- Технологический процесс и его элементы

Содержание
- 2. Типовая структура производства
- 3. Структура производственного процесса
- 4. Производственный процесс – это совокупность всех действий людей и орудий производства, необходимых на данном предприятии для
- 5. Классификация производств по назначению Основное Вспомогательное Опытное Основное производство – это производство товарной продукции. (процесс изготовления
- 6. Вспомогательное производство – это производство средств, необходимых для функционирования основного производства. Процессы, которые обеспечивают бесперебойное протекание
- 7. Опытное производство – это производство образцов, партий или серий изделий для проведения исследовательских работ или разработки
- 8. Классификация производственных процессов по характеру состава продукции Синтетические - из различных видов сырья и материалов изготавливается
- 9. Сущность процессов по характеру протекания. С — сырье; М — материалы; ГП — готовая продукция
- 10. Классификация производственных процессов по стадии изготовления Подготовительный (разборочный) процесс приемка материалов, сырья, полуфабрикатов, деталей и подлежащих
- 11. Заготовительный процесс - восстановление изношенных и изготовление новых литых, кованных, штампованных, сварных и других заготовок деталей
- 12. Обрабатывающий процесс выполнение различных видов механической, химической или иной обработки деталей с целью придания им необходимых
- 13. Выпускающий (сборочный) процесс из изделий и деталей, получаемых из специализированных и обработочных цехов, а также из
- 14. Классификация производственных процессов по степени технической оснащенности Ручные - выполняемые полностью вручную или с помощью орудий
- 15. Механизированные - Механические процессы осуществляются вручную или с помощью машин станков, сборочных автоматов и т. д.
- 16. Классификация производственных процессов по степени непрерывности Прерывный процесс - движение изделий характеризуется межоперационными перерывами, вызванными несогласованностью
- 17. Непрерывный процесс движение изделий находит практическое выражение в непрерывном потоке, отличительной особенностью которого является прохождение изделия
- 18. Основные принципы рациональной организации процессов производства Специализация - Формы разделения труда на предприятии, в цехе. Закрепление
- 19. Непрерывность – принцип, обеспечивающий непрерывную (без простоев) работу оборудования и рабочих, и непрерывную (без пролеживания) обработку
- 20. Прямоточность – принцип, предусматривающий наикратчайшие маршруты движения предметов труда в процессе производства (по рабочим местам, участкам,
- 21. Концентрация- выполнение нескольких операций на одном рабочем месте (многошпиндельные многорезцовые автоматы с ЧПУ). Операции становятся более
