- Технология и техника дуговой наплавки

Содержание
- 2. Металл варить-нелёгкая работа: На высоте,на море, под землей…. Под силу тем,чья гордая порода С умом холодным
- 3. Аргона плазма режет, плавит… Жарко! Рождая искры в огненном жерле, Накалом сталь соединяет сварка- Дуги струя
- 4. Хватило б сил и пламенного сердца Её напор умело обуздать. Огонь в руках:держать и не обжечься!-
- 5. Сберечь глаза от ультрафиолета- Тех самых «зайчиков» и , не спеша: Ровнее шов, немножечко секрета… Под
- 6. Чему ровна сила тока? В чём измеряется напряжение? В чём измеряется сила тока?
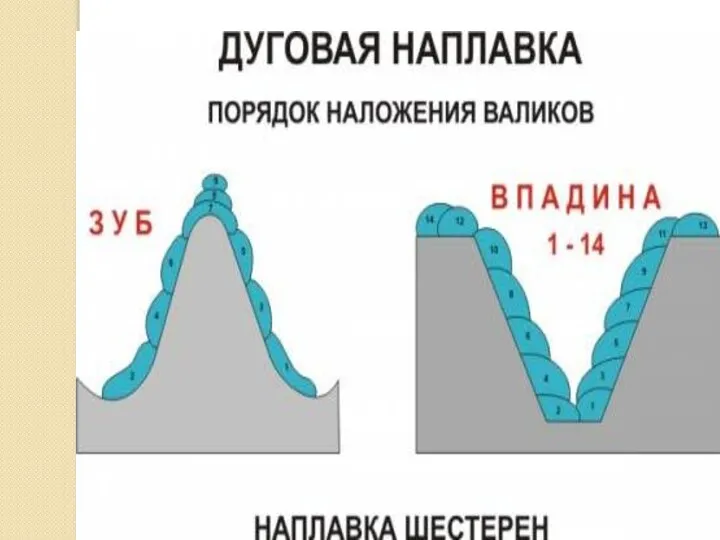
- 7. Виды и назначение наплавки Наплавкой называют нанесение посредством сварки плавлением слоя металла на поверхность изделия. Ее
- 8. При наплавке посредством сварки плавлением образуется ванна жидкого металла, в состав которого входят части расплавленного металла
- 9. При ручной дуговой наплавке применяют следующие способы наплавки: специальными электродами; порошкообразных металлических смесей угольной или графитизированной
- 10. Ручная дуговая наплавка Ручная дуговая наплавка может выполняться следующими способами: - металлическим электродом, обеспечивающим заданные свойства
- 11. К мероприятиям, снижающим коробление, относятся: - предварительный нагрев изделия до температуры 200--400°; - предварительный изгиб детали
- 12. - высокотемпературный отпуск после наплавки с нагревом до 650° для снятия внутренних напряжений. Такая термообработка рекомендуется
- 13. Поверхностные дефекты, в том числе и ранее наклепанный слой, удаляют механическим путем или резаком для поверхностной
- 14. Поверхность, имеющую неравномерную выработку с большими колебаниями по высоте, выравнивают механическим путем на металлорежущем оборудовании.
- 15. Правильная (П) и неправильная (Н) подготовка поверхностей под наплавку; 1...6 — последовательность наложения валиков
- 16. Наплавку плоских и фасонных поверхностей выполняют отдельными валиками (а...г) или челночным способом (д).
- 17. Положение электрода при выполнении наплавки
- 20. Перекрытие валиков при нанесении слоя
- 21. Наплавку тел вращения выполняют одним из трех способов: а — по образующим, б — по окружностям,
- 22. Меры применяемые для предотвращения возникновения внутренних напряжений и деформаций при выполнении наплавки: предварительный подогрев до 200...400
- 25. Если детали подлежат механической обработке, при наплавке надо стремиться к получению ровной поверхности и к минимальному
- 26. длина дуги где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм. Коэффициент К
- 27. Обучающая: Способствовать 1)закреплению знаний основных понятий при наплавки валиков: перекрытие валиков при нанесении слоя, расчет силы
- 28. Воспитательная: Способствовать формированию познавательной потребности студентов в стремлении глубокого усвоения изучаемого материала и использовании рациональных решений.
- 29. Формирование общепрофессиональных компетенций: ПК 1.1. Читать чертежи средней сложности и сложных сварных металлоконструкций. ПК 1.2. Использовать
- 30. Организация работы студентов при контроле знаний и умений Контрольные вопросы 1. Какова технологическая последовательность выполнения валиков?
- 31. Подведение итогов опроса
- 32. ЗАДАНИЕ НА ДОМ: ПРОИЗВЕСТИ РАСЧЕТЫ СИЛЫ ТОКА И ДЛИНУ ДУГИ ПРИ ВЫПОЛНЕНИИ СВАРКИ
- 34. Скачать презентацию
Металл варить-нелёгкая работа:
На высоте,на море,
под землей….
Под силу тем,чья гордая порода
С
Металл варить-нелёгкая работа:
На высоте,на море,
под землей….
Под силу тем,чья гордая порода С

