- Технологичность и экономичность моделей одежды

Содержание
- 2. Технологичность конструкции одежды – это такое конструктивное решение деталей, узлов и изделия в целом, которое позволяет
- 4. Минимальное число соединений Кпр.рац.м.= Sр.м / Sоб. Sр.м – площадь деталей из рациональных материалов, см2 Sоб
- 5. Применение параллельно-последовательных методов обработки Степень технического оснащения Кп.пос= Тп.пос / Тоб Тп.пос – затраты времени на
- 6. Трудоемкость изготовления изделия Использование базовых основ конструкций Использование унифицированных деталей и узлов Автоматизация проектных работ Использование
- 7. Коэффициент унификации Для одной модели Ку.i.= Уi / nоб.i Для серии моделей Уi – количество унифицированных
- 8. Материалоемкость изделия Площадь лекал; Коэффициент использования материалов Ки.м.= Sл / Sр = 1/(1 + В )
- 9. Пути снижения расхода материала на единицу изделия уменьшение прибавок на образование складок, рельефов, отделочных швов; уменьшение
- 10. Правила адаптивного конструирования тропизация – выбор оптимального направления укладки лекал, обеспечивающего наибольшую плотность раскладки. мультипликация –
- 11. Замощающая раскладка Пальто от Еохлээ Тэн (1997)
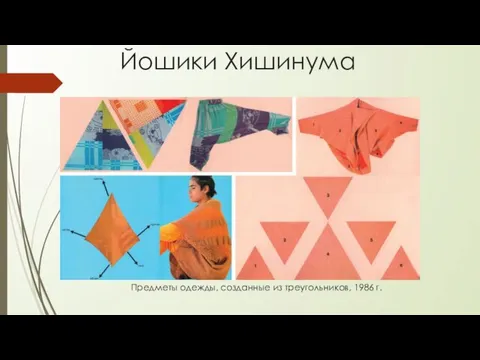
- 12. Йошики Хишинума Предметы одежды, созданные из треугольников, 1986 г.
- 13. Техника «Tessellation Cutting» Дизайнер Холли Макгиллан
- 14. Методика безостаточного конструирования одежды
- 15. Тимо Риссанен – финский дизайнер , старший ассистент профессора экологического моделирования одежды в Школе дизайна Parsons
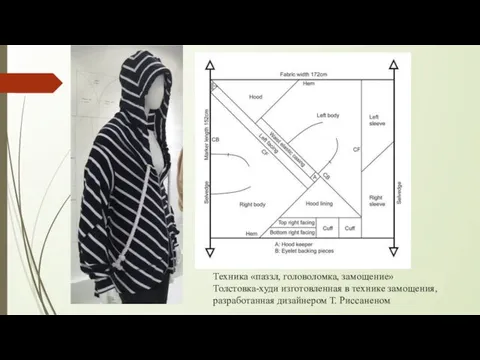
- 16. Техника «паззл, головоломка, замощение» Толстовка-худи изготовленная в технике замощения, разработанная дизайнером Т. Риссаненом
- 17. Отечественные разработки
- 18. Комплект проектируемого изделия и его трансформация с учетом раскладок методом замощения
- 19. Раскладка деталей куртки
- 20. Раскладка деталей платья
- 21. Требования к технологичности конструкции сборочных единиц и деталей сборочная единица должна расчленяться на рациональное число составных
- 22. Экономичность проектируемой модели характеризует экономическую эффективность затрат на разработку, изготовление и эксплуатацию изделия. Производственная экономичность Эксплуатационная
- 23. Материалоемкость М=МI+MII+MIII+МIV МI – стоимость основных материалов; МII – стоимость вспомогательных материалов (упаковочные материалы, материалы для
- 24. Стоимость основных материалов МI=М1+M2+M3+М4 М1 – стоимость материалов верха ; М2 – стоимость подкладочных материалов; M3
- 25. Стоимость материалов верха М1=(S+A)R1 S – суммарная площадь лекал деталей изделия, м2; А – площадь общих
- 26. Площадь общих отходов А=А1+А2+А3+А4 А1 – межлекальные отходы ; А2 – нерациональные остатки; А3 – отходы
- 27. Суммарные технологические потери – 31 % 17 % – межлекальные отходы; 2 % – потери по
- 28. Процент межлекальных потерь Q – площадь раскладки; S – площадь лекал с учетом припусков на швы;
- 29. Предельные и средние количества межлекальных отходов
- 30. Факторы влияющие на процент межлекальных отходов ширины и вида материала, формы, размера и числа деталей в
- 32. Скачать презентацию
Технологичность конструкции одежды – это такое конструктивное решение деталей, узлов и
Технологичность конструкции одежды – это такое конструктивное решение деталей, узлов и

