- Сварка углеродистых сталей

Содержание
- 2. Низкоуглеродистые стали содержат до 0,25 % углерода. Трудности при сварке. Особых затруднений сварка не вызывает. Сталь
- 3. Характеристика пламени. Вид пламени — нормальное. Его тепловую мощность при левом способе сварки выбирают исходя из
- 4. Технологические особенности. Сварку проводят без флюса с использованием в качестве присадочного материала сварочной проволоки следующих марок:
- 5. Техника сварки. Сварку выполняют как левым, так и правым способами.
- 6. Дополнительные меры. Для уплотнения и повышения пластичности наплавленного металла после сварки применяют проковку и последующую термообработку
- 7. Среднеуглеродистые стали содержат 0,25...0,6 % углерода. Трудности при сварке. Свариваемость ухудшается по мере увеличения содержания углерода
- 8. Характеристика пламени. Вид пламени — нормальное или слегка науглероживающее. Его тепловая мощность должна быть меньше, чем
- 9. Технологические особенности. Сварку сталей при содержании углерода до 0,45 % проводят без флюса, а при 0,45...0,6%
- 10. В качестве присадочного материала используют проволоку марок Св-08 ГА, -10ГА и -12ГС. При толщине металла свыше
- 11. Техника сварки. Сварку выполняют только левым способом, так он позволяет уменьшить перегрев основного металла.
- 12. Дополнительные меры. Для улучшения механических свойств сварного соединения шов проковывают при температуре 850...900°С с последующим высокотемпературным
- 13. Высокоуглеродистые стали содержат 0,6...2,0 % углерода. Трудности при сварке. Плохо свариваются из-за образования трещин в закалочных
- 14. Характеристика пламени. Вид пламени — нормальное или слегка науглероживающее. Его тепловую мощность выбирают исходя из расхода
- 15. Технологические особенности. Сварку проводят с применением флюсов и проволок тех же марок, что и при сварке
- 16. Техника сварки. Сварку выполняют левым способом без поперечных колебаний мундштука горелки.
- 18. Скачать презентацию

Низкоуглеродистые стали содержат до 0,25 % углерода.
Трудности при сварке.
Особых затруднений
Низкоуглеродистые стали содержат до 0,25 % углерода.
Трудности при сварке.
Особых затруднений

Характеристика пламени.
Вид пламени — нормальное. Его тепловую мощность при левом
Характеристика пламени.
Вид пламени — нормальное. Его тепловую мощность при левом
Технологические особенности.
Сварку проводят без флюса с использованием в качестве присадочного
Технологические особенности.
Сварку проводят без флюса с использованием в качестве присадочного

Техника сварки.
Сварку выполняют как левым, так и правым способами.
Техника сварки.
Сварку выполняют как левым, так и правым способами.
Дополнительные меры.
Для уплотнения и повышения пластичности наплавленного металла после сварки
Дополнительные меры.
Для уплотнения и повышения пластичности наплавленного металла после сварки

Среднеуглеродистые стали содержат 0,25...0,6 % углерода.
Трудности при сварке.
Свариваемость ухудшается по
Среднеуглеродистые стали содержат 0,25...0,6 % углерода.
Трудности при сварке.
Свариваемость ухудшается по

Характеристика пламени.
Вид пламени — нормальное или слегка науглероживающее. Его тепловая
Характеристика пламени.
Вид пламени — нормальное или слегка науглероживающее. Его тепловая
Технологические особенности.
Сварку сталей при содержании углерода до 0,45 % проводят
Технологические особенности.
Сварку сталей при содержании углерода до 0,45 % проводят

В качестве присадочного материала используют проволоку марок Св-08 ГА, -10ГА и
В качестве присадочного материала используют проволоку марок Св-08 ГА, -10ГА и

Техника сварки.
Сварку выполняют только левым способом, так он позволяет уменьшить
Техника сварки.
Сварку выполняют только левым способом, так он позволяет уменьшить
Дополнительные меры.
Для улучшения механических свойств сварного соединения шов проковывают при
Дополнительные меры.
Для улучшения механических свойств сварного соединения шов проковывают при
Высокоуглеродистые стали содержат 0,6...2,0 % углерода.
Трудности при сварке.
Плохо свариваются из-за
Высокоуглеродистые стали содержат 0,6...2,0 % углерода.
Трудности при сварке.
Плохо свариваются из-за
Характеристика пламени.
Вид пламени — нормальное или слегка науглероживающее. Его тепловую
Характеристика пламени.
Вид пламени — нормальное или слегка науглероживающее. Его тепловую