Аргона плазма режет, плавит… Жарко!
Рождая искры в огненном жерле,
Накалом сталь соединяет
Аргона плазма режет, плавит… Жарко!
Рождая искры в огненном жерле,
Накалом сталь соединяет

Хватило б сил и пламенного сердца
Её напор умело обуздать.
Огонь в руках:держать
Хватило б сил и пламенного сердца
Её напор умело обуздать.
Огонь в руках:держать
Сберечь глаза от ультрафиолета-
Тех самых «зайчиков» и , не спеша:
Ровнее шов,
Сберечь глаза от ультрафиолета- Тех самых «зайчиков» и , не спеша: Ровнее шов,

Чему ровна сила тока?
В чём измеряется напряжение?
В чём измеряется сила тока?
Чему ровна сила тока?
В чём измеряется напряжение?
В чём измеряется сила тока?
Виды и назначение наплавки
Наплавкой называют нанесение посредством сварки плавлением слоя металла
Виды и назначение наплавки
Наплавкой называют нанесение посредством сварки плавлением слоя металла
При наплавке посредством сварки плавлением образуется ванна жидкого металла, в состав
При наплавке посредством сварки плавлением образуется ванна жидкого металла, в состав
При ручной дуговой наплавке применяют следующие способы наплавки: специальными электродами; порошкообразных
При ручной дуговой наплавке применяют следующие способы наплавки: специальными электродами; порошкообразных
Ручная дуговая наплавка
Ручная дуговая наплавка может выполняться следующими способами:
- металлическим электродом,
Ручная дуговая наплавка
Ручная дуговая наплавка может выполняться следующими способами:
- металлическим электродом,

К мероприятиям, снижающим коробление, относятся:
- предварительный нагрев изделия до температуры 200--400°;
-
К мероприятиям, снижающим коробление, относятся:
- предварительный нагрев изделия до температуры 200--400°;
-
- высокотемпературный отпуск после наплавки с нагревом до 650° для снятия
- высокотемпературный отпуск после наплавки с нагревом до 650° для снятия
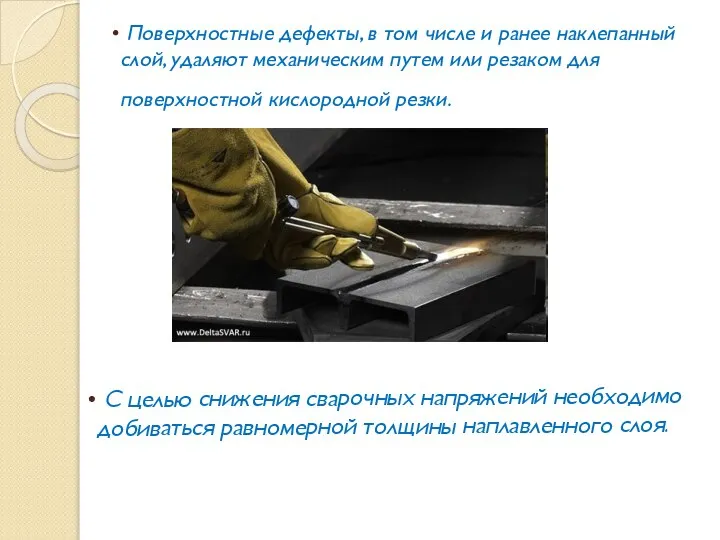
Поверхностные дефекты, в том числе и ранее наклепанный слой, удаляют
Поверхностные дефекты, в том числе и ранее наклепанный слой, удаляют