- 22. Дифференциация- разделение производственного процесса изготовления одноименных изделий между отдельными подразделениями предприятия (например, по технологическому) Принцип дифференциации
- 23. Универсализация - определенное рабочее место или производственное подразделение занято изготовлением изделий и деталей широкого ассортимента или
- 24. Гибкость – способность производственной системы быстро и экономично переходить на производство новой продукции . Надежность –
- 26. Классификация производств по типу производства В сочетании механизации и автоматизации производственных процессов, а также загрузки рабочих
- 27. Единичное производство – характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило,
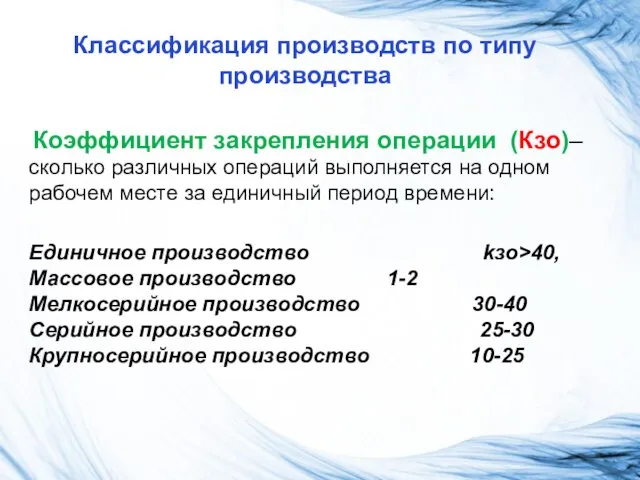
- 28. Классификация производств по типу производства Коэффициент закрепления операции (Кзо)– сколько различных операций выполняется на одном рабочем
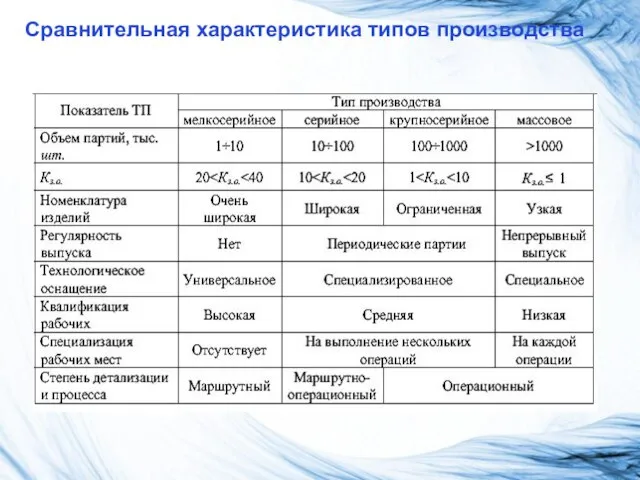
- 29. Сравнительная характеристика типов производства
- 30. Сравнительная характеристика типов производства
- 31. ГОСТ 2.101-68 не действующий
- 33. ЕСКД Виды изделий ГОСТ 2.101-2016 Изделие - предмет или набор предметов производства, подлежащих изготовлению в организации
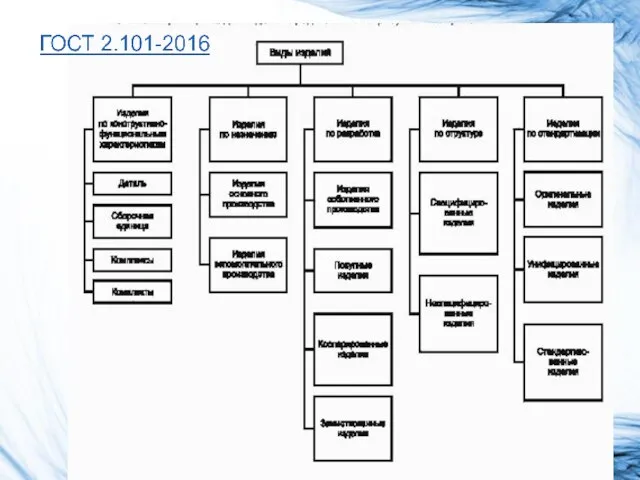
- 34. Виды изделий и их структура Схема видов изделий по конструктивно-функциональным характеристикам и их структура Изделия Комплекты
- 35. Виды и структура изделий по назначению Изделия основного производства Изделия вспомогательного производства предназначенное для нужд предприятия,
- 36. Виды и структура изделий по разработке Изделия собственного производства Покупные изделия Кооперированное изделие Заимствованное изделие изготавливают
- 37. Виды изделий по структуре Специфицированное изделие Неспецифицированное изделие Не имеющая составных частей (деталь, заготовка) состоящее из
- 38. Виды изделий по уровню стандартизации Оригинальное изделие Стандартное изделие Унифицированное изделие изделие, примененное в конструкторской документации
- 39. Деталь - Изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций. например:
- 40. Сборочная единица Изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением,
- 41. Комплекс - два и более специфицированных (состоящие из двух и более составных частей) изделия, не соединенных
- 42. Комплект - два и более изделия, не соединенных на предприятии- изготовителе сборочными операциями и представляющих набор
- 43. Конструктив – конструктивно законченная часть изделия определённого назначения. Деталь – конструктив, который невозможно разобрать на части
- 44. Комплект – несколько изделий общего функционального назначения, как правило, вспомогательного характера, не соединенных на предприятии-изготовителе при
- 45. Комплекс - Несколько специфицированных изделий взаимосвязанного назначения, не соединенных на предприятии-изготовителе при помощи сборочных операций Специфицированное