Минимальное число соединений
Кпр.рац.м.= Sр.м / Sоб.
Sр.м – площадь деталей из
Минимальное число соединений
Кпр.рац.м.= Sр.м / Sоб.
Sр.м – площадь деталей из
Применение параллельно-последовательных методов обработки
Степень технического оснащения
Кп.пос= Тп.пос / Тоб
Тп.пос –
Применение параллельно-последовательных методов обработки
Степень технического оснащения
Кп.пос= Тп.пос / Тоб
Тп.пос –
Трудоемкость изготовления изделия
Использование базовых основ конструкций
Использование унифицированных деталей и узлов
Автоматизация проектных
Трудоемкость изготовления изделия
Использование базовых основ конструкций
Использование унифицированных деталей и узлов
Автоматизация проектных
Коэффициент унификации
Для одной модели Ку.i.= Уi / nоб.i
Для серии моделей
Уi
Коэффициент унификации
Для одной модели Ку.i.= Уi / nоб.i
Для серии моделей
Уi
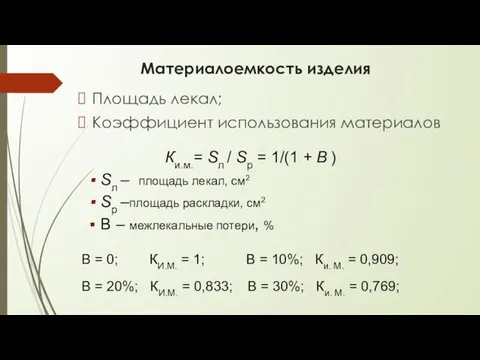
Материалоемкость изделия
Площадь лекал;
Коэффициент использования материалов
Ки.м.= Sл / Sр = 1/(1 +
Материалоемкость изделия
Площадь лекал;
Коэффициент использования материалов
Ки.м.= Sл / Sр = 1/(1 +
Пути снижения расхода материала на единицу изделия
уменьшение прибавок на образование складок,
Пути снижения расхода материала на единицу изделия
уменьшение прибавок на образование складок,
Правила адаптивного конструирования
тропизация – выбор оптимального направления укладки лекал, обеспечивающего наибольшую
Правила адаптивного конструирования
тропизация – выбор оптимального направления укладки лекал, обеспечивающего наибольшую

Замощающая раскладка
Пальто от Еохлээ Тэн (1997)
Замощающая раскладка
Пальто от Еохлээ Тэн (1997)
Йошики Хишинума
Предметы одежды, созданные из треугольников, 1986 г.
Йошики Хишинума
Предметы одежды, созданные из треугольников, 1986 г.

Техника «Tessellation Cutting»
Дизайнер Холли Макгиллан
Техника «Tessellation Cutting»
Дизайнер Холли Макгиллан

Методика безостаточного конструирования одежды
Методика безостаточного конструирования одежды
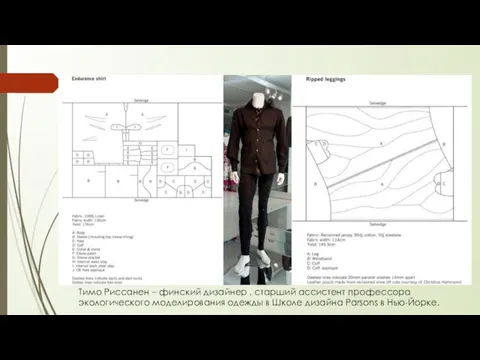
Тимо Риссанен – финский дизайнер , старший ассистент профессора экологического моделирования
Тимо Риссанен – финский дизайнер , старший ассистент профессора экологического моделирования
Техника «паззл, головоломка, замощение»
Толстовка-худи изготовленная в технике замощения, разработанная дизайнером
Техника «паззл, головоломка, замощение»
Толстовка-худи изготовленная в технике замощения, разработанная дизайнером

Отечественные разработки
Отечественные разработки

Комплект проектируемого изделия и его трансформация с учетом раскладок методом замощения
Комплект проектируемого изделия и его трансформация с учетом раскладок методом замощения
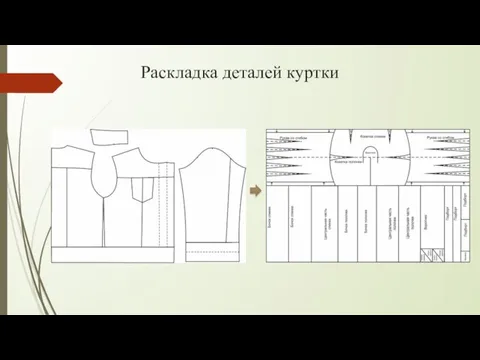
Раскладка деталей куртки
Раскладка деталей куртки