Поверхность, имеющую неравномерную выработку с большими колебаниями по высоте, выравнивают
Поверхность, имеющую неравномерную выработку с большими колебаниями по высоте, выравнивают
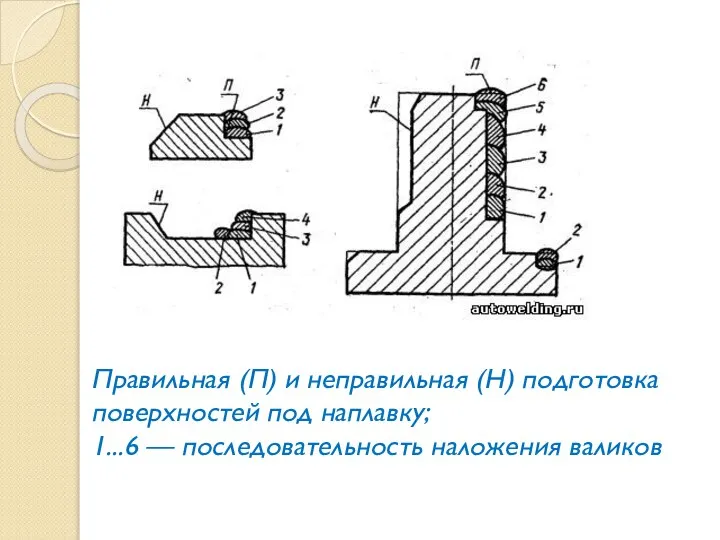
Правильная (П) и неправильная (Н) подготовка поверхностей под наплавку;
1...6 — последовательность
Правильная (П) и неправильная (Н) подготовка поверхностей под наплавку; 1...6 — последовательность
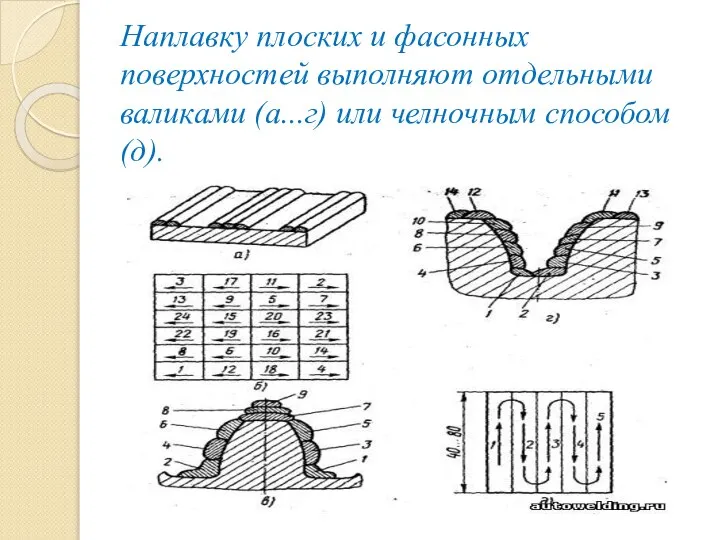
Наплавку плоских и фасонных поверхностей выполняют отдельными валиками (а...г) или челночным
Наплавку плоских и фасонных поверхностей выполняют отдельными валиками (а...г) или челночным

Положение электрода при выполнении наплавки
Положение электрода при выполнении наплавки