- 46. Технологический процесс - часть производственного процесса, содержащая целенаправленное действие по изменению и последующему определению состояния предмета
- 47. Основная часть технологического процесса Технологическая операция – это законченная часть технологического процесса, выполняемая непрерывно на одном
- 48. Переход – это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при
- 49. Вспомогательный переход – законченная часть тех. операции, состоящая из действий человека и оборудования, которая не сопровождается
- 50. Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением
- 51. Единичный технологический процесс (ЕТП). это процесс изготовления изделия одного наименования, типоразмера и исполнения, независимо от типа
- 52. Разработка единичного ТП включает в себя следующие этапы. Анализ исходных данных и выбор действующего типового, группового
- 53. Типовой технологический процесс (ТТП). это технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- 54. Групповой технологический процесс (ГТП). это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
- 55. Стандарты ЕСТД устанавливают следующие основные характеристики технологических процессов: Цикл технологической операции — интервал календарного времени от
- 56. Норма времени — регламентируемое время выполнения некоторого объема работ в определенных производственных условиях одним или несколькими
- 57. Структура производственного цикла
- 59. Скачать презентацию

Типовая структура производства
Типовая структура производства
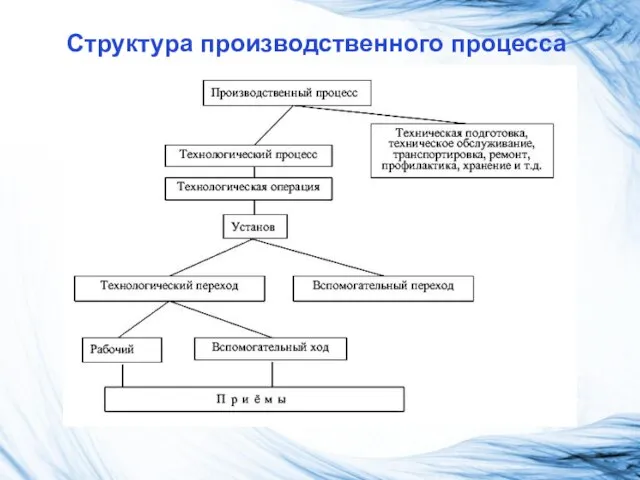
Структура производственного процесса
Структура производственного процесса
Производственный процесс – это совокупность всех действий людей и орудий производства,
Классификация производств по назначению
Основное
Вспомогательное
Опытное
Основное производство – это производство товарной продукции.
(процесс изготовления
Классификация производств по назначению
Основное
Вспомогательное
Опытное
Основное производство – это производство товарной продукции.
(процесс изготовления
Вспомогательное производство – это производство средств, необходимых для функционирования основного производства.
Процессы,
Вспомогательное производство – это производство средств, необходимых для функционирования основного производства.
Процессы,
Опытное производство – это производство образцов, партий или серий изделий для
Опытное производство – это производство образцов, партий или серий изделий для
Классификация производственных процессов
по характеру состава продукции
Синтетические - из различных видов сырья
Классификация производственных процессов
по характеру состава продукции
Синтетические - из различных видов сырья
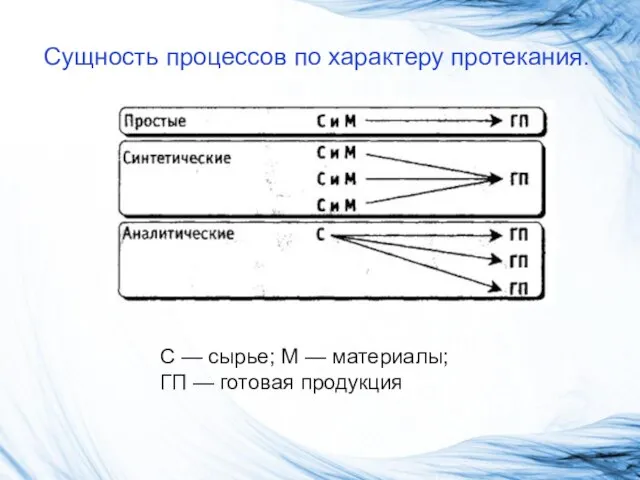
Сущность процессов по характеру протекания.