Раскладка деталей платья
Раскладка деталей платья

Требования к технологичности конструкции сборочных единиц и деталей
сборочная единица должна расчленяться
Требования к технологичности конструкции сборочных единиц и деталей
сборочная единица должна расчленяться
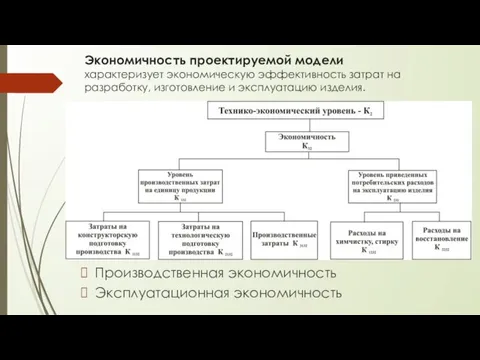
Экономичность проектируемой модели характеризует экономическую эффективность затрат на разработку, изготовление и
Экономичность проектируемой модели характеризует экономическую эффективность затрат на разработку, изготовление и
Материалоемкость
М=МI+MII+MIII+МIV
МI – стоимость основных материалов;
МII – стоимость вспомогательных материалов
Материалоемкость
М=МI+MII+MIII+МIV
МI – стоимость основных материалов;
МII – стоимость вспомогательных материалов

Стоимость основных материалов
МI=М1+M2+M3+М4
М1 – стоимость материалов верха ;
М2 – стоимость
Стоимость основных материалов
МI=М1+M2+M3+М4
М1 – стоимость материалов верха ;
М2 – стоимость
Стоимость материалов верха
М1=(S+A)R1
S – суммарная площадь лекал деталей изделия, м2;
Стоимость материалов верха
М1=(S+A)R1
S – суммарная площадь лекал деталей изделия, м2;
Площадь общих отходов
А=А1+А2+А3+А4
А1 – межлекальные отходы ;
А2 – нерациональные остатки;
А3
Площадь общих отходов
А=А1+А2+А3+А4
А1 – межлекальные отходы ;
А2 – нерациональные остатки;
А3

Суммарные технологические потери – 31 %
17 % – межлекальные отходы;
2 %
Суммарные технологические потери – 31 %
17 % – межлекальные отходы;
2 %

Процент межлекальных потерь
Q – площадь раскладки;
S – площадь лекал с
Процент межлекальных потерь
Q – площадь раскладки;
S – площадь лекал с
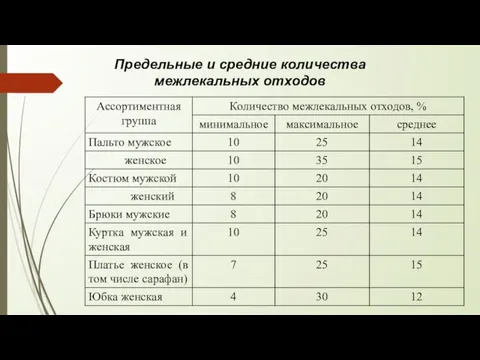
Предельные и средние количества межлекальных отходов
Предельные и средние количества межлекальных отходов
Факторы влияющие на процент межлекальных отходов
ширины и вида материала,
формы, размера
Факторы влияющие на процент межлекальных отходов
ширины и вида материала,
формы, размера
 Технологии обработки металлов в ССХТ
Технологии обработки металлов в ССХТ ПОСОБИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СУВЕНИРОВ К
ПОСОБИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СУВЕНИРОВ К Инструкция по работе с заявками в HelpDesk
Инструкция по работе с заявками в HelpDesk Колонны и фундаменты одноэтажных промышленных зданий. Лекция 9
Колонны и фундаменты одноэтажных промышленных зданий. Лекция 9 Загадки для мальчиков. С днём защитника отечества
Загадки для мальчиков. С днём защитника отечества Домашние животные
Домашние животные Қаңтардың жиырма алтысы Нәтиже сабақ
Қаңтардың жиырма алтысы Нәтиже сабақ Обратный порядок байт
Обратный порядок байт Добыча полезных ископаемых. Влияние полезных ископаемых на окружающую среду
Добыча полезных ископаемых. Влияние полезных ископаемых на окружающую среду Мікропроцесорна техніка PSoC Creator 4.2 Designing with PSoC 3/5. (Лекція 4)
Мікропроцесорна техніка PSoC Creator 4.2 Designing with PSoC 3/5. (Лекція 4) Обьявление о наборе 2020
Обьявление о наборе 2020 Спортивно-тренажерная площадка
Спортивно-тренажерная площадка Тестовая контрольная работа Деление на двузначное число
Тестовая контрольная работа Деление на двузначное число яз ан и син
яз ан и син Характеристика хромитовых руд. Технология их обогащения
Характеристика хромитовых руд. Технология их обогащения 20170301_spektr_chuvstv
20170301_spektr_chuvstv Светодиодные лампы
Светодиодные лампы Литературная слава Кузбасса
Литературная слава Кузбасса зв-букв
зв-букв Презентация Microsoft PowerPoint (2)
Презентация Microsoft PowerPoint (2) REShENIE_ZADACh
REShENIE_ZADACh Серверная часть веб-приложения
Серверная часть веб-приложения Геотехнический мониторинг
Геотехнический мониторинг Основы расчета строительных конструкций
Основы расчета строительных конструкций Светодиодный маячок
Светодиодный маячок Направления разработок и производства АО УКБП
Направления разработок и производства АО УКБП Иммиграционная ситуация в Испании
Иммиграционная ситуация в Испании 20141114_reklama
20141114_reklama