Технологические особенности.
Сварку проводят с применением флюсов и проволок тех же
Технологические особенности.
Сварку проводят с применением флюсов и проволок тех же

Техника сварки.
Сварку выполняют левым способом без поперечных колебаний мундштука горелки.
Техника сварки.
Сварку выполняют левым способом без поперечных колебаний мундштука горелки.
 Поняття про паливо. Умовне паливо
Поняття про паливо. Умовне паливо Дифференциальный усилитель с постоянной крутизной
Дифференциальный усилитель с постоянной крутизной Предложения по благоустройству Город моей мечты
Предложения по благоустройству Город моей мечты Семинар 1. Знакомство с БД
Семинар 1. Знакомство с БД Разработка АСУ печи ПП-1,6А предварительного подогрева нефти
Разработка АСУ печи ПП-1,6А предварительного подогрева нефти 20140213_rytsarskiy_turnir_-_prezentatsiya
20140213_rytsarskiy_turnir_-_prezentatsiya Материалы для дистанционной поддержки учащихся по дополнительной программе
Материалы для дистанционной поддержки учащихся по дополнительной программе Сфигмометр VaSera VS-2000
Сфигмометр VaSera VS-2000 Lirika_russkogo_roka
Lirika_russkogo_roka Презентация Бизнес с нуля
Презентация Бизнес с нуля zhivotnie_i_detenishi
zhivotnie_i_detenishi Модернизация турбины К-500-240 ЭГРЭС-1
Модернизация турбины К-500-240 ЭГРЭС-1 20170618_sobor_vasiliya_blazhennogo
20170618_sobor_vasiliya_blazhennogo Профессии будущего
Профессии будущего Механизация и технология доения коров
Механизация и технология доения коров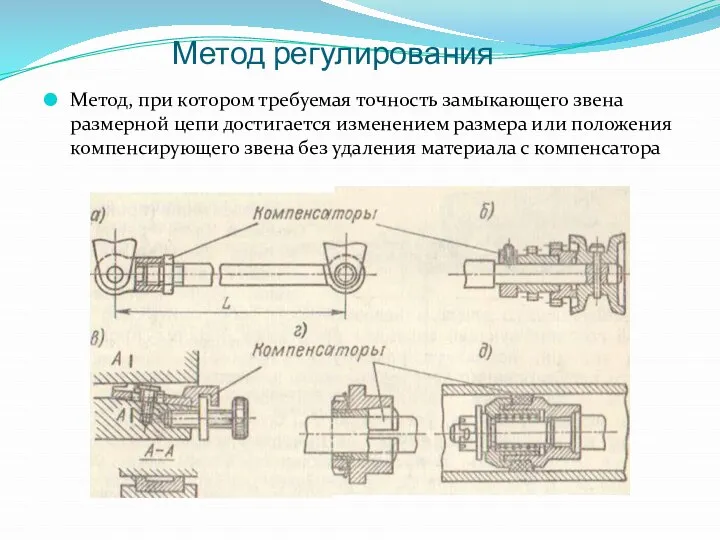 Метод регулирования
Метод регулирования Навеска пластиковая
Навеска пластиковая Organizacja kursu, wprowadzenie i repetytorium
Organizacja kursu, wprowadzenie i repetytorium Конкуренция и структура рынка
Конкуренция и структура рынка Целеполагание
Целеполагание Growing cotton
Growing cotton Конфекционирование
Конфекционирование ПОЭЗИЯ
ПОЭЗИЯ Elektronnaya AFP
Elektronnaya AFP Монтаж строительных конструкций
Монтаж строительных конструкций Викторина к 8 марта для девочек
Викторина к 8 марта для девочек 227737
227737 Автоматизация участка фильтрации верхнего слива нейтральных сгустителей
Автоматизация участка фильтрации верхнего слива нейтральных сгустителей