С — сырье; М — материалы;
Сущность процессов по характеру протекания.
С — сырье; М — материалы;
Классификация производственных процессов по стадии изготовления
Подготовительный (разборочный)
процесс
приемка материалов, сырья, полуфабрикатов, деталей
Классификация производственных процессов по стадии изготовления
Подготовительный (разборочный)
процесс
приемка материалов, сырья, полуфабрикатов, деталей
Заготовительный процесс - восстановление изношенных и изготовление новых литых, кованных, штампованных,
Заготовительный процесс - восстановление изношенных и изготовление новых литых, кованных, штампованных,
Обрабатывающий процесс
выполнение различных видов механической, химической или иной обработки деталей с
Обрабатывающий процесс
выполнение различных видов механической, химической или иной обработки деталей с
Выпускающий (сборочный) процесс
из изделий и деталей, получаемых из специализированных и
Выпускающий (сборочный) процесс
из изделий и деталей, получаемых из специализированных и
Классификация производственных процессов по степени технической оснащенности
Ручные - выполняемые полностью вручную или
Классификация производственных процессов по степени технической оснащенности
Ручные - выполняемые полностью вручную или
Механизированные - Механические процессы осуществляются вручную или с помощью машин станков, сборочных
Механизированные - Механические процессы осуществляются вручную или с помощью машин станков, сборочных
Классификация производственных процессов по степени непрерывности
Прерывный процесс - движение изделий характеризуется межоперационными
Классификация производственных процессов по степени непрерывности
Прерывный процесс - движение изделий характеризуется межоперационными
Непрерывный процесс движение изделий находит практическое выражение в непрерывном потоке, отличительной особенностью
Непрерывный процесс движение изделий находит практическое выражение в непрерывном потоке, отличительной особенностью
Основные принципы рациональной организации процессов производства
Специализация - Формы разделения труда на предприятии,