Перекрытие валиков при нанесении слоя
Перекрытие валиков при нанесении слоя
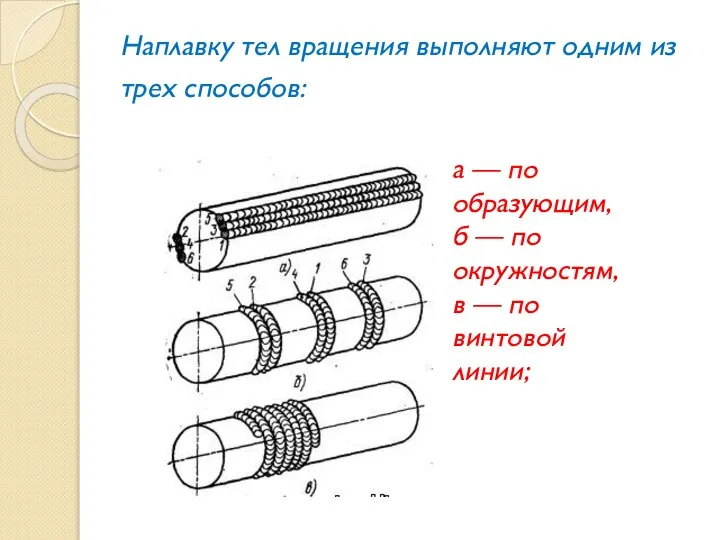
Наплавку тел вращения выполняют одним из трех способов:
а — по
Наплавку тел вращения выполняют одним из трех способов:
а — по
Меры применяемые для предотвращения возникновения внутренних напряжений и деформаций при выполнении
Меры применяемые для предотвращения возникновения внутренних напряжений и деформаций при выполнении


