание приемов работы;
б) описание физических и химических явлений;
в) данные о режимах
9. Технологическая инструкция содержит:
а) описание приемов работы;
б) описание физических и химических явлений;
в) данные о режимах
 20130603_rechevaya_konferenciya
20130603_rechevaya_konferenciya Интеллектуальная игра по мотивам шоу Где логика
Интеллектуальная игра по мотивам шоу Где логика Электроэнергетика (9 класс)
Электроэнергетика (9 класс) Робототехника. История робототехники. Классы роботов
Робототехника. История робототехники. Классы роботов 0802В202
0802В202 Итоги деятельности Карагандинского ТУМС
Итоги деятельности Карагандинского ТУМС Дз Ямчук
Дз Ямчук Виконання робіт за 1-ше півріччя по Іллінецькій дільниці Гайсинського відділення грс іллінці
Виконання робіт за 1-ше півріччя по Іллінецькій дільниці Гайсинського відділення грс іллінці Путешествие в город Цифроград. Математический досуг для детей старшего возраста
Путешествие в город Цифроград. Математический досуг для детей старшего возраста Разработка технологического процесса с организацией механического участка изготовления детали оправка
Разработка технологического процесса с организацией механического участка изготовления детали оправка коллаж триколор(1)
коллаж триколор(1) Технология продажи непродовольственных товаров: трикотажные изделия
Технология продажи непродовольственных товаров: трикотажные изделия Одноэтажное промышленное здание. Несущий каркас
Одноэтажное промышленное здание. Несущий каркас Площадка Конструирование и робототехника
Площадка Конструирование и робототехника NKR
NKR Залежи нефти и газа
Залежи нефти и газа Город Нижневартовск Сквер в квартале 24 г. Нижневартовска
Город Нижневартовск Сквер в квартале 24 г. Нижневартовска World around us_materials
World around us_materials Джйотиш (разделы)
Джйотиш (разделы) урок музыки 3 класс
урок музыки 3 класс Прихватка из лоскутков
Прихватка из лоскутков 20140902_kazartseva_i.v._pekhotnyy_selenginskiy_polk
20140902_kazartseva_i.v._pekhotnyy_selenginskiy_polk 20140329_formirovanie_grafomotornykh_navykove
20140329_formirovanie_grafomotornykh_navykove Отчет по производственной практике ПМ 03. Заправка ТС горючими и смазочными материалами
Отчет по производственной практике ПМ 03. Заправка ТС горючими и смазочными материалами Инструкция к ProjectMate 10
Инструкция к ProjectMate 10 Семиотика и ее основные проблемы
Семиотика и ее основные проблемы 20130701_vesenniy_dozhd
20130701_vesenniy_dozhd Пещера Шульган-Таш (Каповая)
Пещера Шульган-Таш (Каповая)