Основные принципы рациональной организации процессов производства
Специализация - Формы разделения труда на предприятии,
Непрерывность – принцип, обеспечивающий непрерывную (без простоев) работу оборудования и рабочих, и
Непрерывность – принцип, обеспечивающий непрерывную (без простоев) работу оборудования и рабочих, и
Прямоточность – принцип, предусматривающий наикратчайшие маршруты движения предметов труда в процессе производства
Прямоточность – принцип, предусматривающий наикратчайшие маршруты движения предметов труда в процессе производства
Концентрация- выполнение нескольких операций на одном рабочем месте (многошпиндельные многорезцовые автоматы
Концентрация- выполнение нескольких операций на одном рабочем месте (многошпиндельные многорезцовые автоматы
Дифференциация- разделение производственного процесса изготовления одноименных изделий между отдельными подразделениями предприятия
Дифференциация- разделение производственного процесса изготовления одноименных изделий между отдельными подразделениями предприятия
Универсализация - определенное рабочее место или производственное подразделение занято изготовлением изделий
Универсализация - определенное рабочее место или производственное подразделение занято изготовлением изделий
Гибкость – способность производственной системы быстро и экономично переходить на производство новой
Гибкость – способность производственной системы быстро и экономично переходить на производство новой
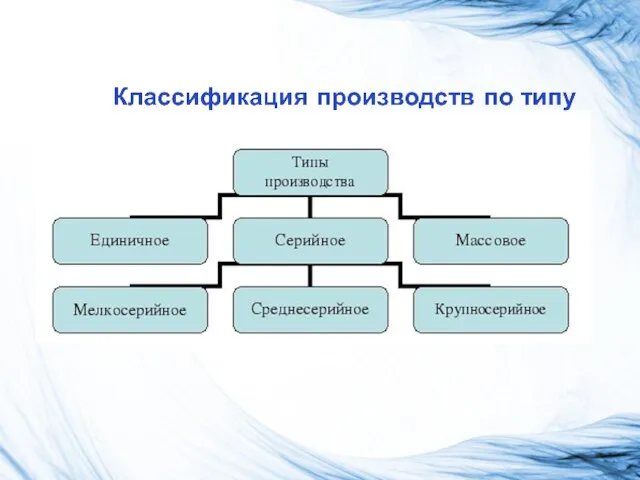

Классификация производств по типу производства
В сочетании механизации и автоматизации производственных процессов,
Классификация производств по типу производства
В сочетании механизации и автоматизации производственных процессов,
Единичное производство – характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление
Единичное производство – характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление
Классификация производств по типу производства
Коэффициент закрепления операции (Кзо)– сколько различных операций