Если детали подлежат механической обработке, при наплавке надо стремиться к получению
Если детали подлежат механической обработке, при наплавке надо стремиться к получению
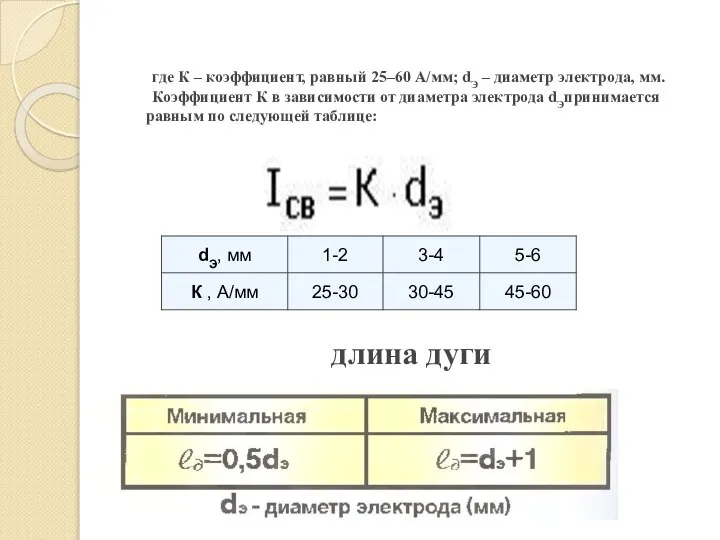
длина дуги
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от
Обучающая:
Способствовать
1)закреплению знаний основных понятий при наплавки валиков:
перекрытие валиков при нанесении слоя,
Обучающая: Способствовать 1)закреплению знаний основных понятий при наплавки валиков: перекрытие валиков при нанесении слоя,
Воспитательная:
Способствовать формированию познавательной потребности студентов в стремлении глубокого усвоения изучаемого
Воспитательная:
Способствовать формированию познавательной потребности студентов в стремлении глубокого усвоения изучаемого
Формирование общепрофессиональных компетенций:
ПК 1.1. Читать чертежи средней сложности и сложных
Формирование общепрофессиональных компетенций:
ПК 1.1. Читать чертежи средней сложности и сложных
Организация работы студентов
при контроле знаний и умений
Контрольные вопросы
1.
Организация работы студентов
при контроле знаний и умений
Контрольные вопросы
1.
Подведение итогов опроса
Подведение итогов опроса
ЗАДАНИЕ НА ДОМ:
ПРОИЗВЕСТИ РАСЧЕТЫ СИЛЫ ТОКА И ДЛИНУ ДУГИ ПРИ
ЗАДАНИЕ НА ДОМ: ПРОИЗВЕСТИ РАСЧЕТЫ СИЛЫ ТОКА И ДЛИНУ ДУГИ ПРИ
 Автоматическое управление торможением на участке Саратов I – Трофимовский I
Автоматическое управление торможением на участке Саратов I – Трофимовский I Экономические основы производства. Накладные расходы
Экономические основы производства. Накладные расходы Электрооборудование токарных сtahкob
Электрооборудование токарных сtahкob Интерактивная познавательная игра Рождественский калейдоскоп
Интерактивная познавательная игра Рождественский калейдоскоп Царство животные
Царство животные алгебраических выражений
алгебраических выражений 20140616_impressionizm
20140616_impressionizm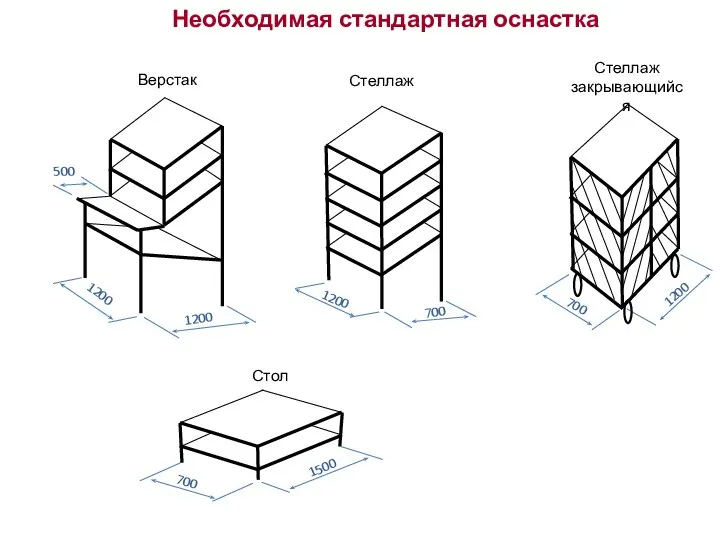 Необходимая стандартная оснастка
Необходимая стандартная оснастка either-or-neither-nor-not-only-but-also-both-and-grammar-guides
either-or-neither-nor-not-only-but-also-both-and-grammar-guides Понятие о технологии деревянного строительства
Понятие о технологии деревянного строительства объявление
объявление Дебитометрические исследования скважин. (Лекция 3)
Дебитометрические исследования скважин. (Лекция 3) День святых жён - мироносиц
День святых жён - мироносиц Производство стали
Производство стали Оснащение для малярных работ
Оснащение для малярных работ Классификация, устройство и характерные неисправности поршневых компрессоров
Классификация, устройство и характерные неисправности поршневых компрессоров Ночная сорочка. Проект по технологии. (7 класс)
Ночная сорочка. Проект по технологии. (7 класс) Общие понятия о зданиях и сооружениях требования, предъявляемые к зданиям (тема 4.1)
Общие понятия о зданиях и сооружениях требования, предъявляемые к зданиям (тема 4.1) В некотором царстве
В некотором царстве Таинство Венчания
Таинство Венчания Конкурс Семейные реликвии в моей семье
Конкурс Семейные реликвии в моей семье ImmiAccount enhancements
ImmiAccount enhancements Энергосберегающие мероприятия. Подтема 4. Классификация мероприятий по энергоэффективности
Энергосберегающие мероприятия. Подтема 4. Классификация мероприятий по энергоэффективности 20111108_zagadki_o_lete_chast_2
20111108_zagadki_o_lete_chast_2 Общие сведения о бетонных и железобетонных конструкциях
Общие сведения о бетонных и железобетонных конструкциях Весело карандаш учитель лисица
Весело карандаш учитель лисица Псих срс Аутизм
Псих срс Аутизм Почетные граждане и знаменитые люди п. Уразова
Почетные граждане и знаменитые люди п. Уразова