Классификация производств по типу производства
Коэффициент закрепления операции (Кзо)– сколько различных операций

Сравнительная характеристика типов производства
Сравнительная характеристика типов производства
Сравнительная характеристика типов производства
Сравнительная характеристика типов производства

ГОСТ 2.101-68 не действующий
ГОСТ 2.101-68 не действующий
ЕСКД Виды изделий ГОСТ 2.101-2016
Изделие - предмет или набор предметов
ЕСКД Виды изделий ГОСТ 2.101-2016
Изделие - предмет или набор предметов
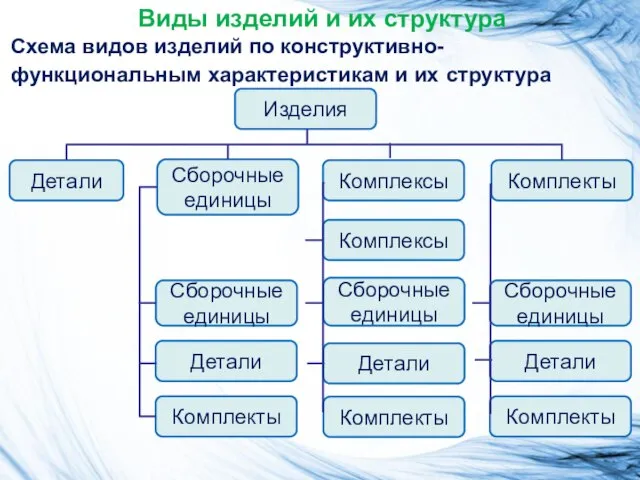
Виды изделий и их структура
Схема видов изделий по конструктивно-функциональным характеристикам и
Виды изделий и их структура
Схема видов изделий по конструктивно-функциональным характеристикам и
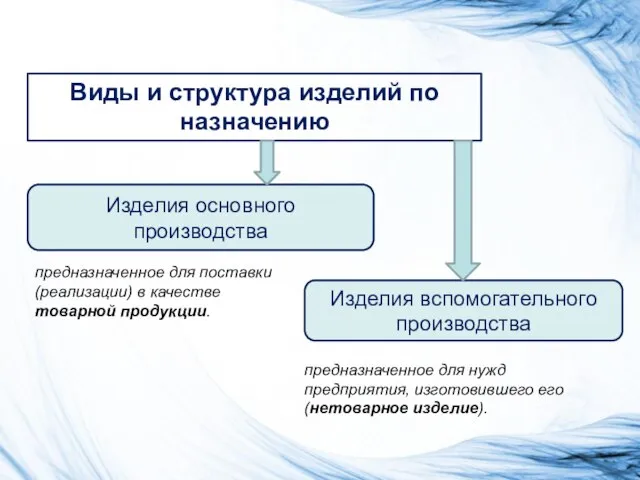
Виды и структура изделий по назначению
Изделия основного производства
Изделия вспомогательного производства
предназначенное
Виды и структура изделий по назначению
Изделия основного производства
Изделия вспомогательного производства
предназначенное
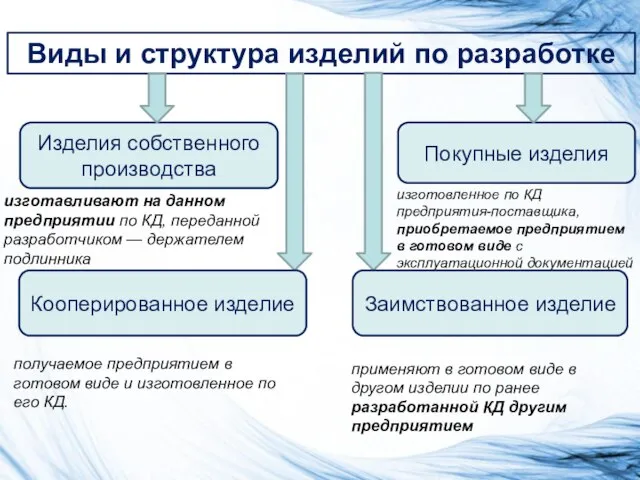
Виды и структура изделий по разработке
Изделия собственного производства
Покупные изделия
Кооперированное изделие
Виды и структура изделий по разработке
Изделия собственного производства
Покупные изделия
Кооперированное изделие
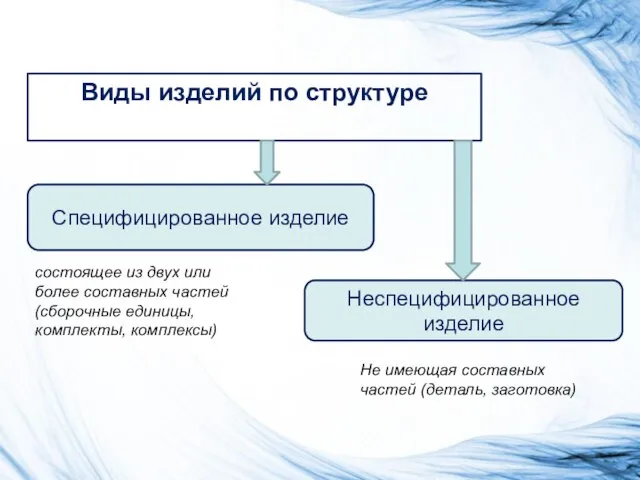
Виды изделий по структуре
Специфицированное изделие
Неспецифицированное изделие
Не имеющая составных частей (деталь, заготовка)
состоящее
Виды изделий по структуре
Специфицированное изделие
Неспецифицированное изделие
Не имеющая составных частей (деталь, заготовка)
состоящее
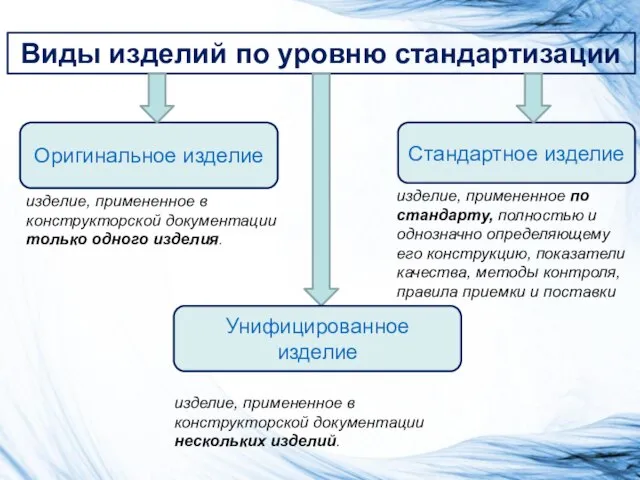
Виды изделий по уровню стандартизации
Оригинальное изделие
Стандартное изделие
Унифицированное изделие
изделие, примененное в конструкторской
Виды изделий по уровню стандартизации
Оригинальное изделие
Стандартное изделие
Унифицированное изделие
изделие, примененное в конструкторской
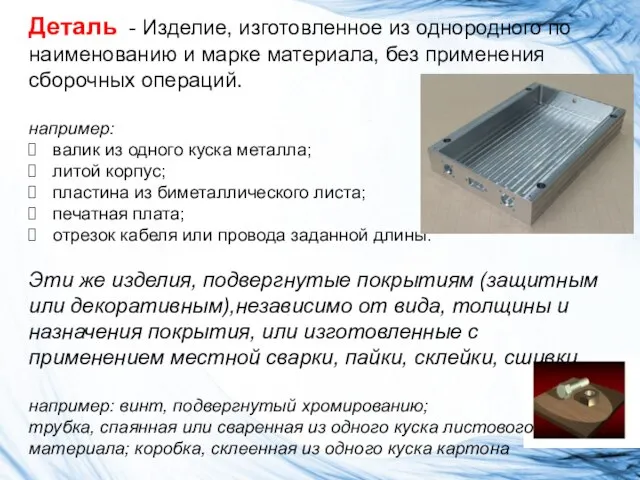
Деталь - Изделие, изготовленное из однородного по наименованию и марке материала,
Деталь - Изделие, изготовленное из однородного по наименованию и марке материала,

Сборочная единица
Изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе
Сборочная единица Изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе
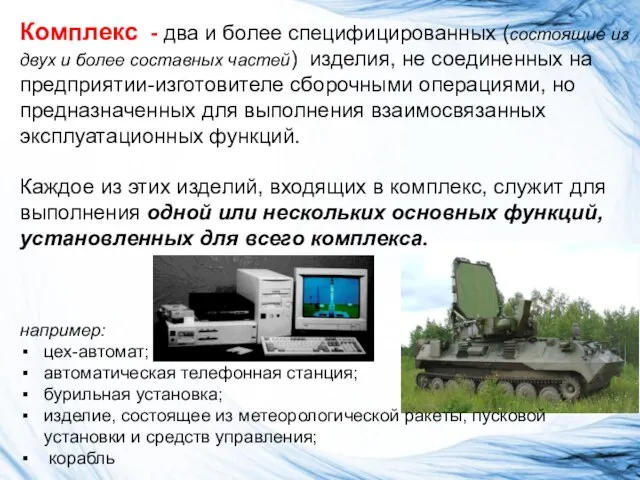
Комплекс - два и более специфицированных (состоящие из двух и более
Комплекс - два и более специфицированных (состоящие из двух и более
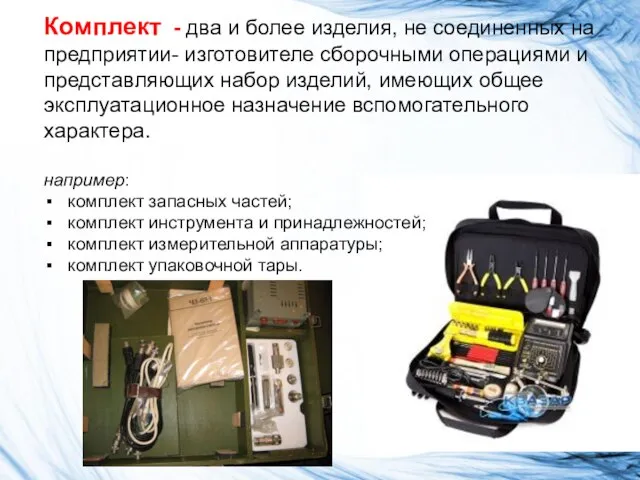
Комплект - два и более изделия, не соединенных на предприятии- изготовителе
Комплект - два и более изделия, не соединенных на предприятии- изготовителе
Конструктив – конструктивно законченная часть изделия определённого назначения.
Деталь – конструктив, который
Конструктив – конструктивно законченная часть изделия определённого назначения.
Деталь – конструктив, который
Комплект – несколько изделий общего функционального назначения, как правило, вспомогательного характера,
Комплекс - Несколько специфицированных изделий взаимосвязанного назначения, не соединенных на предприятии-изготовителе
Комплекс - Несколько специфицированных изделий взаимосвязанного назначения, не соединенных на предприятии-изготовителе
Технологический процесс - часть производственного процесса, содержащая целенаправленное действие по изменению
Технологический процесс - часть производственного процесса, содержащая целенаправленное действие по изменению
Основная часть технологического процесса
Технологическая операция – это законченная часть технологического
Основная часть технологического процесса
Технологическая операция – это законченная часть технологического
Переход – это законченная часть технологической операции, выполняемая одними и теми
Переход – это законченная часть технологической операции, выполняемая одними и теми
Вспомогательный переход – законченная часть тех. операции, состоящая из действий человека
Вспомогательный переход – законченная часть тех. операции, состоящая из действий человека
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения
Единичный технологический процесс (ЕТП).
это процесс изготовления изделия одного наименования, типоразмера и исполнения, независимо от
Единичный технологический процесс (ЕТП).
это процесс изготовления изделия одного наименования, типоразмера и исполнения, независимо от
Разработка единичного ТП включает в себя следующие этапы.
Анализ исходных данных и
Разработка единичного ТП включает в себя следующие этапы.
Анализ исходных данных и
Типовой технологический процесс (ТТП).
это технологический процесс изготовления группы изделий с общими конструктивными и технологическими
Типовой технологический процесс (ТТП).
это технологический процесс изготовления группы изделий с общими конструктивными и технологическими
Групповой технологический процесс (ГТП).
это процесс изготовления группы изделий с разными конструктивными, но общими технологическими
Групповой технологический процесс (ГТП).
это процесс изготовления группы изделий с разными конструктивными, но общими технологическими
Стандарты ЕСТД устанавливают следующие основные характеристики технологических процессов:
Цикл технологической операции —
Стандарты ЕСТД устанавливают следующие основные характеристики технологических процессов:
Цикл технологической операции —
Норма времени — регламентируемое время выполнения некоторого объема работ в определенных
Норма времени — регламентируемое время выполнения некоторого объема работ в определенных

Структура производственного цикла
Структура производственного цикла
 Новая технология утилизации медицинских отходов
Новая технология утилизации медицинских отходов Тенденции развития электроэнергетики и электротехники
Тенденции развития электроэнергетики и электротехники неке 4
неке 4 Справка-доклад о ходе ремонта мгс ГС-86
Справка-доклад о ходе ремонта мгс ГС-86 Карбон
Карбон Система образования Всеволожского района: перспективы и новые возможности
Система образования Всеволожского района: перспективы и новые возможности Построение чертежей втачных рукавов различных видов
Построение чертежей втачных рукавов различных видов Сургутская ГРЭС-2
Сургутская ГРЭС-2 Огонь в ночи. Цвет как средство выражения: теплые и холодные цвета
Огонь в ночи. Цвет как средство выражения: теплые и холодные цвета бобрик 27.03.2020 карантин
бобрик 27.03.2020 карантин Advantages and disadvantages of online and offline sources
Advantages and disadvantages of online and offline sources Древесные материалы
Древесные материалы Вышивка в технике Изонить
Вышивка в технике Изонить Органы исполнительной власти г. Владивосток
Органы исполнительной власти г. Владивосток Тора и заповеди
Тора и заповеди Sericol. Корпорация расположенная в Броадстейрс, Великобритания
Sericol. Корпорация расположенная в Броадстейрс, Великобритания Двухступенчатые поршневые компрессоры
Двухступенчатые поршневые компрессоры ОАО Ижевский завод пластмасс
ОАО Ижевский завод пластмасс Creation of the Kalevala Epic
Creation of the Kalevala Epic Танцы - мое хобби (1)
Танцы - мое хобби (1) Великая Отечественная война –глазами детей
Великая Отечественная война –глазами детей Фотоальбом. Юбилей
Фотоальбом. Юбилей Домашний ПК для учебы и игр.( Стоимость до 45 000 руб)
Домашний ПК для учебы и игр.( Стоимость до 45 000 руб) Универсальная стратегия по программе analyzer v20
Универсальная стратегия по программе analyzer v20 Регулировка и сборка усилителя мощности звуковой частоты
Регулировка и сборка усилителя мощности звуковой частоты Презентация Microsoft Office PowerPoint
Презентация Microsoft Office PowerPoint Шапки
Шапки Микропроцессоры. Системный блок ПК
Микропроцессоры. Системный блок ПК